Development of Enhanced. to Replace Plastic Films
|
|
|
- Augustus Merritt
- 5 years ago
- Views:
Transcription
1 Development of Enhanced Biodegradable d Mulch Nonwovens to Replace Plastic Films Larry C. Wadsworth 1 (Speaker), Annette Wszelaki 2, Douglas G. Hayes 3 and Brandon R. Smith 4 1 The University of Tennessee (UT) Department of Materials Science and Engineering 2 UT Department of Plant Sciences, Knoxville, Tennessee, USA 3 Biosystems Engineering and Soil Sciences 4 Formerly at UT Department of Plant Sciences and now at USDA
2 Biodegradation of PLA Polymer We will work with the PLA manufacturer to produce polymer which is more susceptible to biodegradation, but will produce fabric and film which have the required strength for use in mulching Polylactic acid is broken down into smaller molecules through a number of different mechanisms, and the final breakdown products are CO 2 and H 2 O Degradation is influenced by temperature, moisture, ph, and enzyme and microbial activity
3 Background Plastic mulches have been used on crops since early 1960 s for weed control, disease protection, and optimization of soil temperature but drawbacks are: o Cost of PE mulch is increasing o PE can not be tilled into soil and must be removed by hand from the field o Disposal of PE mulch is an environmental problem
4 Background - Continued Estimated that ~50% of plastics burned on farm (often illegally) which releases toxic pollutants such as heavy metals, dioxins and particles into air More and more landfills are refusing to accept plastic mulch Photodegrable plastics are unpredictable and do not degrade completely Biodegradable starch-based plastics are expensive and degrade unpredictably
5 Our Approach in Developing PLA Mulch We are developing a dependable, d biodegradable mulch fabric from renewable resources using polylactic l acid (PLA) PLA is made from lactic acid, a fermentation byproduct derived from corn, wheat, rice, or sugar beets. When polymerized, the lactic acid forms an aliphatic polyester
6 Figure 1. PLA polymer repeat unit
7 Properties of PLA Polymer Unlike other fibers from vegetable sources like cellulosics which have to be solvent spun, PLA is melt spun Melt spinning allows PLA fibers to be made at lower fianical and environmental costs Allows production of fibers with a wide range of desirable properties
8 Properties of PLA Polymer Cont. Like poly(ethylene terephthalate) polyester (PET), PLA polymer needs to be dried before melting to avoid hydrolysis during melt extrusion Like PET, PLA can be drawn (stretched) to develop useful tensile strength PLA molecule tends to assume a helical structure which allows it to crystallize readily
9 Properties of PLA Polymer Cont. The lactide dimer occurs in three forms: o L form, which rotates polarized light in a clockwise direction; o D form,which rotates polarized light in a counterclockwise direction; and o Meso form, which is optically inactive The unique polymer morphologies, and control over the isomer content in the polymer enables the manufacturer to engineer a relatively broad spectrum of properties in the fiber
10 Properties of PLA Polymer Cont. Fiber-grade PLA is not biodegradable in its as-extruded state. Instead, it must first be hydrolyzed before it becomes biodegradable To achieve hydrolysis of PLA at significant levels, both a relative humidity at or above 98% and a temperature at or above 60 C are required Once these conditions are met, degradation occurs rapidly
11 Properties of PLA Polymer Cont. Control over the content and arrangement of the three stereoisomers allows the polymerization of PLA in which the melt temperature can be controlled between about 120 C and 175 C The low melting temperature polymers are essentially completely amorphous The more amorphous polymer should be more assessable to enzymes and microbes in the soil and those which are added as treatments for easier biodegradation at ambient soil conditions
12 Biodegradation of PLA Polymer Cont. Hakkarainen et al. (2000) incubated 1.8 mil thick samples of PLA at 86 F in a mixed culture of microorganisms extracted from compost After 5 weeks of incubation, the compost-treated film had degraded to a fine powder, whereas the untreated control remained intact Although this study used only the L form, and degradation rates will differ based on the ratio of the D and L forms, it illustrates t that t application of a broad range of readily available microorganisms from compost can accelerate breakdown
13 Biodegradation of PLA Polymer Cont. Many of these microorganisms already exist in fertile agricultural soils, and the stability of the mulch fabric will need to be tested under a range of soil conditions To our knowledge a 100% PLA fabric mulch has not yet been tested in the field, and the majority of the research relating to PLA stability has been focused on food packaging and surgical materials Degradation is rapid when PLA was composted at 140 F, with nearly 100% biodegradation d in 40 days but stability below 140 F when the fabric is in contact with soil organic matter remains to be determined
14 Experimental Different topical treatments were applied onto the 75 gsm meltblown (PLA) specimens to accelerate degradation of the fabric and placed in soils with different ph values and compositions (soil from high tunnel conventionally managed farm with a ph of 6.4 and soil from an organic farm with a ph of 5.5). The tests were carried out in greenhouses using 12-inch (traverse direction of the fabric) by 15-inch (longitudinal machine direction of the fabric) trays containing 2 liters of soil (1.4 ft 2 ) with the treated fabric specimens placed approximately 1.5 inches beneath the soil. Trays with soil and buried mulch were initially watered with tap water to saturation/run-off (water did not initially permeate mulch) and trays were kept moist with addition of 500 ml water.
15 Experimental - Continued The three treatments consisted of 1) tap water only, 2) lime (2 tons/acre or g/tray and 3) Black Kow composted cow manure (20 tons/acre or 585 g/tray) and there were three replicates per treatment). After eight weeks exposure during December 2008 through February 5, 2009, the specimens were removed and subjected to physical testing and representative specimens were analyzed for fiber breakage and morphological changes by SEM and GPC analyses
16 OBSERVATIONS It was generally obvious that many of the specimens showed signs of degradation such as cracks and tears and notable brown discoloration i
17 Table 1a. Effects of treatments after eight weeks exposure on weight, thickness, peak force and peak elongation of MB PLA fabric. Treatment Specimen Weight Thickness Peak Force (N) Peak No. (g/m 2 ) (mm) Elongation (%) Avg S. Dev. As-received Control 3 Control Swatches 74.0 S.Dev= Tap Water Only= C H=High High Tunnel HC1, HC2, HC Conv Soil S.Dev=5.04 ph of 6.4 D=Soil from Organic Farm ph of 5.5 DC1, DC2, DC SDev=3 S.Dev=
18 Table 1b. Effects of treatments after eight weeks exposure on weight, thickness, peak force and peak elongation of MB PLA fabric. Treatment Specimen No. Weight Thickness Peak Force (N) Peak (g/m 2 ) (mm) Elongation (%) Avg S. Dev. As-received Control 3 Control Swatches 74.0 S.Dev= Lime Treatment=L H=High Tunnel Soil with ph 6.4 HL1, HL2, HL S.Dev= D=Soil from Farm with ph of 5.5 DL1, DL2, DL S.Dev= B= Black Kow Manure H=High Tunnel Soil with ph 6.4 HB1, HB2, HB S.Dev= D=Soil from Farm DB1, DB2, with ph of 5.5 DB3 S.Dev=4.67




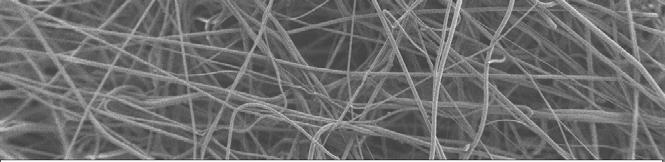
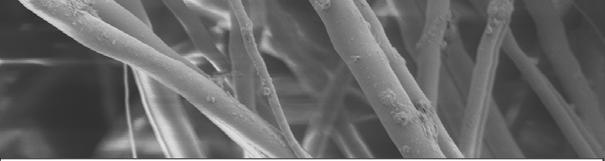
19 2 a) MB PLA Control at 100X 2 b) MB PLA Control at 500X 2 c) MB PLA Control at 1000X

")


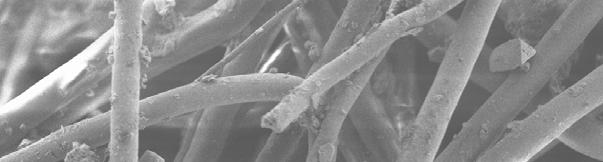
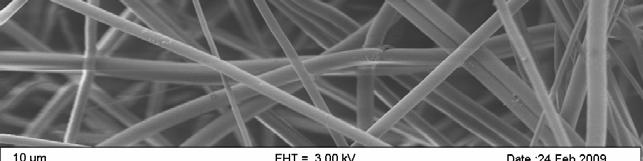
20 3 a) MB Specimen HC2 at 100X 3 b) MB Specimen HC2 at 1000X 3 c) MB PLA HC1 at 1000X

 SEM of")
")

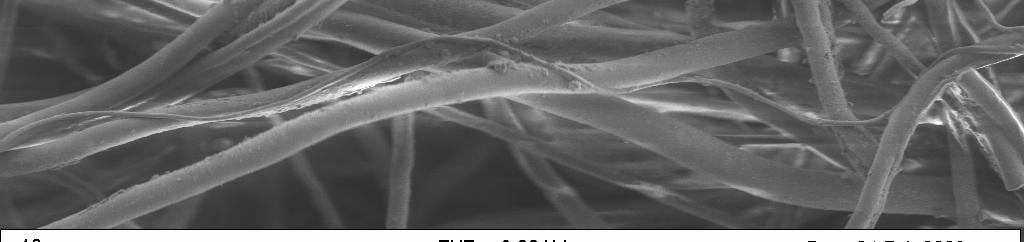

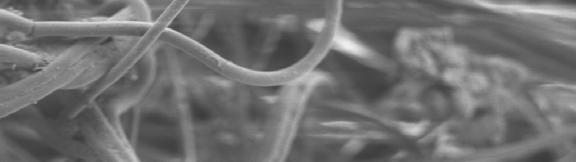
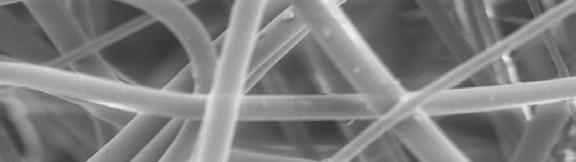
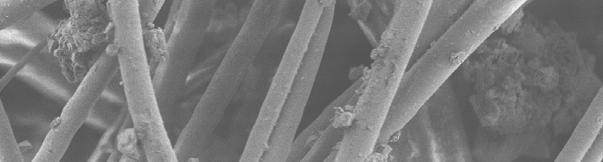
21 4 a) SEM of DC2 at 1000X 4 b) SEM of HB2-1 at 500X 4c) SEM of HB2-1-2 at 500X



 SEM")

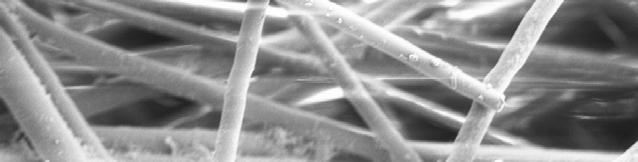
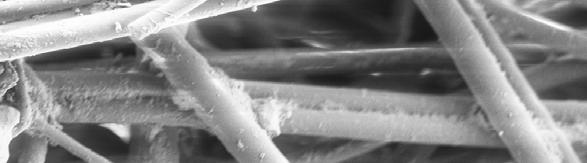

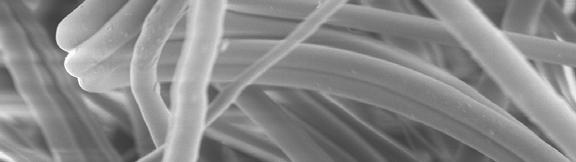
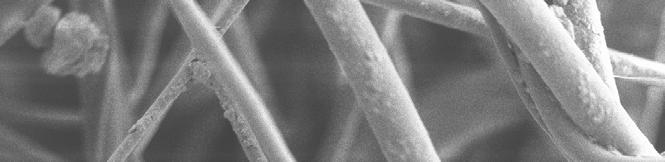
22 5a) SEM of HL2-1-2 at 500X 5 b) SEM of HL2-1 at 1,000X 5c) SEM of HL2-2 at 1000X
23 Biax PLA DSC Control DC2 DL1 DL2 HB2 HC1 HC2 HL Reference Temp (Celcius)
24 Conclusions After 8 weeks exposure in the greenhouse, it was generally obvious that many of the specimens showed signs of degradation such as cracks and tears and notable brown discoloration Most of the treatments and soils notably reduced the strength of the 100% PLA MB specimens DSC analyses did not reveal a decrease in the molecular weight of the soil-exposed treated specimens but the treatments appeared to notably increase the relative amount of crystallinity, indicating that more of the amorphous content of the treated specimens had been removed
25 ACKNOWLEDGEMENTS The authors appreciate Biax-FiberFilm for providing the 75 gsm 100% PLA meltblown fabric used for this study at reduced cost as well as the University of Tennessee Nonwovens Research Laboratory y( (UTNRL) for providing the instruments for the fabric testing. Further, we appreciate the physical testing and SEM analyses performed by Tommy Washington, Graduate Research Assistant, UT Department of Materials Science and Engineering. The authors are also appreciative of support from USDA SCRI Planning Grant and from the Brownlee Fiber Fund of UTIA Department of Biosystems Engineering and Soil Science, the UTK Center for Materials Processing, and support through the USDA-CREES Multi-state Project S- 1026, as well as the support of the UTIA Department of Plant Sciences for providing greenhouse space and support for this study.