Armor Plate Pipe Wrap
|
|
|
- Elfrieda Price
- 5 years ago
- Views:
Transcription


1 Armor Plate Pipe Wrap Training and Certification Course
2 Course Elements Section 1 - Pipeline Repair Systems Section 2 - Pipeline Coating Systems Section 3 - Surface Preparation Section 4 - Required Number of Wraps Section 5 - Installation Guidance Section 6 - Materials


3 SECTION 1 Pipeline Repair Systems
4 Pipeline Repair Systems Armor Plate Pipe Wrap ( APPW ) is a composite structural reinforcement pipeline repair system to be applied by certified installers/applicators. APPW is designed to repair pipelines while in service. APPW is a 3-part system (Resin, Putty & Armor Fiber ) specially designed for repairing straight pipe, elbows, tees, reducers, wrinkle bends, branch connections and most any pipe configuration with external corrosion or mechanical damage. The APPW Systems contains Resin A & B, Putty A & B, Armor Fiber and all necessary equipment for application in the field. The APPW Systems are recognized by PHMSA/DOT as a permanent repair product and as the model for composite repairs. There are four (4) Armor Plate Pipe Wrap Repair Systems.
5 1. Armor Plate 360 MP Pipe Wrap (Multi-Purpose) Cured System Operating Temperature: -60 F to 195 F (-51 C to 91 C) Application Temperature: From 60 F to 120 F (16 C to 49 C). Warm temperatures may require tenting to provide shade for mixing and application. Cool temperatures may require external heat for mixing and application below 60 F (16 C). Can be properly applied out of water but not in water or under wet conditions. Mix Ratio: 1:1 (equal amounts) Cure Time: Approximately 2 hours at 85 F (29 C) Pot Life / Working Time: Approximately 45 minutes at 75 F (24 C) Shelf Life: Minimum 2 years (sealed containers)
6 2. Armor Plate 360 UW Pipe Wrap (Under Water) Cured System Operating Temperature: -60 F to 195 F (-51 C to 91 C) Application Temperature: Ambient temperature above 60 F (16 C) Designed for wet conditions or submerged piping. Can be properly applied in the water and out of the water. Mix Ratio: 1:1 (equal amounts) Cure Time: Approximately 24 to 48 hours, depending on water temperature Pot Life / Working Time: Approximately 30 minutes at 70 F (21 C) Shelf Life: Minimum 2 years (sealed containers)
7 3. Armor Plate 360 HT Pipe Wrap (High Temperature) Cured System Operating Temperature: -60 F to 350 F (-51 C to 177 C) Application Temperature: From 180 F to 250 F (82 C to 121 C) on operating pipe. May be applied at ambient temperature, put the pipe into service and allow operating temperature of 180 F to 250 F (82 C to 121 C) to cure the wrap. Mix Ratio: 1:1 (mixed before shipped) Cure Time: Approximately 2 hours at 250 F (121 C) Pot Life / Working Time: N/A - Must reach approximately 180 F (82 C) to begin curing. Shelf Life: Minimum 6 months after mixing (sealed containers)
8 4. Armor Plate 360 ZED Pipe Wrap (Cold Temperature and Sub-Zero) Cured System Operating Temperature: -60 F to 160 F (-51 C to 71 C) Application Temperature: Below 55 F (13 C). Not recommended for application above 55 F (13 C). In arctic or cold climates need tenting with heaters. Mix Ratio: 2:1 Two (2) parts A to one (1) part B Cure Time: Approximately 2 hours at 32 F (0 C) Pot Life / Working Time: Approximately 60 minutes at 38 F (3 C) Shelf Life: Minimum 2 years (sealed containers)


9 SECTION 2 Pipeline Coating Systems
10 Pipeline Coating Systems Long-term Corrosion Barrier Designed as a non-structural pipe coating that is more durable than tape coatings, paint, and wax. May be used for preventing corrosion on girth welds, soil interface, exposed ground lines and final coating on APPW. There are two (2) Armor Plate Pipeline Coating Systems.
11 1. Armor Plate Coating AP 370 PLC 2-Part System: Epoxy Resin A & B and Fiberglass Cloth Tape 1:1 Mixing Ratio Light gray, in color Cure time: Approximately 2 hours at 85 F (29 C)
12 2. Armor Plate Coating AP 385 PMC Uses 2-Part Ceramic Filled Components 5:1 Mixing Ratio Brush applied at 30 to 40 mils, no accelerator needed Light gray, in color Cure time: Approximately 45 minutes at 85 F (29 C)


13 SECTION 3 Surface Preparation
14 Surface Preparation Surface preparation is important for all APPW Pipeline Repair Systems. Grit Blasting - The best surface is a near white metal (NACE 2, Swedish Sa 2½ or SSPC SP10) finish with a 2 to 3 mil anchor profile. Hand Tool and Power Tool Cleaning - Remove all loose dirt, debris, rust, and other contaminants that reduce adhesion. A roughened, clean surface is necessary to properly install the APPW System. The area prepared for the APPW Installation must extend 2 inches (5 centimeters) or more beyond both edges/sides of the anomaly/anomalies. The area to be wrapped should be thoroughly wiped with Acetone, MEK, Xylene or equivalent, if possible.
15 SECTION 4 Determining the Number of Wraps
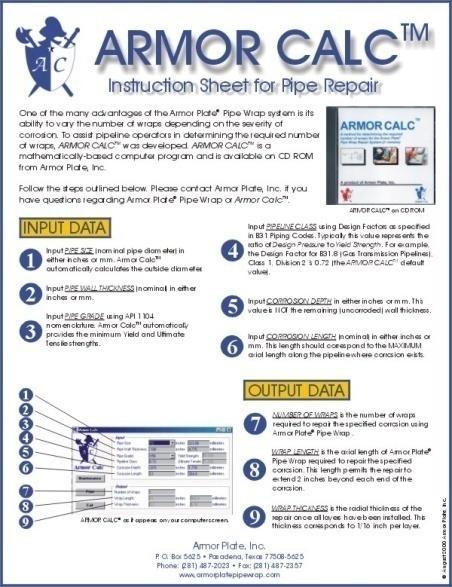
16 Determining the Number of Wraps External Corrosion The required number of wraps of Armor Plate Pipe Wrap is determined by using ARMOR CALC. ARMOR CALC is an engineered and tested program that uses the pipe size, nominal pipe wall thickness, pipe grade, corrosion depth and corrosion length. The ARMOR CALC will then determine how many wraps to apply to bring the pipe back to greater than the MAOP.
17 Determining the Number of Wraps Mechanical Damage On a dent, gouge, or manufactured defect (mechanical damage), the pipe wall thickness is multiplied by 1.5, then divided by the thickness of the Armor Fiber (.0625 inches) to determine how many wraps to apply to bring the pipe back to greater than the MAOP. This formula is not shown on the ARMOR CALC Program. Any sharp edges should be removed and an inspection should be performed to identify cracks. Cracks must be removed before installing the APPW products.
18 Determining the Number of Wraps The Armor Plate System is designed to repair almost any external corrosion depth or pipe wall loss up to 80% of the nominal wall thickness. For Technical Support, please contact at The Armor Plate System is installed with the required number of wraps for each repair area. Two wraps is the minimum number of wraps to apply to assure that the APPW Application is free of pinholes, most commonly referred to as holidays.


19 SECTION 5 Installation Guidance
20 Installation Measure the circumference of the pipe and add 2 inches (5 centimeters) or more. Cut the Armor Fiber for the required number of wraps. If the required number of wraps is more than 4 wraps, add 2 inches (5 centimeters) or more to the cut length of the Armor Fiber in order to accommodate the increase in the outside diameter. This should be done for each additional 4 wraps. Once the surface of the pipe repair area is ready, mix the resin for priming and saturating the Armor Fiber. Mix Epoxy Putty and apply to all voids, pitting mechanical damaged areas and/or irregular surfaces to provide the load transfer between the pipe surface and the Armor Plate Repair. Smooth over the putty, in order to produce a smooth, uniform and transitional surface.
21 Installation Completely saturate the Armor Fiber on the rough side (chopped strand) first, then turn the Armor Fiber over and completely saturate the smooth side. Roll the Armor Fiber onto the wooden applicator. Place the rough side facing the pipe surface. Hand tension the Armor Fiber and wrap the Armor Fiber around the circumference of the pipe. Smooth out the wrap, in the circumferential/hoop direction, using gloved hands to prevent air pockets, voids or wrinkles. You should now have one wrap and one linear foot of pipe covered. The wrap should be straight and even around the pipe. Each additional wrap should always be applied in the same circumferential/hoop direction as the previous wrap.
22 Installation Continue wrapping the pipe until the required number of wraps is obtained. If you are installing more than one linear foot section, stagger every other wrap/layer by half an inch or more to cover the circumferential seam on the previous layer (Example: After first wrap, move second wrap over by half an inch or more to the right. On third wrap, move over by half an inch to the left. Continue this process until the required number of wraps is obtained). Make sure multiple wraps in a single layer is adjacent (butted-up and touching) but not overlapping. Note 1: When installing multiple continuous wraps for more than a one linear foot area of repair on small diameter pipe, use the same stagger technique per application to cover the circumferential seam on the previous application. NOTE 2: When installing only two wraps, as a corrosion barrier, for more than a one linear foot section, you can deviate from the above procedure by overlapping the edges instead of staggering. Also, when repairing Bends and other configurations, overlapping of the edges is acceptable.
23 Installation Once the APPW System is properly installed and cured, you can backfill the same or next day and it restores the strength above the Maximum Operating Pressure (MOP) of the pipeline. After the APPW is installed, the application of external heat reduces the time required for curing of the APPW System. It is recommended that the Installation Crew or a Crewmember remain on site until there is satisfaction that the progression of the curing is acceptable to where it will not sag at the bottom portion on a horizontal application or slide on a vertical application. A Marker System, such as metal banding, metal objects or magnets, can be used for future Smart Pig Runs on buried pipelines.


24 SECTION 6 Materials and Important Information
25 Materials APPW Kits are based on square footage: 12.5 Square Feet 25 Square Feet 50 Square Feet 100 Square Feet AP 385 PMC Kits 1.2 Quarts Half-Gallon AP 370 PLC Kits ½ Gallon
26 Documentation and Resources Technical Resources Armor Plate Interactive CD Engineering and Test Data Installation Photos Training Training Certificate and ID Cards Field Support
27 Worldwide Services and Product Distribution UNITED STATES PHILIPPINES SOUTH AMERICA MIDDLE EAST CHINA TRINIDAD AFRICA ARGENTINA
28