Post fata resurgo : making the control system revamping bumpless and milestone for new improvements
|
|
|
- Brett Flynn
- 5 years ago
- Views:
Transcription
 Roberto Zanotto Solvay Ezio Dell Oro Itaca Engineering (*):")
1 Post fata resurgo : making the control system revamping bumpless and milestone for new improvements Massimiliano Veronesi, PhD Yokogawa (*) Roberto Zanotto Solvay Ezio Dell Oro Itaca Engineering (*): corresponding author

2 Contents Introduction The revamping challenge Hardware migration Software migration Making one step ahead Case history: Solvay Conclusion
3 Introduction



4 Yokogawa: one century in measurement and control 1915 Dr. Tamisuke Yokogawa established an electric meter research institute in Shibuya, Tokyo 1955 Signed a technical assistance agreement for industrial instruments with Foxboro, USA 1957 USA 1973 Brazil 1974 Singapore, Europe 1979 China 1983 Formed Yokogawa Hokushin Electric Corp. through merger with Hokushin Electric Works 1987 India, Australia 1990 Middle East 2002 Acquired 100% of Ando Electric's stock 1997 Russia, South Africa 2013 Formed Yokogawa Solution Service Corporation to handle sales, engineering, and services for the Japan industrial automation business 2016 Acquired KBC Advance Technologies th anniversary Japan 1 st Produce and sell electric 1924 Japan 1 st Portable oscillograph 1950 Japan 1 st Electronic recorders in Japan 1933 Started research and manufacture of aircraft instruments and flow, temperature, and pressure controllers 1966 Japan 1 st Process gas chromatograph 1969 World s 1 st Vortex flowmeter 1975 World s 1 st Distributed control system 1988 Entered the highfrequency measuring instrument business 1991 World s 1 st Fully digital transmitter with silicon resonant sensor 1996 Confocal scanner unit 2005 Safety instrumented system 2010 World s 1 st ISA100 Wireless compliant field devices > 5000 patents


5 Robust and reliable IA platform designed for lowest TCO Safety first and realization of long-term stable operation Proven MAC capability & on-schedule project delivery Longest product lifecycle & backward compatibility Long-term performance sustainability ~ As of January Availability (CENTUM) TCO: Total Cost of Ownership MAC: Main Automation Contractor


6 Modernization Projects in the mature markets

7 Why modernization


8 The risks of Not modernizing
, Hot-, cold cut-over or mixture,")


9 Brownfield market the required skills Brownfield specific skills the pursue team needs to have on board to understand, discuss and agree upon: Migration cut over window (during TA), Hot-, cold cut-over or mixture, Risk mitigation scenario s, Sw / hw conversion capability, Understanding of interfaces / old converters / etc, Communication between old & new DCS during cut-over period, 1 to 1 Carbon copy or clean up the dead code, Make use of features of new system (Alarm / Asset Management etc), Footprint / available space in existing ICR, Documentation As Built. What to do if not?, Available resources and skills at customer & YEF, Etc.
10 Value to Customers Upgrade at the minimum lead time with minimum cost and risk Make the best possible use of existing assets such as cabinets, field cables, terminal blocks and its cables Sustain compatible function for each IO channel Achieve the high backward compatibility Existing Database will be efficiently and reliably converted to utilize the latest engineering environment, AD Suite features: Database Management Tuning Parameter Management Bulk Editing Change Management Dependency Analysis Document Generation

11 Typical targets in a migration project Make the best possible use of existing assets such as cabinets, field cables, terminal blocks and its cables Minimize rewiring work by reusable assets Minimize engineering change by reusable assets Minimize downtime Reduce engineering work by database conversion tool
12 The typical migration plan Some typical migration steps Step1. Introduce new OWS/EWS though worth communication interface with the existing network Propietary routers, standard protocols, OPC gateways Step2. migrate the controllers one by one being monitored by the new OWS/EWS Critical phase: high integration between projects has to be provided Step3. Remove the old OWS/EWS and network Re-train the operators Download the operation parameters
13 Hardware Migration



14 Saving all what can be saved Field Instruments wiring must be saved Adaptors to the new modules have to be available Not obsolete modules should be saved Long product lifecycle can protect customer s investment Controller s CPU amount can be optimized New MPU typically >4 times stronger than previous ones Control room workstations / servers to be replaced Global Agreement with IT vendors to be in place

 Flexible Binding at site")

 Wide range")
15 Alternative solution: the universal I/O Customer Benefits Early Plant Startup Easy Modification Reduced Footprint Our Approach Network-IO System Independent Loop Check (without FCS CPU) Flexible Binding at site Can be put in Junction-Box! I/O Backplane Universal I/O Module 16 Channels IO Signal: AI/AO/DI/DO Software Configurable HART 7 Support Full Redundancy Signal Conditioner (Optional) Wide range of I/O Pulse, Relay, DO, etc. Termination Block




16 Flexible Binding before FAT until SAT ADSuite Automation Design Master Database Modular Application Logic PT001 PIC001 PID SEQ Application FAT using Test system FAT PCV001 XY001 XI001 faceplate NIO1 Ch.1 AI: PT001 NIO1 Ch.2 AO: PCV001 NIO1 Ch.3 DO: XY001 NIO1 Ch.4 DI: XI001 Integrated loop-check after HMI is power-up SAT I/OCHECK Early Wiring check using Validator PT001 PCV001 XY001 R XI001
17 Software Migration

18 The key role of Reverse engineering (Semi)Automatic Conversion Tools available Sequence scripts Typically for conversion from old to new release of system by the same vendor Tag Assigment Function blocks diagrams Reverse Engineering and Translation from running system Critical Success Factor represented by systems integrators
 Database merging to be")
 Double check the dynamic objects")
19 The key role of Reverse engineering Not 1:1 controller replacement (more powerful CPU) Database merging to be implemented HMI conversion tool to be available Never mind the static part (background) Double check the dynamic objects (variables, animation)

20 Cause & Effect (C&E) User can directly implement C&E diagram which is automatically converted into FBD by just clicking Graphic View tab.



21 FBD generated from C&E Module Auto-converted FBD Exported to excel spreadsheet Logic can be added in auto-converted FBD shown as F(x) in C&E




")

22 Operational aspect: the control parameters Saving the current values, check compatibility, download to the new controllers Beware of PID parameters conversion! Series vs. parallel (Kp, Ti, Td) vs. (Kp, Ki, Kd) Kp vs. PB Rescaling gains, filters, anti-windup, etc..
23 Making one step ahead

24 Value Added migration Initially start with a like for like approach. Do not miss the opportunity of increasing productivity, operational efficiency, human reliability, and safety as well as reduction of emissions and energy consumption. A migration project offers the unique momentum to reconsider the migration strategy related to these topics and to implement opportunities offering immediate benefits and contribute to profitability and sustainability.









25 Not only process control Production Management Production Supervisor Production Tracking Bridge to ERP Systems Energy Management System Data Reconciliation Plant Performance Monitoring Production Management Performance Optimization Oil Movement Terminal Logistic Laboratory Data Integration Advanced Process Control Asset Effectiveness Safety Assessment Cyber/Network Security Process Control Asset Effectiveness Operator Training Simulator Alarm Rationalization Operator effectiveness (Advanced Control loops Logic control Sequencies Operator Graphics, Modular Procedures Automation, Control Loop Performance Monitoring)

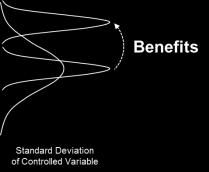
26 Benefits of the migration


27 Reduce unavailability and poor performance Impact Performance Monitoring - Alarm Management - Control Loop Performance - Rotating Equipment - Partial Stroke Testing Operative Effectiveness - Operation elogbook and Guidance - Operating procedures execution - Operator Training Simulation - Knowledge Management Performance Assessment Operator Effectiveness Smart Maintenance Cyber-Security Occurrence Asset Optimization - Predictive Maintenance - Remote Assistance - Intelligent (wearable) Devices for Field Operations - Lifecycle Management Cyber-Security - Hardware and Hardening - Antivirus and WSUS - Network Management - Standard Procedures (backup, recovery, users authorization and profiles)



28 Improve profitability and quality Quality Advanced Process Control - Complex PID control strategies - Adaptive Tuning - Multivariable Predictive Control Integration with LIMS Advanced Process Control (MPC) Production Management Energy Management Production Management - MES - Production Tracking - Production Scheduling - Data reconciliation - Link to ERP Energy Management - Saving by non-linear optimization - Simulation of different scenarios Integration - Laboratory Information Systems - Oil Movement Systems Production and/or Savings








29 Something more than a migration Minimize plant stop!!!
30 Case history: Solvay
 and fluoro-elastomers (tecnoflon) for automotive and")

31 Solvay Spinetta Marengo Fluor- monomers (base elements for polymers production Fluor-plasterers (hyflon) and fluoro-elastomers (tecnoflon) for automotive and aerospace markets Fluoric fluids (fomblin, galden, fluorolink) employed in automotive, aerospace, semiconductors, cosmetics.. More than 1500 formulations (35 product families)
 Main DCS migration started in 2017 (area Polymers) First step: about 2500 I/O involved (20% from local PLC) Batch (ISA S88 model to be")
32 Solvay Migration Project Obsolete system running from 24 years No more supported by the vendor No specific backward compatibility solutions New Yokogawa DCS successfully «tested» in a minor stand-alone project in 2013 (area Elastomers PFR plant) Main DCS migration started in 2017 (area Polymers) First step: about 2500 I/O involved (20% from local PLC) Batch (ISA S88 model to be supported) Second step ongoing in 2018: 3500 additional I/O SIS + F&G integration
 to upper layer platforms Cyber-security improved Documentation update Tailored Training sessions Switch-over completed in < 2")
33 Solvay Migration Project Valuable support from Itaca Engineering Reverse engineering of existing control application Massive Typification Implementation in the new controllers Intelligent migration of the HMI CPU load optimization More open (OPC) to upper layer platforms Cyber-security improved Documentation update Tailored Training sessions Switch-over completed in < 2 weeks!!

34 From vendor to trusted partner In less than 5 years Yokogawa leveraged its position at Solvay from vendor to Business Partner
35 Summary
36 Conclusions Migration projects represent an interesting challenge in the mature markets DCS typical lifecycle 20 years Additional complex tasks compared to greenfield Reverse engineering, solutions for saving existing assets, Short time slot not to be overflown Opportunity for optimizations and new improvements More than standard customer-supplier relationship
37 Thank you

38 Any question? Proprietary info goes here