A wide range of cold-formable steel grades and aluminium alloys are used as wire materials within a diameter range from 5 mm to 34 mm.
|
|
|
- Kellie Molly Barton
- 6 years ago
- Views:
Transcription
1 Cold-Formed Parts




2 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape metal components with minimised material input. For this purpose, ESKA uses up-to-date multistage heading machines with up to six forming stations. A wide range of cold-formable steel grades and aluminium alloys are used as wire materials within a diameter range from 5 mm to 34 mm. These materials are then shaped into finished parts by means of complex forming dies designed and made by ESKA to meet the specific product requirements. This is done almost chipless with production output rates between 100 and 300 parts per minute, thus ensuring maximum utilisation of material used. Reproducibility of manufacturing process is ensured thanks to the use of latest process monitoring equipment, tracking the force-path characteristic of any individual forming step and displaying any variations such as, for instance, die breaks.



3 3 Load-Bearing Microstructure Upon cold forming, the material microstructure is aligned along the material flow. This can be detected by the micrograph pattern as so-called fibre orientation. This alignment mostly complies with the load direction of component whereby the parts so manufactured will get a distinctly higher loadability as compared to components made in a purely machined process. In particular, the strength under alternating loads can be considerably improved by specifically applied residual stress. Thanks to the forming process, the material is strain-hardened as a function of local forming degrees. Suitable design supposed, the increase in strength so achieved will already suffice to meet the component functionality; any additional heat treatment is not required any more. That is why cold-formed parts can be frequently dimensioned smaller and lighter. Thanks to intelligent tool design, it is also possible to form-on other functional elements. As a consequence thereof, additional cost-intensive machining steps become unnecessary. Large diameter gradations can be implemented upon cold-forming without and/or with minor material waste.




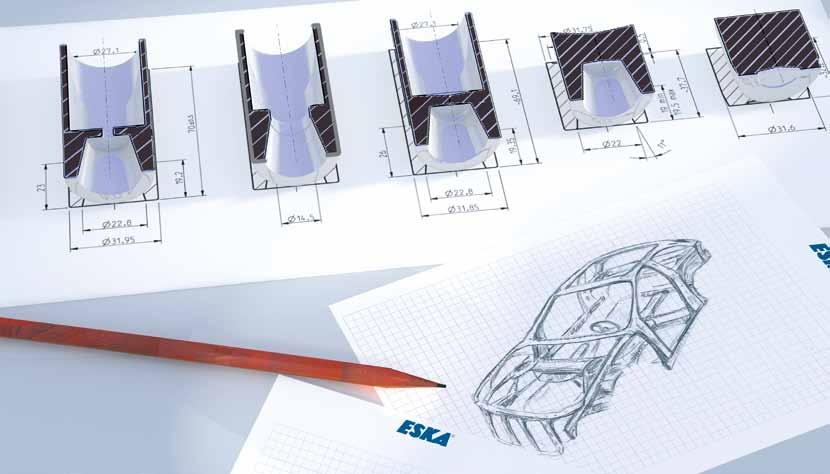
4 4 Tool Design The core competence for manufacture of cold-formed precision parts includes the constructive design of forming process and tool set required to this end. Here, ESKA falls back on experienced personnel as well as latest aids such as forming simulation, computer-based design of sequence of operations and FEM-calculation of die loads, ensuring statements regarding feasibility and efficiency right at the enquiry stage. Development of a new cold-formed part is an ambitious task. As cold-forming technology offers other possible solutions than machining technology for a concrete job definition, the manufacture of a new component should already be defined in detail at an early stage upon design thereof. Cost-effective design is associated with constructive design meeting the requirements of cold-forming process, at the same time the component geometry is also optimised for process-reliable manufacture.



5 5 Tool Shop Own tool competence ensures flexibility and quality! Latest production lines installed in the own tool-making shop and excellently trained experts will support the development and manufacture possibilities for ambitious forming parts. 5-axis CNC-milling machines, wire and vertical eroding machines as well as automatic lathes of the latest generation complete the standard program of our tool manufacture. A repair service available around the clock ensures high availability of cold-forming machines that is nowadays indispensable for efficient production of large-batch parts.




6 6 Guidelines for Engineering and Design Cold-formed parts are normally characterised by rotationally symmetrical geometry and are designed in compliance with the following design guidelines. Further, special processes may be used to make non-rotationally symmetrical or other complex geometries. However, design of such parts requires special know-how of the part manufacturer. The constructive design of cold-formed parts is mainly based on three fundamental forming variants which are different, in particular, by the maximum feasible deformation degrees: Direct impact extrusion Sectional reduction max. 75 % i.e. final diameter approx. 0.5 times the initial diameter Indirect impact extrusion Sectional reduction 30 to 70 % Cup depth up to approx. three times the cup diameter Upsetting Initial length up to 2.4 times the initial diameter per stage Final diameter up to approx. 2.5 times the initial diameter



7 7 What are the Key Issues? Graphic 1: Asymmetrical component Graphic 2: Strong wall thickness transitions Graphic 3: Tapered structures Avoid material accumulations Geometries with local material accumulations may cause problems in the cold-forming process as regards material flows, pressing forces, and tool lifetimes. Therefore, technical feasibility must be verified in the individual case together with the manufacturer. Avoid asymmetrical component shapes (see Graphic 1) Avoid strong wall thickness transitions (see Graphic 2) Strong wall thickness transitions must be avoided. If necessary, transitions must be provided with sufficient radial transitions. Provide transition radii The forming parts to be manufactured should not have sharp edges and angles as far as possible in order to preclude early wear and tear of forming tools. Incorporation of additional edges or small radii will require additional forming steps. Provide fillets Geometrical offsets such as, for instance, diameter gradations require sufficient transition radii to ensure adequate material flow. Chamfers should also be designed with fillets, too. Blind holes Blind holes can be produced by indirect impact extrusion. It must be noted thereby that a rectangular shape cannot be realized at the cup bottom without cutting. Normally, the cup punches used require taper centres with an angle of ~160. Through holes Display of through holes in pressing direction is subject to some definite restrictions as regards the length vs. diameter relationship and must be verified in the individual case. Hole diameters under 10 mm should be precluded. Undercuts Undercut geometries can be realised by design concepts with collapsing tools which, however, require defined diameter and length ratios as well as transition bevels and, thus, constructive design by an expert. It must be noted here that segmental marks on the smaller diameters enclosed cannot be totally precluded. Supplementary functional structures Further to the proper component geometry, supplementary structures such as serrations, longitudinal notches or other shaped elements can be made by the cold-forming process. However, the structure must be aligned in main axis direction there. Avoid tapered structures (see Graphic 3) Unlike forged parts, tapered design of structures is not required for cold-formed parts. If need be, the required pressing force demand as well as tool loads must be investigated together with the manufacturer in order to ensure economic manufacture.




8 8 Boundary Conditions and Limits of Cold Forming Materials Adequately composed and manufactured materials featuring sufficient ductility as well as appropriate strain-hardening behaviour are used for cold-forming purposes. This normally implies low-alloy steels without sulphur and low carbon content, very often with boron content in order to maintain hardenability. However, higher-alloyed steels may be used for high-strength parts or even wrought aluminium alloys can be used. Surfaces Wire sections to be processed are sheared off the wire coil on the forming machine and, therefore, show end faces with shear-surface characteristics that cannot completely be eliminated in most cases. Further, the wire surfaces also show minor scarredness depending on material due to the removal of surface coating. Therefore, demands on the surface finish should be carefully considered in order to preclude cost-intensive post-processing steps.

9 9 Parts Handling Thanks to the high efficiency of cold-forming process, parts are usually manufactured in bulk solid processes. This should also be considered even in the constructive design of forming parts. Tolerances When tolerancing the component measures, particular care must be taken to adjust the tolerance positions from the conventional machining process to the technical forming process as far as functionally possible. So, additional downstream machining operations can be frequently precluded. Comparison of achievable tolerance positions of different manufacturing processes Main group Primary shaping Forming Cutting Manufacturing process Investment casting Powder forging Die forging Close tolerance forging Precision forging Hot forming Semi-hot forming Cold forming Upsetting Ironing Turning Circular grinding IT-classes Normally achievable Achievable by special measures Achievable in exceptional cases Length sizes Upon shearing off the wire coil, volumetric variations of the blank might occur. In case of sectional reduction, said variations go squared into the length variation. Diameter Component diameters are partially upset over several stages and may vary in length. Once a diameter is specified, for instance, by an extrusion die, enlargement of diameter due to die wear must be considered with increasing die lifetime. Upon free upsetting, the material flow is not entirely uniform so that roundness deviations and diameter variations may occur. Therefore, the selected tolerance positions and specified demands made on process capabilities are decisive criteria for the possible lifetimes of forming dies and, thus, for the efficiency of overall process.





 6 steps Chipless generation of spherical contour by")

 5 steps Chipless manufacture of undercut geometry by")
10 10 Application Examples Ball stud Application: Material: Forming: Specialties: Fixing of gas springs, dampers, electric drives 23MnB4-8.8, 10.9, if need be, case-hardened or aluminium 5 to 6 steps Chipless manufacture of ball by forming in collapsing tools, no welding of separately produced ball, no secondary machining Hinge pin Application: Material: Forming: Specialties: Integral part of a hinge system for car doors to ensure the latching function upon opening and closing 23MnB4, MPa, case-hardened 6 steps Fitting notches without subsequent machining, directly extruded Bellied bush Application: Material: Forming: Specialties: Inner core for elastomer bearing on steering arm QSt 32 (untempered) 6 steps Chipless generation of spherical contour by cold forming, achieving required pressure stability thanks to strain hardening and load-compliant fibre orientation Spacer bush Application: Material: Forming: Specialties: Car tank suspension (rubber-coated) C10C (untempered) 5 steps Chipless manufacture of undercut geometry by forming in collapsing tools, achieving required strength thanks to strain hardening and load-compliant fibre orientation






11 11 Stop pin Application: Location of catch hooks for tip-up car seats Material: 23MnB4 8.8 Forming: 5 steps Specialties: Chipless manufacture of undercut geometry by forming in collapsing tools Bearing pin Application: Fastening of coupling rod to stabiliser on car chassis Material: 23MnB Forming: 6 steps Specialties: Weight saving thanks to cupped head design, chipless manufacture of cupping by indirect extrusion Eccentric pin Application: Position correction of car dashboard during car assembly Material: 23MnB4 8.8 Forming: 5 steps Specialties: Forming of non-rotationally symmetrical geometry, correct positioning of wrench flats to thread position during the forming process Valve housing Application: Material: Forming: Specialties: Central camshaft screw with integrated control valve for camshaft phasers 41CrS4 min MPa 6 steps Manufacture of lathe blank by cold forming with downstream precision machining

371 5705-0")
12 If you have questions associated with the products of ESKA, our expert personnel and technically competent field service consultants will always be available to give you relevant advice. ESKA Automotive GmbH Lutherstrasse Chemnitz Phone: +49(0) Fax: +49(0)
KNIVES. giving you the EDGE, to stay AHEAD. TUBE & METAL FORMING
 KNIVES giving you the EDGE, to stay AHEAD. TUBE & METAL FORMING ATLAS has comprehensive in-house designing facility to design new products according to customer s specific requirements with complete satisfaction
KNIVES giving you the EDGE, to stay AHEAD. TUBE & METAL FORMING ATLAS has comprehensive in-house designing facility to design new products according to customer s specific requirements with complete satisfaction
Chapter 14: Metal-Forging Processes and Equipments
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
MULTI-STAGE COLD FORGING
 MULTI-STAGE COLD FORGING June 2018 For more information about our products and services, please contact your nearest Unisteel representative. Alternatively, visit our website now at www.unisteeltech.com
MULTI-STAGE COLD FORGING June 2018 For more information about our products and services, please contact your nearest Unisteel representative. Alternatively, visit our website now at www.unisteeltech.com
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 8: Forming Processes (Rolling, Extrusion, Forging, Drawing) DR. SOTIRIS L. OMIROU Forming Processes - Definition & Types - Forming processes are those in which
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 8: Forming Processes (Rolling, Extrusion, Forging, Drawing) DR. SOTIRIS L. OMIROU Forming Processes - Definition & Types - Forming processes are those in which
MARTIN AUER GFM Steyr, Austria
 MARTIN AUER GFM Steyr, Austria Precision Bar and Tube Radial Forging of Special Steel GFM GmbH, Austria - www.gfm.at V1.2 GFM GmbH all rights reserved BASIC COMPANY DATA (fiscal year 2013) ESTABLISHED:
MARTIN AUER GFM Steyr, Austria Precision Bar and Tube Radial Forging of Special Steel GFM GmbH, Austria - www.gfm.at V1.2 GFM GmbH all rights reserved BASIC COMPANY DATA (fiscal year 2013) ESTABLISHED:
Forming - Bulk Forming
 Forming - Bulk Forming Manufacturing Technology II Lecture 4 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technologies Prof. Dr.-Ing. Dr.-Ing. E. h. F. Klocke Outline
Forming - Bulk Forming Manufacturing Technology II Lecture 4 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technologies Prof. Dr.-Ing. Dr.-Ing. E. h. F. Klocke Outline
Bulk Deformation Processes
 Bulk Deformation Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What is Bulk Deformation? Classification of Bulk Deformation Processes Types
Bulk Deformation Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What is Bulk Deformation? Classification of Bulk Deformation Processes Types
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
Fundamental Course in Mechanical Processing of Materials. Exercises
 Fundamental Course in Mechanical Processing of Materials Exercises 2017 3.2 Consider a material point subject to a plane stress state represented by the following stress tensor, Determine the principal
Fundamental Course in Mechanical Processing of Materials Exercises 2017 3.2 Consider a material point subject to a plane stress state represented by the following stress tensor, Determine the principal
STUDY OF HEAT TREATMENT PROCESS IN HEX BOLT
 STUDY OF HEAT TREATMENT PROCESS IN HEX BOLT Mr.Sumit jain,prof.pradeep Kumar Khanna 1 M Tech scholar,mechanical Department, SSSUTMS-Sehor, Madhya Pradesh, India 2 Professor, Mechanical Department, SSSUTMS-Sehor,
STUDY OF HEAT TREATMENT PROCESS IN HEX BOLT Mr.Sumit jain,prof.pradeep Kumar Khanna 1 M Tech scholar,mechanical Department, SSSUTMS-Sehor, Madhya Pradesh, India 2 Professor, Mechanical Department, SSSUTMS-Sehor,
2
 1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
1. Definitions and classification of Metal forming processes
 1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
Casting. Forming. Sheet metal processing. Powder- and Ceramics Processing. Plastics processing. Cutting. Joining.
 Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
VTU NOTES QUESTION PAPERS NEWS RESULTS FORUMS
 Sheet Metal Forming Introduction Sheet metal is simply metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking, and can be cut and bent into a variety of different
Sheet Metal Forming Introduction Sheet metal is simply metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking, and can be cut and bent into a variety of different
1.2 ACTION AND INFORMATIONAL SUBMITTALS.1 Provide submittals in accordance with Section Submittal Procedures.
 BID OPPORTUNITY NO. 253-2011 PAGE 1 OF 7 PART 1 GENERAL 1.1 REFERENCES.1 American Society of Mechanical Engineers (ASME).1 ASME B31.1, Power Piping, B31.3 Process Piping, B31.9 Building Services Piping..2
BID OPPORTUNITY NO. 253-2011 PAGE 1 OF 7 PART 1 GENERAL 1.1 REFERENCES.1 American Society of Mechanical Engineers (ASME).1 ASME B31.1, Power Piping, B31.3 Process Piping, B31.9 Building Services Piping..2
Materials & Processes in Manufacturing
 Materials & Processes in Manufacturing ME 151 Chapter 18 Hot Working Processes 1 Introduction Forming of materials their recrystallization temperature Higher temperatures weaken the metal making it more
Materials & Processes in Manufacturing ME 151 Chapter 18 Hot Working Processes 1 Introduction Forming of materials their recrystallization temperature Higher temperatures weaken the metal making it more
Manufacturing Process - I
 Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Powder-Metal Processing and Equipment
 Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Manufacturing Process II. Forging
 Manufacturing Process II Forging Introduction Forging is a deformation process in which the work is compressed between two dies, using either impact or gradual pressure to form the part. It is the oldest
Manufacturing Process II Forging Introduction Forging is a deformation process in which the work is compressed between two dies, using either impact or gradual pressure to form the part. It is the oldest
Powder Metallurgy. Powder-Metal Processing and Equipment 11/10/2009
 Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Chapter 15 Extrusion and Drawing of Metals
 Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
UNIT III BULK DEFORMATION PROCESS
 Hot Working of Metals UNIT III BULK DEFORMATION PROCESS Hot working is defined as the process of altering the shape or size of a metal by plastic deformation with the temperature above the recrystallisation
Hot Working of Metals UNIT III BULK DEFORMATION PROCESS Hot working is defined as the process of altering the shape or size of a metal by plastic deformation with the temperature above the recrystallisation
Item 442 Metal for Structures
 Item 442 Metal for Structures 1. DESCRIPTION 2. MATERIALS Provide structural steel, high-strength bolts, forgings, steel castings, iron castings, wrought iron, steel pipe and tubing, aluminum castings
Item 442 Metal for Structures 1. DESCRIPTION 2. MATERIALS Provide structural steel, high-strength bolts, forgings, steel castings, iron castings, wrought iron, steel pipe and tubing, aluminum castings
Lecture 7. Chapter 13. Rolling of Metals. The process of reducing thickness of changing the cross-section 90% of all metals produced by metalworking
 Lecture 7 Chapter 13 Rolling Rolling of Metals The process of reducing thickness of changing the cross-section 90% of all metals produced by metalworking Changes microstructure Larger grains small grains
Lecture 7 Chapter 13 Rolling Rolling of Metals The process of reducing thickness of changing the cross-section 90% of all metals produced by metalworking Changes microstructure Larger grains small grains
HEICO FORMING TECHNOLOGY COLD FORMED PARTS
 www.heico-group.com HEICO FORMING TECHNOLOGY COLD FORMED PARTS HEICO ON YOUR SIDE The HEICO group, based in the town of Ense in Westphalia, Germany, is a dynamic family business with a long tradition.
www.heico-group.com HEICO FORMING TECHNOLOGY COLD FORMED PARTS HEICO ON YOUR SIDE The HEICO group, based in the town of Ense in Westphalia, Germany, is a dynamic family business with a long tradition.
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS
 COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
Special Tool Configurations
 Special Tool Configurations Special Overall and/or Flute Lengths While we recoend using a standard overall and flute length whenever possible, there are situations where the use of special overall and/or
Special Tool Configurations Special Overall and/or Flute Lengths While we recoend using a standard overall and flute length whenever possible, there are situations where the use of special overall and/or
ITEM 442 METAL FOR STRUCTURES
 ITEM 442 METAL FOR STRUCTURES 442.1. Description. This Item shall govern for all structural steel, high strength bolts, forgings, steel castings, iron castings, wrought iron, bronze, steel pipe and tubing,
ITEM 442 METAL FOR STRUCTURES 442.1. Description. This Item shall govern for all structural steel, high strength bolts, forgings, steel castings, iron castings, wrought iron, bronze, steel pipe and tubing,
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Simulation based Control of Weld Line Movement in Tailor Welded Blanks
 Simulation based Control of Weld Line Movement in Tailor Welded lanks Manish Thakkar and P. P. Date Department of Mechanical Engineering,IIT ombay, Powai, Mumbai 400 076, India Email :- ppdate@iitb.ac.in,manishthakkar@iiitb.ac.in
Simulation based Control of Weld Line Movement in Tailor Welded lanks Manish Thakkar and P. P. Date Department of Mechanical Engineering,IIT ombay, Powai, Mumbai 400 076, India Email :- ppdate@iitb.ac.in,manishthakkar@iiitb.ac.in
Hot Rolled Low Pearlite Fine-Grain Steels The spectrum of the design success
 Hot Rolled Low Pearlite Fine-Grain Steels The spectrum of the design success A business unit of ThyssenKrupp Steel Hoesch Hohenlimburg tk Microalloyed fine-grain steels - made with flexibility for the
Hot Rolled Low Pearlite Fine-Grain Steels The spectrum of the design success A business unit of ThyssenKrupp Steel Hoesch Hohenlimburg tk Microalloyed fine-grain steels - made with flexibility for the
Compare with Rolling process which generally produces continuous plates, sheets, shapes
 1 One of oldest and most important metal working processes 4000 BC First used to make jewelry, coins, implements by hammering metals with stone Now: Large rotors for turbines Gears Bolts and rivets Cutlery
1 One of oldest and most important metal working processes 4000 BC First used to make jewelry, coins, implements by hammering metals with stone Now: Large rotors for turbines Gears Bolts and rivets Cutlery
Design for Forging. Forging processes. Typical characteristics and applications
 Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
COPPER PRODUCTS. 145 COPPER PRODUCTS Half Hard Tellurium Rounds
 COPPER PRODUCTS 110 COPPER PRODUCTS Rounds... 12-2 Squares... 12-2 Flats - Square Edge...12-3 thru12-4 Flats - Full Round Edge (FRE)... 12-5 Cold Rolled Sheet... 12-6 110 Quarter Hard Copper Sheet... 12-6
COPPER PRODUCTS 110 COPPER PRODUCTS Rounds... 12-2 Squares... 12-2 Flats - Square Edge...12-3 thru12-4 Flats - Full Round Edge (FRE)... 12-5 Cold Rolled Sheet... 12-6 110 Quarter Hard Copper Sheet... 12-6
1. Base plates, setting plates and anchor rods for columns. 8. Lintels if connected to structural steel columns.
 PAGE 051200-1 SECTION 051200 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification sections,
PAGE 051200-1 SECTION 051200 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification sections,
Surface finish or precision. Relationship between the two types of variables is established through: Experience Experiments Modeling
 METAL FORMING Hot & Cold Forming: Process based on the metal ability (Plasticity) to flow plastically while remaining in solid state, without deterioration of its properties Advantages: No material waste
METAL FORMING Hot & Cold Forming: Process based on the metal ability (Plasticity) to flow plastically while remaining in solid state, without deterioration of its properties Advantages: No material waste
Code No: R Set No. 1
 Code No: R05310305 Set No. 1 III B.Tech I Semester Regular Examinations, November 2007 DESIGN OF MACHINE MEMBERS-I ( Common to Mechanical Engineering and Production Engineering) Time: 3 hours Max Marks:
Code No: R05310305 Set No. 1 III B.Tech I Semester Regular Examinations, November 2007 DESIGN OF MACHINE MEMBERS-I ( Common to Mechanical Engineering and Production Engineering) Time: 3 hours Max Marks:
CHAPTER 14. Forging of Metals. Kalpakjian Schmid Manufacturing Engineering and Technology Prentice-Hall Page 14-1
 CHAPTER 14 Forging of Metals 2001 Prentice-Hall Page 14-1 Forging (a) (b) Figure 14.1 (a) Schematic illustration of the steps involved in forging a bevel gear with a shaft. Source: Forging Industry Association.
CHAPTER 14 Forging of Metals 2001 Prentice-Hall Page 14-1 Forging (a) (b) Figure 14.1 (a) Schematic illustration of the steps involved in forging a bevel gear with a shaft. Source: Forging Industry Association.
ME 333 Manufacturing Processes II
 ME 333 Manufacturing Processes II Chapter 5 Metal Working Processes Mechanical Engineering University of Gaziantep Dr. A. Tolga Bozdana www.gantep.edu.tr/~bozdana Introduction Metal forming involves large
ME 333 Manufacturing Processes II Chapter 5 Metal Working Processes Mechanical Engineering University of Gaziantep Dr. A. Tolga Bozdana www.gantep.edu.tr/~bozdana Introduction Metal forming involves large
D. Nierhoff, Dr.-Ing. T. Flehmig, Prof. Dr.-Ing. Prof. E.h. R. Kawalla. ThyssenKrupp Steel Europe
 Efficiency-improved Forming with Reduced Trimming in Combination with precise Calibration Contribution to conference DYNAmore Forum 2014 Bamberg, 06/10 08/10/2014 D. Nierhoff, Dr.-Ing. T. Flehmig, Prof.
Efficiency-improved Forming with Reduced Trimming in Combination with precise Calibration Contribution to conference DYNAmore Forum 2014 Bamberg, 06/10 08/10/2014 D. Nierhoff, Dr.-Ing. T. Flehmig, Prof.
Frictional Condition Evaluation in Hot Magnesium Forming Using T- Shape and Ring Compression Tests
 College of Engineering Society of Manufacturing University of Tehran Engineering of Iran 3 rd International Conference on Manufacturing Engineering ICME211, Tehran, Iran 27-29 December 211 Frictional Condition
College of Engineering Society of Manufacturing University of Tehran Engineering of Iran 3 rd International Conference on Manufacturing Engineering ICME211, Tehran, Iran 27-29 December 211 Frictional Condition
TALAT Lecture Forging Process. 17 pages, 20 figures. Basic Level
 TALAT Lecture 3402 Forging Process 17 pages, 20 figures Basic Level prepared by K. Siegert, R. Malek and R. Neher, Institut für Umformtechnik, Universität Stuttgart Objectives: to understand the basic
TALAT Lecture 3402 Forging Process 17 pages, 20 figures Basic Level prepared by K. Siegert, R. Malek and R. Neher, Institut für Umformtechnik, Universität Stuttgart Objectives: to understand the basic
Bulk Deformation Forming - Rolling
 1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
A given material (shapeless or a simple geometry) Rolling, extrusion, forging, bending, drawing (plastic deformation)
 Rolling, extrusion, forging, bending, drawing (plastic deformation)") A given material (shapeless or a simple geometry) Primary shaping processes Metal forming processes Metal cutting processes Metal treatment processes A complex geometry (shape, size, accuracy, tolerances,
A given material (shapeless or a simple geometry) Primary shaping processes Metal forming processes Metal cutting processes Metal treatment processes A complex geometry (shape, size, accuracy, tolerances,
The Convenience Stores For Metal
 TOOL STEEL SELECTOR GUIDE Application Suggested Grades Arbors... O1, A2, A6 Battering Tools... S5, S1, S7 Blacksmith Tools... S5, S1 Boiler-Shop Tools... S5, S1, S7 Bolt Clippers... S5, S1 Boring Tools...
TOOL STEEL SELECTOR GUIDE Application Suggested Grades Arbors... O1, A2, A6 Battering Tools... S5, S1, S7 Blacksmith Tools... S5, S1 Boiler-Shop Tools... S5, S1, S7 Bolt Clippers... S5, S1 Boring Tools...
Metal extrusion. Metal stamping
 Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
HOT ROLLED STEEL FLAT PRODUCTS FOR STRUCTURAL FORMING AND FLANGING PURPOSES SPECIFICATION (Third Revision of IS 5986)
") For Comments Only Draft Indian Standard Doc: MTD 4(4939) HOT ROLLED STEEL FLAT PRODUCTS FOR STRUCTURAL FORMING AND FLANGING PURPOSES SPECIFICATION (Third Revision of IS 5986) ICS 77.140.50 Not to be reproduced
For Comments Only Draft Indian Standard Doc: MTD 4(4939) HOT ROLLED STEEL FLAT PRODUCTS FOR STRUCTURAL FORMING AND FLANGING PURPOSES SPECIFICATION (Third Revision of IS 5986) ICS 77.140.50 Not to be reproduced
Lubricants and release agents for massive forming
 Lubricants and release agents for massive forming Beruforge and Berulit for massive forming BECHEM Lubrication solutions for industry As the oldest German manufacturer of industrial lubricants, BECHEM
Lubricants and release agents for massive forming Beruforge and Berulit for massive forming BECHEM Lubrication solutions for industry As the oldest German manufacturer of industrial lubricants, BECHEM
Preparing and Proving CNC Machine Tool Programs Y/508/4703
 Unit Title Ofqual unit reference number (code) Organisation Reference Preparing and Proving CNC Machine Tool Programs Y/508/4703 QU051495 Unit Level Level 2 Unit Sub Level None GLH 64 Unit Credit Value
Unit Title Ofqual unit reference number (code) Organisation Reference Preparing and Proving CNC Machine Tool Programs Y/508/4703 QU051495 Unit Level Level 2 Unit Sub Level None GLH 64 Unit Credit Value
TOOL ROOM FOR SHEET METAL DIES
 Profile No.: 28 NIC Code: 24209 TOOL ROOM FOR SHEET METAL DIES 1. INTRODUCTION: Sheet metal forming processes are complex and have interaction several parameters of material like geometry, surface topology,
Profile No.: 28 NIC Code: 24209 TOOL ROOM FOR SHEET METAL DIES 1. INTRODUCTION: Sheet metal forming processes are complex and have interaction several parameters of material like geometry, surface topology,
FRAUNHOFER INSTITUTE FOR MACHINE TOOLS AND FORMING TECHNOLOGY IWU SIMULATION IN FORMING TECHNOLOGY
 FRAUNHOFER INSTITUTE FOR MACHINE TOOLS AND FORMING TECHNOLOGY IWU SIMULATION IN FORMING TECHNOLOGY 1 SIMULATION IN SHEET METAL FORMING Simulation is an essential part of the development chain, especially
FRAUNHOFER INSTITUTE FOR MACHINE TOOLS AND FORMING TECHNOLOGY IWU SIMULATION IN FORMING TECHNOLOGY 1 SIMULATION IN SHEET METAL FORMING Simulation is an essential part of the development chain, especially
Questions concerning the contents of the lecture Manufacturing Technology
 Questions concerning the contents of the lecture Manufacturing Manufaturing I 1. Introduction to Manufacturing No related questions 2. Measuring and Testing in Production 1. Explain systematic errors and
Questions concerning the contents of the lecture Manufacturing Manufaturing I 1. Introduction to Manufacturing No related questions 2. Measuring and Testing in Production 1. Explain systematic errors and
.1 ANSI/ASME B31.1, Power Piping, (SI Edition)..2 American Society for Testing and Materials (ASTM)
..2 American Society for Testing and Materials (ASTM)") Fitness Facility Addition Page 1 PART 1 GENERAL 1.1 RELATED SECTIONS.1 Section 03300 - Cast-in-Place Concrete.2 Section 05121 - Structural Steel for Buildings.3 Section 05500 - Metal Fabrications 1.2 REFERENCES.1
Fitness Facility Addition Page 1 PART 1 GENERAL 1.1 RELATED SECTIONS.1 Section 03300 - Cast-in-Place Concrete.2 Section 05121 - Structural Steel for Buildings.3 Section 05500 - Metal Fabrications 1.2 REFERENCES.1
05510: TAPERED STEEL TROLLEY POLES AND ACCESSORIES
 PART 1 GENERAL 1.01 DESCRIPTION A. The Vendor shall fabricate, furnish, test and deliver tapered steel trolley poles, including base plates, reinforced hand holes, anchor bolts, nuts and washers, and accessories
PART 1 GENERAL 1.01 DESCRIPTION A. The Vendor shall fabricate, furnish, test and deliver tapered steel trolley poles, including base plates, reinforced hand holes, anchor bolts, nuts and washers, and accessories
Product Guide Specification
 Digger Specialties, Inc. May 2012 PO Box 241 Bremen, Indiana 46506 Toll Free (800) 446-7659 Phone (574) 546-5999 Fax (574) 546-5099 Web Site www.diggerspecialties.com E-mail info@diggerspecialties.com
Digger Specialties, Inc. May 2012 PO Box 241 Bremen, Indiana 46506 Toll Free (800) 446-7659 Phone (574) 546-5999 Fax (574) 546-5099 Web Site www.diggerspecialties.com E-mail info@diggerspecialties.com
SECTION MEDICATION CABINET. 1.1 SUMMARY A. Section Includes: 1. Medication cabinets with self-contained refrigerator and fixtures.
 SECTION 12 35 70.21 MEDICATION CABINET SPEC WRITER NOTE: Delete text between // // not applicable to project. Edit remaining text to suit project. PART 1 - GENERAL 1.1 SUMMARY A. Section Includes: 1. Medication
SECTION 12 35 70.21 MEDICATION CABINET SPEC WRITER NOTE: Delete text between // // not applicable to project. Edit remaining text to suit project. PART 1 - GENERAL 1.1 SUMMARY A. Section Includes: 1. Medication
Rolls for the plastic and rubber industries
 Rolls for the plastic and rubber industries Breitenbach. The roll company. Quality and precision for your production More than 130 years of experience in roll production have left their marks all over
Rolls for the plastic and rubber industries Breitenbach. The roll company. Quality and precision for your production More than 130 years of experience in roll production have left their marks all over
MANUFACTURING SCIENCE-I Time: 1 hour (EME-402) Max. marks:30
 Max. marks:30") B.Tech. [SEM-IV (ME-41,42,43 & 44] QUIZ TEST-1 (Session: 2010-11) MANUFACTURING SCIENCE-I Time: 1 hour (EME-402) Max. marks:30 Note: All questions are compulsory. Q-1). Why there is no material wastage
B.Tech. [SEM-IV (ME-41,42,43 & 44] QUIZ TEST-1 (Session: 2010-11) MANUFACTURING SCIENCE-I Time: 1 hour (EME-402) Max. marks:30 Note: All questions are compulsory. Q-1). Why there is no material wastage
Part levellers. Materials Steel Aluminium Copper Brass Special alloys Bimetallic
 PART LEVELLERS Part levellers SOPREM levellers ensure your product quality. Distorted metal components are a thing of the past; today quality products are processed regardless of the source material. How
PART LEVELLERS Part levellers SOPREM levellers ensure your product quality. Distorted metal components are a thing of the past; today quality products are processed regardless of the source material. How
BS EN Hollow bars for machining Technical delivery conditions Non alloy and alloy steels
 BS EN 10294 1. Hollow bars for machining Technical delivery conditions Non alloy and alloy steels 1 Scope This part of EN 10294 specifies the technical delivery conditions for seamless steel hollow bars
BS EN 10294 1. Hollow bars for machining Technical delivery conditions Non alloy and alloy steels 1 Scope This part of EN 10294 specifies the technical delivery conditions for seamless steel hollow bars
Appendix 3 JIS Steel and Related Standards 471
 Appendix 3 JIS Steel and Related Standards 471 G 3314:1995 G 3315:2002 G 3316:1987 G 3317:1994 G 3318:1994 G 3320:1999 G 3321:1998 G 3322:1998 G 3350:1987 G 3351:1987 G 3352:2003 G 3353:1990 G 3429:1988
Appendix 3 JIS Steel and Related Standards 471 G 3314:1995 G 3315:2002 G 3316:1987 G 3317:1994 G 3318:1994 G 3320:1999 G 3321:1998 G 3322:1998 G 3350:1987 G 3351:1987 G 3352:2003 G 3353:1990 G 3429:1988
Products and Services
 Products and Services Experts in special steel long products DEUTSCHE EDELSTAHLWERKE is a leading manufacturer of special steel long products. Our broad product range has acquired us a virtually unique
Products and Services Experts in special steel long products DEUTSCHE EDELSTAHLWERKE is a leading manufacturer of special steel long products. Our broad product range has acquired us a virtually unique
EUROFER position paper 1 determining the borderline between preparations/articles for steel and steel products
 EUROFER position paper 1 determining the borderline between preparations/articles for steel and steel products Background Regulation (EC) No 1907/2006 of the European Parliament and of the Council of 18
EUROFER position paper 1 determining the borderline between preparations/articles for steel and steel products Background Regulation (EC) No 1907/2006 of the European Parliament and of the Council of 18
Rollers The Widest Choice
 Rollers The Widest Choice A Company of ThyssenKrupp BERCO S.p.A. Berco Moving Your Business Ahead Leadership in Undercarriage For about 90 years Berco s leadership and research has resulted in the greatest
Rollers The Widest Choice A Company of ThyssenKrupp BERCO S.p.A. Berco Moving Your Business Ahead Leadership in Undercarriage For about 90 years Berco s leadership and research has resulted in the greatest
Rolling processes. Fig. (5-1)
") Page1 Rolling processes 5-1 introduction: Rolling is the process of reducing the thickness or changing the cross section of a long workpiece by compressive forces applied through a set of rolls, as shown
Page1 Rolling processes 5-1 introduction: Rolling is the process of reducing the thickness or changing the cross section of a long workpiece by compressive forces applied through a set of rolls, as shown
1.2 REFERENCES.1 American National Standards Institute (ANSI)/American Society of Mechanical Engineers (ASME).
/American Society of Mechanical Engineers (ASME).") Issued 2005/06/01 Section 15112 Valves Cast Iron, Gate, Globe, Check Page 1 of 8 PART 1 GENERAL 1.1 RELATED SECTIONS.1 Section 01355 Waste Management and Disposal 1.2 REFERENCES.1 American National Standards
Issued 2005/06/01 Section 15112 Valves Cast Iron, Gate, Globe, Check Page 1 of 8 PART 1 GENERAL 1.1 RELATED SECTIONS.1 Section 01355 Waste Management and Disposal 1.2 REFERENCES.1 American National Standards
Fundamentals of Manufacturing Processes Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Fundamentals of Manufacturing Processes Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Lecture 07 Applications of Manufacturing Processes Hello,
Fundamentals of Manufacturing Processes Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Lecture 07 Applications of Manufacturing Processes Hello,
Metal Powder Industries Federation. Allowing Fit, Form, & Function to Drive Design
 Metal Powder Industries Federation Allowing Fit, Form, & Function to Drive Design 1 Introduction PM provides the opportunity for cost effective production of complex net shape components. 2 Considerations
Metal Powder Industries Federation Allowing Fit, Form, & Function to Drive Design 1 Introduction PM provides the opportunity for cost effective production of complex net shape components. 2 Considerations
SPECIAL STEELS. Quality is not just passable, its Paramount.
 SPECIAL STEELS Quality is not just passable, its Paramount. SPECIAL STEELS About us Kadimi Special Steels is a leading steel company in India. We are an Indo-Japanese joint venture between Kadimi and Nakagawa
SPECIAL STEELS Quality is not just passable, its Paramount. SPECIAL STEELS About us Kadimi Special Steels is a leading steel company in India. We are an Indo-Japanese joint venture between Kadimi and Nakagawa
ALUMINUM PRODUCTS. SECTION 1 ROD, BAR AND WIRE (COLD FINISHED) Alloy Descriptions and Applications Mechanical Properties...
 Alloy Descriptions and Applications Mechanical Properties...") ALUMINUM PRODUCTS SECTION 1 ROD, BAR AND WIRE (COLD FINISHED) Alloy Descriptions and Applications...10-4 Mechanical Properties... 10-5 thru 10-6 SIZE CHARTS 2011-T3 Rounds...10-7 2011-T3 Hexagons...10-8
ALUMINUM PRODUCTS SECTION 1 ROD, BAR AND WIRE (COLD FINISHED) Alloy Descriptions and Applications...10-4 Mechanical Properties... 10-5 thru 10-6 SIZE CHARTS 2011-T3 Rounds...10-7 2011-T3 Hexagons...10-8
Cast Steel Propellers W27. (May 2000) (Rev.1 May 2004)
 (Rev.1 May 2004)") (May 2000) (Rev.1 May 2004) Cast Steel Propellers 1. Scope 1.1 These unified requirements are applicable to the manufacture of cast steel propellers, blades and bosses. 1.2 Where the use of alternative
(May 2000) (Rev.1 May 2004) Cast Steel Propellers 1. Scope 1.1 These unified requirements are applicable to the manufacture of cast steel propellers, blades and bosses. 1.2 Where the use of alternative
Chapter 14 Forging of Metals
 Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
WYATT Orifice flow PrOducTs
 WYATT Orifice Differential producers, specifically orifice plates, are used in flow measurement due to their simplicity, ease of installation, tolerance to extreme atmospheric and process conditions, and
WYATT Orifice Differential producers, specifically orifice plates, are used in flow measurement due to their simplicity, ease of installation, tolerance to extreme atmospheric and process conditions, and
Forming Hub Cold Forming Rolling Hot Forging
 S O F T WA R E F O R F O R M I N G S I M U L AT I O N well formed PART OF Simufact addresses companies from the manufacturing industries which are specialized in the area of metal forming and joining processes.
S O F T WA R E F O R F O R M I N G S I M U L AT I O N well formed PART OF Simufact addresses companies from the manufacturing industries which are specialized in the area of metal forming and joining processes.
PRICE LIST 10/2017-WW-S.1 SYSTEM SALVAGNINI
 PRICE LIST 10/2017-WW-S.1 SYSTEM SALVAGNINI SALVAGNINI THICK TURRET TRUMPF PRICE LIST 10/2017-WW-S.1 VALIDITY OF PRICES: This pricelist is valid from 01.10.2017. From this date old price lists lose their
PRICE LIST 10/2017-WW-S.1 SYSTEM SALVAGNINI SALVAGNINI THICK TURRET TRUMPF PRICE LIST 10/2017-WW-S.1 VALIDITY OF PRICES: This pricelist is valid from 01.10.2017. From this date old price lists lose their
Contents EN :2008+A1:2011 (E) Page
 Page") Contents Page Foreword... 9 Introduction... 10 1 Scope... 11 2 Normative references... 12 2.1 General... 12 2.2 Constituent products... 12 2.2.1 Steels... 12 2.2.2 Steel castings... 14 2.2.3 Welding consumables...
Contents Page Foreword... 9 Introduction... 10 1 Scope... 11 2 Normative references... 12 2.1 General... 12 2.2 Constituent products... 12 2.2.1 Steels... 12 2.2.2 Steel castings... 14 2.2.3 Welding consumables...
GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS
 - June 2013 Addendum GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS SUBSECTION "A" : GENERAL RULES SUBSECTION "B" : CLASS 1 COMPONENTS SUBSECTION "C" : CLASS 2 COMPONENTS SUBSECTION "D" : CLASS
- June 2013 Addendum GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS SUBSECTION "A" : GENERAL RULES SUBSECTION "B" : CLASS 1 COMPONENTS SUBSECTION "C" : CLASS 2 COMPONENTS SUBSECTION "D" : CLASS
Authors: Correspondence: ABSTRACT:
 Simulating the Complete Forming Sequence for a Roll Formed Automotive Bumper Beam Authors: Trevor Dutton, Paul Richardson Dutton Simulation Ltd Matt Tomlin, Tom Harrison Wagon Automotive plc Correspondence:
Simulating the Complete Forming Sequence for a Roll Formed Automotive Bumper Beam Authors: Trevor Dutton, Paul Richardson Dutton Simulation Ltd Matt Tomlin, Tom Harrison Wagon Automotive plc Correspondence:
Forging. Types of forging process. 1. Open Die Forgings or Hand forgings. Lecture Notes on Manufacturing Process
 Forging Forging is manufacturing process where metal is pressed, pounded or squeezed under great pressure into high strength parts known as forgings. Heated metal to be shaped is placed on a mold. Pressure
Forging Forging is manufacturing process where metal is pressed, pounded or squeezed under great pressure into high strength parts known as forgings. Heated metal to be shaped is placed on a mold. Pressure
The best of both worlds
 The best of both worlds CoroMill 210 the ultimate roughing cutter for modern machining techniques Use CoroMill 210 for plunge milling to mill away large volumes of metal or for high feed milling of flat
The best of both worlds CoroMill 210 the ultimate roughing cutter for modern machining techniques Use CoroMill 210 for plunge milling to mill away large volumes of metal or for high feed milling of flat
Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks
 IDE 2008, Bremen, Germany, September 17 th 19 th, 2008 77 Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks Rüdiger Rentsch Foundation Institute of Materials Science (IWT), Badgasteinerstr.
IDE 2008, Bremen, Germany, September 17 th 19 th, 2008 77 Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks Rüdiger Rentsch Foundation Institute of Materials Science (IWT), Badgasteinerstr.
SECTION STRUCTURAL STEEL
 SECTION 05120 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 1 Specification Sections, apply to this
SECTION 05120 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 1 Specification Sections, apply to this
Casting and Permold Product Portfolio
 Casting and Permold Product Portfolio Sourcing and Supply Chain Solution for OEM Serving Industry For 25Yrs Our Mission is to reduce our clients total cost of ownership Sourcing Supply Chain Management
Casting and Permold Product Portfolio Sourcing and Supply Chain Solution for OEM Serving Industry For 25Yrs Our Mission is to reduce our clients total cost of ownership Sourcing Supply Chain Management
SECTION ORCHESTRA PIT FILLER
 PART 1 - GENERAL 1.1 SECTION INCLUDES A. Orchestra pit filler. 1.2 REFERENCES SECTION 11 61 00 ORCHESTRA PIT FILLER A. American Hardboard Association (AHA): 1. AHA A135.4-95: Basic Hardboard. B. American
PART 1 - GENERAL 1.1 SECTION INCLUDES A. Orchestra pit filler. 1.2 REFERENCES SECTION 11 61 00 ORCHESTRA PIT FILLER A. American Hardboard Association (AHA): 1. AHA A135.4-95: Basic Hardboard. B. American
CASE 3: Analysis of tooling failure
 CASE 3: Analysis of tooling failure Product: Valve spring retainer Product Material: 34Cr4 Tool Type: Rigid for the plastic analysis / elastic for the punch analysis Process Type: 2D Axi-symmetric, Isothermal,
CASE 3: Analysis of tooling failure Product: Valve spring retainer Product Material: 34Cr4 Tool Type: Rigid for the plastic analysis / elastic for the punch analysis Process Type: 2D Axi-symmetric, Isothermal,
CHAPTER FOUR Forming Processes
 CHAPTER FOUR Forming Processes Forming, shown in Fig. 4.1, is the process of changing the shape of the product without chip formation. The volume of the metal of the product remains constant before and
CHAPTER FOUR Forming Processes Forming, shown in Fig. 4.1, is the process of changing the shape of the product without chip formation. The volume of the metal of the product remains constant before and
R10 Set No: 1. Design of Machine Members-I (Mechanical Engineering) Time: 3 Hours Max Marks: 75 ''' ' '' '' ''
 Time: 3 Hours Max Marks: 75 ''' ' '' '' ''") R10 Set No: 1 III B.Tech. I Semester Supplementary Examinations, June/July - 2014 Design of Machine Members-I (Mechanical Engineering) Time: 3 Hours Max Marks: 75 Answer any FIVE Questions All Questions
R10 Set No: 1 III B.Tech. I Semester Supplementary Examinations, June/July - 2014 Design of Machine Members-I (Mechanical Engineering) Time: 3 Hours Max Marks: 75 Answer any FIVE Questions All Questions
C. Samples: For each door face material, at least 3 by 5 inches (75 by 125 mm) in size, in specified finish.
 in size, in specified finish.") SECTION 083113 - ACCESS DOORS AND FRAMES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
SECTION 083113 - ACCESS DOORS AND FRAMES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
SECTION COMPOSITE METAL DECKING
 PART 1 GENERAL 1.1 DESCRIPTION SECTION 05 36 00 1. Use this section only for NCA projects. 2. Delete between // ---- // if not applicable to project. Also delete any other item or paragraph not applicable
PART 1 GENERAL 1.1 DESCRIPTION SECTION 05 36 00 1. Use this section only for NCA projects. 2. Delete between // ---- // if not applicable to project. Also delete any other item or paragraph not applicable
SECTION STRUCTURAL METAL FRAMING
 SECTION 05100 STRUCTURAL METAL FRAMING PART 1 GENERAL 1.01 SUMMARY A. Section Includes: Structural steel framing including lintels, shelf angles, bearing plates, anchor bolts and other items as shown on
SECTION 05100 STRUCTURAL METAL FRAMING PART 1 GENERAL 1.01 SUMMARY A. Section Includes: Structural steel framing including lintels, shelf angles, bearing plates, anchor bolts and other items as shown on
The designs, depending upon the methods used, may be classified as follows:
 Definition Machine Design is the creation of new and better machines and improving the existing ones. A new or better machine is one which is more economical in the overall cost of production and operation.
Definition Machine Design is the creation of new and better machines and improving the existing ones. A new or better machine is one which is more economical in the overall cost of production and operation.
Micro-Precision Coil and Formed Wire Products for the Medical Device Industry
 Micro-Precision Coil and Formed Wire Products for the Medical Device Industry Precision Metal Components For Medical Devices Specialized, complex parts and sub-assemblies Extreme diameter and length capabilities
Micro-Precision Coil and Formed Wire Products for the Medical Device Industry Precision Metal Components For Medical Devices Specialized, complex parts and sub-assemblies Extreme diameter and length capabilities
Process, Microstructure & Tooling
 improving manufacturing by simulation: Process, Microstructure & Tooling Dr Brian Miller Sales & Marketing Director Overview Formed in 1980 as Finite Elements Ltd 1000+ clients Member of Wilde Group of
improving manufacturing by simulation: Process, Microstructure & Tooling Dr Brian Miller Sales & Marketing Director Overview Formed in 1980 as Finite Elements Ltd 1000+ clients Member of Wilde Group of
MATERIAL SPECIFICATION FOR FRAMES, GRATES, COVERS, AND GRATINGS
 ONTARIO PROVINCIAL STANDARD SPECIFICATION OPSS.PROV 1850 APRIL 2018 (Formerly OPSS 1850, April 2013) Note: The PROV published in April 2018 replaces OPSS 1850 COMMON, April 2013 with no technical content
ONTARIO PROVINCIAL STANDARD SPECIFICATION OPSS.PROV 1850 APRIL 2018 (Formerly OPSS 1850, April 2013) Note: The PROV published in April 2018 replaces OPSS 1850 COMMON, April 2013 with no technical content
Metals Technology. Forming II.
 Metals Technology Forming II. Today s topic Rolling Forging Extrusion Sheet metal forming Rolling techniques Flat rolling Material s flow in the rolling gap Flat rolling Rolling arrangement Flat rolling
Metals Technology Forming II. Today s topic Rolling Forging Extrusion Sheet metal forming Rolling techniques Flat rolling Material s flow in the rolling gap Flat rolling Rolling arrangement Flat rolling
CHAPTER 14. Forging of Metals
 CHAPTER 14 Forging of Metals 2 3 4 5 6 Forging (a) (b) (a) Schematic illustration of the steps involved in forging a bevel gear with a shaft. Source: Forging Industry Association. (b) Landing-gear components
CHAPTER 14 Forging of Metals 2 3 4 5 6 Forging (a) (b) (a) Schematic illustration of the steps involved in forging a bevel gear with a shaft. Source: Forging Industry Association. (b) Landing-gear components
High-Quality Tool Steel Hot-Work Steels
 High-Quality Tool Steel Hot-Work Steels Hot-forming tools are needed for chipless forming of workpieces from iron and non-ferrous materials and their alloys as well as the production of articles of daily
High-Quality Tool Steel Hot-Work Steels Hot-forming tools are needed for chipless forming of workpieces from iron and non-ferrous materials and their alloys as well as the production of articles of daily
Forming Hub Cold Forming Hot Forging
 S O F T WA R E F O R F O R M I N G S I M U L AT I O N well formed Simufact.forming addresses companies from the manufacturing industries which are specialized in the area of metal forming and joining processes.
S O F T WA R E F O R F O R M I N G S I M U L AT I O N well formed Simufact.forming addresses companies from the manufacturing industries which are specialized in the area of metal forming and joining processes.
BIS or used as Amendment to STANDARD comments is 15 Nov. 2008
 Doc: MTD 4 (4730) For comments only BUREAU OF INDIAN STANDARDS Modified draft Indian Standard HOT ROLLED CARBON STEEL SHEET AND STRIP (Sixth Revision of IS 1079) ICS 77.140.50 Not to be reproduced without
Doc: MTD 4 (4730) For comments only BUREAU OF INDIAN STANDARDS Modified draft Indian Standard HOT ROLLED CARBON STEEL SHEET AND STRIP (Sixth Revision of IS 1079) ICS 77.140.50 Not to be reproduced without