Continuous Fiber Reinforced Thermoplastic (CFRT ) Inserts for Injection Over-Molding in Structural Applications
|
|
|
- Arron Elliott
- 6 years ago
- Views:
Transcription
1 Continuous Fiber Reinforced Thermoplastic (CFRT ) Inserts for Injection Over-Molding in Structural Applications Thomas Smith, President TenCate Performance Composites Kipp Grumm, PE Advanced Development Engineer BASF Engineered Plastics September 11 th, TenCate Performance Composites
2 Overview A primary goal in automotive structures is reduction of weight while maintaining or improving other desirable attributes. Composite materials offer weight reduction solutions in comparison to metal structures. Thermoplastic composite materials (in comparison to thermoset) offer the added potential benefits of Improved cycle times, High impact resistance, Cost effective solutions, Integration in known plastic processes A better path for sustainability. 2 TenCate Performance Composites
3 Overview Injection over molding of structural inserts produced from continuous fiber reinforced thermoplastics (CFRT ) is a valid method for producing structures with reduced weight. The concept is to combine the advantages of injection molding and CFRT properties to produce strong lightweight structures that have integrated features and improved design styling. CFRT materials have substantially higher mechanical properties than molding compounds, but they can be integrated directly in the molding process. Potential applications for over-molded CFRT inserts are in seat structures, airbag housings, front end modules, crash beams and other structural applications. A seat back application is used as a case study for CFRT overmolding. 3 TenCate Performance Composites
4 Continuum of Thermoplastic Materials Neat Thermoplastic (NT), Short Fiber Thermoplastic (SFT), Glass Mat Thermoplastic (GMT), Long Fiber Thermoplastic (LFT) and Continuous Fiber Reinforced Thermoplastic (CFRT) also known as Endless Fiber (EF) Through the thermoplastic continuum, the mechanical properties and the complexities of making parts increase. CFRT has the highest mechanical properties in the continuum of thermoplastic materials. 4 TenCate Performance Composites
5 Comparative Mechanical Properties CFRT produced with PA6 and glass fiber has been used in the design of a structural insert for a seatback. CFRT has improved strength and impact characteristics over metals and thermoplastic SFT and LFT. Specific strength (S/ρ) is used to compare materials. PA6/glass CFRT has specific strength three to four times greater than that of aluminum and steel. Note that values for CFRT are in the fiber direction only. 5 TenCate Performance Composites

6 6 TenCate Performance Composites
7 Energy [J] Impact Characteristics PA6 GF50 23 C PA6 LGF40 23 C PA6 CFRT 23 C Time [ms] 7 TenCate Performance Composites
8 Simple CFRT Example 8 TenCate Performance Composites
9 9 TenCate Performance Composites


10 Polymer and Continuous Fiber 10 TenCate Performance Composites
11 CFRT Material Forms CFRT materials are produced by combining the polymer matrix and fiber reinforcement such that the fibers remain continuous. Two basic fiber formats are used for CFRT. Uni-directional (UD) fibers which are spread to be made into tapes which can be laminated into sheets, slit and woven or braided, placed into engineered kits and used for tape laying and winding. Woven or braided forms which are made into sheets. There are pros and cons to each of the fiber formats with respect to properties, costs, design flexibility, ability to process and other factors. 11 TenCate Performance Composites
12 CFRT Material Forms The polymer is applied to the fiber in various forms. Polymer filaments may be commingled with the fiber Polymer may be directly melted from pellet Polymer can be ground into powder which can be applied in a dry form or an aqueous slurry Polymer may be converted to a film. Polymer may have its viscosity reduced using a solvent. As with the fiber formats, there are pros and cons to each of the polymer forms used. 12 TenCate Performance Composites

 13")


13 CFRT Material Forms (UD Tape) 13 TenCate Performance Composites



14 CFRT Material Forms (Woven Sheets) 14 TenCate Performance Composites
15 CFRT Material Forms There are several proprietary processes for the production of CFRT materials. The objective in producing CFRT, as in all structural composites, is to completely impregnate (wet-out) the fibers and to obtain good interfacial adhesion between the polymer and the fiber. Due to the higher viscosities of thermoplastic resins, this is a challenge particularly at higher fiber volumes and with certain fiber polymer systems. 15 TenCate Performance Composites
16 Fabrication Methods for CFRT One of the major advantages of CFRT as compared to thermoset composites is a rapid production cycle (comparable to injection molding cycles). CFRT materials are converted into parts by some or all of the following steps Converting the material into an engineered kit or a sheet Cutting of CFRT into a 2D form Heating of the CFRT Molding of the CFRT Cooling of the CFRT Finishing of the CFRT (trimming, etc.) 16 TenCate Performance Composites


17 Fabrication Methods for CFRT Engineered Kit Examples 17 TenCate Performance Composites
18 Fabrication Methods for CFRT (Cutting) Cutting of CFRT can be performed in a flat or molded shape Methods of cutting CFRT Shearing Stamping Waterjet Laser Router Others Materials are cut at room temperature in a non-tacky state. Cut pieces are easy to handle 18 TenCate Performance Composites
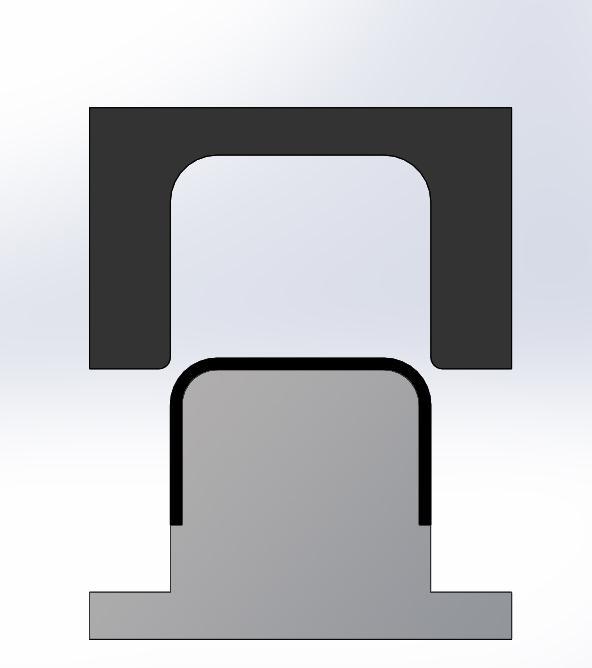
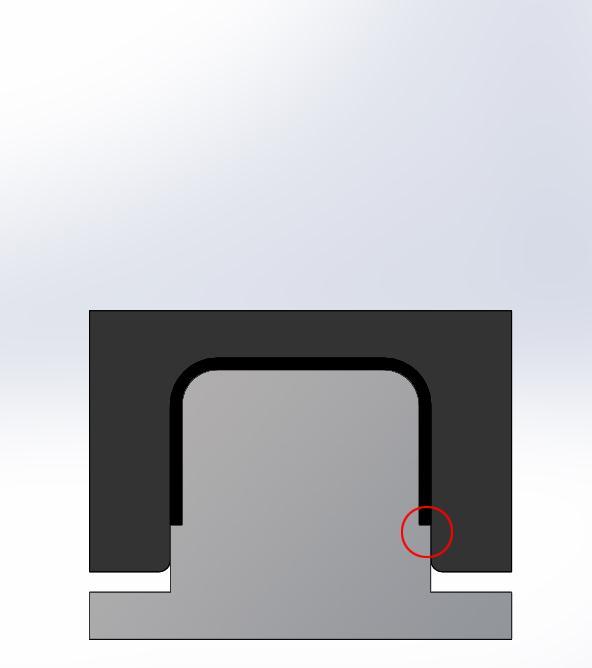
19 Fabrication Methods for CFRT (Molding) Thermoforming where material is pulled over the mold by holding the edges or a bladder conforms the material. Plug Assist which uses a metal core or cavity and a plug made from a compliant material as the opposite half of the mold. Matched Metal (Compression Molding) which either uses a free edge or captured edge. Dual Compression process where CFRT is molded with LFT. Dual Compression Injection process where the CFRT material is molded during the injection process. Internal Molding where a bladder is used to mold the material against a closed tool. 19 TenCate Performance Composites
20 Compression Molded Non-Captured Edge 20 TenCate Performance Composites
21 Compression Molded Captured Edge 21 TenCate Performance Composites
22 Fabrication Methods for CFRT (Heating and Cooling) At the core of the CFRT molding processes are the heating and cooling technologies that are employed. The materials must either be heated outside or inside of the mold depending upon: Material capacitance Thickness Degree of molding complexity Transfer time and Polymer and fiber system used. Even when materials are heated in the mold, they may be preheated external to placing in the mold. 22 TenCate Performance Composites
23 Fabrication Methods for CFRT (Heating and Cooling) From an energy use standpoint, heating of the material outside of the mold is most efficient. However, some designs require that the material be heated or held at temperature for a period of time in the mold which requires that the mold must be heated and cooled during each cycle. Heating of the material outside of the mold is performed with convection, conduction, radiation or combination of the three. The tool is normally maintained at a constant temperature which is hot enough to allow molding to be completed to the desired shape, but cool enough to provide for a rapid cycle time. Using this technique, mold cycle times (part to part) can be on the order of 30 to 60 seconds for materials that are 4-6 mm in thickness. 23 TenCate Performance Composites



24 CFRT Part Complexity Achievable Materials Heated Outside of Tool Cycle Time < 1 min Wall Thickness 5 mm 24 TenCate Performance Composites
25 Fabrication Methods for CFRT (Heating and Cooling) If the material must be heated by the mold, then various techniques have been used. They typically are based upon external or internal heating and cooling of the molds. The objective is to use the least energy and fastest cycle time possible while meeting the desired quality requirements. Heating and cooling of the materials in the mold require that active heater and cooler systems be employed. Internal heating of molds is performed with either electrical heaters, inductive heating, hot oil or water (steam) or hot gas (e.g. - air). Cooling is performed convectively by either oil, water or gas or by conduction via a plate. Note that uniform heating and cooling is required to minimize stresses and part warp. The systems must switch between an active heating mode to an active cooling mode during a given molding cycle. The goal is to time the transient behavior for optimal cycle time and energy utilization. 25 TenCate Performance Composites
26 Fabrication Methods for CFRT (Heating and Cooling) Highly complex and dimensionally tolerant parts with excellent surface finishes have been produced with CFRT using these processes. Parts with wall thicknesses less than 1.0 mm in thickness have been successfully produced. Details such as bosses, ribs, undercuts, etc. have been molded with the CFRT materials. Mold heat and cool cycle times have been achieved at 2 to 4 minutes for molding of CFRT parts similar to those for automotive applications using the techniques available today. These cycle times are expected to continue to improve as there is active ongoing research and development for heating and cooling for molding of thermoplastic composites. 26 TenCate Performance Composites


27 CFRT Part Complexity Achievable Tool Inductively Heated and Water Cooled Thickness mm High Level of Detail 27 TenCate Performance Composites
28 Injection Over-Molding of CFRT Inserts CFRT can be placed in an injection molded part to greatly increase the performance. The CFRT provides strength and stiffness where needed and injection molding provides detail, parts integration, etc. In certain cases, the continuous fiber part can be formed in the injection molding tool prior to over-molding For complex parts, the CFRT is used as an insert in the overmolding process. The goal in the over-molding process is to achieve flow around the CFRT where desired and to obtain good bonding between the materials. 28 TenCate Performance Composites
29 Seat Back Project Objectives A seatback frame was produced by injection over molding a CFRT insert to replace an existing metal system. The following objectives were outlined for the project. Reduce overall weight, Reduce seat thickness, Integrate features, Improve styling, Seatback cost neutral Tooling/Equipment to be less expensive 29 TenCate Performance Composites
30 CFRT Material Development for Seatback Application A CFRT material was developed from a specific grade of PA6 resin to be compatible with a defined injection over-molding resin. The material was developed in both glass and carbon fiber. The glass material was used in the seatback for cost reasons. The glass fiber content was 65% by weight. The tape thickness was 0.25 mm Key considerations in selection of the CFRT resin were Melt temperature relative to the injection resin Adhesion characteristics with injection resin Ability to process into high quality CFRT 30 TenCate Performance Composites


31 Over-Molding Bonding Bond testing was performed to select the polymer and process conditions to achieve the best level of adhesion. The test results were used in analysis of the over-molded inserts in a simulated crash environment. 31 TenCate Performance Composites
32 Laminate and Component Design and Structural Analysis A laminate was designed to meet expected stress levels from the crash environment The laminate was designed with six layers with ply orientation of 0/90/0/0/90/0 at 1.5 mm total thickness. The fiber orientation was selected to increase strength in the primary load direction. Simulation software was used to model the component as over molded in the seatback. 32 TenCate Performance Composites



33 Component Level Testing and Analysis 33 TenCate Performance Composites


34 Component Development and Production UD Tape with Desired Properties Laminated Sheet with Desired Properties Molded Part Designed to Survive Crash Trimmed Ready for Insert Molding 34 TenCate Performance Composites

35 Inserts Overmolded and Assembled into Finished Seatback 35 TenCate Performance Composites



36 Seatback with Over-Molded CFRT Inserts Successfully Developed Volume Reduction 16 liters Weight Reduction - 6 lbs Thickness Reduction 1 inch 36 TenCate Performance Composites
37 The Next Steps Expanded material databases for CFRT materials Design guidelines for CFRT components Tools for modeling (e.g. crash environments) Processing capabilities for parts and processing guidelines Design with CFRT in mind to achieve the maximum benefits. 37 TenCate Performance Composites
38 Acknowledgements and Thanks Thanks for the leadership of BASF and Faurecia on this project. Thanks to the ACEE for allowing us to present this information. Please feel free to contact us for further information. 38 TenCate Performance Composites
News Release. First Composite Parts plus Application Service. K 2013 Trade press conference June 25 and 26 in Ludwigshafen, Germany
 News Release June 25, 2013 P 295/13e Sabine Philipp Phone: +49 (0)621 60-43348 sabine.philipp@basf.com K 2013 Trade press conference June 25 and 26 in Ludwigshafen, Germany First Composite Parts plus Application
News Release June 25, 2013 P 295/13e Sabine Philipp Phone: +49 (0)621 60-43348 sabine.philipp@basf.com K 2013 Trade press conference June 25 and 26 in Ludwigshafen, Germany First Composite Parts plus Application
Individualized mass production of tailored thermoplastic composite blanks
 Individualized mass production of tailored thermoplastic composite blanks Fraunhofer Institute for Production Technology IPT Department for Fiber-Reinforced Plastics and Laser System Technology Prof. Dr.-Ing.
Individualized mass production of tailored thermoplastic composite blanks Fraunhofer Institute for Production Technology IPT Department for Fiber-Reinforced Plastics and Laser System Technology Prof. Dr.-Ing.
Comparison of Energy Absorption Characteristics of Thermoplastic Composites, Steel and Aluminum in High-Speed Crush Testing of U-Beams
 Comparison of Energy Absorption Characteristics of Thermoplastic Composites, Steel and Aluminum in High-Speed Crush Testing of U-Beams CELANESE ENGINEERED MATERIALS Michael Ruby October, 2013 1 Overview
Comparison of Energy Absorption Characteristics of Thermoplastic Composites, Steel and Aluminum in High-Speed Crush Testing of U-Beams CELANESE ENGINEERED MATERIALS Michael Ruby October, 2013 1 Overview
New Thermoplastic Tapes and Processes Target Cost. Jim Mondo TenCate Advanced Composites SME Advanced Thermoplastic Composites Seminar April 6, 2017
 New Thermoplastic Tapes and Processes Target Cost Jim Mondo TenCate Advanced Composites SME Advanced Thermoplastic Composites Seminar April 6, 2017 TenCate Thermoplastic Composites TenCate Advanced Thermoplastic
New Thermoplastic Tapes and Processes Target Cost Jim Mondo TenCate Advanced Composites SME Advanced Thermoplastic Composites Seminar April 6, 2017 TenCate Thermoplastic Composites TenCate Advanced Thermoplastic
IN-SITU-PULTRUSION STRUCTURAL THERMOPLASTIC FRP-PARTS
 IN-SITU-PULTRUSION STRUCTURAL THERMOPLASTIC FRP-PARTS Stefan Epple, Institut für Kunststofftechnik, University of Stuttgart, Germany Christian Bonten, Institut für Kunststofftechnik, University of Stuttgart,
IN-SITU-PULTRUSION STRUCTURAL THERMOPLASTIC FRP-PARTS Stefan Epple, Institut für Kunststofftechnik, University of Stuttgart, Germany Christian Bonten, Institut für Kunststofftechnik, University of Stuttgart,
Thermoplastic composite structural part for truck market application
 Cécile DEMAIN Solvay R&I / EP APMD / Advanced Material Platform Thermoplastic composite structural part for truck market application - High-performance materials, - Simulation expertise - Innovative process
Cécile DEMAIN Solvay R&I / EP APMD / Advanced Material Platform Thermoplastic composite structural part for truck market application - High-performance materials, - Simulation expertise - Innovative process
Process considerations to achieve optimum weld strengths of Wood Plastics Composites using advanced Vibration Welding technology
 Process considerations to achieve optimum weld strengths of Wood Plastics Composites using advanced Vibration Welding technology Michael J. Johnston, Dukane Corporation As the uses for Wood Plastic Composites
Process considerations to achieve optimum weld strengths of Wood Plastics Composites using advanced Vibration Welding technology Michael J. Johnston, Dukane Corporation As the uses for Wood Plastic Composites
Table of Contents. Robert A. Malloy. Plastic Part Design for Injection Molding. An Introduction ISBN:
 Table of Contents Robert A. Malloy Plastic Part Design for Injection Molding An Introduction ISBN: 978-3-446-40468-7 For further information and order see http://www.hanser.de/978-3-446-40468-7 or contact
Table of Contents Robert A. Malloy Plastic Part Design for Injection Molding An Introduction ISBN: 978-3-446-40468-7 For further information and order see http://www.hanser.de/978-3-446-40468-7 or contact
Chapter 19. Forming and Shaping Plastics and Composite Materials
 Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
PUSHTRUSION TM DIRECT IN-LINE (D-LFT) COMPOUNDING TECHNOLOGY VERSUS LFT PELLETS AND GMT SHEET
 COMPOUNDING TECHNOLOGY VERSUS LFT PELLETS AND GMT SHEET") PUSHTRUSION TM DIRECT IN-LINE (D-LFT) COMPOUNDING TECHNOLOGY VERSUS LFT PELLETS AND GMT SHEET Eric Wollan PlastiComp, LLC Abstract PlastiComp s Direct In-Line (D-LFT) compounding process provides processors
PUSHTRUSION TM DIRECT IN-LINE (D-LFT) COMPOUNDING TECHNOLOGY VERSUS LFT PELLETS AND GMT SHEET Eric Wollan PlastiComp, LLC Abstract PlastiComp s Direct In-Line (D-LFT) compounding process provides processors
Chopped Prepregs - A Compelling Performance and Cost Alternative Material Form
 Chopped Prepregs - A Compelling Performance and Cost Alternative Material Form Tencate Advanced Composites CCS Composites, LLC 2450 Cordelia Road - Fairfield, CA 94534 info@tcac-usa.com www.tencateadvancedcomposites.com
Chopped Prepregs - A Compelling Performance and Cost Alternative Material Form Tencate Advanced Composites CCS Composites, LLC 2450 Cordelia Road - Fairfield, CA 94534 info@tcac-usa.com www.tencateadvancedcomposites.com
Pultrusion technology. - current and future potential for industrial applications
 Pultrusion technology - current and future potential for industrial applications Page 1 Content Röchling Group: short introduction Divisions and locations markets, materials and production processes Pultrusion
Pultrusion technology - current and future potential for industrial applications Page 1 Content Röchling Group: short introduction Divisions and locations markets, materials and production processes Pultrusion
Joining of Dissimilar Automotive Materials
 Joining of Dissimilar Automotive Materials P.K. Mallick William E. Stirton Professor of Mechanical Engineering Director, Center for Lighweighting Automotive Materials and Processing University of Michigan-Dearborn
Joining of Dissimilar Automotive Materials P.K. Mallick William E. Stirton Professor of Mechanical Engineering Director, Center for Lighweighting Automotive Materials and Processing University of Michigan-Dearborn
Growth Opportunities in the Global Composites Market
 Growth Opportunities in the Global Composites Market Published: May 2016 Trends, opportunities and forecast in this market to 2021 by fiber type (fiberglass, carbon fiber, aramid fiber), resin type (thermoplastic,
Growth Opportunities in the Global Composites Market Published: May 2016 Trends, opportunities and forecast in this market to 2021 by fiber type (fiberglass, carbon fiber, aramid fiber), resin type (thermoplastic,
FiberForm Perfect combination of thermoforming and injection molding
 Engineering Passion Seite 1 FiberForm Perfect combination of thermoforming and injection molding Seite 2 New technologies for sustainable lightweight molding KraussMaffei development focus on Megatrends
Engineering Passion Seite 1 FiberForm Perfect combination of thermoforming and injection molding Seite 2 New technologies for sustainable lightweight molding KraussMaffei development focus on Megatrends
ESI s Composites Simulation Solution
 ESI s Composites Simulation Solution Integrated solution to simulate the manufacturing of structural composites components Dr. Xiaoshi Jin November 2015 1 Copyright ESI Copyright Group, 2015. ESI Group,
ESI s Composites Simulation Solution Integrated solution to simulate the manufacturing of structural composites components Dr. Xiaoshi Jin November 2015 1 Copyright ESI Copyright Group, 2015. ESI Group,
New developments to Capture the Manufacturing Process of Composite Structures in LS-DYNA
 New developments to Capture the Manufacturing Process of Composite Structures in LS-DYNA Gregor Knust, Thomas Klöppel, André Haufe, Christian Liebold DYNAmore GmbH, Stuttgart Oasys LS-DYNA Users Meeting
New developments to Capture the Manufacturing Process of Composite Structures in LS-DYNA Gregor Knust, Thomas Klöppel, André Haufe, Christian Liebold DYNAmore GmbH, Stuttgart Oasys LS-DYNA Users Meeting
UTILIZING ADVANCED COMPOSITE TECHNOLOGY
 SEPTEMBER 25 TH 2017 UTILIZING ADVANCED COMPOSITE TECHNOLOGY Beispielbild passendes Bild einfügen Paul Thom, Sales and Product Manager Hydraulic Press Systems E-Mail paul.thom@schulergroup.com Mobile +1
SEPTEMBER 25 TH 2017 UTILIZING ADVANCED COMPOSITE TECHNOLOGY Beispielbild passendes Bild einfügen Paul Thom, Sales and Product Manager Hydraulic Press Systems E-Mail paul.thom@schulergroup.com Mobile +1
New Developments in Co-Rotating Twin-Screw Extrusion for Production of Long Glass Fiber Composites
 New Developments in Co-Rotating Twin-Screw Extrusion for Production of Long Glass Fiber Composites Daniel Schwendemann, Coperion Werner & Pfleiderer, Stuttgart Abstract Long fibre reinforced thermoplastics
New Developments in Co-Rotating Twin-Screw Extrusion for Production of Long Glass Fiber Composites Daniel Schwendemann, Coperion Werner & Pfleiderer, Stuttgart Abstract Long fibre reinforced thermoplastics
DEVELOPMENT OF THERMOPLASTIC RESIN IMPREGNATED YARN AND ITS COMPOSITE PROPERTIES
 DEVELOPMENT OF THERMOPLASTIC RESIN IMPREGNATED YARN AND ITS COMPOSITE PROPERTIES Akio Ohtani 1, Mitsuro Takagi 2, Jun Takashima 3, Kouji Nakajima 4, Takayuki Imai 4, Tadashi Uozumi 1, Asami Nakai 1, Hiroyuki
DEVELOPMENT OF THERMOPLASTIC RESIN IMPREGNATED YARN AND ITS COMPOSITE PROPERTIES Akio Ohtani 1, Mitsuro Takagi 2, Jun Takashima 3, Kouji Nakajima 4, Takayuki Imai 4, Tadashi Uozumi 1, Asami Nakai 1, Hiroyuki
C A R B O N F I B E R
 CARBON FIBER 101 What is this stuff anyway? Carbon fiber is a high strength, high stiffness, low weight synthetic fiber that can be used in a wide variety of aesthetic and structural applications. Carbon
CARBON FIBER 101 What is this stuff anyway? Carbon fiber is a high strength, high stiffness, low weight synthetic fiber that can be used in a wide variety of aesthetic and structural applications. Carbon
ADVANCED COMPOSITES. Selector guide AIRCRAFT INTERIORS
 ADVANCED COMPOSITES Selector guide AIRCRAFT INTERIORS Introduction SHAPING THE FUTURE OF COMMERCIAL AND CORPORATE AIRCRAFT INTERIOR COMPOSITES TenCate Advanced Composites offers market leading fire-retardant
ADVANCED COMPOSITES Selector guide AIRCRAFT INTERIORS Introduction SHAPING THE FUTURE OF COMMERCIAL AND CORPORATE AIRCRAFT INTERIOR COMPOSITES TenCate Advanced Composites offers market leading fire-retardant
The Role of Recycled Carbon Fibres in Cost Effective Lightweight Structures. SPE Automotive Composites Conference & Exhibition Novi, 2016
 The Role of Recycled Carbon Fibres in Cost Effective Lightweight Structures SPE Automotive Composites Conference & Exhibition Novi, 2016 Overview of ELG Carbon Fibre Established in 2011 when ELG Haniel
The Role of Recycled Carbon Fibres in Cost Effective Lightweight Structures SPE Automotive Composites Conference & Exhibition Novi, 2016 Overview of ELG Carbon Fibre Established in 2011 when ELG Haniel
An Introduction to the 3D LightTrans Project Developing Multi-Material Vehicles With Composite Parts to Identify Significant Weight Reduction
 An Introduction to the 3D LightTrans Project Developing Multi-Material Vehicles With Composite Parts to Identify Significant Weight Reduction Opportunities Lee Bateup, Bentley Motors Presentation Contents
An Introduction to the 3D LightTrans Project Developing Multi-Material Vehicles With Composite Parts to Identify Significant Weight Reduction Opportunities Lee Bateup, Bentley Motors Presentation Contents
Extrusion. Key Issues to Address. Lecture 2. Process. Process Variants. Process Analysis. Problem Solving
 Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
On the direct way to profitability Injection Molding Compounder IMC. Krauss-Maffei Kunststofftechnik GmbH, 2007
 On the direct way to profitability Injection Molding Compounder IMC Krauss-Maffei Kunststofftechnik GmbH, 2007 2 Agenda General principle of the Injection Moulding Compounder Working principle Differences
On the direct way to profitability Injection Molding Compounder IMC Krauss-Maffei Kunststofftechnik GmbH, 2007 2 Agenda General principle of the Injection Moulding Compounder Working principle Differences
Advanced Composite Materials
 Advanced Composite Materials Moscow, 2017 About Company Prepreg-ACM is a Rusnano portfolio company founded in 2009; The company is producing wide range of unidirectional, bidirectional woven and non-woven
Advanced Composite Materials Moscow, 2017 About Company Prepreg-ACM is a Rusnano portfolio company founded in 2009; The company is producing wide range of unidirectional, bidirectional woven and non-woven
THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM
 THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM Adrian P. POP 1, Petru UNGUR 1, Gheorghe BEJINARU MIHOC 2 1 University of Oradea, e-mail: adippop@yahoo.com; petru_ungur@yahoo.com; 2 Transilvania University
THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM Adrian P. POP 1, Petru UNGUR 1, Gheorghe BEJINARU MIHOC 2 1 University of Oradea, e-mail: adippop@yahoo.com; petru_ungur@yahoo.com; 2 Transilvania University
Ultrason E. Ultrason S. The material of choice for demanding high temperature and filtration needs. Helping Make Products Better
 Ultrason E Polyethersulfone (PESU) Ultrason S Polysulfone (PSU) The material of choice for demanding high temperature and filtration needs. www.ultrason.net Helping Make Products Better BASF demonstrates
Ultrason E Polyethersulfone (PESU) Ultrason S Polysulfone (PSU) The material of choice for demanding high temperature and filtration needs. www.ultrason.net Helping Make Products Better BASF demonstrates
Ricerca e Sviluppo Produzione resine Servizio clienti Servizio tecnico
 Structure Delta-Tech Spa Ricerca e Sviluppo Produzione resine Servizio clienti Servizio tecnico Delta-Preg Spa Uninominale (25% dell energia di processo fornita dall impianto fotovoltaico) Vendite e Marketing
Structure Delta-Tech Spa Ricerca e Sviluppo Produzione resine Servizio clienti Servizio tecnico Delta-Preg Spa Uninominale (25% dell energia di processo fornita dall impianto fotovoltaico) Vendite e Marketing
Effects of PP modification and processing time on fiber/matrix interfacial strength for carbon fiber reinforced polypropylene
 This paper is part of the Proceedings of the 2 International Conference on nd High Performance and Optimum Design of Structures and Materials (HPSM 216) www.witconferences.com Effects of PP modification
This paper is part of the Proceedings of the 2 International Conference on nd High Performance and Optimum Design of Structures and Materials (HPSM 216) www.witconferences.com Effects of PP modification
Carbon Fiber SMC Technology for Lightweight Structures
 Carbon Fiber SMC Technology for Lightweight Structures Matt Kaczmarczyk Senior Design Engineer Quantum Composites- AS9100C:2009 / ISO9001:2008 1310 South Valley Center Drive Bay City, Michigan 48706-9798
Carbon Fiber SMC Technology for Lightweight Structures Matt Kaczmarczyk Senior Design Engineer Quantum Composites- AS9100C:2009 / ISO9001:2008 1310 South Valley Center Drive Bay City, Michigan 48706-9798
Perspektiven und Trends im Leichtbau mit Faserverbundwerkstoffen für das Automobil
 Perspektiven und Trends im Leichtbau mit Faserverbundwerkstoffen für das Automobil Aus Sicht der Forschung Professor Dr.-Ing. Volker Altstädt, Dr.-Ing. Thomas Neumeyer WT16 10. Wissenschaftstag der Europäischen
Perspektiven und Trends im Leichtbau mit Faserverbundwerkstoffen für das Automobil Aus Sicht der Forschung Professor Dr.-Ing. Volker Altstädt, Dr.-Ing. Thomas Neumeyer WT16 10. Wissenschaftstag der Europäischen
Automotive: Applications, Processes and products -- Fiberglass for PA Reinforcement. Dr. Heinz Zhang. Product R&D Center
 Automotive: Applications, Processes and products -- Fiberglass for PA Reinforcement Dr. Heinz Zhang Product R&D Center Overview 1 Fiberglass Reinforced Thermoplastic Composites 2 PA & Fiberglass Reinforced
Automotive: Applications, Processes and products -- Fiberglass for PA Reinforcement Dr. Heinz Zhang Product R&D Center Overview 1 Fiberglass Reinforced Thermoplastic Composites 2 PA & Fiberglass Reinforced
CARBON STEEL BARS HOT ROLLED
 CARBON STEEL BARS HOT ROLLED Grade Description...3-2 Rounds...3-3 thru 3-4 Strip...3-5 Flats (A-36)...3-6 thru 3-8 (M1044)...3-9 Squares...3-9 Reinforcing Bars...3-10 Reinforcing Mesh...3-10 TOLERANCES...3-11
CARBON STEEL BARS HOT ROLLED Grade Description...3-2 Rounds...3-3 thru 3-4 Strip...3-5 Flats (A-36)...3-6 thru 3-8 (M1044)...3-9 Squares...3-9 Reinforcing Bars...3-10 Reinforcing Mesh...3-10 TOLERANCES...3-11
THERMOPLASTIC PREPREG INSERT INJECTION MOLDING COMPOSITES: MECHANICAL AND ADHESIVE PROPERTIES. Introduction
 THERMOPLASTIC PREPREG INSERT INJECTION MOLDING COMPOSITES: MECHANICAL AND ADHESIVE PROPERTIES Badin Pinpathomrat, Akihiko Imajo, Supaphorn Thumsorn, Hiroyuki Hamada Kyoto Institute of Technology, Kyoto,
THERMOPLASTIC PREPREG INSERT INJECTION MOLDING COMPOSITES: MECHANICAL AND ADHESIVE PROPERTIES Badin Pinpathomrat, Akihiko Imajo, Supaphorn Thumsorn, Hiroyuki Hamada Kyoto Institute of Technology, Kyoto,
TenCate Materials for the Consumer Footwear and Orthotics Markets
 TENCATE PERFORMANCE COMPOSITES TenCate Materials for the Consumer Footwear and Orthotics Markets Footwear Orthotics Skates Sports Gear Orthopedics TenCate CFRT Thermoplastic Composites TENCATE PERFORMANCE
TENCATE PERFORMANCE COMPOSITES TenCate Materials for the Consumer Footwear and Orthotics Markets Footwear Orthotics Skates Sports Gear Orthopedics TenCate CFRT Thermoplastic Composites TENCATE PERFORMANCE
Multiaxial Non-Crimp Fabric (NCF) Reinforcements
 Reinforcements") Multiaxial Non-Crimp Fabric (NCF) Reinforcements Owens Corning is redefining product performance to provide composite solutions that help our customers win. As a world leader in glass science, Owens Corning
Multiaxial Non-Crimp Fabric (NCF) Reinforcements Owens Corning is redefining product performance to provide composite solutions that help our customers win. As a world leader in glass science, Owens Corning
MANUFACTURING PROCESSES PREPREGS
 PREPREGS Prepregging The reinforcement (carbon, fiberglass or aramid fiber or cloth) is saturated by dipping through the liquid resin. In an alternate method called a Hot Melt Process the resin is impregnated
PREPREGS Prepregging The reinforcement (carbon, fiberglass or aramid fiber or cloth) is saturated by dipping through the liquid resin. In an alternate method called a Hot Melt Process the resin is impregnated
COMPOSITES MATERIALS FOR AVIATION INDUSTRY
 HENRI COANDA AIR FORCE ACADEMY ROMANIA INTERNATIONAL CONFERENCE of SCIENTIFIC PAPER AFASES 2012 Brasov, 24-26 May 2012 GENERAL M.R. STEFANIK ARMED FORCES ACADEMY SLOVAK REPUBLIC COMPOSITES MATERIALS FOR
HENRI COANDA AIR FORCE ACADEMY ROMANIA INTERNATIONAL CONFERENCE of SCIENTIFIC PAPER AFASES 2012 Brasov, 24-26 May 2012 GENERAL M.R. STEFANIK ARMED FORCES ACADEMY SLOVAK REPUBLIC COMPOSITES MATERIALS FOR
LASER SINTERING DESIGN GUIDELINES LASER SINTERING PRODUCTION PARTS
 LASER SINTERING DESIGN GUIDELINES LASER SINTERING Laser Sintering (Also known as Selective Laser Sintering, SLS, or LS) is an additive manufacturing process that builds parts by using a laser to selectively
LASER SINTERING DESIGN GUIDELINES LASER SINTERING Laser Sintering (Also known as Selective Laser Sintering, SLS, or LS) is an additive manufacturing process that builds parts by using a laser to selectively
B. Shop Drawings: For metal lockers. Include plans, elevations, sections, details, and attachments to other work.
 SECTION 10 5113 - METAL LOCKERS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 1 Specification Sections,
SECTION 10 5113 - METAL LOCKERS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 1 Specification Sections,
INJECTION MOLDING DESIGN GUIDELINES
 INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
DEVELOPMENT OF POLYURETHANE SHEET MOLDING COMPOUND
 DEVELOPMENT OF POLYURETHANE SHEET MOLDING COMPOUND D. Park 1, R. Maertens 2, M. Connolly 3, K. Gleich 4, V. Ugresic 1, F. Henning 2 1 Fraunhofer Project Centre for Composites Research 2 Department of Polymer
DEVELOPMENT OF POLYURETHANE SHEET MOLDING COMPOUND D. Park 1, R. Maertens 2, M. Connolly 3, K. Gleich 4, V. Ugresic 1, F. Henning 2 1 Fraunhofer Project Centre for Composites Research 2 Department of Polymer
THE ROLE OF RECYCLED CARBON FIBRES IN COST EFFECTIVE LIGHTWEIGHT STRUCTURES
 THE ROLE OF RECYCLED CARBON FIBRES IN COST EFFECTIVE LIGHTWEIGHT STRUCTURES Frazer Barnes ELG Carbon Fibre Ltd Abstract Recent years have seen the development of commercial operations for the recovery
THE ROLE OF RECYCLED CARBON FIBRES IN COST EFFECTIVE LIGHTWEIGHT STRUCTURES Frazer Barnes ELG Carbon Fibre Ltd Abstract Recent years have seen the development of commercial operations for the recovery
Laser Welding of Engineering Plastics
 Laser Welding of Engineering Plastics Technical Information Further information on individual products: www.ultramid.de www.ultradur-lux.basf.com www.ultrason.de www.plasticsportal.eu/ultraform 2 LASER
Laser Welding of Engineering Plastics Technical Information Further information on individual products: www.ultramid.de www.ultradur-lux.basf.com www.ultrason.de www.plasticsportal.eu/ultraform 2 LASER
Effect of PEK Content on Fracture Toughness of Glass Woven Fabric / Phenolic Resin Composites
 Effect of PEK Content on Fracture Toughness of Glass Woven Fabric / Phenolic Resin Composites Y.Q. Sun 1,2, J.H. Li, 2 J.B. Wang, 2 S.R. Zheng 3 and M.L. Sun 3 1 Laboratory for Nonlinear Mechanics of Continuous
Effect of PEK Content on Fracture Toughness of Glass Woven Fabric / Phenolic Resin Composites Y.Q. Sun 1,2, J.H. Li, 2 J.B. Wang, 2 S.R. Zheng 3 and M.L. Sun 3 1 Laboratory for Nonlinear Mechanics of Continuous
REVIEW OF LASER PLASTIC WELDING PROCESS
 REVIEW OF LASER PLASTIC WELDING PROCESS Kalpesh More 1, Rushikesh Aher 2, Makrand Bharaskar 3 1,2,3 Mechanical, Sandip Institute Technology and Research Centre/Pune University, (India) ABSTRACT There are
REVIEW OF LASER PLASTIC WELDING PROCESS Kalpesh More 1, Rushikesh Aher 2, Makrand Bharaskar 3 1,2,3 Mechanical, Sandip Institute Technology and Research Centre/Pune University, (India) ABSTRACT There are
Document No.: NPS NCAMP Process Specification. Fabrication of NMS 688 Qualification, Equivalency, and Acceptance Test Panels (TenCate TC250)
") Date: July 29, 2008 Document No.: NPS 81688 NCAMP Process Specification Fabrication of NMS 688 Qualification, Equivalency, and Acceptance Test Panels (TenCate TC250) Prepared by: Barry Meyers (TenCate),
Date: July 29, 2008 Document No.: NPS 81688 NCAMP Process Specification Fabrication of NMS 688 Qualification, Equivalency, and Acceptance Test Panels (TenCate TC250) Prepared by: Barry Meyers (TenCate),
FE MODELING OF CFRP STRENGTHENED CONCRETE BEAM EXPOSED TO CYCLIC TEMPERATURE, HUMIDITY AND SUSTAINED LOADING
 FE MODELING OF STRENGTHENED CONCRETE BEAM EXPOSED TO CYCLIC TEMPERATURE, HUMIDITY AND SUSTAINED LOADING H. R. C. S. Bandara (Email: chinthanasandun@yahoo.com) J. C. P. H. Gamage (Email: kgamage@uom.lk)
FE MODELING OF STRENGTHENED CONCRETE BEAM EXPOSED TO CYCLIC TEMPERATURE, HUMIDITY AND SUSTAINED LOADING H. R. C. S. Bandara (Email: chinthanasandun@yahoo.com) J. C. P. H. Gamage (Email: kgamage@uom.lk)
Carbon Composites. are becoming Competitive and Cost Effective for Automobile Industry. Automotive Mega Trends USA Dearborn, Michigan, Mar 17, 2015
 Carbon Composites are becoming Competitive and Cost Effective for Automobile Industry Automotive Mega Trends USA Dearborn, Michigan, Mar 17, 2015 Shama Rao N., Simha T.G.A., Rao K.P., Ravi Kumar G. V.
Carbon Composites are becoming Competitive and Cost Effective for Automobile Industry Automotive Mega Trends USA Dearborn, Michigan, Mar 17, 2015 Shama Rao N., Simha T.G.A., Rao K.P., Ravi Kumar G. V.
RM-3004 OUT OF AUTOCLAVE PROCESSABLE BISMALEIMIDE (BMI) PREPREG FOR HIGH PERFORMANCE AEROSPACE APPLICATIONS
 PREPREG FOR HIGH PERFORMANCE AEROSPACE APPLICATIONS") RM-3004 OUT OF AUTOCLAVE PROCESSABLE BISMALEIMIDE (BMI) PREPREG FOR HIGH PERFORMANCE AEROSPACE APPLICATIONS RM-3004 Out of Autoclave (OOA) Processable Bismaleimide (BMI) Prepreg Product Information Developed
RM-3004 OUT OF AUTOCLAVE PROCESSABLE BISMALEIMIDE (BMI) PREPREG FOR HIGH PERFORMANCE AEROSPACE APPLICATIONS RM-3004 Out of Autoclave (OOA) Processable Bismaleimide (BMI) Prepreg Product Information Developed
Joining & Bonding of Composite Parts The Structural Adhesive Advantage
 Joining & Bonding of Composite Parts The Structural Adhesive Advantage Recent trends and advancements in the manufacturing and cost reduction of composite materials has increased their usage in the transportation,
Joining & Bonding of Composite Parts The Structural Adhesive Advantage Recent trends and advancements in the manufacturing and cost reduction of composite materials has increased their usage in the transportation,
Composites Processing
 Composites Processing Fabrication Methods Wet Layup Prepreg Layup Filament Winding Fiber placement/fiber steering RTM/VaRTM Press Molding Pultrusion Wet Layup Fabric plies are wetted out and then placed
Composites Processing Fabrication Methods Wet Layup Prepreg Layup Filament Winding Fiber placement/fiber steering RTM/VaRTM Press Molding Pultrusion Wet Layup Fabric plies are wetted out and then placed
Seoul National University, San 56-1, Shillim-Dong, Kwanak-Gu, Seoul, Korea,
 18 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS DEVELOPMENT OF CFRP PRECISION GANTRY BEAMS FOR 11 TH GENERATION LCD PANEL MANUFACTURING B. Bhandari 1, G.Y. Lee 1, D.S. Choi 2, J.H. Kim 2 and S.H.
18 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS DEVELOPMENT OF CFRP PRECISION GANTRY BEAMS FOR 11 TH GENERATION LCD PANEL MANUFACTURING B. Bhandari 1, G.Y. Lee 1, D.S. Choi 2, J.H. Kim 2 and S.H.
Standard Test Method for Adhesion Between Steel Tire Cords and Rubber 1
 Designation: D 2229 02 Standard Test Method for Adhesion Between Steel Tire Cords and Rubber 1 This standard is issued under the fixed designation D 2229; the number immediately following the designation
Designation: D 2229 02 Standard Test Method for Adhesion Between Steel Tire Cords and Rubber 1 This standard is issued under the fixed designation D 2229; the number immediately following the designation
CYCOM 2237 POLYIMIDE RESIN SYSTEM
 DESCRIPTION CYCOM 2237 is Cytec Engineered Materials version of PMR-5. It is formulated for high temperature applications where low void content is critical. CYCOM 2237 has the best overall balance of
DESCRIPTION CYCOM 2237 is Cytec Engineered Materials version of PMR-5. It is formulated for high temperature applications where low void content is critical. CYCOM 2237 has the best overall balance of
Heating properties of carbon fibers by using direct resistance heating
 High Performance Structure and Materials VI 239 Heating properties of carbon fibers by using direct resistance heating S. Enoki 1, K. Iwamoto 2, R. Harada 2, K. Tanaka 2 & T. Katayama 2 1 Departmet of
High Performance Structure and Materials VI 239 Heating properties of carbon fibers by using direct resistance heating S. Enoki 1, K. Iwamoto 2, R. Harada 2, K. Tanaka 2 & T. Katayama 2 1 Departmet of
D Side lap. Side lap screw spacing < 500mm factory-installed seals on side lap. Decoupling tape > 60mm
 25 Side lap screw spacing < 500mm 333.3 15 42 Decoupling tape > 60mm 3 factory-installed seals on side lap Side lap D 201.1 SECTION VIEWS Type L Ridge profile Type R Ridge flashing FLOOR PLAN > 200 overlap
25 Side lap screw spacing < 500mm 333.3 15 42 Decoupling tape > 60mm 3 factory-installed seals on side lap Side lap D 201.1 SECTION VIEWS Type L Ridge profile Type R Ridge flashing FLOOR PLAN > 200 overlap
Ultramid Balance Specialty plastics based on PA 610
 Balance Balance Specialty plastics based on PA 610 BASF supplies polyamide 610 for processing by injection molding under the trade name Balance which is produced by polycondensation of hexamethylene diamine
Balance Balance Specialty plastics based on PA 610 BASF supplies polyamide 610 for processing by injection molding under the trade name Balance which is produced by polycondensation of hexamethylene diamine
PREVENT AND CORRECT MANUFACTURING DEFECTS OF COMPOSITE STRUCTURAL PARTS
 PREVENT AND CORRECT MANUFACTURING DEFECTS OF COMPOSITE STRUCTURAL PARTS www.esi-group.com Manage Each Step of the Composites Manufacturing Chain with PAM-COMPOSITES PAM-COMPOSITES allows you to define
PREVENT AND CORRECT MANUFACTURING DEFECTS OF COMPOSITE STRUCTURAL PARTS www.esi-group.com Manage Each Step of the Composites Manufacturing Chain with PAM-COMPOSITES PAM-COMPOSITES allows you to define
 SPECIFICATIONS FOR AluSystems Aluminum Composite Panels Series 20 Dry Joint 1.00 GENERAL 1.01 RANGE OF WORK Section includes: Laminated panels and attachment systems for use as exterior cladding. A. Provide
SPECIFICATIONS FOR AluSystems Aluminum Composite Panels Series 20 Dry Joint 1.00 GENERAL 1.01 RANGE OF WORK Section includes: Laminated panels and attachment systems for use as exterior cladding. A. Provide
Metal Matrix Composite (MMC)
") Matrix Metal Matrix Composite (MMC) The matrix is the monolithic material into which the reinforcement is embedded, and is completely continuous. This means thatt there is apath throughh the matrix ti
Matrix Metal Matrix Composite (MMC) The matrix is the monolithic material into which the reinforcement is embedded, and is completely continuous. This means thatt there is apath throughh the matrix ti
Implementation of the MuCell Process in Commercial Applications. Authors: Levi Kishbaugh (Trexel Inc.), Uwe Kolshorn (Trexel GmbH)
, Uwe Kolshorn (Trexel GmbH)") Implementation of the MuCell Process in Commercial Applications Authors: Levi Kishbaugh (Trexel Inc.), Uwe Kolshorn (Trexel GmbH) PRESENTOR BIOGRAPHY: Dr. Hartmut Traut received his Master of Business
Implementation of the MuCell Process in Commercial Applications Authors: Levi Kishbaugh (Trexel Inc.), Uwe Kolshorn (Trexel GmbH) PRESENTOR BIOGRAPHY: Dr. Hartmut Traut received his Master of Business
VORAFORCE RTM Resin Systems
 VORAFORCE RTM Resin Systems Mass Reduction for Mass Production Rainer Königer, Luca Lotti, Tim Morley, Katja Oswald, Martin Reimers SICOMP Conference 1 st /2 nd June 2017 DowAutomotive.com Trademark of
VORAFORCE RTM Resin Systems Mass Reduction for Mass Production Rainer Königer, Luca Lotti, Tim Morley, Katja Oswald, Martin Reimers SICOMP Conference 1 st /2 nd June 2017 DowAutomotive.com Trademark of
3D PRINTED INJECTION MOLDS
 3D PRINTED INJECTION MOLDS CAN YOUR BUSINESS BENEFIT? NADAV SELLA 1 STRATASYS / COMPANY OVERVIEW WE ARE THE 3D PRINTING SOLUTIONS COMPANY 2 STRATASYS / COMPANY OVERVIEW FROM SYSTEMS TO SERVICE 3 STRATASYS
3D PRINTED INJECTION MOLDS CAN YOUR BUSINESS BENEFIT? NADAV SELLA 1 STRATASYS / COMPANY OVERVIEW WE ARE THE 3D PRINTING SOLUTIONS COMPANY 2 STRATASYS / COMPANY OVERVIEW FROM SYSTEMS TO SERVICE 3 STRATASYS
SECTION SLOPED TRANSLUCENT METAL SKYLIGHT SYSTEM
 PART 1- GENERAL 1.1 SUMMARY A. Section Includes: SECTION 084523 - SLOPED TRANSLUCENT METAL SKYLIGHT SYSTEM 1. Flat factory prefabricated structural insulated translucent sandwich panels; with glazed endwalls.
PART 1- GENERAL 1.1 SUMMARY A. Section Includes: SECTION 084523 - SLOPED TRANSLUCENT METAL SKYLIGHT SYSTEM 1. Flat factory prefabricated structural insulated translucent sandwich panels; with glazed endwalls.
TEACHING MECHANICAL ENGINEERING STUDENTS ABOUT MANUFACTURING PROCESS SELECTION USING ASHBY CHARTS. Abstract
 Session F1C5 TEACHING MECHANICAL ENGINEERING STUDENTS ABOUT MANUFACTURING PROCESS SELECTION USING ASHBY CHARTS Malur N. Srinivasan Department of Mechanical Engineering Lamar University Abstract Mechanical
Session F1C5 TEACHING MECHANICAL ENGINEERING STUDENTS ABOUT MANUFACTURING PROCESS SELECTION USING ASHBY CHARTS Malur N. Srinivasan Department of Mechanical Engineering Lamar University Abstract Mechanical
Barex Resins Thermoforming
 Barex Resins Thermoforming Barex Resins are clear, rubber modified acrylonitrile copolymers, developed and marketed primarily for their chemical resistance, gas barrier, and high modulus (stiffness). Barex
Barex Resins Thermoforming Barex Resins are clear, rubber modified acrylonitrile copolymers, developed and marketed primarily for their chemical resistance, gas barrier, and high modulus (stiffness). Barex
LIQUID SILICONE RUBBER TAKES THE HEAT
 Print. Bind. Save. LIQUID SILICONE RUBBER TAKES THE HEAT Real Parts. Really Fast. www.protolabs.com Proto Labs, Inc. 5540 Pioneer Creek Drive, Maple Plain, MN 55359 877.479.3680 LIQUID SILICONE RUBBER
Print. Bind. Save. LIQUID SILICONE RUBBER TAKES THE HEAT Real Parts. Really Fast. www.protolabs.com Proto Labs, Inc. 5540 Pioneer Creek Drive, Maple Plain, MN 55359 877.479.3680 LIQUID SILICONE RUBBER
Successfully Processing High Temperature Thermoplastics
 Successfully Processing High Temperature Thermoplastics Jim Kostakes Entec Polymers August 13, 2015 Page 2 What Are High Temperature Thermoplastics? These are thermoplastics that can be used in applications
Successfully Processing High Temperature Thermoplastics Jim Kostakes Entec Polymers August 13, 2015 Page 2 What Are High Temperature Thermoplastics? These are thermoplastics that can be used in applications
ASME B31.3 Process Piping
 ASME B31.3 Process Piping Charles Becht IV, PhD, PE Don Frikken, PE Instructors BECHT ENGINEERING COMPANY, INC. Nonmetallic Piping - 1 Piping Development Process 1. Establish applicable system standard(s)
ASME B31.3 Process Piping Charles Becht IV, PhD, PE Don Frikken, PE Instructors BECHT ENGINEERING COMPANY, INC. Nonmetallic Piping - 1 Piping Development Process 1. Establish applicable system standard(s)
End of Life Recovery Options
 Plastic Acetal (POM) Glides (Brooks) Recycled POM Acrylonitrile Butadiene Styrene (ABS) High Density Polyethylene (HDPE) Low Density Polyethylene (LDPE, LLDPE) Amr Caps, Leg Cap Glide, Spacers (Insight
Plastic Acetal (POM) Glides (Brooks) Recycled POM Acrylonitrile Butadiene Styrene (ABS) High Density Polyethylene (HDPE) Low Density Polyethylene (LDPE, LLDPE) Amr Caps, Leg Cap Glide, Spacers (Insight
FILM ADHESIVES NOMINAL CURE TEMP F (C ) / TIME. 250 (121) / 60 min Cream. 250 (121) / 60 min Cream. 250 (121) / 60 min Cream. 260 (126) / 20 min Cream
 / TIME. 250 (121) / 60 min Cream. 250 (121) / 60 min Cream. 250 (121) / 60 min Cream. 260 (126) / 20 min Cream") FILM ADHESIVES LC-E220 LC-E221 LC-E221ET LC-E221FR LC-E221QC LC-E222 LC-E23 LC-E224 LC-E225 Elevated Tg vs. LC-E221 Additional vs LC-E221 with Accelerated Cure Cycle vs LC-E221 Optically Clear, Low Temp
FILM ADHESIVES LC-E220 LC-E221 LC-E221ET LC-E221FR LC-E221QC LC-E222 LC-E23 LC-E224 LC-E225 Elevated Tg vs. LC-E221 Additional vs LC-E221 with Accelerated Cure Cycle vs LC-E221 Optically Clear, Low Temp
TERPOLYMER ETHYLENE VINYL ACETATE MALEIC ANHYDRIDE
 TERPOLYMER ETHYLENE VINYL ACETATE MALEIC ANHYDRIDE Hot Melt Formulation To optimise cost/performance, OREVAC Terpolymers are combined with EVATANE. Adhesion tests have been performed in a classical Hot
TERPOLYMER ETHYLENE VINYL ACETATE MALEIC ANHYDRIDE Hot Melt Formulation To optimise cost/performance, OREVAC Terpolymers are combined with EVATANE. Adhesion tests have been performed in a classical Hot
Document No.: NPS NCAMP Process Specification
 Date: November 10, 2014 Document No.: NPS 85321 NCAMP Process Specification Fabrication of NMS 532 Qualification, Equivalency, and Acceptance Test Panels (Cytec Cycom 5320-1) Prepared by: Amy Buxman (Cytec),
Date: November 10, 2014 Document No.: NPS 85321 NCAMP Process Specification Fabrication of NMS 532 Qualification, Equivalency, and Acceptance Test Panels (Cytec Cycom 5320-1) Prepared by: Amy Buxman (Cytec),
Cycom Modified Cyanate Prepreg System
 TECHNICAL DATA SHEET AEROSPACE MATERIALS Cycom 55-2 Modified Cyanate Prepreg System DESCRIPTION The Rigidite 55-2 Prepreg System is a 350 F (177 C) curing modified cyanate ester resin. This system has
TECHNICAL DATA SHEET AEROSPACE MATERIALS Cycom 55-2 Modified Cyanate Prepreg System DESCRIPTION The Rigidite 55-2 Prepreg System is a 350 F (177 C) curing modified cyanate ester resin. This system has
SECTION FIBERGLASS REINFORCED POLYMER (FRP) PANELS
 PANELS") SECTION 07 44 50 FIBERGLASS REINFORCED POLYMER (FRP) PANELS PART 1 - GENERAL 1.1 SECTION INCLUDES A. Design, Engineering, manufacturing and erection of fiberglass reinforced panels. Delegated Design of
SECTION 07 44 50 FIBERGLASS REINFORCED POLYMER (FRP) PANELS PART 1 - GENERAL 1.1 SECTION INCLUDES A. Design, Engineering, manufacturing and erection of fiberglass reinforced panels. Delegated Design of
LAMINATED STRUCTURAL TUBING
 Quality fiberglass epoxy backup support components, such as structural tubes, are REK 4-TC REK 300-C REK 200-C REK 250-C REK 250-90 REK 1750-90 an important part of building checking fixtures, vacuum forming
Quality fiberglass epoxy backup support components, such as structural tubes, are REK 4-TC REK 300-C REK 200-C REK 250-C REK 250-90 REK 1750-90 an important part of building checking fixtures, vacuum forming
MECHANICAL CHARACTERIZATION OF SANDWICH STRUCTURE COMPRISED OF GLASS FIBER REINFORCED CORE: PART 1
 Composites in Construction 2005 Third International Conference Lyon, France, July 11 13, 2005 MECHANICAL CHARACTERIZATION OF SANDWICH STRCTRE COMPRISED OF GLASS FIBER REINFORCED CORE: PART 1 S.V. Rocca
Composites in Construction 2005 Third International Conference Lyon, France, July 11 13, 2005 MECHANICAL CHARACTERIZATION OF SANDWICH STRCTRE COMPRISED OF GLASS FIBER REINFORCED CORE: PART 1 S.V. Rocca
Improved Processing and Batch Time Reduction Through Powder Liquid Dispersions
 Improved Processing and Batch Time Reduction Through Powder Liquid Dispersions Stephen O Rourke, Technical Director, Industrial Abstract The use of powder liquid dispersions in rubber compounds is well
Improved Processing and Batch Time Reduction Through Powder Liquid Dispersions Stephen O Rourke, Technical Director, Industrial Abstract The use of powder liquid dispersions in rubber compounds is well
Workshop Series 2016
 Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
Highly effective antioxidants for Polyamides: Unique set-up of properties:
 polymer additives High Performance Additives for Polyamides And other Engineering Thermoplastics BRUGGOLEN H Heat Stabilizers Copper based antioxidants Most efficient heat stabilization of Polyamides Classic
polymer additives High Performance Additives for Polyamides And other Engineering Thermoplastics BRUGGOLEN H Heat Stabilizers Copper based antioxidants Most efficient heat stabilization of Polyamides Classic
Chevy Chase Club June 30, 2008 Bowie Gridley Architects SECTION GYPSUM BOARD SHAFT WALL ASSEMBLIES
 SECTION 092116.23 - GYPSUM BOARD SHAFT WALL ASSEMBLIES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division
SECTION 092116.23 - GYPSUM BOARD SHAFT WALL ASSEMBLIES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division
Structural Vacuum Insulation Panels
 Structural Vacuum Insulation Panels Dwight S. Musgrave Thermal Visions, Inc. 83 Stonehenge Dr., Granville, Ohio 43023, USA dwight.musgrave@thermalvisions.com 1 Introduction Some VIP applications are a
Structural Vacuum Insulation Panels Dwight S. Musgrave Thermal Visions, Inc. 83 Stonehenge Dr., Granville, Ohio 43023, USA dwight.musgrave@thermalvisions.com 1 Introduction Some VIP applications are a
SECTION VIBRATION AND SEISMIC CONTROLS FOR ELECTRICAL SYSTEMS
 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions, apply to this Section. 1.2 SUMMARY A. This Section includes the
PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions, apply to this Section. 1.2 SUMMARY A. This Section includes the
TOP 5 REASONS TO USE FILM-CAST PTFE LINER TUBING FOR YOUR NEXT CATHETER DESIGN
 TOP 5 REASONS TO USE FILM-CAST PTFE LINER TUBING FOR YOUR NEXT CATHETER DESIGN TOP 5 REASONS TO USE FILM-CAST PTFE LINER TUBING FOR YOUR NEXT CATHETER DESIGN So you re thinking of using a low-friction
TOP 5 REASONS TO USE FILM-CAST PTFE LINER TUBING FOR YOUR NEXT CATHETER DESIGN TOP 5 REASONS TO USE FILM-CAST PTFE LINER TUBING FOR YOUR NEXT CATHETER DESIGN So you re thinking of using a low-friction
PRECAST CONCRETE CONNECTIONS - US PRACTICE
 PRECAST CONCRETE CONNECTIONS - US PRACTICE Larbi Sennour, PhD, SE President Consulting Engineers Group, Inc. SPEAKERS Precast Connections 3 General Types Wet Connections Semi Dry Dry Wet System - Definition
PRECAST CONCRETE CONNECTIONS - US PRACTICE Larbi Sennour, PhD, SE President Consulting Engineers Group, Inc. SPEAKERS Precast Connections 3 General Types Wet Connections Semi Dry Dry Wet System - Definition
THERMOPLASTIC PULTRUSION DEVELOPMENT AND CHARACTERIZATION OF RESIDUAL IN PULTRUDED COMPOSITES WITH MODELING AND EXPERIMENTS KHONGOR JAMIYANAA
 THERMOPLASTIC PULTRUSION DEVELOPMENT AND CHARACTERIZATION OF RESIDUAL IN PULTRUDED COMPOSITES WITH MODELING AND EXPERIMENTS by KHONGOR JAMIYANAA UDAY VAIDYA, COMMITTEE CHAIR SELVUM PILLAY HAIBIN NING A
THERMOPLASTIC PULTRUSION DEVELOPMENT AND CHARACTERIZATION OF RESIDUAL IN PULTRUDED COMPOSITES WITH MODELING AND EXPERIMENTS by KHONGOR JAMIYANAA UDAY VAIDYA, COMMITTEE CHAIR SELVUM PILLAY HAIBIN NING A
1.2 Reference Standard: NOFMA - National Oak Flooring Manufacturers Association Grading Standards.
 WOOD FLOORING GENERAL INFORMATION 1.1 This section applies to factory finished wood strip flooring. 1.2 Reference Standard: NOFMA - National Oak Flooring Manufacturers Association Grading Standards. 1.3
WOOD FLOORING GENERAL INFORMATION 1.1 This section applies to factory finished wood strip flooring. 1.2 Reference Standard: NOFMA - National Oak Flooring Manufacturers Association Grading Standards. 1.3
FIVE STAR PRODUCTS, INC. (800)
") FIVE STAR PRODUCTS, INC. www.fivestarproducts.com (800) 243-2206 Page 1 of 11 DESIGN-A-SPEC GUIDELINES FIVE STAR RS ANCHOR GEL CONTENTS PART A - GENERAL CONDITIONS PART B - MATERIAL SPECIFICATIONS PART
FIVE STAR PRODUCTS, INC. www.fivestarproducts.com (800) 243-2206 Page 1 of 11 DESIGN-A-SPEC GUIDELINES FIVE STAR RS ANCHOR GEL CONTENTS PART A - GENERAL CONDITIONS PART B - MATERIAL SPECIFICATIONS PART
IMPACT RESISTANCE AND TOLERANCE OF INTERLEAVED RTM LAMINATES
 IMPACT RESISTANCE AND TOLERANCE OF INTERLEAVED RTM LAMINATES Andre Duarte 1, Israel Herszberg 2 and Rowan Paton 3 1 Sir Lawrence Wackett Centre for Aerospace Design Technology, Royal Melbourne Institute
IMPACT RESISTANCE AND TOLERANCE OF INTERLEAVED RTM LAMINATES Andre Duarte 1, Israel Herszberg 2 and Rowan Paton 3 1 Sir Lawrence Wackett Centre for Aerospace Design Technology, Royal Melbourne Institute
Effect of Angle Ply Orientation On Tensile Properties Of Bi Directional Woven Fabric Glass Epoxy Composite Laminate
 International Journal of Computational Engineering Research Vol, 03 Issue, 10 Effect of Angle Ply Orientation On Tensile Properties Of Bi Directional Woven Fabric Glass Epoxy Composite Laminate K.Vasantha
International Journal of Computational Engineering Research Vol, 03 Issue, 10 Effect of Angle Ply Orientation On Tensile Properties Of Bi Directional Woven Fabric Glass Epoxy Composite Laminate K.Vasantha
Design, Testing, Analysis, and Material Properties of Carbon Fiber Reinforced Polymers
 Rose-Hulman Institute of Technology Rose-Hulman Scholar Rose-Hulman Undergraduate Research Publications 5-30-2016 Design, Testing, Analysis, and Material Properties of Carbon Fiber Reinforced Polymers
Rose-Hulman Institute of Technology Rose-Hulman Scholar Rose-Hulman Undergraduate Research Publications 5-30-2016 Design, Testing, Analysis, and Material Properties of Carbon Fiber Reinforced Polymers
The Use of FRP (Fiberglass-Reinforced Plastic) in Phosphate Fertilizer and Sulfuric Acid Processes
 in Phosphate Fertilizer and Sulfuric Acid Processes") The Use of FRP (Fiberglass-Reinforced Plastic) in Phosphate Fertilizer and Sulfuric Acid Processes Don Kelley Ashland Performance Materials 5200 Blazer Parkway Dublin, OH 43017 ABSTRACT The demand for
The Use of FRP (Fiberglass-Reinforced Plastic) in Phosphate Fertilizer and Sulfuric Acid Processes Don Kelley Ashland Performance Materials 5200 Blazer Parkway Dublin, OH 43017 ABSTRACT The demand for
DIVISION: CONCRETE SECTION: CONCRETE ANCHORS SECTION: PRECAST STRUCTURAL CONCRETE SECTION: SITE CAST CONCRETE
 0 Most Widely Accepted and Trusted ICC ES Evaluation Report ICC ES 000 (800) 423 6587 (562) 699 0543 www.icc es.org ESR 2873 Issued 09/2017 This report is subject to renewal 09/2018. DIVISION: 03 00 00
0 Most Widely Accepted and Trusted ICC ES Evaluation Report ICC ES 000 (800) 423 6587 (562) 699 0543 www.icc es.org ESR 2873 Issued 09/2017 This report is subject to renewal 09/2018. DIVISION: 03 00 00
MULTI-MATERIAL DESIGN LIGHTWEIGHT DESIGN FOR ELECTRIC VEHICLES
 MULTI-MATERIAL DESIGN LIGHTWEIGHT DESIGN FOR ELECTRIC VEHICLES Reif, M. (Fh-ICT); Luke, M. (Fh-IWM) Henning; F. (Fh-ICT); Müller, T. (KIT-FAST); Paul, H. (Fh-IWM); Sascha Fliegener (Fh-IWM) Dipl.-Ing.
MULTI-MATERIAL DESIGN LIGHTWEIGHT DESIGN FOR ELECTRIC VEHICLES Reif, M. (Fh-ICT); Luke, M. (Fh-IWM) Henning; F. (Fh-ICT); Müller, T. (KIT-FAST); Paul, H. (Fh-IWM); Sascha Fliegener (Fh-IWM) Dipl.-Ing.
SELF REINFORCED POLYMER COMPOSITES: COMING OF AGE
 SELF REINFORCED POLYMER COMPOSITES: COMING OF AGE L. M. Morgan*, B. M. Weager, C. M. Hare and G. R. Bishop NetComposites Ltd 4A Broom Business Park, Bridge Way, Chesterfield. S41 9QG. UK. Lucas.morgan@netcomposites.com
SELF REINFORCED POLYMER COMPOSITES: COMING OF AGE L. M. Morgan*, B. M. Weager, C. M. Hare and G. R. Bishop NetComposites Ltd 4A Broom Business Park, Bridge Way, Chesterfield. S41 9QG. UK. Lucas.morgan@netcomposites.com
SOLAR SHADING SYSTEMS - Manual Solar Shade SECTION ROLLER WINDOW SHADES
 PART 1 - GENERAL SECTION 122413 - ROLLER WINDOW SHADES 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
PART 1 - GENERAL SECTION 122413 - ROLLER WINDOW SHADES 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
3M Electrically Conductive Adhesive Transfer Tape 9707
 Technical Data May 2014 3M Electrically Conductive Adhesive Transfer Tape 9707 Product Description 3M Electrically Conductive Adhesive Transfer Tape (ECATT) 9707 is a pressure sensitive adhesive (PSA)
Technical Data May 2014 3M Electrically Conductive Adhesive Transfer Tape 9707 Product Description 3M Electrically Conductive Adhesive Transfer Tape (ECATT) 9707 is a pressure sensitive adhesive (PSA)