SECTOR Production of solid sustainable energy carriers from biomass by means of torrefaction
|
|
|
- Blake Sharp
- 5 years ago
- Views:
Transcription

1 SECTOR Production of solid sustainable energy carriers from biomass by means of torrefaction J.H.A. Kiel R.W.R. Zwart J. Witt D. Thrän M. Wojcik M. English Presented at the International Workshop on Biomass Torrefaction for Energy, Albi, France, May 10-11, 2012 ECN-L May 2012

2 SECTOR Production of solid sustainable energy carriers from biomass by means of torrefaction International Workshop on Biomass Torrefaction for Energy Jaap Kiel, Robin Zwart, Janet Witt, Daniela Thrän, Magdalena Wojcik and Martin English Albi, France May 10 th,
3 Presentation overview Background & drivers Status torrefaction technology and product quality SECTOR- Project Facts Scope Objectives Torrefaction technologies considered Structure Summary 2
 Hydrophilic Vulnerable to biodegradation Tenacious and fibrous (grinding difficult) Poor flowability")
4 Biomass a difficult energy source In view of: Logistics (handling, transport and feeding) End-use (combustion, gasification, chemical processing) Difficult properties are: Low energy density (LHV ar = MJ/kg) Hydrophilic Vulnerable to biodegradation Tenacious and fibrous (grinding difficult) Poor flowability Heterogeneous 3
5 Bioenergy major challenge Enable decoupling of biomass production and use Place Time Scale By converting biomass in high-quality bioenergy carriers (solid, liquid or gas), that: Better fit in (existing) logistic infrastructures Allow efficient, reliable and cost effective conversion into electricity and heat, transport fuels and chemicals Solve biomass related problems at the source 4




6 Torrefaction for upgrading biomass Process parameters Temperature: C Absence of oxygen Torrefaction Pelletisation Tenacious and fibrous LHV = 7 12 MJ/kg Hydrophilic Biodegradable Heterogeneous Friable and less fibrous LHV = MJ/kg Hydrophobic Preserved Homogeneous Bulk density = kg/m 3 Bulk energy density = GJ/m 3 5
 30 55 7 10 1 5 1 5 10 15 Calorific value")
 16 25 16 25 22 35 85 87 50 55 Bulk density (kg/l) 0.20 0.")



7 Torrefied biomass properties in perspective Wood chips Wood pellets Torrefied wood pellets Charcoal Coal Moisture content (wt%) Calorific value (LHV, MJ/kg) Volatile matter (wt% db) Fixed carbon (wt% db) Bulk density (kg/l) Vol. energy density (GJ/m 3 ) Hygroscopic properties Hydrophilic Hydrophilic (Moderately) Hydrophobic Hydrophobic Hydrophobic Biological degradation Fast Moderate Slow None None Milling requirements Special Special Standard Standard Standard Product consistency Limited High High High High Transport cost High Medium Low Medium Low Abbreviations: db = dry basis LVH =Lower Heating Value sources: ECN (table, fig.1, 3), Pixelio (fig. 2, 5), ofi (fig. 4) 6


 possible, capex savings")
, higher co-firing percentages and enabling")
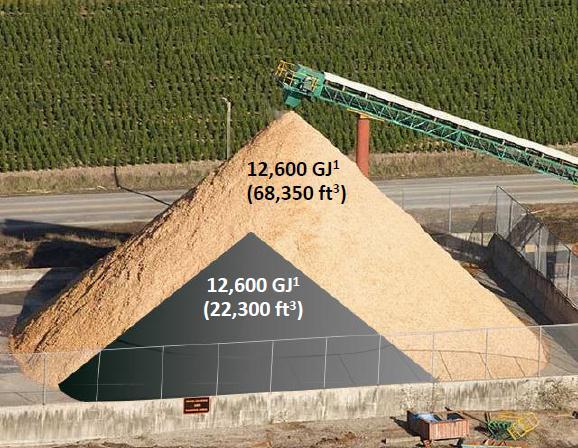
8 The added value of torrefaction Torrefaction (+ densification) enables energy-efficient (>90%) upgrading of biomass into commodity solid biofuels with favourable properties in view of logistics and end-use Favourable properties include high energy density, better water resistance, slower biodegradation, good grindability, good flowability, homogenised material properties Therefore, cost savings in handling and transport, advanced trading schemes (futures) possible, capex savings at end-user (e.g. outside storage, direct co-milling and co-feeding), higher co-firing percentages and enabling technology for gasification-based biofuels and biochemicals production Applicable to a wide range of lignocellulosic biomass feedstock, even mixed waste streams 7
9 Torrefaction technology Many technology developers (>50) due to strong market pull Often application of reactor technology proven for other applications (drying, pyrolysis, combustion) Good process control is essential for good performance and product quality control (temperature, residence time, mixing, condensables in torrefaction gas) High energy efficiency is crucial in view of overall cost and sustainability; overall energy efficiency is strongly dependent on heat integration design In general: torrefaction technology in demonstration phase with >10 demo-units and first commercial units in operation and under construction 8







10 Torrefaction technology many reactor concepts considered Multiple hearth furnace Rotary drum reactor Moving bed reactor Screw conveyor reactor Torbed reactor Oscillating belt reactor TurboDryer Microwave reactor 9

11 Densification Focus on pelletisation, but briquetting considered as well Good quality pellets can be produced without additional binder But: Pelletisation performance strongly dependent on biomass feedstock Case-by-case tuning of the pelletisation conditions (e.g., die type) required Good control of torrefaction conditions is essential Without binder, window for tuning product quality to logistics and end-use requirements may be small Special attention to safety issues (e.g., self heating, dust explosions) 10
12 Product quality optimisation Pilot, demo and first commercial plants produce kgtonne scale batches allowing representative logistics and end-use performance testing by industry Many coal-fired power plants want to be early adaptors and show interest in conducting co-firing trials (e.g., RWE, Vattenfall) Product quality optimisation requires a systematic iterative approach (2 iterative loops) For this purpose, European torrefaction developers, combustion and gasification technology providers and end-users have joined forces in the EU-FP7 project proposal SECTOR Biomass Torrefaction Densification Logistics testing End-use testing Validated and optimised solid biofuel 11




13 SECTOR Production of Solid Sustainable Energy Carriers from Biomass by means of Torrefaction Collaborative project: SECTOR Project start: Duration: 42 months Total budget: 10 MEuro Participants: 21 from 9 EU-countries (+ industrial advisory group) Coordinator: DBFZ (supported by ECN, ofi) 12


14 SECTOR participants Kick-off meeting at ECN (14-15 February 2012) 13
15 Torrefaction and densification technology roadmap Capacity 5-10 kg/h kg/h kton/a kton/a Woody biomass Proof-ofprinciple Proof-ofconcept Prototype (pilot-scale) Technical demonstration Commercial role out Time Non-woody biomass residues Proof-of- Proof-ofprinciple principle Proof-of-concept Prototype (pilot-scale) Technical demonstration Commercial role out Proof-of-concept Experimentally based process designs Technology identification Knowledge base Experimental infrastructure Economic evaluations full-scale (study about 30%) Set-up pilot phase development Prototype development (pilot-scale evaluation) Pilot plants / prototype technology Demo technical feasibility Process & product characterization (design) Economic evaluations full-scale (preliminary ca. 20%) Business plan(s) (technical demo) Technical demonstration Demonstration plants Technical optimization Product applications (logistics & end-use) Economic evaluations full-scale (definite ca. <10%) Business plan(s) (commercial operation) Commercial role out Commercial plants Quality control and assurance (product) Best practice for sustainability Product standardisation Purchase agreements (from energy & chemical sector) 14
16 SECTOR objectives Support the market introduction of torrefaction-based bioenergy carriers as a sustainable commodity solid fuel Further development of torrefaction-based technologies (up to pilot-plant scale and beyond) Development of specific production recipes, validated through extensive lab-toindustrial-scale logistics and end-use performance testing Development and standardisation of dedicated analysis and testing methods for assessment of transport, storage, handling logistics and end-use performance Assessment of the role of torrefaction-based solid bioenergy carriers in the bioenergy value chains and their contribution to the development of the bioenergy market in Europe Full sustainability assessment of the major torrefaction-based biomass-to-end-use value chains Dissemination of project results to industry and into international forums (e.g. CEN/ISO, IEA and sustainability round tables) 15
17 Torrefaction (reactor) technologies Different biomass feedstocks may require different reactor technologies Technical feasibility and market potential of the various torrefaction (reactor) technologies with different process conditions (pressure, temperature, etc.) still uncertain SECTOR is centred around four torrefaction technology options Reactor technology Rotary drum Multiple hearth furnace Screw reactor Torbed reactor Moving bed reactor Belt reactor European Technology developers & suppliers CDS (UK), Torr-Coal (NL), Umea/BioEndev (SE), ACB (AT), BIO3D (FR), Atmosclear (CH), CENER (ES) CMI-NESA (BE) Biolake (NL), FoxCoal (NL) Topell (NL) ECN/Andritz (NL), Thermya (FR), Bühler (CH) Stramproy Green (NL) Fluidised bed reactor VTT (FI) 16
 pilot Rotary drum (CENER) pilot")


18 Torrefaction (reactor) technologies Moving bed (ECN) pilot Rotary drum (Umeå University) pilot Rotary drum (CENER) pilot Torbed (Topell) demo Production with available pilot scale facilities Typical test runs hours Typical production per test few tons 3-6 different feedstocks Production with available demo plant Continuous operation Production of tons Specific feedstock 17







19 Storage Shipment Grinding & feeding Handling Pellet boiler Co-firing (Co-)gasification Logistics, handling and end-use source: Vattenfall source: Vattenfall source: Vattenfall source: Vattenfall Source: Pedersen Group Source: Loesche Source: BIOS
20 Logistics and handling of torrefied material Advantages Increased feedstock basis High energy density of torrefied products effective transport Reduced water retention force (hydrophobicity) Slower biodegradation potential Better grindability due to embrittlement Decreased costs for handling, storage and transport Biomass torrefaction can create new markets and trade flows as a commodity fuel ( product standards are needed) Disadvantages / Challenges Dust and dirtyness at handling and transport Safety issues must be assessed Self ignition and spontaneous combustion occurs at C Explosion hazards increase compared to conventional biomass but probably not in comparison with coal Compacting (pellets / briquettes) is more difficult Additional fuel properties (e.g. degree of torrefaction, grindability, hydrophobic nature, resistance against biodegradation) and sustainability criteria must be defined ISO work 19


 ECN")



21 Safety issues self-heating (chemical oxidation of torrefied wood chips) ECN Stramproy Green Thermometer Smoke in 24 Minutes Fire in 32 Minutes End of production run on Wednesday Fire on Saturday 20

22 SECTOR project structure 21
23 Summary Torrefaction potentially allows cost-effective production of commodity solid biofuels from a wide range of biomass/waste feedstock with a high energy efficiency (>90%) allowing a decoupling of biomass production and use Torrefaction development is in the pilot/demo-phase, with >10 demo initiatives underway in Europe; strong market pull for torrefaction plants and torrefaction pellets Main characteristics of torrefaction are known, but performance testing still is in an early phase, which holds even more for iterative optimisation of production recipes for torrefied biomass pellets SECTOR aims at reducing the time-to-market of torrefaction technology by: Development of optimised torrefaction + densification production recipes, validated through extensive lab-to-industrial-scale logistics and end-use performance testing Development and standardisation of dedicated analysis and testing methods Full sustainability assessment of major torrefaction-based biomass value chains Dissemination of project results to create sufficient confidence level at industrial stakeholders and initiate standardisation and certification 22




24 Thank you for your attention! This presentation was prepared in close co-operation with: For more information, please contact: Jaap Kiel Programme Development Manager Biomass & Energy Efficiency T F kiel@ecn.nl P.O. Box 1, 1755 ZG PETTEN The Netherlands The research leading to these results has received funding from the European Union Seventh Framework Programme (FP7/ ) under grant agreement n