T30 New connectivity and reporting client for FactoryTalk Historian
|
|
|
- Evelyn Flowers
- 5 years ago
- Views:
Transcription

1 T30 New connectivity and reporting client for FactoryTalk Historian Jan Pingel Product Manager, FactoryTalk Historian Rockwell Automation Automation Fair 2011 November 16-17, 2011 Chicago, IL McCormick Place Copyright 2011 Rockwell Automation, Inc. All rights reserved.

2 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 2 FactoryTalk Historian Announcement with OSIsoft FactoryTalk Historian Site Edition Released FactoryTalk Historian Site Edition 2.1 Update FactoryTalk Historian Machine Edition Released FactoryTalk Historian Site Edition 2.2 Update FactoryTalk Historian Machine Edition 2.2 Update

3 Copyright 2011 Rockwell Automation, Inc. All rights reserved New version 3.0 Soon Launching updated version of Historian SE with latest version of PI Server 2010

4 Copyright 2011 Rockwell Automation, Inc. All rights reserved And launching FactoryTalk Historian Enterprise Edition New version 3.0

5 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 5 Agenda 1. Introduction 2. Typical Challenges for Historian systems 3. Information solutions with Historian today 4. New solutions for Information Software 5. Wrap-up

6 FactoryTalk Historian INTRODUCTION Copyright 2011 Rockwell Automation, Inc. All rights reserved. 6








7 Turning Process Data into Manufacturing Intelligence A single, information management application server is the central data point for process information. The information management server application offers these features: Supports both data management and decision support Production Scheduling Laboratory Information Management Systems Other Database Systems Alarms/Events Manages several different data sets flows into the server Quality Systems HMIs Supports data analysis from the server. Data Historians Performance Computerized Maintenance Management Systems Control Systems Copyright 2011 Rockwell Automation, Inc. All rights reserved. 7

8 Data Management A distributed, data management strategy enables different focuses of data by various users. Operator viewing data from the machine directly in the HMI Supervisor viewing data to make plant-wide decisions Manager viewing key KPIs from each plant and evaluating plant performance Decision Support Data Management DataLink Trend Excel KPIs Portal Dashboards Reports Batch Analysis Process Book Data Collection Data Storage SQC Copyright 2011 Rockwell Automation, Inc. All rights reserved. 8
9 Decision Support A decision support strategy addresses the need to rapidly capture and evaluate information to make business decisions. This starts by efficiently and reliably collecting data and integrates the support tools necessary to analyze, view, and summarize that data. Portals and dashboards are key to presenting users the information they need, when they need it. Decision Support Data Management DataLink Trend Excel KPIs Portal Dashboards Reports Batch Analysis Process Book Data Collection Data Storage SQC Copyright 2011 Rockwell Automation, Inc. All rights reserved. 9


10 What is a Historian? Time Series Data collection Data Historian Plant Historian Process Historian All different names for the same function Copyright 2011 Rockwell Automation, Inc. All rights reserved. 10
11 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 11
12 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 12

13 Process Historian Traditional Historians for Continuous Process Collection continuous process data from the equipment Temperatures Pressures Speed Etc. Process Trend View Trending process data over time used by in industrial and manufacturing environments to record and report on historical data over time, which can include process and product information, as well as network performance and IT monitoring. Automated Results provides historian application and database consulting, support, integration, user and administrator training, custom application development, and reporting services. Copyright 2011 Rockwell Automation, Inc. All rights reserved. 13
14 What is NOT a Historian(s task) Not trending the data Probably not going to use a Historian!! Collecting records of data Data should be stored outside a time series data store i.e. Batch Records, Production lots, Orders, Shipments, etc. Records with multiple columns (elements) Should be stored in a relational database Copyright 2011 Rockwell Automation, Inc. All rights reserved. 14
15 The Hybrid Model The Data Model in a comprehensive plant data base Incorporates: Real Time Data Relational Production Data Time Series Data A Data Historian can t replace a complete plant database, and A Relational Database is not a replacement for a good Historian Production Data Process Data There will always be room for both technologies in a good plant data model. Copyright 2011 Rockwell Automation, Inc. All rights reserved. 15

 Use analytics: Totalize data over the event / time box Copyright 2011 Rockwell")
16 The Hybrid Model Merging both Technologies Adding Context / Model Moving away from a flat data structure to an organizational structure Link time series data to assets Adding: asset properties, events, analytics etc. Event Framing Store events like: Batches (full S88 model), shifts, material flow, alarm and events etc, Visualize the process data within those events (fence posting) Use analytics: Totalize data over the event / time box Copyright 2011 Rockwell Automation, Inc. All rights reserved. 16
17 The Hybrid Model The connected Historian Connecting: The traditional Time Series Data with Event data (Event Framing / Fence Posting) Asset Data (Context / Properties / Analysis ) Production Data Manufacturing Data ERP Data Etc. Time Series Data Event Data Asset Data Analysis Production Data Manufacturing Data ERP Data Copyright 2011 Rockwell Automation, Inc. All rights reserved. 17

18 FactoryTalk Historian TYPICAL CHALLENGES FOR HISTORIAN SYSTEMS Copyright 2011 Rockwell Automation, Inc. All rights reserved. 18
19 Historian Challenge Collecting the data Identifying what to collect Configure the data collection Visualizing the data Navigating the data structure Correlated Historical data with other data types Finding the right way to present the information Copyright 2011 Rockwell Automation, Inc. All rights reserved. 19
20 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 20 Data Historian Users Complex configuration Many different interfaces Many potential architectures Time consuming Hard to make repeatable With multiple layers of Historians makes it more complex. Flat data structure Complex tag names Often times 1000 s of tags Not easy for all levels of user in an enterprise Require lots of preconfigured content Not easy to run quick Ad hoc analysis from the data
21 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 21
22 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 22


23 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 23




24 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 24
25 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 25

26 FactoryTalk Historian Data Collection INFORMATION SOLUTIONS WITH HISTORIAN TODAY Copyright 2011 Rockwell Automation, Inc. All rights reserved. 26
27 Deployment and Configuration made easier Premier Integration to FactoryTalk Pre configured: Users, Data sources, databases, systems Auto Discovery / Auto Configuration Standardization of code and data structures can get systems up and running quicker Configuration Rules Can make deployment repeatable When a similar skid, system, line is deployed the data collection can be configured by repeating the previous configuration. Copyright 2011 Rockwell Automation, Inc. All rights reserved. 27


28 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 28

29 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 29







30 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 30 MOTOR1.SPEED TANK1.TEMP TANK1.PRESSURE MOTOR1.ACC MOTOR1.SPEED MOTOR1. PRE MOTOR1.PID.SP TANK1.TEMP TANK1.SIZE TANK1.PRESSURE TANK1.VOL TANK2.SIZE TANK2.VOL


31 Auto Discovery and Configuration based on rules defined in included rule tool Copyright 2011 Rockwell Automation, Inc. All rights reserved. 31 Auto Configuration based on: Easy to configure rules Based on consistent naming convention at customers Allows to discover individual tags and structures Multiple rule files can be defined for different purposes Types of machines Areas in customer plant From different vendors Etc.




32 Tags discovery are also automatically configured Copyright 2011 Rockwell Automation, Inc. All rights reserved. 32 For each discovery rule: A configuration can be defined That defines the way the tags discovered by the rule will be configured. Which means that no fine tuning of the tags will be needed after the configuration wizard is done. Configuration includes: Description, units Range, typical value Exception and Compression Etc.

33 Calculation Engine and Analytics Internal calculation engine Performance equations Totalizers ACE Advanced Computing Engine Real-time SPC alarming on server Including SQC client to display SQC charts Development tools Open data access methods OPC OLEDB Copyright 2011 Rockwell Automation, Inc. All rights reserved. 33

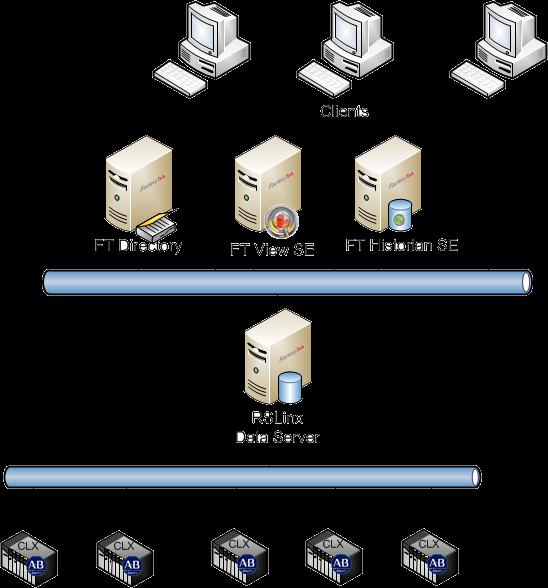
34 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 34 Redundancy and High Availability System Management Tools Thin Clients: VantagePoint, Portals, Rich Clients: View, ProcessBook, DataLink, FactoryTalk Applications, Custom Application PI SDK Secondary Historian Configuration Changes Primary Historian If your customer wants redundancy, Secondary then you need to specify Historian(s) redundant interface nodes Data Buffering Services Historian Interfaces Data Buffering Services If your customer wants high availability, then Historian you Interfaces need to specify redundant historian servers
35 How about distribution of data collection? Copyright 2011 Rockwell Automation, Inc. All rights reserved. 35

36 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 36 Multi tiered Architecture With integration into Universal Production Model You don t need to know where the data physically resides system finds data on request Enterprise Historian with multi site aggregation Plant Historian capability with and Analysis, enterprise High Calculation visibility Speed at and machine Consolidation level with local trending
37 New Embedded Historian Module for ControlLogix Capability for High Speed data collection in the backplane Copyright 2011 Rockwell Automation, Inc. All rights reserved. 37

38 Where traditional data collection is done through interfaces and data servers Copyright 2011 Rockwell Automation, Inc. All rights reserved. 38

39 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 39 Data Transfer transfer's archive data directly from the ME module to Plant Historian Where traditional data collection is done through interfaces and data servers
40 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 40

41 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 41

42 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 42

43 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 43







44 Enterprise Historian for large scale data aggregation Capability for collection millions of tags Copyright 2011 Rockwell Automation, Inc. All rights reserved. 44
45 FactoryTalk Historian Enterprise Edition 3.0 Final piece to the Distributed Historian strategy now being released Completing the architecture with the Enterprise level data aggregation Based on latest PI Server 2010 Will be commercialized in partnership with OSIsoft EE Customer will have access to both vendors support teams Target Release Date: January 2012 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 45
46 FactoryTalk Historian EE Positioning FactoryTalk Historian ME Machine / Line Historian Temporary Storage Limited to circular buffer in Flash memory Requires Plant Historian for long term storage Reliable data collection If the machine and chassis is powered and the controller is running the machine, the data gets collected Backplane data collection Scan rates down to 10 msec Embedded Historian Module No OS or patches to maintain Full Historian Capability Built-in Basic Calculation Engine for Performance Equations and Statistical Totalizers Low Deployment cost Easy to buy, Easy to own Up and running in less than an hour FactoryTalk Historian SE Plant / Site Historian Persistent Storage As much as Drive space allows Archive / backup strategy can be put in place for long term storage Redundancy required for reliability If minimal data loss is required, redundant architectures has to be applied from the controller and up. Data collection based on Network Scan rates down to msec max Significant 3 rd party connectivity DA Component (OPC, OLE DB) Windows Server Based Historian Maintaining a Windows Server OS World Class Historian Added Advanced Calculations VB.Net Adv. Calculation Engine Analysis Framework Easy to deploy Up and running in less than a day FactoryTalk Historian EE Enterprise Historian Persistent Storage As much as Drive space allows Archive / backup strategy can be put in place for long term storage Redundancy required for reliability If minimal data loss is required, redundant architectures has to be applied from the controller and up. Data collection based on Network Scan rates down to msec max Significant 3 rd party connectivity DA Component (OPC, OLE DB) Supports data aggregation over WAN Windows Server Based Historian Maintaining a Windows Server OS World Class Historian Added Advanced Calculations VB.Net Adv. Calculation Engine Analysis Framework Typically requires services Complex Architectures Multiple server connection setups etc. Copyright 2011 Rockwell Automation, Inc. All rights reserved. 46

47 FactoryTalk Historian Data Visualization NEW SOLUTIONS FOR INFORMATION SOFTWARE Copyright 2011 Rockwell Automation, Inc. All rights reserved. 47

48 Talk about getting data to users How to visualize data So it make sense to the users Brings valuable insight about the process and production In formats appropriate for the solution FactoryTalk VantagePoint!!! Advanced trend tool XY Plotter Excel Add-in Advanced Dashboards Portal for thin client access Copyright 2011 Rockwell Automation, Inc. All rights reserved. 48

49 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 49 Trending Made Easy Compare data over different time periods including historical, pre-set and real time Analyze and display multiple tags/items from the model concurrently Powerful trend functionality - drag and drop, pan, zoom, stack and synchronize Publish and share trends with others through the portal


50 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 50 FactoryTalk VantagePoint XY Plotter Analyze one value with respect to another over time periods including- historical, predefined or real-time Display and compare multiple tag pairs concurrently Powerful functionality includingdrag & drop, pan, zoom and scale




51 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 51 Excel Reports Available to Everyone Easily retrieve data from Historian to use in Excel Calculate, analyze and format reports using Excel functionality Only one version of the truth because Excel reports are built within VantagePoint and are saved in the model Published reports can be viewed by anyone with access to a browser Retrieve Data From Any Source Calculate, Analyze and Format Publish to the VantagePoint Portal
52 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 52 Powerful Easy-to-read Dashboards Create powerful dashboards that monitor key manufacturing KPIs Dashboards can update dynamically and on demand Published dashboards can be viewed by anyone with access to a browser

53 All You Need is a Browser No client install is needed to view trends, reports and dashboards Simply publish reports in the portal to allow access Copyright 2011 Rockwell Automation, Inc. All rights reserved. 53




54 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 54 Composite Reports for Greater Visibility Reusable Components Dashboard Builder Trend Excel Plot

55 Access From All Systems and Context Based on User Roles Copyright 2011 Rockwell Automation, Inc. All rights reserved. 55 Access to ALL plant floor, production and business systems Integrate and organize time series and transactional data Users at all levels of enterprise can view role-based KPIs, reports and dashboards


56 Manufacturing Intelligence via VantagePoint The Unified Production Model is: Logical layer of organized information created by instances of types & their properties Examples of Types include: Assets Pump Extruder Tank Filler Welding Cell Utility Meter Structures Production Line Production Area Plant Enterprise Production Schedule Operator Process Quality Audit Repairs Test / Inspection Batch Product Parameters Shift It can also be collections / hierarchies of types Standard set of types provided Ability to create custom types to represent your business / manufacturing process Reports / visualization are built on the UPM, not the source data Copyright 2011 Rockwell Automation, Inc. All rights reserved. 56
57 Type Example: A Pump Process Control Engineer Pressure Flow Speed Live Data: Control System/HMI Maintenance Management System Maintenance Manager Running hours Performance spec Manufacturer data Spares on hand Maintenance date Quality Assurance Batch record Leak test data Lab sample Production Manager Volume pumped Product throughput Operation history Power consumed ERP, LMS, SQL Database Historian Process Engineer Related equipment Rating Vibration data Asset Database Asset Manager Purchase date Cost Warranty Manufacturer Engineering specs Copyright 2011 Rockwell Automation, Inc. All rights reserved. 57







")



58 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 58 Scalability via the Unified Production Model Site 1 Site 2 Logical Model (UPM) VantagePoint Unified Production Model Physical Data Sources Plant/Area 1 Data Sources Plant/Area2 Data Sources
59 Plant Model enhancement for Historian VantagePoint Historian Connector functionality: Context Enhancement to replace the flat name structure in Historian Logical model of the data points Instances of types allows for quick deployment of new Historian tags to report on Inter correlation of real time tags and historical tags Real time tags that are historized are automatically detected User can drag a real time tag onto a trend and automatically the system will show historical data Functionality of VantagePoint since version 3.0 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 59
60 Plant Model enhancement for Historian (cont.) Inter correlation of historical tags When tags are historized in multiple historians the system can find the best source of information needed for a report / trend. Makes reporting completely transparent to the end user they only need to know one reference point (logical) for a data value Aggregations of data are automatically handled in Historian When users request aggregated results in VantagePoint Requests that can be handled faster and more efficient by Historian, are automatically forwarded to Historian for processing. Significantly reduces the calculation loads on the VantagePoint Server Allows for processing of aggregations at the best performing server. Copyright 2011 Rockwell Automation, Inc. All rights reserved. 60

61 Historian to Historian tag correlation System selects the correct Historian tag when: A real time tag is pulled into a trend Best historian tags is selected A high speed historian tags is pulled into a trend But data is no longer stored locally Data is aggregated to Plant Historian A plant historian tags is pulled into a trend But newer data is available elsewhere Etc. Copyright 2011 Rockwell Automation, Inc. All rights reserved. 61
62 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 62 Historian to Historian tag correlation What does it really mean?

63 Correlating live data tag to best match Historian tag Copyright 2011 Rockwell Automation, Inc. All rights reserved. 63

64 Inter correlating Historian tags based on time window Copyright 2011 Rockwell Automation, Inc. All rights reserved. 64
65 Adding the Logical model (UPM) Copyright 2011 Rockwell Automation, Inc. All rights reserved. 65
66 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 66 SoCAL Area 1 Tank 1 Temperature


67 Data aggregation handled by Historian System diverts aggregations and calculations to Historian where appropriate: Interpolated values instead of raw values Summarizations Statistical Analysis Etc. Copyright 2011 Rockwell Automation, Inc. All rights reserved. 67
68 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 68 Data aggregation handled by Historian What is the significance? Performance improvements!!!
69 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 69
70 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 70
71 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 71 Data aggregation handled by Historian Allows us to add more clients to VantagePoint without adding significant to the overall performance requirements!!

72 FactoryTalk Historian WRAP UP Copyright 2011 Rockwell Automation, Inc. All rights reserved. 72

73 Summary: Scalable, performance Historian Scalable data collection From in-chassis high speed to Advanced Plant Historian to Enterprise level aggregation Easiest Historian to deploy especially on a Logix platform High Availability Extensive calculations and aggregations included Copyright 2011 Rockwell Automation, Inc. All rights reserved. 73
74 Summary: Informed Decision making Comprehensive Historian client Excel reports, Advanced trends, dashboards, composite reports All available from a think client portal all you need is a browser Brings context to Historian data From complex flat data model to logical, easy to navigate Universal Production Model Connect disparate data sources to live and historical data Makes the information valuable and relevant And now Seamless correlation of data points collected in various data sources Executing presentation layer aggregations in the Historian Copyright 2011 Rockwell Automation, Inc. All rights reserved. 74
75 Summary: What results can you expect? Decreased overhead costs Reduction in data collection and information transformation (data prep) Increased utilization of fixed assets Information rather than data Advanced portal, reporting, and analytical capability Increased productivity, revenue, and profit Decrease in manufacturing costs Better understand your process, then optimize it Reduced materials, labor, and energy Decrease in cost of quality Higher accuracy and agility via process control Less scrap and material losses With premier integration to our controls, and auto configuration and tag browsing, we can get a system up and running in about an hour Pipeline company Increased productivity by 10 percent in less than one year, allowing the company to get more product to the market at a lower price point and be more competitive - CPG 720 man-hours saved annually in generation of regulatory and ad hoc reports, estimated savings of one man-year in automation of billing process - Water Wastewater Copyright 2011 Rockwell Automation, Inc. All rights reserved. 75


76 For more information on VantagePoint Copyright 2011 Rockwell Automation, Inc. All rights reserved. 76


77 Copyright 2011 Rockwell Automation, Inc. All rights reserved. 77


78 Copyright 2011 Rockwell Automation, Inc. All rights reserved. Thank You


79 For more information: Jan Pingel Product Manager, FactoryTalk Historian Brian Porter Product Manager, Information Software Copyright 2011 Rockwell Automation, Inc. All rights reserved. 79