Norman Aubee & Brad Kramer NOVA Chemicals Corporation
|
|
|
- Eleanore Reynolds
- 5 years ago
- Views:
Transcription
1 New High Barrier shdpe for Cast Film and Extrusion Coating Applications Norman Aubee & Brad Kramer NOVA Chemicals Corporation ABSTRACT Moisture barrier developments in the past few years have focused on blown film products and applications with little development in other areas. A new shdpe resin designed for cast film and extrusion lamination/coating applications will be presented showing significant improvements in moisture barrier properties in both cast film and extrusion lamination/coating applications. This new product will add another tool in the toolbox of a package material designer, and open up potentially new value chain opportunities. INTRODUCTION Over the past few years several papers have revealed new polyethylene materials to improve barrier performance for blown film applications (1,2). Little or no information has been reported regarding new high barrier polyethylene materials for cast or extrusion lamination/coating applications. While the largest volume of moisture barrier products are manufactured on the blown film process, a substantial improvement in moisture barrier properties would offer significant value in films manufactured by the cast or extrusion lamination/coating processes. The extrusion lamination process is commonly utilized to manufacture high performance laminates; co-extrusion of EVOH and tie layers is common. In many cases, the extrudate is primarily used as an adhesive. Utilizing a high performance material as part of the extrudate would improve the overall performance of the laminate, potentially enhancing the overall performance of the laminate or permit the use of lower cost/performance substrates. The material discussed in this paper is a Single Site Catalyzed (SSC) polyethylene produced on a dual reactor solution manufacturing technology (Advanced SCLAIRTECH process technology) [3,4]. The technology utilizes two stirred autoclave reactors that can be operated in single or dual-series mode. Solvent, monomer, and co-monomers are introduced independently into each reactor. The capability offered by a dual reactor process resulting in enhanced tailoring of molecular weight distribution and is key in designing materials that offer enhanced barrier performance. In this paper we will discuss the performance of a new shdpe designed for cast film and extrusion coating/lamination applications. The performance will be discussed for coextruded cast film (with LDPE), blends with LDPE and when used in the lamination process. The main question that will be answered is: Does the new shdpe resin design lead to significant barrier improvements in cast film and extrusion lamination?
2 EXPERIMENTAL Materials Three homopolymer high density polyethylene materials were prepared on a dual reactor pilot plant facility. This facility is designed as a fully functional semi-works scale plant. The materials primarily differed in the ratio of conversion in each reactor. For the converter this translated mainly into a difference in MFR. A homopolymer high density polyethylene (HDPE) produced on a solution reactor using conventional catalyst technology was selected for comparison. Key resin parameters for the materials can be found in Table 1. Polymer Analysis Melt index (MI) measurements were conducted using a melt plastometer according to ASTM D Condition 190/2.16. The flow ratio was calculated by dividing the flow rate at Condition 190/21.6 by the conventional MI. The magnitude of the ratio is generally considered to be indicative of the shear thinning behavior of the molten polymer. Polymer densities were measured on pressed plaques prepared according to ASTM D using a displacement densitometer as outlined in ASTM D Method A.. Cast Film Evaluation Materials were processed on a three layer Gloucester cast film line to assess processability of each material and to produce film samples for barrier and physical properties analysis. The processing line consists of one 90 mm diameter extruder with an L/D ratio of 30:1, and one 65 mm diameter extruder with an L/D ratio of 30:1. The melt streams are fed into a co-extrusion feed-block capable of A/B/A, A/B, or B/A structures, and then into a 760 mm flexible lip die manufactured by Extrusion Dies Inc. The casting unit consists of one matte finish roll and one polished chrome roll. Film thickness is monitored using an NDC beta thickness gauge; the film is wound using a Gloucester turret winder. The process is monitored using an Extrol 6032 process control system. Films were processed utilizing a die gap of 0.50 mm. A temperature profile that yielded a melt temperature of approximately 260 C was selected. An output rate of 160 kg/h was targeted and line speed adjusted to obtain a 25 micron film. Films were tested for varies properties and were tested in accordance with ASTM test methods. Materials were evaluated in a two different ways. The first evaluation was in a co-extruded structure, the second one in a blend with LDPE in a mono-layer structure. The co-extruded structure consisted of a 3-layer A/B/A configuration. The A layer was comprised of a conventional low density polyethylene (LDPE). LDPE is commonly used in cast and extrusion lamination applications to modify or limit neck-in and draw resonance. The LDPE used in this study had a melt index of 7.0 dg/min. and a density of 0.918g/cc. The A layer accounted for 30% of the overall structure. The HDPE materials were processed in the core layer and comprised 70% of the overall structure. The second film structure consisted of a blend of the same conventional LDPE and each of the HDPE materials. A blend ratio of 70% HDPE and 30% LDPE was utilized. The blends were run in both the A and B layers effectively producing a mono-layer structure.
3 Target processing parameters for the cast film evaluation can be found in Table 2. Processing conditions can be found in Tables 3 and 4. Extrusion Lamination Trial shdpe-3 was selected and evaluated on a commercial extrusion lamination line, based upon its performance observed in the cast film evaluation. The trial was performed on a 5-layer, 3- extruder line. The co-extrusion block was configured to run a C/A/B/A/C structure design. The laminated structure consisted of two 70 gauge Biaxially Oriented Polypropylene (BOPP) webs extrusion laminated using varying coating weights. A reference sample was produced using 100% LDPE in all layers targeting a coating weight of 5.5 kg/ream. Two experiments were run: In experiment 1, the shdpe and a LDPE were blended at an 80/20 ratio and utilized in layers A and B. In the second experimental run, the shdpe was run neat in layers A and B. For all experimental runs, LDPE was processed in layer C yielding a coating weight of 0.9 kg/ream. Formulations containing the blends of shdpe or the shdpe neat in layers A and B were targeted to run at coating weights of 2.7, 3.6, and 5.5 kg/ream. The LDPE utilized in this study was different than the LDPE used in the cast film evaluation. The melt index and density of the LDPE s used in each study were similar. Samples of the laminated structures were collected and analyzed for barrier properties, optical properties, basis weight, and stiffness. DISCUSSION Materials The melt indices of the materials are similar but there are significant differences in the flow ratio between the materials. The shdpe materials range from 32 to 70, while the conventional HDPE had a flow ratio of 27. This data suggest that the shdpe materials will have a higher degree of shear thinning than the conventional HDPE; shdpe-1 offers the highest degree of shear thinning. The shdpe materials are all of a bimodal molecular weight design while the conventional HDPE is a unimodal design. The densities of the shdpe samples vary slightly and appear to increase slightly with increasing flow ratio. The conventional HDPE material had the lowest density of the high density materials tested. Cast Film - Co-extruded Film Structures The processing data for the high density materials can be found in Table 3. The process parameters indicate little if any difference between the materials. The properties for the coextruded structures can be found in Table 5. The barrier data clearly indicates significant differences in both moisture and oxygen permeability between the shdpe materials and the conventional HDPE. The shdpe materials offer a 50-60% improvement in oxygen and moisture barrier. Within the group of shdpe materials, the barrier performance improves as the melt flow ratio decreases. Key toughness properties are comparable for all of the co-extruded films. Differences were observed in the tensile and secant modulus properties. The shdpe materials offered a 30-40% improvement in stiffness, over the conventional HDPE. The shdpe materials (shdpe-1 and shdpe-3) exhibited lower Transverse Direction (TD) elongation compared to the conventional HDPE material. This is expected as similar behaviour has been observed in shdpe materials of similar design but processed on blown film process. It is not clear as to why shdpe- 2 offered very good TD elongation. The films produced from the shdpe materials also exhibited lower TD tear properties as compared to the conventional HDPE film. The decrease in the TD tear strength is likely not a concern as the MD tear strength is still much lower, and tear propagation will usually initiate in the direction in which the property is lowest. All films exhibit
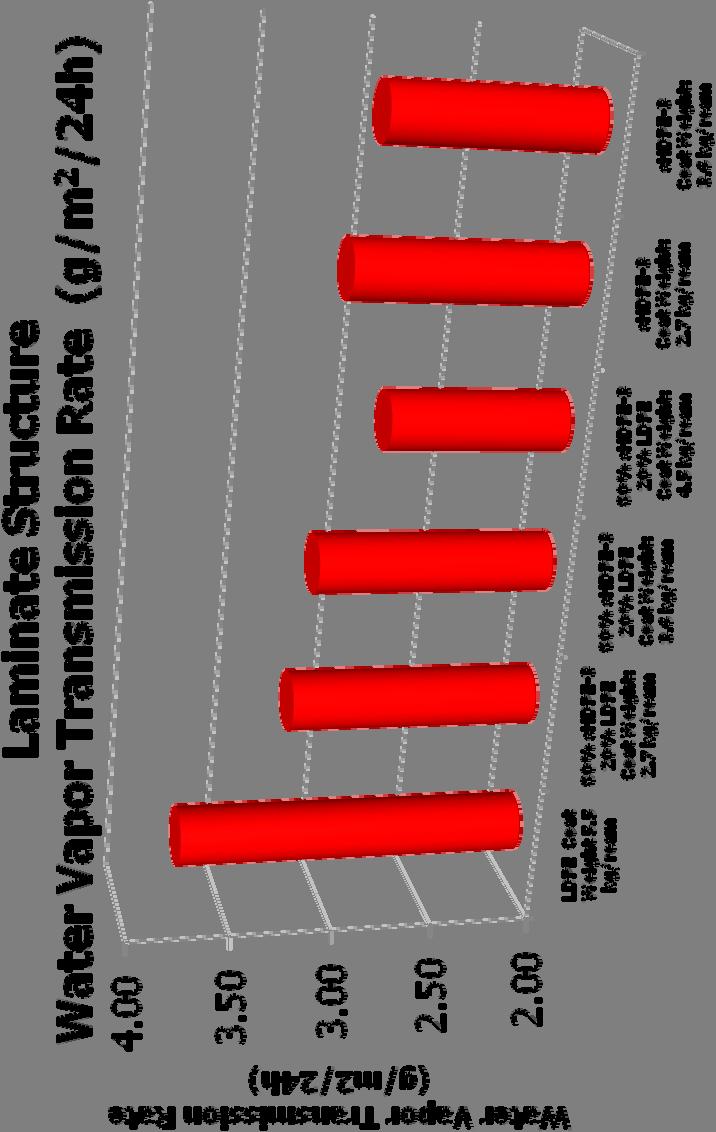
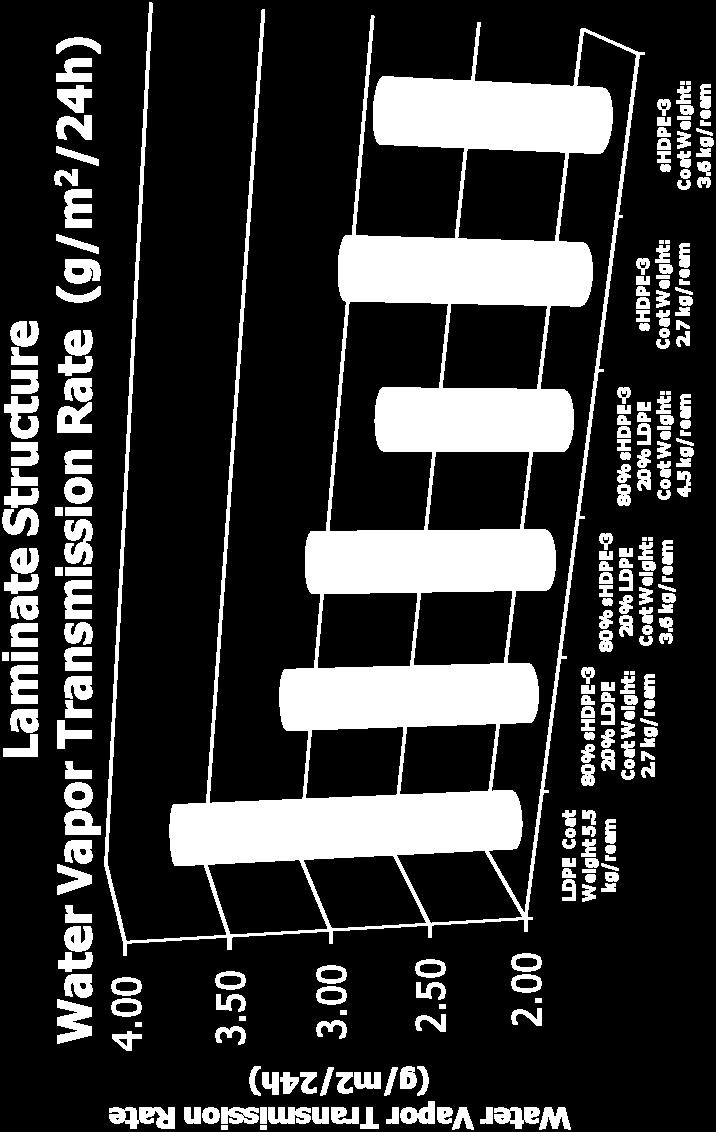
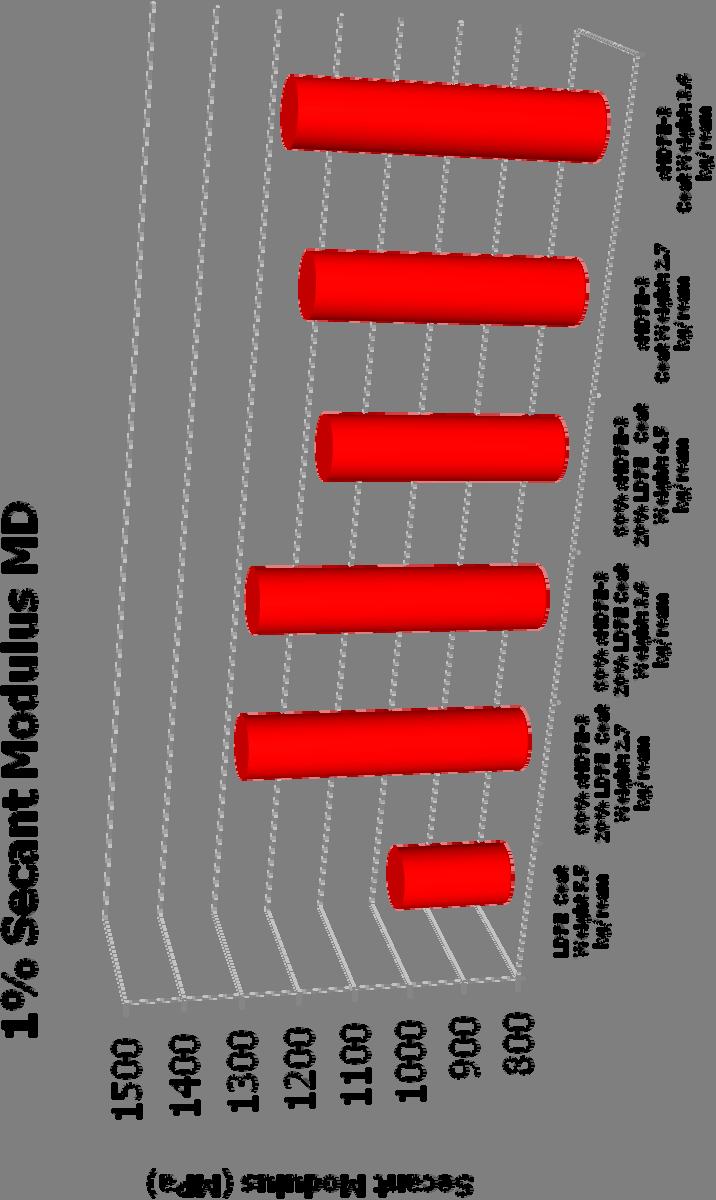
4 similar machine direction tear resistance. The lower TD tear of the shdpe materials may offer benefits in easy tear applications where the direction of concern would be in the TD direction. Cast Film - Mono-layer Blends The properties for the films constructed from blends of LDPE and the high density materials can be found in Table 6. The shdpe materials offer improvements in moisture and oxygen barrier properties ranging from 20-30%. The improved stiffness provided by the shdpe in the coextruded film is still evident but the delta between the shdpe s and the conventional HDPE is reduced. Toughness properties for all of the films produced from blends are similar. Optical properties suggest that these HDPE s offer slightly better optical properties. The TD elongation was low for all samples, as expected. Blending the LDPE with the HDPE/sHDPE versus co-extruding the materials has a significant negative impact on barrier, and stiffness properties. This is expected as the LDPE has a much lower level of crystallinity, and likely disrupts the crystallization kinetics of a linear polymer such as HDPE/sHDPE. Previous studies (5) have shown that blending LDPE into LLDPE can result in an increase in transmission rates under high machine direction orientation or draw down ratio (DDR) conditions. Blending LDPE into either HDPE or shdpe will increase the relaxation time of the polymer. In processes that have very short process time will result in a high level of orientation in the polymer melt which will be frozen into the final film. Process time is the time from which the polymer melt exits the die to when it is solidified. Production scale Extrusion Lamination Trial The evaluation was designed to determine if changing the composition of the extrudate by incorporating shdpe-3 would offer moisture barrier improvements, and to determine if blending the shdpe with LDPE would significantly impact the barrier performance of the shdpe. Samples were collected for the two lowest coating weights. A sample was not collected at the highest coating weight for the structure utilizing the shdpe at 100% in Layer A and B due to concerns regarding potential head pressure limitations. Properties for the laminates can be found in Table 7. A basis weight measurement analysis was performed to confirm the lamination coat weight. The basis weight for samples 5 and 6 are the same and suggests the sample prepared and collected at the target coat weight of 2.7kg/ream (Sample 5) was excessively high in coating weight. The moisture barrier results for those structures are similar which confirms that the coat weights were likely very similar. Incorporating shdpe into the extrudate improved the stiffness of the structure by 20-30%. The method of incorporation (blending or neat in specific layers) had no effect on the stiffness or modulus. The improvement in stiffness could be valuable for downgauging or in some applications such as stand up pouches where stiffness is highly valued or to improve overall film extensibility on filling lines. Optical properties did not appear to be impacted by the incorporation of a high density material. Adhesion was not tested on all samples. The adhesion strength for the sample using shdpe neat in layers A and B appears to be lower than the other sample. Although the average adhesion strength appears different than that of the reference sample they are statistically insignificant (i.e. less than 1 standard deviation). The moisture barrier results indicate a significant improvement in performance which is observed for all structures utilizing the shdpe material. There is only a slight difference in the moisture barrier performance when looking at similar coating weights for the different methods of incorporating the shdpe. This data is different from the observations from the cast film evaluation. There are likely significant differences in process time between the cast film and the extrusion lamination processing conditions which may help explain the difference. The air gap or
5 distance between the die and the chill roll has a significant impact on the process time. The air gap used in the cast film process was less than 50 mm while in the extrusion lamination process the air gap was closer to 500 mm. A longer process time would allow the polymer more time to relax and form the desired crystalline structure and crystal orientation. This could explain why little difference in moisture barrier performance was observed between the modes of incorporating the shdpe in the extrusion lamination process. The results of this study indicate the shdpe material has significant potential to improve moisture barrier performance in both cast film and extrusion lamination applications. In addition, improvements in stiffness are significant and can enhance the performance of either cast films or extrusion laminates. CONCLUSIONS: The shdpe material offers significant improvement in moisture barrier versus traditional HDPE in cast film application. Improvements of 50-60% in moisture and oxygen barrier were observed in co-extruded structures in which the HDPE was run neat in a layer. Blending LDPE into the shdpe in cast film applications will reduce the effectiveness of the material, but improvements of 20-30% in moisture barrier are achieved over traditional HDPE used in the same manner. The shdpe offers new means to improve moisture barrier performance in extrusion lamination applications in either blends with LDPE or run neat in specific layers. This improved barrier and stiffness performance could lead to improvements or modifications in the design of extrusion laminates.
6 Acknowledgements The authors wish to thank NOVA Chemicals Corporation for permission to publish this work. We also gratefully acknowledge the members of the Applications and Physical Testing labs at the NOVA Chemicals Technical Centre, the analytical staff at the NOVA Chemicals Research Centre, and the staff of the St. Clair River Site Pilot Plant facility for their hard work and invaluable contributions to this study. REFERENCES 1. Aubee, N., Lam, P., Marshall, S., A New Family of shdpe Polymers for Enhanced Moisture Barrier Performance, TAPPI PLACE Conference Liang, W., Eversdyk,D.,Gillespie, D., Kapur, B., Structure-Property Relationship and Design of HDPE Barrier Resins, SPE on-line Seminar June Kale, L. T., Recent Progress in Advanced SCLAIRTECH Product Development, SPE Polyolefins Conference Kelusky, Eric, C., Single Site Catalyst and Advanced SCLAIRTECH SPO98, 5. Ward, D., Teh, J., Ho, K., Marler, J., Aubee,N., Oxygen Permeability Enhancements in Octene LLDPE Film Affected by LDPE Blending and Crystalline Orientation Changes, TAPPI PLACE conference 2007
7 Table 1: Material Characterization Data Sample ID Density (g/cc) Melt Index (I 2.16 ) (g/10min.) Flow Ratio (I10/I2.16) MWD Modality Catalyst shdpe Bimodal SSC shdpe Bimodal SSC shdpe Bimodal SSC Conventional HDPE Unimodal Z/N Table 2: Processing Parameters (Cast Film) Core Layer Extruder Size (mm) 90 Skin Layer Extruder Size (mm) 63.5 Target Film Structure A/B/A Target Layer Ratio 15 / 70 / 15 Die Gap (mm) Air Gap (mm) 25.5 Target Output Rate (kg/h) 159 Line Speed (m/min.) 151 Target Film Gauge (micron) 25.5 Target Melt Temp ( C) 260
8 Table 3: Processing Data Co-extruded Structures (HDPE Layer Only) HDPE-1 shdpe-1 shdpe-2 shdpe-3 Screw Speed (rpm) amps Head Pressure (Mpa) Melt Temperature ( C) Horsepower Total Output Rate (kg/h) Table 4: Processing Data Blended Formulation (Core Layer) HDPE-1 shdpe-1 shdpe-2 shdpe-3 Screw Speed (rpm) amps Head Pressure (Mpa) Melt Temperature ( C) Horsepower Total Output Rate (kg/h)
9 Table 5: Film Properties - Cast Co-extruded Film Structures Core Layer HDPE shdpe-1 shdpe-2 shdpe-3 Water Vapor Transmission Rate (g/m 2 /24h) Oxygen Transmission Rate (cc/m 2 /24h) Improvement in Moisture Barrier 52% 58% 62% Improvement in Oxygen Barrier 56% 61% 64% 45 Gloss Haze (%) ASTM Puncture Energy (J/mm) ASTM Puncture Force (N) Elmendorf Tear MD (g/25µ) Elmendorf Tear TD (g/25µ) Tensile Yield MD (MPa) Tensile Yield TD (MPa) Tensile Ultimate Strength MD (MPa) Tensile Ultimate Strength TD (MPa) Tensile Elongation MD (%) Tensile Elongation TD (%) % Secant Modulus MD (MPa) % Secant Modulus TD (MPa) % Secant Modulus MD (MPa) % Secant Modulus TD (MPa)
10 Table 6: Film Properties Blended Cast Film Structures 80%HDPE 20% LDPE 80% shdpe-1 20% LDPE 80% shdpe-2 20% LDPE 80% shdpe-3 20% LDPE Water Vapor Transmission Rate (g/m 2 /24h) Oxygen Transmission Rate (cc/m 2 /24h) Improvement in Moisture Barrier 30% 22% 30% Improvement in Oxygen Barrier 29% 25% 30% 45 Gloss Haze (%) ASTM Puncture Energy (J/mm) ASTM Puncture Force (N) Elmendorf Tear MD (g/25µ) Elmendorf Tear TD (g/25µ) Tensile Yield MD (MPa) Tensile Yield TD (MPa) Tensile Ultimate Strength MD (MPa) Tensile Ultimate Strength TD (MPa) Tensile Elongation MD (%) Tensile Elongation TD (%) % Secant Modulus MD (MPa) % Secant Modulus TD (MPa) % Secant Modulus MD (MPa) % Secant Modulus TD (MPa)
11 Table 7: Film Properties Extrusion Lamination Structures Layer C LDPE LDPE LDPE LDPE LDPE LDPE 80% shdpe-3 80% shdpe-3 80% shdpe-3 LDPE Layer A & B 20% LDPE 20% LDPE 20% LDPE shdpe-3 shdpe-3 Target Coating Weight Layer C (kg/ream) Target Coating Weight Layer A & B (kg/ream) Target Total Coating Weight (kg/ream) Water Vapor Transmission Rate (g/m 2 /24h) Improvement in Moisture Barrier 13% 15% 23% 16% 19% 45 Gloss Haze (%) % Secant Modulus MD (MPa) % Secant Modulus TD (MPa) Laminate Weight (grams/sq ft) Peel Force (grams) not tested not tested 115 not tested Peel Force Std. Deviation (g) not tested not tested 25 not tested




12 New High Barrier shdpe for Cast Film and Extrusion Coating Applications Presented by: Norman Aubee Senior Technical Service Specialist NOVA Chemicals
13 Outline Materials Cast Film Evaluation Extrusion Lamination Evaluation Conclusions
14 Materials Sample ID Density (g/cc) Melt Index (I 2.16 ) (g/10min.) Flow Ratio (I10/I2.16) MWD Modality Catalyst shdpe Bimodal SSC shdpe Bimodal SSC shdpe Bimodal SSC Conventional HDPE Unimodal Z/N
15 shdpe Molecular Design Composite Resin Product Reactor 2 Component Reactor 1 Component dw/dlog(mw) SCB/100 Carbons Log Molecular Weight

16 Cast Film Evaluation Gloucester 3-layer Co-extrusion Line 760 mm die, mm die gap Target Gauge: 25 micron Target Output Rate: 160 kg/h Air gap: 25 mm
17 Cast Film - Experiments Experiment 1 Co-extrusion A/B/A configuration 15% / 70% / 15% A layers: 100% LDPE B layer: HDPE or shdpe Experiment 2 Blends of HDPE or shdpe and 20% LDPE in all layers Effectively a monolayer structure
18 Cast Film Processing Data HDPE-1 shdpe-1 shdpe-2 shdpe-3 Screw Speed (rpm) amps Head Pressure (Mpa) Melt Temperature ( C) Horsepower Total Output Rate (kg/h)
19 Co-Extruded Cast Film Barrier Performance

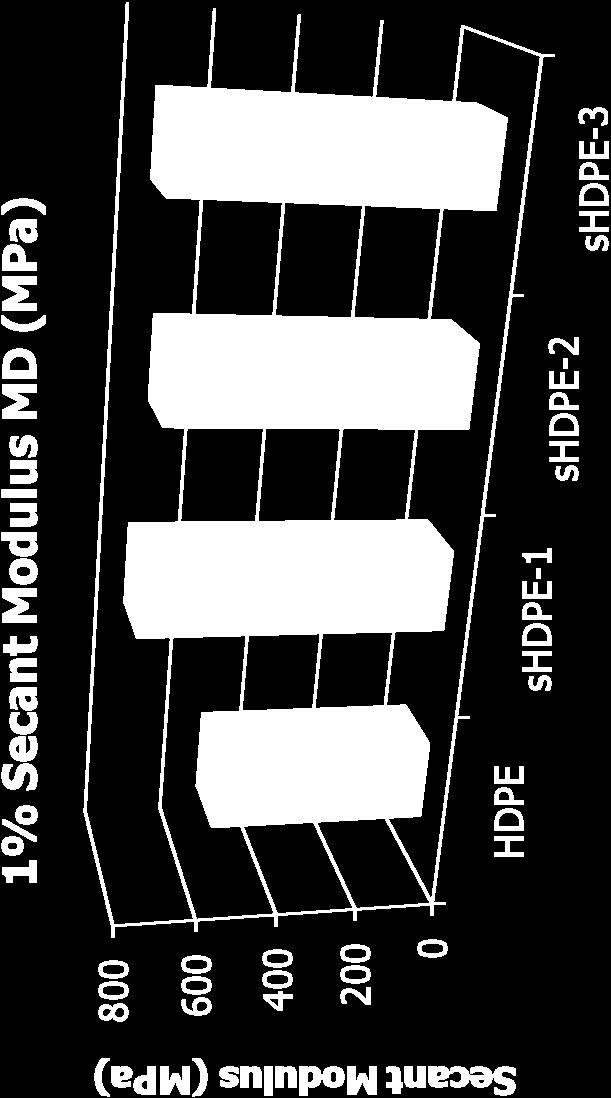
20 Co-Extruded Cast Film Stiffness

21 Co-extruded Cast Film Toughness Properties
22 Cast Film Blends Barrier Performance


23 CO-EX Cast Film Stiffness
24 Cast Blends with LDPE


25 Moisture Barrier Cast Film Co-extrusion vs Blending
26 Cast Film Evaluation - Summary shdpe materials offer significant benefit in barrier performance and stiffness versus conventional HDPE Performance benefit greater when shdpe is run neat (i.e. co-extruded non blended) Blending LDPE with HDPE or shdpe reduces barrier performance and MD tear resistance
27 Extrusion Lamination Trial Commercial extrusion lamination line Co-extrusion capability (C/A/B/A/C) Laminating two webs of 70 gauge BOPP Reference sample: 100% LDPE Layers A& B Coat Weight: 4.5 kg/ream Layer C Coat Weight: 1.0 kg/ream
28 2 Trials Extrusion Lamination Trial Trial 1: Blend shdpe-3 with LDPE Blend 4:1 ratio in Layers A & B Layers A and B varying coat weights 2.7, 3.6, & 5.5 kg/ream Layer C: 100% LDPE Coat weight of 1.0 kg/ream Trial 2: shdpe-3 neat in layers A and B Layers A and B varying coat weights 2.7, 3.6, & 5.5 kg/ream Layer C: 100% LDPE Coat weight of 1.0 kg/ream
29 Extrusion Lamination

30 Extrusion Lamination
31 Lamination Trial Test Results Sample # Layer C LDPE LDPE LDPE LDPE LDPE LDPE 80% shdpe-3 80% shdpe-3 80% shdpe-3 LDPE shdpe-3 Layer A & B 20% LDPE 20% LDPE 20% LDPE shdpe-3 Target Coating Weight Layer C (kg/ream) Target Coating Weight Layer A & B (kg/ream) Target Total Coating Weight (kg/ream) Water Vapor Transmission Rate (g/m 2 /24h) Improvement in Moisture Barrier 13% 15% 23% 16% 19% 45 Gloss Haze (%) % Secant Modulus MD (MPa) % Secant Modulus TD (MPa) % Secant Modulus MD (MPa) % Secant Modulus TD (MPa) Laminate Weight (grams/sq ft) Peel Force (grams) not tested not tested 115 not tested Peel Force Std. Deviation (g) not tested not tested 25 not tested
32 Conclusions The shdpe material offers significant improvement in moisture barrier versus traditional HDPE in cast film application. Improvements of 50-60% in moisture and oxygen barrier were observed in co-extruded structures in which the HDPE was run neat in a layer. Blending LDPE into the shdpe material in a cast film applications will reduce the effectiveness of the material, but improvements of 20-30% in moisture barrier are achieved over traditional HDPE used in the same manner.
33 Conclusions cont. The shdpe material offers new means to improve moisture barrier performance in extrusion lamination applications in either blends with LDPE or run neat in specific layers. This improved barrier and stiffness performance could lead to improvements or modifications in the design of extrusion laminates.
34 Thank you PRESENTED BY Norman Aubee Senior Technical Service Specialist NOVA Chemicals Please remember to turn in your evaluation sheet...