CERTIFICATION REPORTS, WHAT DO I NEED TO KNOW?
|
|
|
- Brice Warner
- 5 years ago
- Views:
Transcription
1 Pharmacy Compounding Overview and Insanitary Conditions CERTIFICATION REPORTS, WHAT DO I NEED TO KNOW? 1
2 Introductions CDR Mary McGarry, BS, PharmD, MS, RAC, CPGP CDR Stacey Degarmo, PharmD, BCPS, CPH, CPGP Compliance Officers FDA, Center for Drug Evaluation and Research, Office of Compliance, Office of Manufacturing Quality, Global Compliance Branch 1 (Pharmacy Compounding) 2
3 Disclaimer We (I) have no conflicts of interest to disclose The opinions in this presentation reflect the views of the authors and should not be construed to represent FDA s views or policies on Compounding Pharmacy Practices 3
4 Agenda Pharmacy Compounding History Review of Compounding Regulations Insanitary Conditions USP <797> Certification Requirements How to Ensure your report meets USP <797> requirements Report Breakdown Report Examples Keys for a Robust Environmental Monitoring Program Questions 4
5 Compounding Background Oversight of traditional pharmacy compounding was done by state boards of pharmacy USP <797> guidelines were used as industry standard/best practices Regulatory changes following the 2012 fungal meningitis outbreak led to increased oversight by the FDA and legal enforceability of USP <797> in most states 5
6 Drug Quality and Security Act (DQSA) Amends the Federal Food, Drug and Cosmetic Act (FDCA) with respect to human drug compounding and drug supply chain security Title 1, the Compounding Quality Act, contains provisions relating to the oversight of compounding of human drugs Enacted by Congress on November 27,
7 FDCA Section 503A Section 503A describes conditions under which certain compounded human drug products are entitled to exemptions from three sections of the FDCA: FDA approval prior to marketing (section 505) Compliance with current good manufacturing practices (cgmp) (section 501(a)(2)(B)) Labeling with adequate directions for use (section 502(f)(1)) Some federal requirements still apply to pharmacies that meet the requirements of 503A (i.e. NO INSANITARY CONDITIONS) 7
8 Compounding Quality Act Removes provisions of 503A related to solicitation of prescriptions and advertising/promotion that were found to be unconstitutional Clarifies that section 503A will be applicable to compounders nationwide Adds new section 503B related to Outsourcing Facilities 8
9 503B Outsourcing Facilities Engaged in the compounding of at least some sterile drug products Facility registration is voluntary Registered facilities complying with 503B are exempt from two FDCA sections: FDA approval prior to marketing (section 505) Labeling with adequate directions for use (section 502(f)(1)) Subject to cgmp requirements and increased federal oversight (routine FDA inspections) 9
10 503B Outsourcing Facilities Allows production of compounded products without individual patient prescriptions Can have some patient specific and some nonpatient specific compounding but ALL would be subject to cgmp requirements Does not have to be a licensed pharmacy Compounding does have to be done by or under direct supervision of a licensed pharmacist No wholesaling allowed 10
11 Insanitary Conditions - Defined Insanitary conditions are conditions that could cause a drug to become contaminated with filth or rendered injurious to health Drug does not have to actually be contaminated Drugs produced under insanitary conditions are considered adulterated under federal law Prohibited under section 501(a)(2)(A) of FDCA Neither section 503A nor section 503B provides an exemption to the insanitary conditions prohibitions 11
12 Which of these would be an Insanitary Condition? A. Giving your dog a bed in close proximity to a compounding area B. Office style top-loaded drinking water used for formulating sterile products C. Coffee filters used to filter particulates D. Toaster ovens used for dry heat sterilization and depyrogenation E. Kitchen dishwasher and detergent used to clean sterile compounding equipment and utensils F. All of the above 12
13 Which of these would be an Insanitary Condition? F. All of the above How many of these conditions have been observed by FDA investigators??? ALL of them 13
14 Insanitary Conditions Examples Mold and/or bacterial contamination Sources of non-microbial contamination in production areas Wood surfaces in cleanrooms Poor aseptic technique Renovations in the immediate compounding area Handling hazardous, sensitizing, or highly potent drugs without adequate controls to prevent cross-contamination Exposing sterile drugs and materials to less than ISO 5 quality air Animals (pets or otherwise) in facility in close proximity to the compounding room Insects in cleanrooms, ceilings Performing aseptic manipulations with exposed hair or skin (hands, wrists, forehead, mouth, or legs) Standing water or evidence of leakage in production or adjacent areas Improper gowning Failure to disinfect or change sterile gloves when sterility or integrity may have been compromised 14

15 Photos of Insanitary Conditions Visible microbial contamination 15

16 Photos of Insanitary Conditions Table for ISO-5 is laminated particle board 16

17 Photos of Insanitary Conditions HEPA filters visibly dirty 17

18 Photos of Insanitary Conditions Sleeve of the glove box is damaged 18

19 Photos of Insanitary Conditions Exposed legs of gowned employee working in the cleanroom 19


20 Photos of Insanitary Conditions The HEPA filter located immediately above the ISO 5 workbench was observed to have been stained on the filter surface The HEPA filter stain was due to drug product which had exploded due to excessive pressure applied when forcing non-sterile product through a sterilizing filter. The device used to force the product through the sterilizing filter was a stainless steel caulking gun 20

21 Insanitary Conditions Why do they matter??? Drug Contamination Patient Injury Drug products prepared, packed, or held under insanitary conditions could be contaminated and cause serious adverse events, including death FDA Guidance on Insanitary Conditions Note: Image above shows fungal growth in a patient s spinal fluid sample following the injection of a contaminated CSP into the patient s spinal column 21
22 FDA Guidance for Industry On 9/25/18, FDA released a revised guidance on Insanitary Conditions at Compounding Facilities Available at: anceregulatoryinformation/guidances/ucm pdf Note: Guidances for Industry are intended to explain FDA s current thinking and/or expectations related to a given topic 22
23 Switching Gears CLEANROOM AND HEPA CERTIFICATION REPORTS 23
24 How HEPA Filters Work The HEPA filter is a particulate filter. The HEPA filter retains airborne particles and microorganisms, however gases pass freely through the filter HEPA filters retain particulate matter by several mechanisms working together including: Sieving, Interception, Inertial Impaction and Diffusion 24
25 USP <797> Certification Requirements Requires certification every 6 months under dynamic conditions Dynamic conditions during simulation of product manipulations and material transfers Static conditions the room is at rest no workers performing manipulations inside the hood or moving around room Recertification also required when the device or room is relocated or altered or major service to the facility is performed References CETA Certification Guide for Sterile Compounding Facilities as the standard for certification procedures (CAG ) 25
26 FDA Recommendations FDA also recommends that facilities certify the ISO 5 area every six months If the ISO 5 area is not certified every six months or does not pass all certification requirements, there is no assurance that the ISO 5 area is working properly (e.g., generating unidirectional ISO 5 airflow) 26
27 Requirements How do you ensure your report meets requirements? What should I look for? What do these numbers mean? What is a patch? When should I seek additional guidance? Should I wait for the report to be issued or should I get the raw data on the date of the certification? 27
28 Test Certification Report Name and address of testing organization Date of Testing No and year of the publication of the relevant part of ISO14644 (i.e. ISO 14644: ) Location of cleanroom Specific representation of locations (diagrams if necessary) ISO Class Occupancy Particle count sizes considered Test method used Identification of test instrument/s and calibration certificates Test Results Reference: Moldenhauer, J (2017)Environmental Monitoring A Comprehensive Handbook, Volume 8, Bethesda, MD:DHI 28
29 Step by Step Overview REPORT BREAKDOWN 29
30
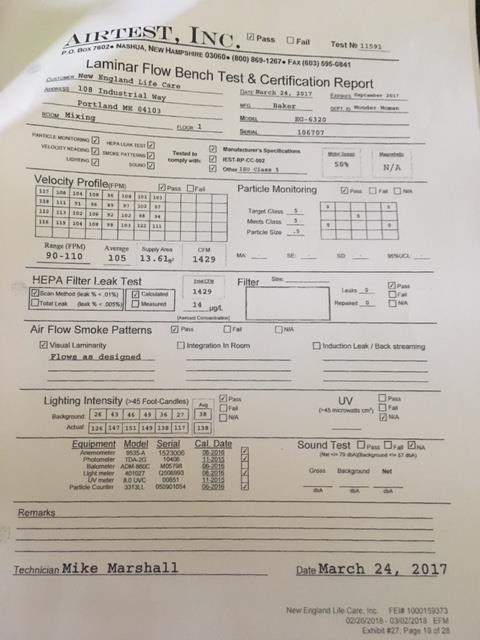
31 Top of Report Identifies Hood Model Number of Hood Type of Hood or CAI or CACI Date of Certification Date of Next Certification Name of Certifier Identifies the testing to be performed 31

32 Picture of top
33 Velocity Profile 33


34 Velocity Testing Equipment Hot Wire Anemometer ** DelQkHU9PM%252C_&usg=AFrqEzcre5zupvAydPjGbNVNTZ2wX4a- 0g&sa=X&ved=2ahUKEwjg_YPAns_cAhUFtlMKHSezCjoQ9QEwDnoECAIQIA#imgrc=HkjGMlYVCO2HgM: *** ed=2ahukewjwudseom_cahvqyvmkhtrubdqq7al6baggebe&biw=1366&bih=662#imgrc=0c7ynzkwut2pdm: 34


35 Velgrid Typical multipoint sensor array. (Image: ENV Services) (Image: Shortridge Instruments VELGRID) 35
36 The Test Must Show the Following: Adequate velocity to sweep particulate matter away from the filling, closing area. Air flows from point of filtration across product to returns with no turbulence Positive pressure to adjacent areas The room maintains performance as operated with all processing equipment on and personnel in place, as well as at rest. 36
37 Break Down of Lower Section of Report 37
38 Particle Monitoring The airborne particle count cleanliness classification test is performed to determine the actual particle count level within the facility at the time of the test (As-Built, At Rest and Operational) 38
 of airborne particles with sizes equal to and larger than the particle sizes shown. Image courtesy of : https://www.google.")
39 Airborne Particulate Cleanliness Classes In Accordance With ISO Standard Class limits are given for each class name. The limits designate specific concentrations (particles per unit volume) of airborne particles with sizes equal to and larger than the particle sizes shown. Image courtesy of : classification/&h=581&w=888&tbnid=kuktw5rjz3dilm:&q=iso cleanroom+standards&tbnh=137&tbnw=211&usg=afrqezfbxmk8_vk5pjxx3clkh7ruagyqja&vet=12ahukewjxu- Lfm9vcAhXR0FMKHaPyAPwQ9QEwAHoECAYQBg..i&docid=BjboTyK33_MSPM&sa=X&ved=2ahUKEwjxu-Lfm9vcAhXR0FMKHaPyAPwQ9QEwAHoECAYQBg
40 HEPA Filter Testing Airflow/Velocity Testing Integrity/Leak Testing Reporting a Leak Filter Patching 40
41 HEPA Filter Leak Testing Filter scanning is used to ensure that any leaks that are detected in the filter pack are appropriately sealed. Three types of testing available: Photometer Scanning Photometer Total Leakage Particle Counter Scanning 41
42 Aerosol Photometer Filter Scan Test Method This test provides both qualitative and quantitative results in identifying leaks. It is important that the entire face of each filter is scanned for leaks, using an overlapping of stroke with the probe. Additionally, scan the perimeter of each filter to locate leaks in the bond between the filter pack and the frame and to locate leaks in the seal of the frame and support structure. The probe used by the technician should be held approximately 1 inch from the filter face during scanning to prevent damage to the filter. 42
43 Reporting/Documenting Leaks Should be documented on certification report Location and size should be documented Corrective actions (if taken) should be documented Ask certification technician about leaks on the day of certification, esp. if contractor typically sends report at a later date 43
44 Filter Patching Repairs at Factory: individual patch can be no more than 2 in² or block more than 1% of the filter face Repairs in Field: individual repairs should be no more than 1.5 in on smallest side; repairs should not block more than an additional 3% of filter face 44
45 Air Flow Smoke Patterns Smoke studies should be conducted as part of the certification to assess the airflow patterns necessary to maintain unidirectional flow from areas of higher air quality (e.g., ISO 5) to areas of lower air quality (e.g., ISO 7) to prevent microbial contamination of the sterile drug products during processing. To verify that the airflow within the critical areas is downward with no dead spots or refluxing into the critical site. Conducting smoke studies under dynamic conditions helps to ensure that unidirectional airflow is maintained while personnel are working in the ISO 5 area. 45
46 Smoke Studies Make sure the equipment used during production is within the hood at the time of the smoke study Smoke study should be done under dynamic conditions Document your dynamic conditions (number of personnel, operation simulated, equipment in hood) Ensure all operations are covered by smoke during study Simulate your most common and/or most complex operations during smoke study Know the type of smoke being used so you know how to clean the hood afterward 46
47 Smoke Studies of the ISO-5 47
48 Lighting Intensity The purpose of the lighting level and uniformity tests is to verify that installed lighting levels and lighting uniformity meet the standard requirements. Testing Methods may vary. Some common elements that pertain to all tests include: Lamp conditioning Measurement of conditions Instrumentation and equipment Creating a grid patter for testing locations. 48
49 Required Service and Maintenance Report states what was done during the certification If the technician performed any repairs it would be noted in this area Some reports tell you if the certification was done under dynamic conditions If dynamic conditions make sure certification has details including the number of individuals in the room, what was being done and the configuration of equipment and supplies within the hoods and rooms. 49
50 Pressure Differentials FDA recommends that facilities measure pressure differentials during operations to help ensure proper airflow (i.e., from areas of higher quality air to adjacent areas with lower quality air). Insanitary condition: A facility designed or operated in a way that allows the influx of poor quality air into a higher classified area. Examples include air return located next to the HEPA filter rather than near the floor; an air vent between Buffer room and unclassified areas; a door opened between the unclassified area and the ISO 8 anteroom while the door between the ISO 7 and ISO 8 areas is also open; inadequate pressure differentials between areas of higher quality air and lower quality air. 50

51 Examples 51
52

53
54 Environmental Monitoring and Personnel Monitoring The following slides were completed by a member of the Office of Manufacturing Quality within the compounding group.
55 Environmental and Personnel Monitoring Evaluating the quality of air and surfaces in the cleanroom environment should start with a well defined written program and scientifically sound methods. The monitoring program should cover all production shifts and include air, floors, walls, and equipment surfaces, including the critical surfaces that come in contact with the product, container, and closures. A vigilant and responsive personnel monitoring program should be established. Sterile Drug Products Produced by Aseptic Processing Current Good Manufacturing Practice Guidance for Industry 55
56 Why have a robust environmental monitoring program? The environmental controls and data collected through environmental monitoring will ensure drug products are produced within an adequate aseptic environment and not under insanitary conditions, as described in FDA draft guidance Insanitary Conditions at Compounding Facilities FD&C Act 501(a)(2)(A) A drug is deemed to be adulterated if it has been prepared, packed, or held under insanitary conditions whereby it may have been contaminated with filth, or whereby it may have been rendered injurious to health. 56
57 Environmental and Personnel Monitoring The so what? Sterility tests are not statistically reliable to ensure sterility of products. Firms need to be able to demonstrate that aseptic conditions are maintained and exist during daily operations quality is built in Drug Quality Assurance Drug quality is built into the drug by paying attention to facility design, environmental controls and production process. 57
58 Environmental and Personnel Monitoring FDA recommends that facilities conduct routine environmental monitoring, including: a. nonviable airborne particulate sampling; b. viable airborne particulate sampling; c. personnel sampling (including glove fingertip sampling); and d. surface sampling, including but not limited to equipment, work surfaces, and room surfaces 58
59 Environmental Monitoring FDA recommends that facilities certify the ISO 5 area every six months. If the ISO 5 area is not certified every six months or does not pass all certification requirements, there is no assurance that the ISO 5 area is working properly (e.g., generating unidirectional ISO 5 airflow). Smoke studies should be conducted as part of the certification to assess the airflow patterns necessary to maintain unidirectional flow from areas of higher air quality (e.g., ISO 5) to areas of lower air quality (e.g., ISO 7) to prevent microbial contamination of the sterile drug products during processing. Conducting smoke studies under dynamic conditions helps to ensure that unidirectional airflow is maintained while personnel are working in the ISO 5 area. 59
60 Environmental and Personnel Monitoring FDA recommends that facilities measure pressure differentials during operations to help ensure proper airflow (i.e., from areas of higher quality air to adjacent areas with lower quality air). Insanitary condition: A facility designed or operated in a way that allows the influx of poor quality air into a higher classified area. Examples include air return located next to the HEPA filter rather than near the floor; an air vent between classified and unclassified areas; a door opened between the unclassified area and the ISO 8 anteroom while the door between the ISO 7 and ISO 8 areas is also open; inadequate pressure differentials between areas of higher quality air and lower quality air. 60
61 USP <797> Environmental Monitoring Standards Qualification of the ISO-5 Current USP <797> Yes Meet ISO-5 particle count Frequency of monitoring/test Proposed Revised USP <797> Yes 6 months 6 months Dynamic Conditions of Test Dynamic 61
62 USP <797> Environmental Monitoring Standards Qualification of the ISO-5 Current USP <797> Proposed Revised USP <797> Demonstration of unidirectional air flow Yes Dynamic Conditions of Test Yes Dynamic 62
63 USP <797> Environmental Monitoring Standards Qualification of the ISO-7/8 Current USP <797> Yes Meet ISO-7/8 particle count Frequency of monitoring/test Proposed Revised USP <797> Yes 6 months 6 months Dynamic Conditions of Test Dynamic Demonstration of air-flow through and out of rooms Not addressed Not addressed 63
64 USP <797> Environmental Monitoring Standards Environmental monitoring frequency Current USP <797> Proposed Revised USP <797> Particle count (a.k.a. non-viable air ) 6 months 6 months Viable air particle 6 months 6 months Surfaces 6 months 1 month Pressure differentials between rooms Daily before production Daily before production 64
65 USP <797> Environmental Monitoring Standards Personnel monitoring Current USP <797> Frequency Proposed Revised USP <797> 6 months 3 6 months Gloved fingertips only Area sampled Gloved fingertips only 65
66 Common Environmental Monitoring Program Deficiencies Non-representative or biased environmental monitoring, for example: Not performing EM under dynamic/operational conditions Locations of samples not significant Cleaning and disinfecting occurs before sampling Growth media do not contain neutralizers to residue of previous cleaning and disinfecting Growth media not demonstrated to be growth promoting Incubation not performed under temperatures that promote growth. 66
67 Resources ISO Standards 14644, Cleanrooms and associated controlled environments Part 1: Classification of air cleanliness by particle concentration Part 2: Monitoring to provide evidence of cleanroom performance related to air cleanliness by particle concentration Part 3: Test methods CETA Guidelines, Certification Guide for Sterile Compounding Facilities (CAG v. 13) Compounding Isolator Testing Guide (CAG ) Certification Matrix for Sterile Compounding Facilities (Secondary Engineering Controls) (CAG ) U.S. Pharmacopeial Convention, FDA s Guidance for Industry on Sterile Drugs Produced by Aseptic Processing 67
68 Resources FDA website on Human Drug Compounding Includes Compounding Guidances, information on Outsourcing Facilities, compounding related recalls, inspections, etc. Can access FDA s Human Drug Compounding Progress Report: Three Years After Enactment of the Drug Quality and Security Act, dated January cycompounding/ucm htm Newly released compounding documents: Draft MOU addressing certain distributions of compounded drug products Facility definition under Section 503B Compounded drug products that are essentially copies of a commercially available drug product under Section 503A Compounded drug products that are essentially copies of approved drug products under Section 503B Mixing, Diluting, or Repackaging of biological products outside the scope of an approved BLA 68
69 Thank You QUESTIONS?? 69
70
71 Interesting Cases BACK UP SLIDES 71