Daniel T. Buckley Manager of R&D American GFM
|
|
|
- Basil Taylor
- 5 years ago
- Views:
Transcription


1 Daniel T. Buckley Manager of R&D American GFM
2 Preforming goes back about 75 years Invented by Ivan Brenner All Liquid Composite Molding Processes Closed Mold Processes RTM, SRIM, VARTM, High Pressure RTM, ETC. RTM Lite, Resin Infusion, RFI Wet Compression Molding Mid to High Volume Structural, Semi-Structural and non Structural
3 Reduce Cost Repeatable and Accurate Laminate Schedules Reduction of Manual Labor Faster Molding Cycle Use of Hot Molds Use of Closed Molds to eliminate VOCs Efficient use of expensive Molding tooling Compression Molding Mid to High Volume Predictable Molding Process
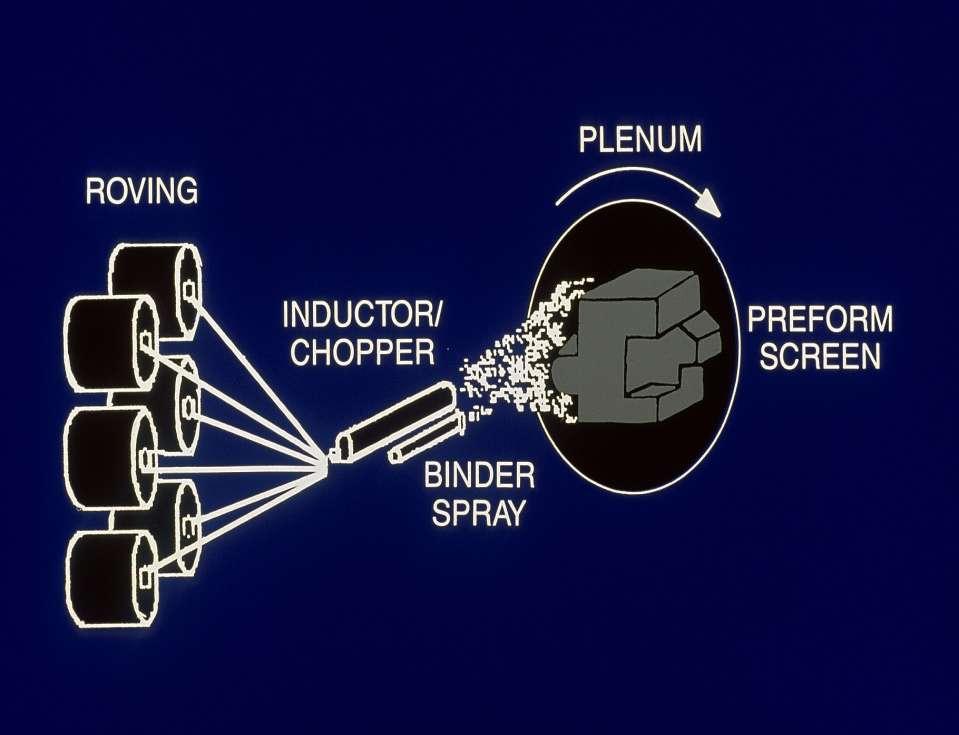
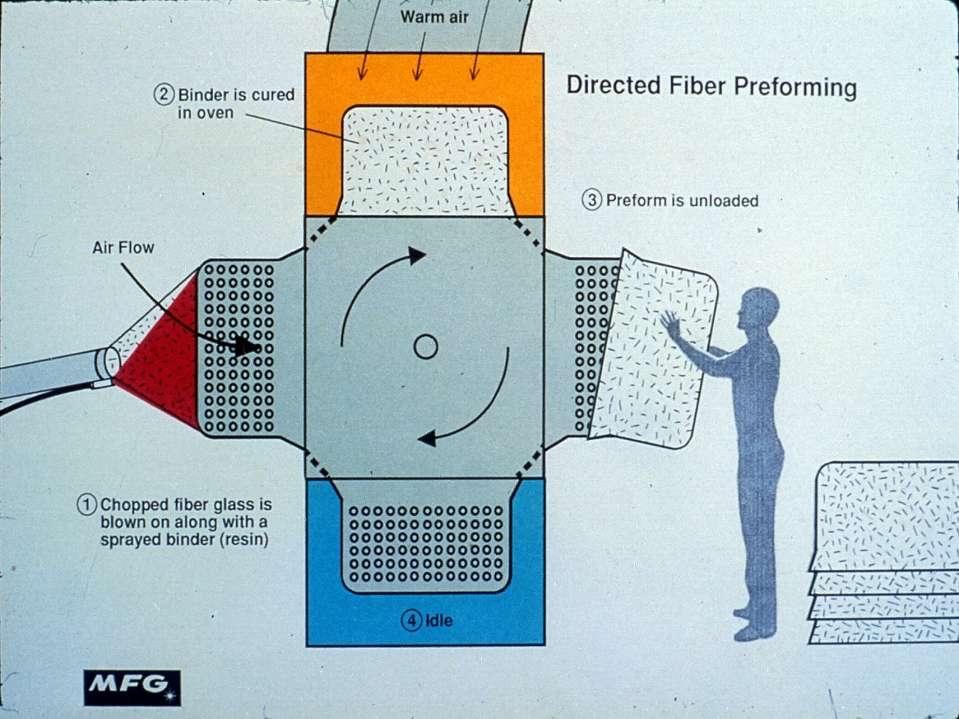
4 Directed Fiber Oldest method P4/P3 and variations Slurry Rimfire Bentley Magnetic Carbon Fibre CompForm and MatForm Thermo/Thermal Forming Many Variations on Theme Powdered Binders Thermoplastic or Thermoset Binders Factory supplied preformable mats and fabrics
5 CompForm Visable Light or UV Light Cure Carbon Fiber Specific Processes Single Bladder, Double Bladder Diaphragm, Vacuum forming, Pressure/presser foot/roller, etc. Binders Liquid, Powder/Melt and String Thermoset Binders Epoxy, Urea, Resol, Acrylate, UP, Epoxy Acrylate, etc. UV and Visible light curable Thermoplastic Binders PBT, PET, Epoxy, etc. Tackifiers Staples and Tape
6 Oldest Preforming Method Variations P4, P3, Powdered and String Binders Brenner/CompForm Budd Slurry Dow Flame Spray RIMFIRE
7
8

9

10 Complements of MFG

11 Complements of MFG

12 Complements of MFG

13 Complements of MFG

14 Complements of MFG

15

16 Brenner/CompForm

17 Brenner/CompForm

18 Brenner/CompForm

19 Courtesy OCF

20 Courtesy OCF

21 Courtesy OCF

22

23 Pre weighed chopped fibers are dispersed in water. Air is bubbled up from bottom to keep fibers dispersed. weighed chopped fibers are dispersed in water.

24 Chopped fibers are collected by perforated screen as it is moved vertically through water until screen is above water and can be removed for drying.

25

26

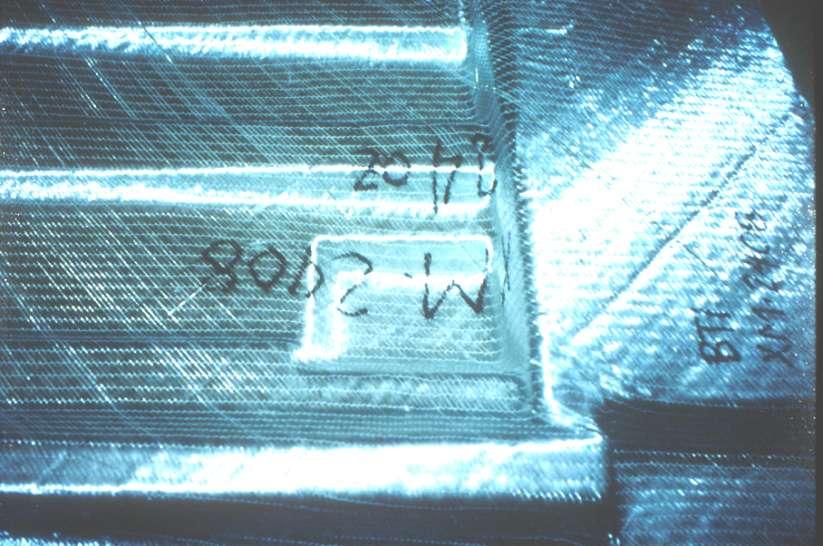
27 Spare Tire Well Preform Courtesy of Bentley

28 Molded Spare Tire Well Courtesy of Bentley
29 Low cost input materials-rovings Isotropic Properties P3,4 etc. capable of some Anisotropy Very low trim scrap Low to Mid Volume Fractions/Slurry Low to High Volume Fractions/P s Deep draw possible, male tooling In Mold Rimfire, onto Gelcoat In Mold-Bentley Magnetic Carbon Fibre In Mold-Various flame/hot melt binder Preform and mold in same tool Relatively Fast Deposition Rates
30 Isotropic Properties Difficulty getting Anisotropy High Energy Use Mid to High Volume Fractions difficult Large Volume Fraction Variations Randomized Process High loft and loft control, Inside Radii Bridging, Outside Radii Blocking Rimfire, Fast Loft increases with thickness Deposition Rates can be slow
31 Poor Shape Definition on side away from screen Thickness/Weight/Volume Fractions limited by Air Movement Some Binders Systems Non Compatible with Matrix Resins Some Binder Systems Migrate during Molding Some Binder Systems foul the Preforming Equipment and ducting Can be messy around equipment
32
33 Heat/Form/Cool process Heating Typically IR Ovens Binder releases when heated above Melt Temperature Thermoformable Continuous Strand Mats typically use Thermoplastic Binders (PBT) Various NCF Fabrics supplied with various Thermo Process capable Binders Typically Binder applied during Weaving/Stitching Some Carbon fabrics with Epoxy based Binder Binders can be applied at Molders Location

34 Courtesy OCF

35 Courtesy OCF
36 Standard Materials Available Some Thermal Forming NCF Fabrics Available Some Woven Fabrics Available Isotropic Properties with Continuous Strand Mats Relatively Fast Processing Times Relatively Low Cost Equipment Glass and Carbon manual preforming possible Different Types of Binders can be Used

37

38 Courtesy of Plasan
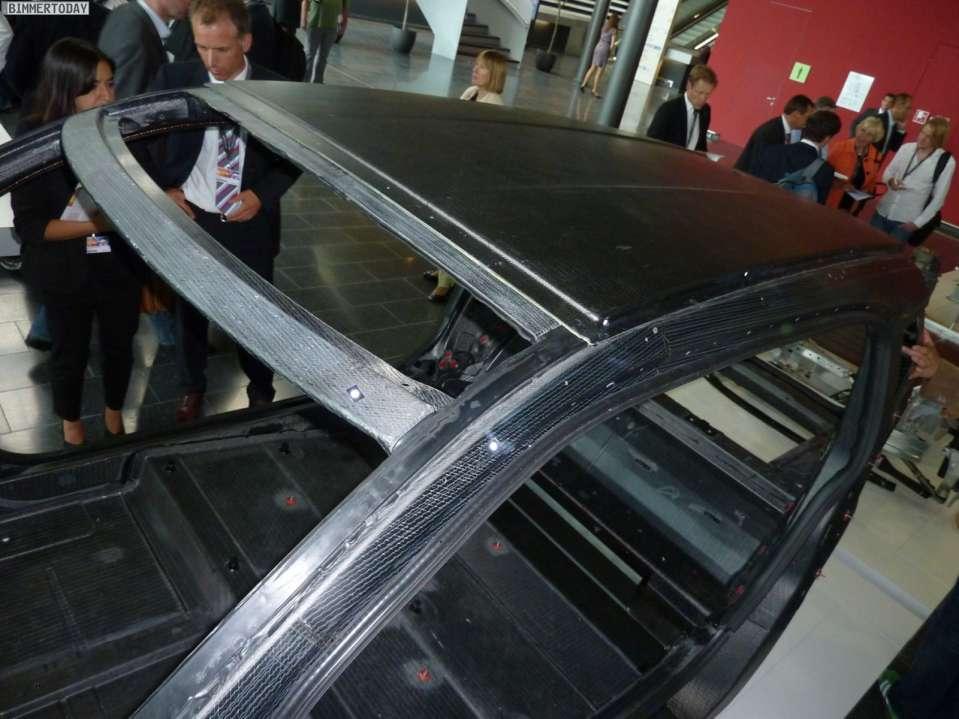
39 BMW i3

40 BMW i3
41 Limited Material Selection but getting Better Volume Fractions Energy due to Heating/Cooling Very Thick or Very Thin Preforms Isotropic Properties with mats Draw or Depth Thinning During Draw Springback
42 Conformability/Drapability Wrinkling, Folding and Bunching High Cost of Material With High Temp Molding the Binder can release and not hold fibers in Place during infusion Thermoformable CSM Expensive for Properties Supply of Thermoformable Mat is Limited Can be Very High Trim Scrap Sometimes Binder Migrates during elevated Temperature Molding Processing Binder Compatibility

43 Courtesy of Fiber Innovations
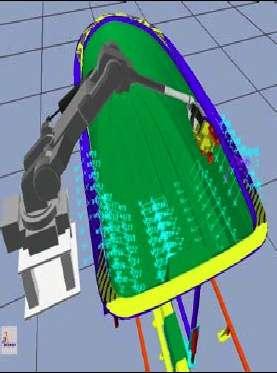
44 Custom braided sleeve products and Some Standardized Products Historically Both are relatively expensive Historically, Typically for Low Volume Great Physical Properties Various Anisotropy All different kinds of Fibers and hybrids Z Direction Reinforcing Tailored Fiber Placement is very Material efficient and getting faster with new technology Tailored Fiber Placement can be combined with larger preforms made from NCF Fabrics Not rigid preforms but can be





45 Tailored Fiber Placement Fiber Orientation and Geometry Optimized for Product Properties LayStitch Fiber Printer cement.com Phone: +1 (248) Fristedt@LayStitch.com



46 LayStitch Fiber Printer Phone: +1 (248) Needle Thread


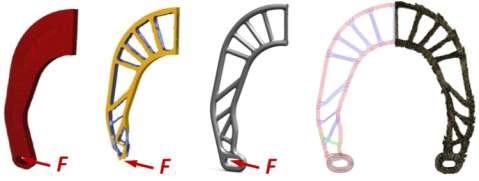

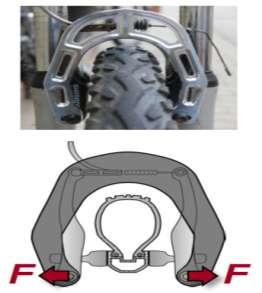
47 LayStitch Fiber Printer t.com Phone: +1 (248) Material Optimization Topological Optimization

48
49 Uses Light cure for Fiberglass Materials Special Matrix Resin Specific Binders for Carbon Fiber Very thick preforms and Opaque Materials Target Markets are Automotive and Higher Volume Applications Very High degree of Process Flexibility Process easily Automated Process can provide Net Shape Preforms Infusion Stable Binders

50 From AGFM

51 From AGFM

52
53 Light Cure is Very fast Cure is maximum of 18 to 20 seconds Cure can be in 1-3 second range Very Energy Efficient No lights used except during cure step No Heating required in Process Therefore Low Cost Composite Tooling Works on all Fiberglass Materials Engineering Fabrics Continuous and Chopped Strand Mats All Veils
54 Energetic Stitching Complex Preforms Lighting can be on Tooling Surface Eliminates High Intensity Lights Single side or Two side Lighting Lighting can come on with Tooling Closed Flexible Cell Designs Binders are Compatible with all common Matrix Resins Can Preform behind and onto skins Works with Directed Fiber Preforming

55 From AGFM

56 From AGFM
57 Extremely Fast cure Cycles Possible Typically User Determines Binder % Liquid Binder is 100% Solids, no VOCs User can Determine Binder Location Matrix Resin BinderCompatibility Complex Preforms Selective Curing Complex Shapes Low Energy Cure
58 Virtually any Reinforcing Material Conformability of Certain Materials High Volume Fractions Cores and Fasteners Anisotropy determined by Material Selection and Laminate Schedule Preform Assembly for very Difficult Shapes or Impossible Shapes Preforms to any Thickness
59 Single Step Thickness Limited Anything Opaque Liquid Binder Application Cost of High Intensity Lighting Very Deep Draws can be slower or require Male Preforming tooling or require Separate preforms Binder Cost Relatively High
60 Net Shape is when the Preform fits the Molding Tool with no material outside the Mold Cavity Net Shape fits the molding tool such that the parting line is closed Net Shape provides molded parts that do not have to be trimmed except for flash Net Shape provides parts that are essentially ready to be used Net Shape eliminates most or all secondary operations
61 Net Shape virtually Mandatory for High Volume Net Shape Yields High Degree of Accuracy in the Molded Part Net Shape Keeps the Parting Line Sealed Net Shape allows High Molding Pressure and Closed parting lines Net Shape allows High Resin Holding Pressures Net Shape allows Control over Mold Vacuum
62 Net Shape requires Accurate Trimming/Cutting Net Shape Cutting Machinery is Expensive Net Shape Cutting/Trimming adds Step Net Shape requires accurate Near Net Shape Preforms Net Shape Requires stable Preforms to prevent fiber distortion during Cutting/Trimming Net Shape Preforms to be stable during Handling

63 Courtesy of Ford Motor Company

64 Courtesy of Ford Motor Company

65
66


67
68 From AGFM

69 4 Layers 24 oz Woven Roving From AGFM
70 Saertex,Chomarat, Syncoglass, Owens Corning, Etc Pros Simple Shapes do not Require Preforming Essentially a Sandwich Construction Different Core Materials Available Easy Infusion Cons High Cost to Performance Ratio Draw Limits and Thinning Low Volume Fractions High resin content between mats in center

71 From AGFM
72
73 Simple Shapes Do not Require Preforming Unless fiber stabilization required for infusion Numerous Different constructions available Can be Stitched Fabrics or Woven Fabrics Good for Structural Applications Excellent for Preforming using Binders for Stabilization Varying levels of Conformability Available in all kinds of Fibers Hybrids Available Available in various fiber orientations Available in multiple axial orientations Excellent Physical Properties
74 Can be Expensive Difficult to Handle Manually Some Constructions do not conform well Often Lose fiber alignment during Handling Can Lose fibers during Handling Fiber Alignment and Density changes during forming Density changes can make infusion difficult Dry spots Racetracking

75

76 Courtesy of Bentley

77 Courtesy of Bentley
78 From AGFM

79 Courtesy of Plasan
80 From AGFM
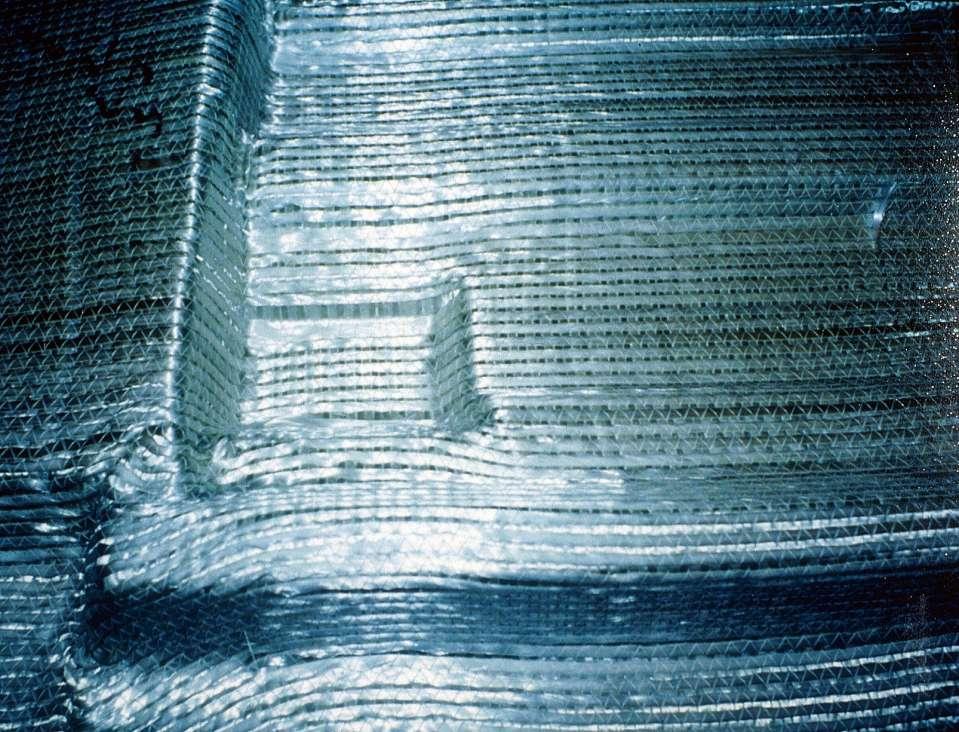
81 From AGFM

82 From AGFM
83
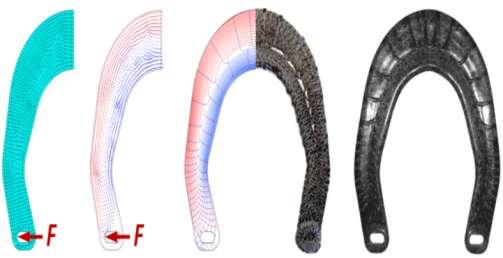
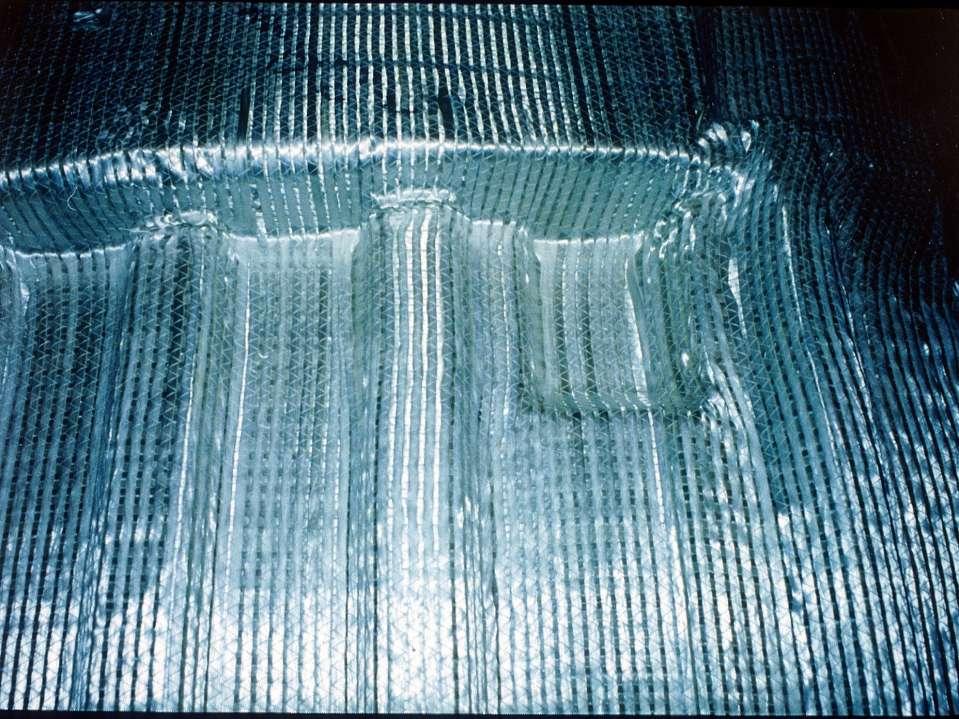
84 Conformability is the most Important Criteria for Preforming any Roll good Material During Preforming, Densities and Thickness Change Locally Failure to conform creates numerous molding and infusion problems To Model Flow, the Conformability needs to be known During Preforming Fiber Orientation changes as a function of the shape To Model Mechanical Properties the Fiber Orientation in 3D needs to be known


85 Complements of Textechno GmbH, contact:

86 Complements of Textechno GmbH, contact:


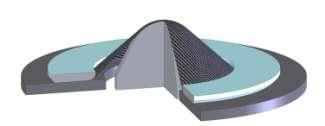
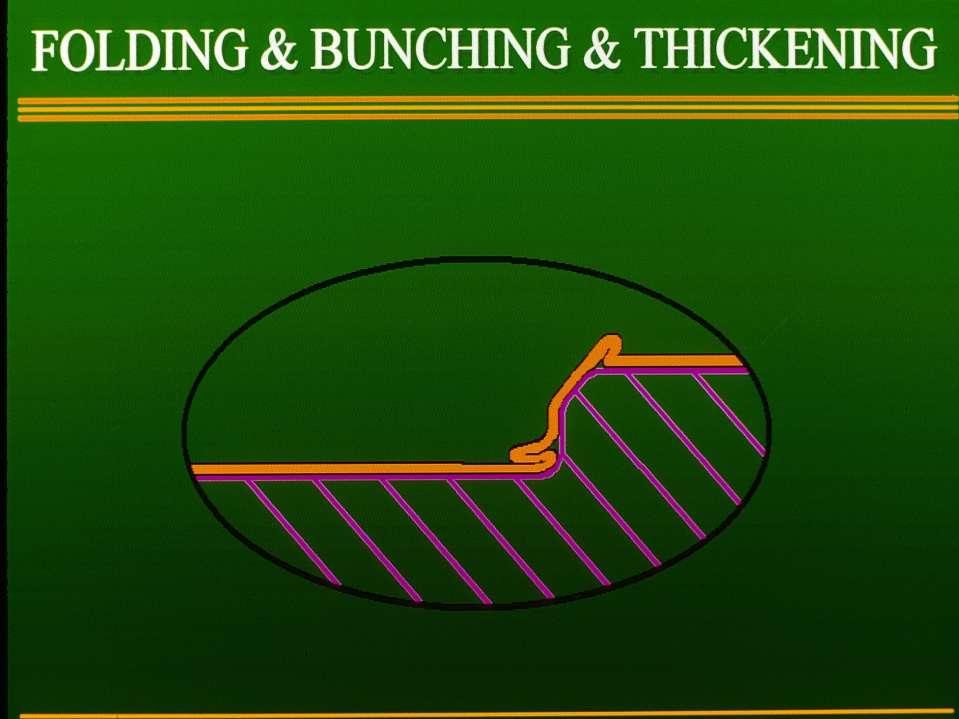
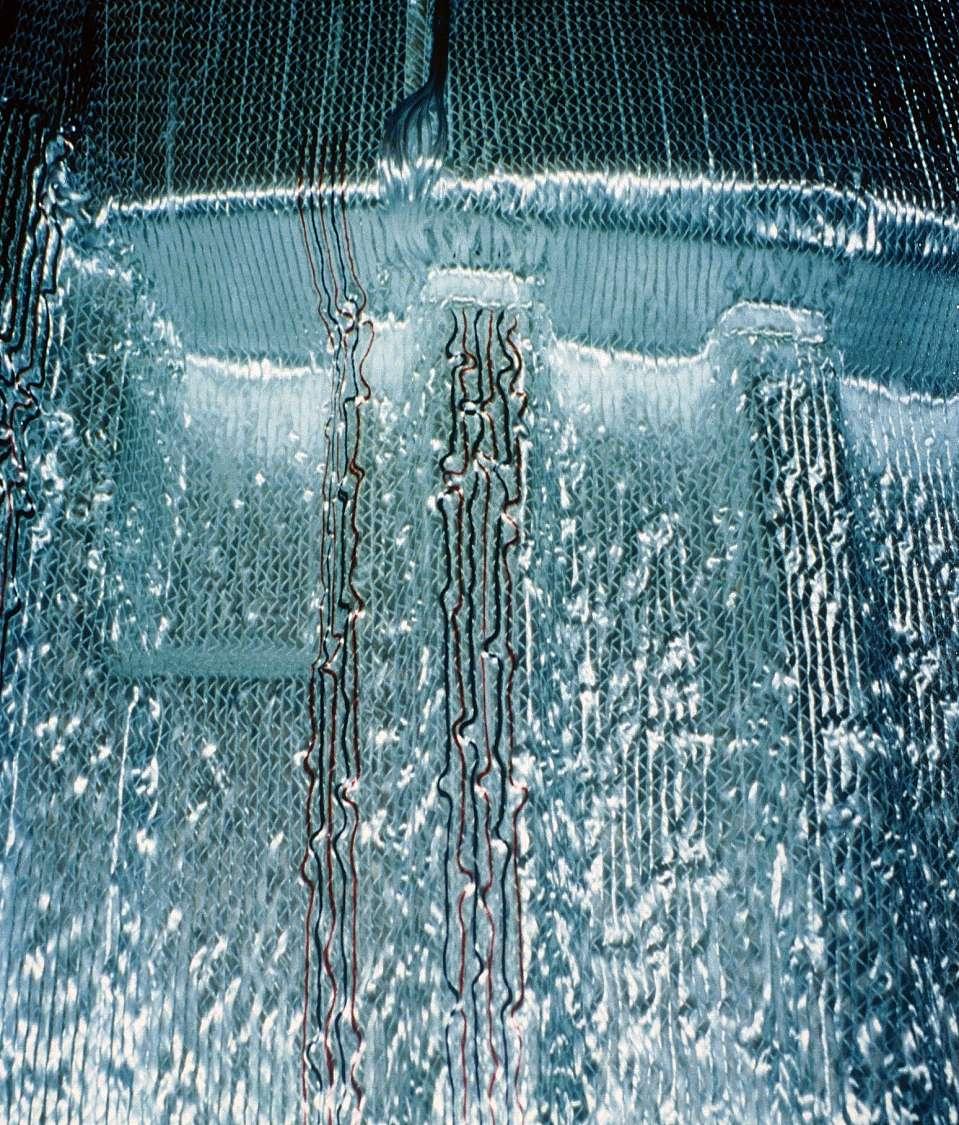
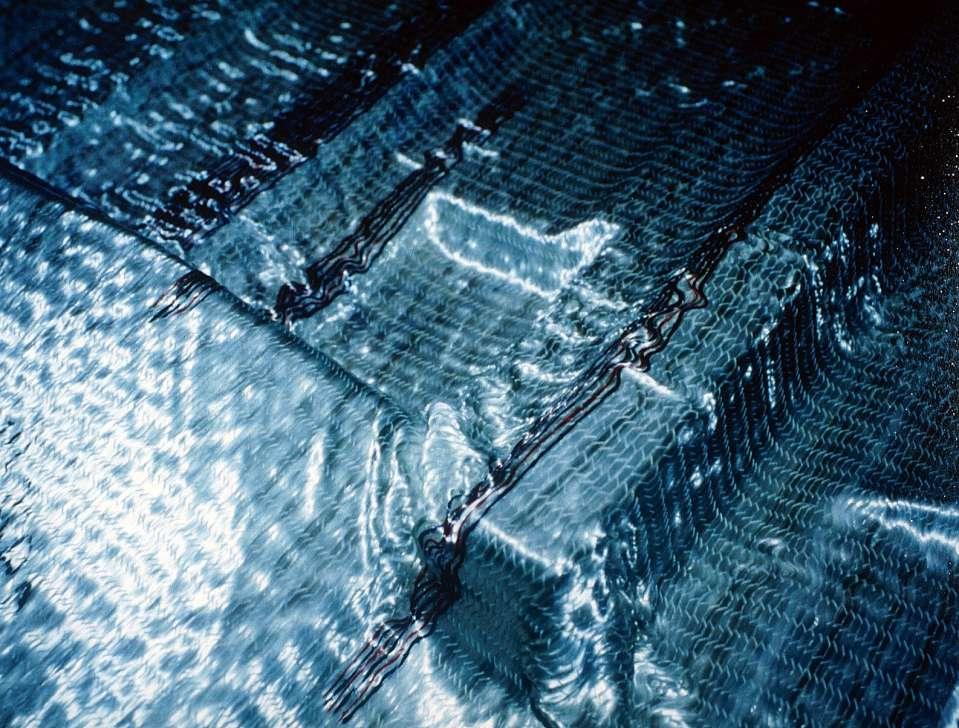
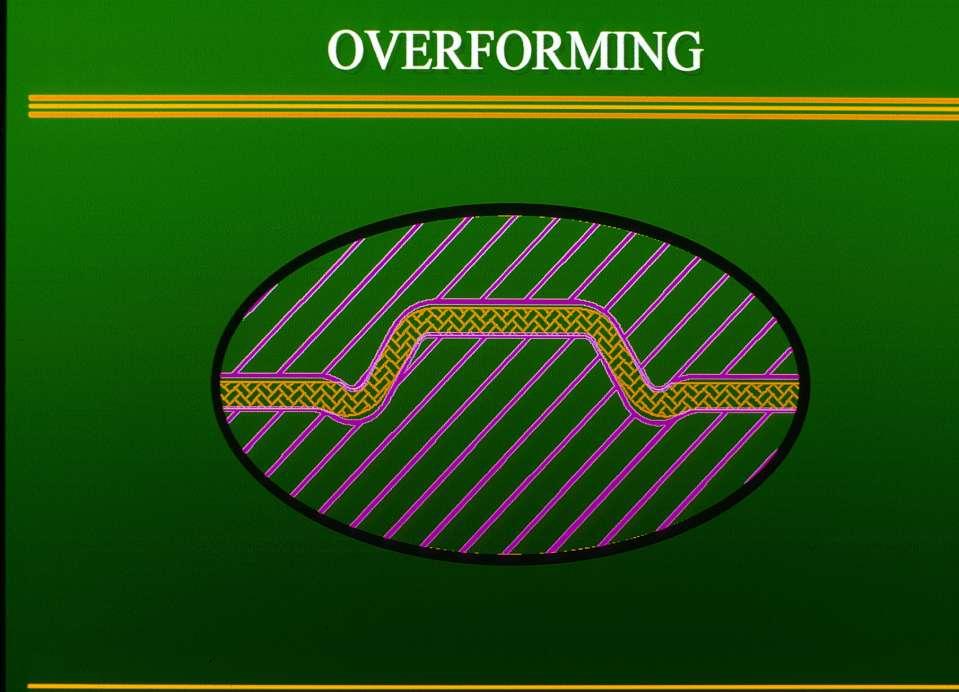
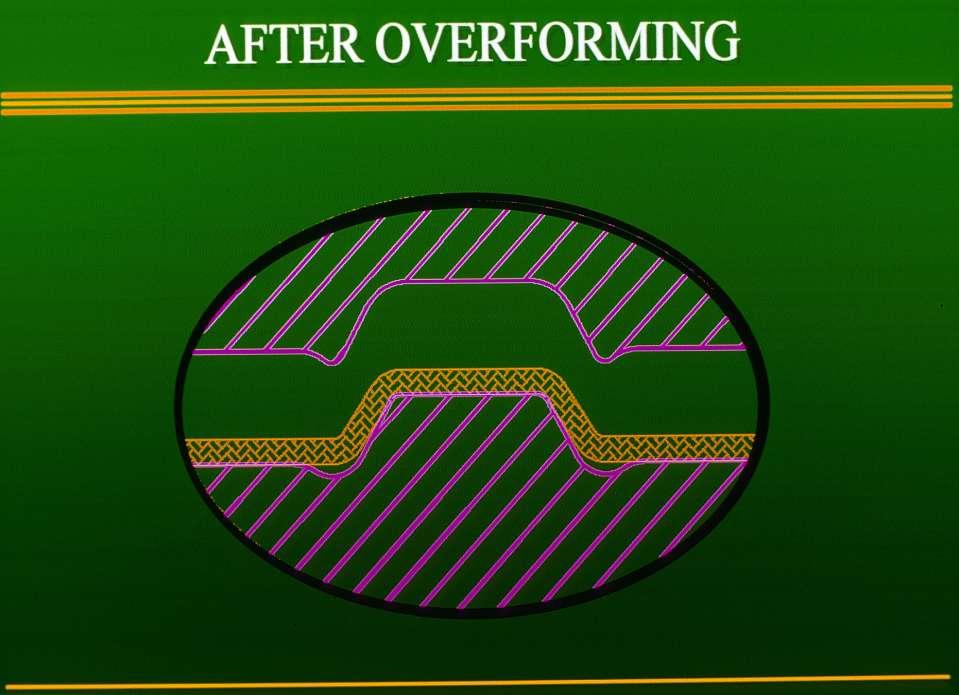
87 Complements of Textechno GmbH, contact:

88 Non Elastic Reinforcing Materials do not Stretch Fibers must Move, Shear or Break during Preforming of Roll Good Materials The above Problems create Dry Spots, Non- Fills, Racetracking and/or integrity Problems in the Molded Part
89
90 From AGFM
91 From AGFM

92 From AGFM

93 Courtesy Citroen
94 Material follows the contour created by the through plane forming pressure Areas of high fiber stress are created Springback is the tendency to relieve the stress All fiber reinforcing materials spring back to some degree depending on construction To Control Race-tracking and resin rich areas the tooling must compensate
95
96

97 Courtesy of Bentley

98
99 Typically Thermo/Thermal processes are used to melt Binders, thermoset or thermoplastic Preform can be Stabilized by either Cooling Binder or curing Binder Tackifiers are often used but do not produce a rigid preform Light Cure has very limited application with Carbon Fiber Single layer or with Fiberglass Usually Woven or Stitched Fabrics but can be Directed Fiber Bentley Developed adding Metal to Fibers and using Magnetic tooling to hold Directed Fibers in Place

100

101

102 Courtesy of Plasan
103
104 Look at Local and Global Properties Let Properties Drive Decisions Chopped Fibers vs. Continuous Fibers Random Fiber vs. Oriented Fibers Anisotropy vs. Isotropy Material Selection, 3D Shape and Laminate Schedule drive Preform Process Selection Model Fabric Conformability to verify material selection Model Fiber Density and Orientation for correct Flow modeling Model Flow to verify molding process
105 Performance Reinforcing Materials Selection Conformability Net Shape? Cores and fasteners? Cost Volume Driven Reinforcing Materials Cost Preforming Process Trim scrap Quality Quality/SPC Capable Process Low Scrap
106