The ITER Blanket System Design Challenge
|
|
|
- Alfred Norton
- 6 years ago
- Views:
Transcription
1 The ITER Blanket System Design Challenge Presented by A. René Raffray Blanket Section Leader; Blanket Integrated Product Team Leader ITER Organization, Cadarache, France With contributions from B. Calcagno 1, P. Chappuis 1, Zhang Fu 1, Chen Jiming 2, D-H. Kim 3, S. Khomiakov 4, A. Labusov 5, A. Martin 1, M. Merola 1, R. Mitteau 1, S. Sadakov 1, M. Ulrickson 6, F. Zacchia 7, and all BIPT contributors 1 ITER Organization; 2 SWIP, China ITER Domestic Agency; 3 NFRI, ITER Korea; 4 NIKIET, RF ITER Domestic Agency; 5 Efremov, RF ITER Domestic Agency; 6 SNL, US ITER Domestic Agency; 7 F4E, EU ITER Domestic Agency 24 th IAEA Fusion Energy Conference IAEA CN-197, San Diego, CA, October 8-13, 2012 The views and opinions expressed herein do not necessarily reflect those of the ITER Organization 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 1
2 Blanket Effort Conducted within BIPT Blanket Integrated Product Team ITER Organiza8on DA s - CN - EU - KO - RF - US Include resources from Domes8c Agencies to help in major design and analysis effort. Direct involvement of procuring DA s in design - Sense of design ownership - Would facilitate procurement 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 2

3 Blanket System Functions Main functions of ITER Blanket System: Exhaust the majority of the plasma power. Contribute in providing neutron shielding to superconducting coils. Provide limiting surfaces that define the plasma boundary during startup and shutdown. 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 3


 Blanket")



4 Blanket System Modules 7-10 Modules 1-6 Modules Shield Block (semi- permanent) FW Panel (separable) Blanket 50% 50% 50% 40% 10% Module ~ mm ~ mm 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 4
5 Blanket System in Numbers Number of Blanket Modules: 440 Max allowable mass per module: 4.5 tons Total Mass: 1530 tons First Wall Coverage: ~600 m 2 Materials: - Armor: Beryllium - Heat Sink: CuCrZr - Steel Structure: 316L(N)- IG Max total thermal load: 736 MW Cooling water condi8ons: 4 MPa and 70 C 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 5
6 Impact of Interface Requirements on Blanket Design Interface requirements impose challenging demands on the blanket in particular since the blanket is in its final design phase whereas several major interfacing components are already in procurement. Such demands include: - Accommodating plasma heat loads on FW - Maintaining acceptable load transfer to the vacuum vessel - Providing sufficient shielding to the vacuum vessel and TF coils - Accommodating the space allocations for in-vessel coils and manifolds These are highlighted in subsequent slides as part of the blanket design description. 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 6

7 Inboard Module Shape and Size Optimized for Neutron Shielding of VV and TF Coil The blanket is a major contributor to neutron shielding of the coils and vacuum vessel. E.g. the integrated heating in the toroidal field coil needs to be maintained to <14 kw. To that aim, two blanket-related modifications were introduced compared to CDR profile: - a flat inboard profile - an addition of 4 cm to mid-plane radial thickness - a reduction of the vertical gaps between inboard SB s from 14 to 10 mm. This is estimated to result in a TF coil nuclear heating in the range kw. More detailed 3-D neutronics analyses are planned to confirm this. A reduction of the thickness of BM 1 also results in a corresponding reduction in the EM loads on the VV, consistent with the vacuum vessel load specifications, as discussed later 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 7

8 Design of First Wall Panel Impacted by Accommodation of Plasma Interface Requirements I-shaped beam to accommodate poloidal torque 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 8
. Shaping of FW to shadow leading edges and penetrations.")
9 Final Shaping of First Wall Panel Heat load associated with charged particles is a major component of heat flux to first wall. The heat flux is oriented along the field lines. Thus, the incident heat flux is strongly design-dependent (incidence angle of the field line on the component surface). Shaping of FW to shadow leading edges and penetrations. Plasma - Allow good access for RH - Shadow leading edges Exaggerated shaping RH access 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 9




10 Plasma Load to the First wall Secondary X point : 4 cm flux surface deviated to upper panels Far SOL heat loads to the wall Inboard + Outboard limiter contact - Off-normal load: Beryllium surface damage is accepted Power in the scrape off layer 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 10

11 First Wall Panels: Design Heat Flux 218 Normal heat flux panels EU 222 Enhanced heat flux panels RF, CN 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 11




12 Normal Heat Flux Finger: q = ~ 1-2 MW/m 2 Steel Cooling Pipes HIP ing First Wall Finger Design Enhanced Heat Flux Finger: q < ~ 5 MW/m 2 Hypervapotron Explosion bonding (SS/CuCrZr) + brazing (Be/CuCrZr) SS Back Plate Be >les SS Pipes CuCrZr Alloy Be >les 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 12
13 Shield Block Design Slits to reduce EM loads and minimize thermal expansion and bowing Cooling holes are optimized for Water/SS ratio (Improving nuclear shielding performance). Cut-outs at the back to accommodate many interfaces (Manifold, Attachment, In-Vessel Coils). Basic fabrication method from either a single or multiple-forged steel blocks and includes drilling of holes, welding of cover plates of water headers, and final machining of the interfaces. 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 13

14 Shield Block Attachment 4 flexible axial supports Keys to take moments and forces Electrical straps to conduct current to vacuum vessel Coolant connections 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 14


15 Flexible Axial Support FSP for testing (NIKIET, RF) 4 flexible axial supports located at the rear of SB, where nuclear irradiation is lower. Compensate radial positioning of SB on VV wall by means of custom machining. Adjustment of up to ±10 mm in the axial direction and ±5 mm transversely (on key pads) built into design of the supports for custom-machining process. Cartridge and bolt made of high strength Inconel-718 Designed for 800 kn preload to take up to 600 kn Category III load. 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 15
16 Shear Keys Used to Accommodate Moments from EM Loads Toroidal Forces Poloidal Forces 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 16


17 Keys in Inboard and Outboard Modules Each inboard SB has two inter-modular keys and a centering key to react the toroidal forces. Each outboard SB has 4 stub keys concentric with the flexible supports. Bronze pads are attached to the SB and allow sliding of the module interfaces during relative thermal expansion. Key pads are custom-machined to recover manufacturing tolerances of the VV and SB. Electrical insulation of the pads through ceramic coating on their internal surfaces. 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 17
 For")
18 Shield Block and Attachment Designed to Respect Pre- Defined Load from Vacuum Vessel load Specifications Optimizing blanket design (radial thickness and slitting) to reduce EM loads based on the following analysis: - DINA analysis of disruptions and VDEs - Eddy and halo analysis to obtain superposition of wave forms - Dynamic analysis of BM structural response using ANSYS (NIKIET) For example, results for BM 1 under a downward VDE (load category II) for gaps of mm at side of intermodular key pads and with a friction coefficient of The axial loads are compatible with those in the VV load specifications (500 kn) 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 18
 in the case of")

19 Example Analysis of Inter-Modular Key Analysis of the inter-modular keys indicate stresses above yield (~172 MPa at 100 C) in the case of Category III load. Limit analysis then performed to check margin. 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 19
 15% 10% 5% Neck Pad loca8on 1.725 MN 0% 0 0.5 1 1.5 2 2.")
20 Limit Analysis of Inter-Modular Key Reasonable load factors of 1.5 for the pads and 1.9 for the neck of the key are obtained based on limit analysis under Category III load with 5% plastic strain. 20% Eddy Forces Applied MN Plas8c strain (%) 15% 10% 5% Neck Pad loca8on MN 0% LoadFactor 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 20

 Three sets of in-vessel ELM control coils per outboard sector to control ELMs by")

21 Interface with Blanket Manifold and ELM Coils A multi-pipe manifold configuration has been chosen, with each pipe feeding one or two BM s - Higher reliability due to minimization of welds and utilization of seamless pipes. - Superior leak localization capability due to larger segregation of cooling circuits. - Elimination of drain lines. - Reasonable cost (well-established technologies) Three sets of in-vessel ELM control coils per outboard sector to control ELMs by applying an asymmetric resonant magnetic perturbation to the plasma surface. BMs to be designed with cut-outs to accommodate these space reservations. Multi-pipe Manifold Configuration Example outboard SB 12 with manifold and ELM coil cut-outs ELM coils 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 21
22 Supporting R&D A detailed R&D program has been planned in support of the design, covering a range of key topics, including: - Critical heat flux (CHF) tests on FW mock-ups. - Experimental determination of the behavior of the attachment and insulating layer under prototypical conditions. - Material testing under irradiation. - Demonstration of the different remote handling procedures. A major goal of the R&D effort is to converge on a qualification program for the SB and FW panels. - Full-scale SB prototypes (KODA and CNDA). - FW semi-prototypes (EUDA for the NHF FW Panels, and RFDA and CNDA for the EHF First Wall Panels). - Qualification tests include: He leak test, pressure test, FW heat flux test 24 th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 22



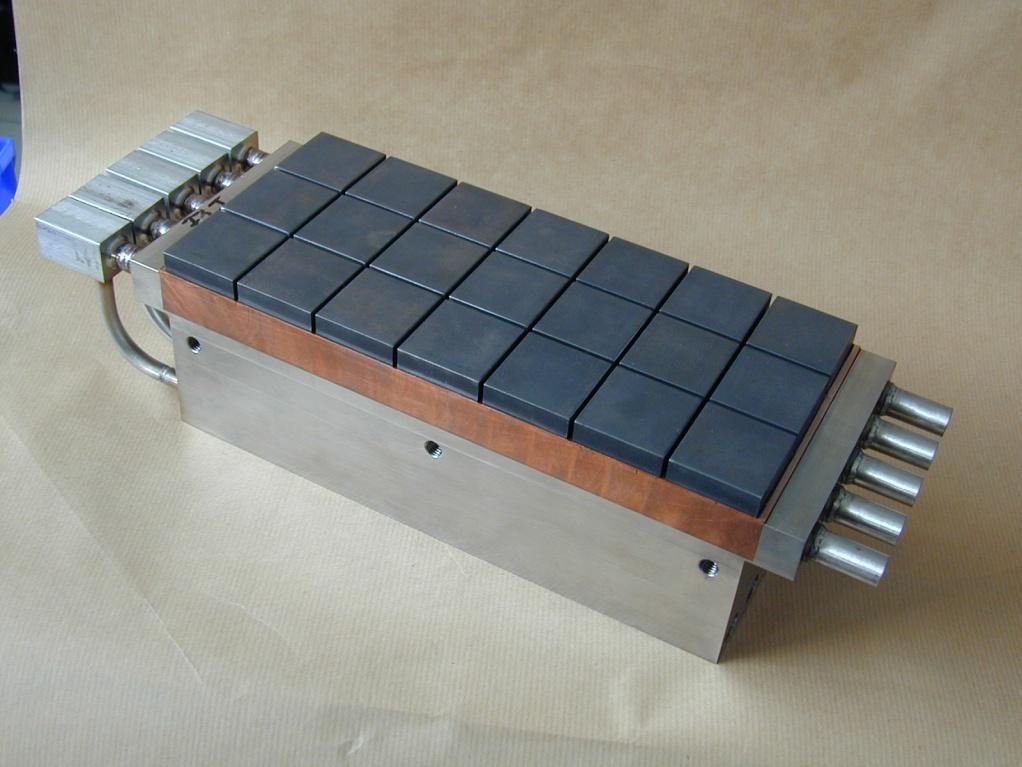

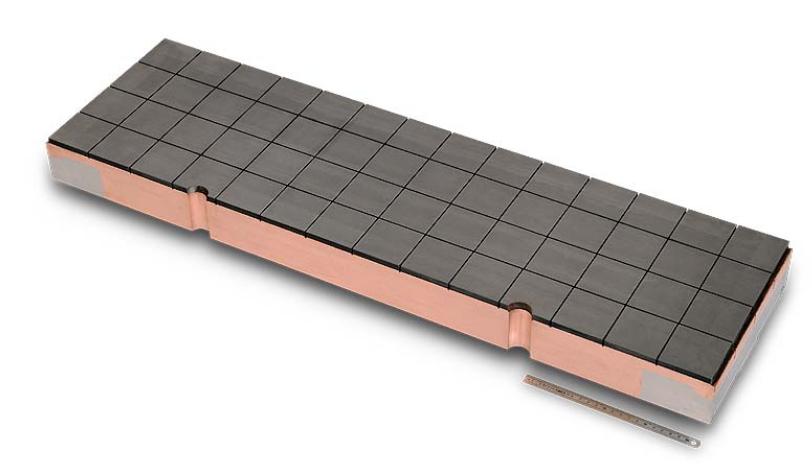


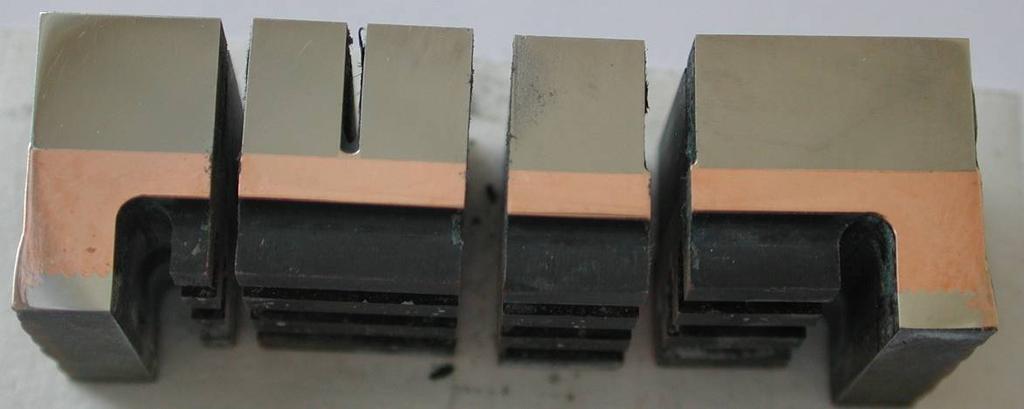
23 Mock-Ups and Prototypes Are Being Manufactured as Part of the Qualification Programs Shield Block by KODA First Wall by EUDA First Wall by RFDA 24th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 23
24 Summary The Blanket design is extremely challenging, having to accommodate high heat fluxes from the plasma, large EM loads during off-normal events and demanding interfaces with many key components (in particular the VV and IVC) and the plasma. Substantial re-design following the ITER Design Review of The Blanket CDR and PDR have confirmed the correctness of this re-design. Effort now focused on finalizing the design work. Parallel R&D program and formal qualification process by the manufacturing and testing of full-scale or semi-prototypes. Key milestones: - Final Design Review in spring Procurement to start in late th IAEA Fusion Energy Conference, San Diego, CA, October 8-13, 2012 Slide 24
PROGRESS OF ITER FIRST WALL DESIGN ABSTRACT 1. INTRODUCTION
 PROGRESS OF ITER FIRST WALL DESIGN R. Mitteau(*), R. Raffray(*), P. Chappuis(*), M. Merola(*), D. Loesser(**) on behalf of the ITER Organization and the Blanket Integrated Product Team(1) (*) ITER Organization,
PROGRESS OF ITER FIRST WALL DESIGN R. Mitteau(*), R. Raffray(*), P. Chappuis(*), M. Merola(*), D. Loesser(**) on behalf of the ITER Organization and the Blanket Integrated Product Team(1) (*) ITER Organization,
ITER-FEAT Vacuum Vessel and Blanket Design Features and Implications for the R&D Programme
 ITER-FEAT Vacuum Vessel and Blanket Design Features and Implications for the R&D Programme K. Ioki 1), W. Daenner 2), K. Koizumi 3), V.Krylov 4), A. Cardella 1), F. Elio 1), M. Onozuka 1), ITER Joint Central
ITER-FEAT Vacuum Vessel and Blanket Design Features and Implications for the R&D Programme K. Ioki 1), W. Daenner 2), K. Koizumi 3), V.Krylov 4), A. Cardella 1), F. Elio 1), M. Onozuka 1), ITER Joint Central
INFORMATION DAY. Fusion for Energy (F4E)
") INFORMATION DAY 26th November 2013, Zagreb Fusion for Energy (F4E) Part 2 Status of the ITER Project and Achievements Jesus Izquierdo Technical Coordination and Integration 1 THE ITER PROJECT MAIN SYSTEMS
INFORMATION DAY 26th November 2013, Zagreb Fusion for Energy (F4E) Part 2 Status of the ITER Project and Achievements Jesus Izquierdo Technical Coordination and Integration 1 THE ITER PROJECT MAIN SYSTEMS
Summary of Major Features of ARIES- ST and ARIES-AT Blanket Designs
 Summary of Major Features of ARIES- ST and ARIES-AT Blanket Designs Presented by A. René Raffray University of California, San Diego with the Contribution of the ARIES Team and S. Malang APEX Meeting,
Summary of Major Features of ARIES- ST and ARIES-AT Blanket Designs Presented by A. René Raffray University of California, San Diego with the Contribution of the ARIES Team and S. Malang APEX Meeting,
FABRICATION DESIGN AND CODE REQUIREMENTS FOR THE ITER VACUUM VESSEL
 Proceedings of the ASME 2011 Pressure Vessels & Piping Division Conference PVP2011 July 17-21, 2011, Baltimore, Maryland, USA PVP2011-57143 FABRICATION DESIGN AND CODE REQUIREMENTS FOR THE ITER VACUUM
Proceedings of the ASME 2011 Pressure Vessels & Piping Division Conference PVP2011 July 17-21, 2011, Baltimore, Maryland, USA PVP2011-57143 FABRICATION DESIGN AND CODE REQUIREMENTS FOR THE ITER VACUUM
R&D required to place a test module on FNF (how does it compare to ITER TBM?) R&D required for base blanket
 R&D required for base blanket") Testing Strategy, Implications for R&D and Design What are the preferred blankets options for testing on FNF and what are the implications for R&D? Comparison of strategies for testing space allocation
Testing Strategy, Implications for R&D and Design What are the preferred blankets options for testing on FNF and what are the implications for R&D? Comparison of strategies for testing space allocation
DCLL Blanket for ARIES-AT: Major Changes to Radial Build and Design Implications
 DCLL Blanket for ARIES-AT: Major Changes to Radial Build and Design Implications L. El-Guebaly Fusion Technology Institute UW - Madison ARIES-Pathways Project Meeting December 12-13, 2007 Georgia Tech
DCLL Blanket for ARIES-AT: Major Changes to Radial Build and Design Implications L. El-Guebaly Fusion Technology Institute UW - Madison ARIES-Pathways Project Meeting December 12-13, 2007 Georgia Tech
Assessment and comparison of pulsed and steady-state tokamak power plants
 Assessment and comparison of pulsed and steady-state tokamak power plants Farrokh Najmabadi UC San Diego 21 st International Toki Conference, 28 Novemeber-1 December 2011 Toki, Japan Choice between steady-state
Assessment and comparison of pulsed and steady-state tokamak power plants Farrokh Najmabadi UC San Diego 21 st International Toki Conference, 28 Novemeber-1 December 2011 Toki, Japan Choice between steady-state
Maintenance Concept for Modular Blankets in Compact Stellarator Power Plants
 Maintenance Concept for Modular Blankets in Compact Stellarator Power Plants Siegfried Malang With contributions of Laila A. EL-Guebaly Xueren Wang ARIES Meeting UCSD, San Diego, January 8-10, 2003 Overview
Maintenance Concept for Modular Blankets in Compact Stellarator Power Plants Siegfried Malang With contributions of Laila A. EL-Guebaly Xueren Wang ARIES Meeting UCSD, San Diego, January 8-10, 2003 Overview
ITER R&D Needs, Challenges, and the Way Forward
 ITER R&D Needs, Challenges, and the Way Forward Bernard Bigot Director General ITER Organization, Cadarache, France Fusion Power Co-ordinating Committee Mtg, IO Headquarters, 24 Jan 2018 1 Context of ITER
ITER R&D Needs, Challenges, and the Way Forward Bernard Bigot Director General ITER Organization, Cadarache, France Fusion Power Co-ordinating Committee Mtg, IO Headquarters, 24 Jan 2018 1 Context of ITER
Numerical Study of High Heat Flux Performances of Flat-Tile Divertor Mock-ups with Hypervapotron Cooling Concept
 Numerical Study of High Heat Flux Performances of Flat-Tile Divertor Mock-ups with Hypervapotron Cooling Concept CHEN Lei ( ), LIU Xiang ( ), LIAN Youyun ( ), CAI Laizhong ( ) Southwestern Institute of
Numerical Study of High Heat Flux Performances of Flat-Tile Divertor Mock-ups with Hypervapotron Cooling Concept CHEN Lei ( ), LIU Xiang ( ), LIAN Youyun ( ), CAI Laizhong ( ) Southwestern Institute of
ITER TOKAMAK VACUUM VESSEL THERMAL SHIELD ADDITIONAL NEUTRAL SHIELDING
 Route de Vinon-sur-Verdon - CS 90 046-13067 St Paul Lez Durance Cedex - France ITER TOKAMAK VACUUM VESSEL THERMAL SHIELD ADDITIONAL NEUTRAL SHIELDING CALL FOR NOMINATION Ref. IO/CFN/14/11176/PMT SUMMARY
Route de Vinon-sur-Verdon - CS 90 046-13067 St Paul Lez Durance Cedex - France ITER TOKAMAK VACUUM VESSEL THERMAL SHIELD ADDITIONAL NEUTRAL SHIELDING CALL FOR NOMINATION Ref. IO/CFN/14/11176/PMT SUMMARY
COLD NEUTRON SOURCE AT CMRR
 COLD NEUTRON SOURCE AT CMRR Hu Chunming Shen Wende, Dai Junlong, Liu Xiankun ( 1 ) Vadim Kouzminov, Victor Mityukhlyaev / 2 /, Anatoli Serebrov, Arcady Zakharov ( 3 ) ABSTRACT As an effective means to
COLD NEUTRON SOURCE AT CMRR Hu Chunming Shen Wende, Dai Junlong, Liu Xiankun ( 1 ) Vadim Kouzminov, Victor Mityukhlyaev / 2 /, Anatoli Serebrov, Arcady Zakharov ( 3 ) ABSTRACT As an effective means to
Diagnostics for Studying Deposition and Erosion Processes in JET
 EFDA JET CP(04)06-10 P. Coad, H-G Esser, J. Likonen, M Mayer, G Neill, V Philipps, M. Rubel, J Vince and JET EFDA Contributors Diagnostics for Studying Deposition and Erosion Processes in JET . Diagnostics
EFDA JET CP(04)06-10 P. Coad, H-G Esser, J. Likonen, M Mayer, G Neill, V Philipps, M. Rubel, J Vince and JET EFDA Contributors Diagnostics for Studying Deposition and Erosion Processes in JET . Diagnostics
Preparations for the ITER Vacuum Vessel Construction
 1 ITR/1-1 Preparations for the ITER Vacuum Vessel Construction J. S. Bak (1), B. C. Kim (1), J. W. Sa (1), S. Wu (2), K. Ioki (2), L. Jones (3), P. Savrukhin (4), H. Pathak (5), Y. J. Lee (1), K. H. Hong
1 ITR/1-1 Preparations for the ITER Vacuum Vessel Construction J. S. Bak (1), B. C. Kim (1), J. W. Sa (1), S. Wu (2), K. Ioki (2), L. Jones (3), P. Savrukhin (4), H. Pathak (5), Y. J. Lee (1), K. H. Hong
EU Designs and Efforts on ITER HCPB TBM
 EU Designs and Efforts on ITER HCPB TBM L.V. Boccaccini Contribution: S. Hermsmeyer and R. Meyder ITER TBM Project Meeting at UCLA February 23-25, 2004 UCLA, February 23rd, 2004 EU DEMO and TBM L.V. Boccaccini
EU Designs and Efforts on ITER HCPB TBM L.V. Boccaccini Contribution: S. Hermsmeyer and R. Meyder ITER TBM Project Meeting at UCLA February 23-25, 2004 UCLA, February 23rd, 2004 EU DEMO and TBM L.V. Boccaccini
High heat flux components for a DEMO fusion reactor: material and technology development
 High heat flux components for a DEMO fusion reactor: material and technology development Matti Coleman Power Plant Physics and Technology Department EUROfusion G. Federici, J-H. You, T. Barrett, C. Bachmann,
High heat flux components for a DEMO fusion reactor: material and technology development Matti Coleman Power Plant Physics and Technology Department EUROfusion G. Federici, J-H. You, T. Barrett, C. Bachmann,
THE ARIES TOKAMAK REACTOR STUDIES
 THE ARIES TOKAMAK REACTOR STUDIES Farrokh Najmabadi for The ARIES Team Fusion Power Associates Symposium Pleasanton, CA, April 9-10, 1992 ARIES Is a Community-Wide Study ANL UCLA GA MIT LANL PPPL ARIES
THE ARIES TOKAMAK REACTOR STUDIES Farrokh Najmabadi for The ARIES Team Fusion Power Associates Symposium Pleasanton, CA, April 9-10, 1992 ARIES Is a Community-Wide Study ANL UCLA GA MIT LANL PPPL ARIES
5. FUSION POWER CORE. Dai-Kai Sze Laila A. El-Guebaly Igor N. Sviatoslavsky Xueren Wang
 5. FUSION POWER CORE Dai-Kai Sze Laila A. El-Guebaly Igor N. Sviatoslavsky Xueren Wang Contents 5.1. INTRODUCTION............................... 5-1 5.2. POWER CORE DESIGN........................... 5-3
5. FUSION POWER CORE Dai-Kai Sze Laila A. El-Guebaly Igor N. Sviatoslavsky Xueren Wang Contents 5.1. INTRODUCTION............................... 5-1 5.2. POWER CORE DESIGN........................... 5-3
Contribution of Efremov Institute to Design and Structural Analyses of ITER
 Contribution of Efremov Institute to Design and Structural Analyses of ITER Presented by A. Alekseev 21 July 2011 IO, Cadarache, France Outline What has been done, what we do now and what could be done
Contribution of Efremov Institute to Design and Structural Analyses of ITER Presented by A. Alekseev 21 July 2011 IO, Cadarache, France Outline What has been done, what we do now and what could be done
Design and analysis of the ARIES-ACT1 fusion core
 Design and analysis of the ARIES-ACT1 fusion core M. S. Tillack, X. R. Wang, D. Navaei, H. H. Toudeshki, A. F. Rowcliffe, F. Najmabadi and the ARIES Team University of California San Diego 9500 Gilman
Design and analysis of the ARIES-ACT1 fusion core M. S. Tillack, X. R. Wang, D. Navaei, H. H. Toudeshki, A. F. Rowcliffe, F. Najmabadi and the ARIES Team University of California San Diego 9500 Gilman
DCLL TBM Cost. Applying Module 18 Logic. August 10-12, M. Ulrickson Presented at US TBM Meeting at Idaho National Laboratory
 DCLL TBM Cost Applying Module 18 Logic August 10-12, 2005 M. Ulrickson Presented at US TBM Meeting at Idaho National Laboratory Sandia is a multiprogram laboratory operated by Sandia Corporation, a Lockheed
DCLL TBM Cost Applying Module 18 Logic August 10-12, 2005 M. Ulrickson Presented at US TBM Meeting at Idaho National Laboratory Sandia is a multiprogram laboratory operated by Sandia Corporation, a Lockheed
Proliferation Risks of Magnetic Fusion Energy
 Proliferation Risks of Magnetic Fusion Energy Alexander Glaser* Department of Mechanical and Aerospace Engineering and Woodrow Wilson School of Public and International Affairs Princeton University International
Proliferation Risks of Magnetic Fusion Energy Alexander Glaser* Department of Mechanical and Aerospace Engineering and Woodrow Wilson School of Public and International Affairs Princeton University International
R. Prokopec, K. Humer, H. Fillunger, R. K. Maix, and H. W. Weber
 PROPERTY CHANGES OF CYANATE ESTER / EPOXY INSULATION SYSTEMS CAUSED BY AN ITER-LIKE DOUBLE IMPREGNATION AND BY REACTOR IRRADIATION R. Prokopec, K. Humer, H. Fillunger, R. K. Maix, and H. W. Weber Atominstitut,
PROPERTY CHANGES OF CYANATE ESTER / EPOXY INSULATION SYSTEMS CAUSED BY AN ITER-LIKE DOUBLE IMPREGNATION AND BY REACTOR IRRADIATION R. Prokopec, K. Humer, H. Fillunger, R. K. Maix, and H. W. Weber Atominstitut,
HCCB TBM Design and Fabrication Plan and Cost Estimate
 HCCB TBM Design and Fabrication Plan and Cost Estimate From Cost Guideline Planning will be for the US Reference Scenarios: DCLL TBM with PbLi exit temperature of 470ºC and a series of TBM that occupy
HCCB TBM Design and Fabrication Plan and Cost Estimate From Cost Guideline Planning will be for the US Reference Scenarios: DCLL TBM with PbLi exit temperature of 470ºC and a series of TBM that occupy
PTFE Pipe Slide Assemblies
 PTFE Slide Assemblies Overview Application Anvil PTFE pipe slide assemblies are designed to support the pipe and provide for lateral and axial movement due to thermal expansion and contraction of the piping
PTFE Slide Assemblies Overview Application Anvil PTFE pipe slide assemblies are designed to support the pipe and provide for lateral and axial movement due to thermal expansion and contraction of the piping
Fusion: the fundamental principle
 The ITER Project The ITER Project The ITER Project aims to demonstrate the scientific and technological feasibility of fusion power for peaceful purposes. Iter project is an international cooperation between
The ITER Project The ITER Project The ITER Project aims to demonstrate the scientific and technological feasibility of fusion power for peaceful purposes. Iter project is an international cooperation between
CURRENT DESIGN STATUS OF THE EU SOLID BREEDER TEST BLANKET MODULE
 CURRENT DESIGN STATUS OF THE EU SOLID BREEDER TEST BLANKET MODULE L.V. Boccaccini, R. Meyder, H. Neuberger and the HCPB Design Team CBBI-13, Santa Barbara, 30th Nov. 2nd Dec., 2005 L.V. Boccaccini slide
CURRENT DESIGN STATUS OF THE EU SOLID BREEDER TEST BLANKET MODULE L.V. Boccaccini, R. Meyder, H. Neuberger and the HCPB Design Team CBBI-13, Santa Barbara, 30th Nov. 2nd Dec., 2005 L.V. Boccaccini slide
DECISION OF THE GOVERNING BOARD ADOPTING THE FIRST AMENDED 2016 WORK PROGRAMME OF FUSION FOR ENERGY
 FUSION FOR ENERGY The European Joint Undertaking for ITER and the Development of Fusion Energy THE GOVERNING BOARD DECISION OF THE GOVERNING BOARD ADOPTING THE FIRST AMENDED 2016 WORK PROGRAMME OF FUSION
FUSION FOR ENERGY The European Joint Undertaking for ITER and the Development of Fusion Energy THE GOVERNING BOARD DECISION OF THE GOVERNING BOARD ADOPTING THE FIRST AMENDED 2016 WORK PROGRAMME OF FUSION
ITER Research Needs. Report by David Campbell Plasma Operation Directorate
 ITER Research Needs Report by David Campbell Plasma Operation Directorate Acknowledgements: Members of PO and CHD directorates, together with many experts in the international fusion community The views
ITER Research Needs Report by David Campbell Plasma Operation Directorate Acknowledgements: Members of PO and CHD directorates, together with many experts in the international fusion community The views
ITER Organization. Françoise Flament. Head of Procurement Arrangements & Contracts Division. Journée ITER/CEA 01/12/2010. Page 1
 ITER Organization Françoise Flament Head of Procurement Arrangements & Contracts Division Page 1 1. Overview of the IO Procurement System 2. Business Opportunities 3. IO Procurement Processes and Procedures
ITER Organization Françoise Flament Head of Procurement Arrangements & Contracts Division Page 1 1. Overview of the IO Procurement System 2. Business Opportunities 3. IO Procurement Processes and Procedures
KIPT ACCELERATOR DRIVEN SYSTEM DESIGN AND PERFORMANCE
 KIPT ACCELERATOR DRIVEN SYSTEM DESIGN AND PERFORMANCE Yousry Gohar 1, Igor Bolshinsky 2, Ivan Karnaukhov 3 1 Argonne National Laboratory, USA 2 Idaho National Laboratory, USA 3 Kharkov Institute of Physics
KIPT ACCELERATOR DRIVEN SYSTEM DESIGN AND PERFORMANCE Yousry Gohar 1, Igor Bolshinsky 2, Ivan Karnaukhov 3 1 Argonne National Laboratory, USA 2 Idaho National Laboratory, USA 3 Kharkov Institute of Physics
Manufacturing and High Heat Flux Testing of Brazed Flat-Type W/CuCrZr Plasma Facing Components
 Plasma Science and Technology, Vol.18, No. 2016 Manufacturing and High Heat Flux Testing of Brazed Flat-Type W/CuCrZr Plasma Facing Components LIAN Youyun ( ), LIU Xiang ( ), FENG Fan ( ), CHEN Lei ( ),
Plasma Science and Technology, Vol.18, No. 2016 Manufacturing and High Heat Flux Testing of Brazed Flat-Type W/CuCrZr Plasma Facing Components LIAN Youyun ( ), LIU Xiang ( ), FENG Fan ( ), CHEN Lei ( ),
Scientific Status of ITER
 Scientific Status of ITER D J Campbell ITER Organization, Cadarache Acknowledgements: Many colleagues in the ITER IO, ITER Members and ITPA Page 1 Summary of Presentation What are the main changes resulting
Scientific Status of ITER D J Campbell ITER Organization, Cadarache Acknowledgements: Many colleagues in the ITER IO, ITER Members and ITPA Page 1 Summary of Presentation What are the main changes resulting
9. VACUUM TANK 9. VACUUM TANK
 9. VACUUM TANK This system constitutes the external part of the solenoid cryostat. The vacuum tank, made of stainless steel, is cantilevered from the central ring of the barrel yoke. It houses and supports
9. VACUUM TANK This system constitutes the external part of the solenoid cryostat. The vacuum tank, made of stainless steel, is cantilevered from the central ring of the barrel yoke. It houses and supports
Multiple Effects/ Multiple Interactions and the Need for Fusion Nuclear Science Facility prior to construction of DEMO
 Multiple Effects/ Multiple Interactions and the Need for Fusion Nuclear Science Facility prior to construction of DEMO Issues, Role, Design Features, and R&D requirements Mohamed Abdou Distinguished Professor
Multiple Effects/ Multiple Interactions and the Need for Fusion Nuclear Science Facility prior to construction of DEMO Issues, Role, Design Features, and R&D requirements Mohamed Abdou Distinguished Professor
Plasma disruption management in ITER
 1 EX/P6-39 Plasma disruption management in ITER M. Lehnen 1, P. Aleynikov 2, B. Bazylev 3, D.J. Campbell 1, S. Carpentier-Chouchana 4, P.C. de Vries 1, F. Escourbiac 1, Y. Gribov 1, G.T.A. Huijsmans 5,
1 EX/P6-39 Plasma disruption management in ITER M. Lehnen 1, P. Aleynikov 2, B. Bazylev 3, D.J. Campbell 1, S. Carpentier-Chouchana 4, P.C. de Vries 1, F. Escourbiac 1, Y. Gribov 1, G.T.A. Huijsmans 5,
Surface Tension Transfer (STT )
") W A V E F O R M C O N T R O L T E C H N O L O G Y Surface Tension Transfer (STT ) For many years, pipe fabricators have been searching for a faster, easier method to make single-sided low hydrogen open
W A V E F O R M C O N T R O L T E C H N O L O G Y Surface Tension Transfer (STT ) For many years, pipe fabricators have been searching for a faster, easier method to make single-sided low hydrogen open
Concepts and Features of ATMEA1 TM as the latest 1100 MWe-class 3-Loop PWR Plant
 8 Concepts and Features of ATMEA1 TM as the latest 1100 MWe-class 3-Loop PWR Plant KOZO TABUCHI *1 MASAYUKI TAKEDA *2 KAZUO TANAKA *2 JUNICHI IMAIZUMI *2 TAKASHI KANAGAWA *3 ATMEA1 TM is a 3-loop 1100
8 Concepts and Features of ATMEA1 TM as the latest 1100 MWe-class 3-Loop PWR Plant KOZO TABUCHI *1 MASAYUKI TAKEDA *2 KAZUO TANAKA *2 JUNICHI IMAIZUMI *2 TAKASHI KANAGAWA *3 ATMEA1 TM is a 3-loop 1100
ITER Fuelling and Glow Discharge Cleaning System Overview
 ITER Fuelling and Glow Discharge Cleaning System Overview ITR/P5-24 S. Maruyama 1, G. Kiss 1, R.A. Pitts 1, S. Putvinski 1, M. Shimada 1, M. Sugihara 1, Y. Yang 1, M. O Connor 2, R. O Connor 2, B. Li 3,
ITER Fuelling and Glow Discharge Cleaning System Overview ITR/P5-24 S. Maruyama 1, G. Kiss 1, R.A. Pitts 1, S. Putvinski 1, M. Shimada 1, M. Sugihara 1, Y. Yang 1, M. O Connor 2, R. O Connor 2, B. Li 3,
ITER Organization - Scientific Internships- 2016
 Human Resources Route de Vinon-sur-Verdon - CS 90 046-13067 St-Paul-Lez-Durance Cedex - France ITER Organization - Scientific Internships- Internship subject Start Non-linear MHD ELM simulations with fluid
Human Resources Route de Vinon-sur-Verdon - CS 90 046-13067 St-Paul-Lez-Durance Cedex - France ITER Organization - Scientific Internships- Internship subject Start Non-linear MHD ELM simulations with fluid
Use of Tungsten Material for the ITER Divertor
 Use of Tungsten Material for the ITER Divertor T. Hirai 1, S. Panayotis 1, V. Barabash 1, C. Amzallag 2, F. Escourbiac 1, A. Durocher 1, M. Merola 1, J. Linke 3, Th. Loewenhoff 3, G. Pintsuk 3, M. Wirtz
Use of Tungsten Material for the ITER Divertor T. Hirai 1, S. Panayotis 1, V. Barabash 1, C. Amzallag 2, F. Escourbiac 1, A. Durocher 1, M. Merola 1, J. Linke 3, Th. Loewenhoff 3, G. Pintsuk 3, M. Wirtz
Part. B Fusion for Energy. The European Joint Undertaking for ITER and the Development of Fusion Energy. Technical Activity Report
 Part B Fusion for Energy The European Joint Undertaking for ITER and the Development of Fusion Energy Technical Activity Report 2007-2008 FUSION FOR ENERGY Technical Activity Report 2007-2008 Fusion for
Part B Fusion for Energy The European Joint Undertaking for ITER and the Development of Fusion Energy Technical Activity Report 2007-2008 FUSION FOR ENERGY Technical Activity Report 2007-2008 Fusion for
W. M. Stacey, J. Mandrekas, E. A. Hoffman, G. P. Kessler, C. M. Kirby, A.N. Mauer, J. J. Noble, D. M. Stopp and D. S. Ulevich
 A FUSION TRANSMUTATION OF WASTE REACTOR W. M. Stacey, J. Mandrekas, E. A. Hoffman, G. P. Kessler, C. M. Kirby, A.N. Mauer, J. J. Noble, D. M. Stopp and D. S. Ulevich Nuclear & Radiological Engineering
A FUSION TRANSMUTATION OF WASTE REACTOR W. M. Stacey, J. Mandrekas, E. A. Hoffman, G. P. Kessler, C. M. Kirby, A.N. Mauer, J. J. Noble, D. M. Stopp and D. S. Ulevich Nuclear & Radiological Engineering
ITER: Another Way for the Nuclear Industry
 ITER: Another Way for the Nuclear Industry Fusion for Energy, the European Domestic Agency for the ITER Project June 9th 2015 Anthony Courtial Market Intelligence & Supply Chain Analysis Outline 1. The
ITER: Another Way for the Nuclear Industry Fusion for Energy, the European Domestic Agency for the ITER Project June 9th 2015 Anthony Courtial Market Intelligence & Supply Chain Analysis Outline 1. The
Process HEAT PROGRESS REPORT. Lauren Ayers Sarah Laderman Aditi Verma Anonymous student
 Process HEAT PROGRESS REPORT Lauren Ayers Sarah Laderman Aditi Verma Anonymous student Outline System Diagram Heat Exchangers Compressors Heat Transport Heat Storage Required Inputs System Diagram Printed
Process HEAT PROGRESS REPORT Lauren Ayers Sarah Laderman Aditi Verma Anonymous student Outline System Diagram Heat Exchangers Compressors Heat Transport Heat Storage Required Inputs System Diagram Printed
ENGINEERING ANALYSIS AND CODES. Alfredo Portone Fusion for Energy
 ENGINEERING ANALYSIS AND CODES Alfredo Portone Fusion for Energy 1 OVERVIEW 1. Mission of the F4E Engineering Analysis Group 2. Core activities: Analysis, Codes & Standards 3. Modus operandi, contracts
ENGINEERING ANALYSIS AND CODES Alfredo Portone Fusion for Energy 1 OVERVIEW 1. Mission of the F4E Engineering Analysis Group 2. Core activities: Analysis, Codes & Standards 3. Modus operandi, contracts
Overview of decade-long development of plasmafacing components at ASIPP
 SPECIAL TOPIC OPEN ACCESS Overview of decade-long development of plasmafacing components at ASIPP To cite this article: G.-N. Luo et al 2017 Nucl. Fusion 57 065001 View the article online for updates and
SPECIAL TOPIC OPEN ACCESS Overview of decade-long development of plasmafacing components at ASIPP To cite this article: G.-N. Luo et al 2017 Nucl. Fusion 57 065001 View the article online for updates and
Generic description of MITICA Beam Line Components and expected procurement activities
 MITICA Beam Line Components idm@f4e Ref.: F4E_D_25FLDW, v1.0 Generic description of MITICA Beam Line Components and expected procurement activities F4E_D_25FLDW, v1.0 Page 1/23 Table of Contents G1. INTRODUCTION
MITICA Beam Line Components idm@f4e Ref.: F4E_D_25FLDW, v1.0 Generic description of MITICA Beam Line Components and expected procurement activities F4E_D_25FLDW, v1.0 Page 1/23 Table of Contents G1. INTRODUCTION
Division 11 - Equipment Section 11401
 PART 1 - GENERAL 1.1 GENERAL A. Division 1 General Requirements applies and becomes a part of this Section of the Specification as fully as if repeated herein. B. Items of equipment which are included
PART 1 - GENERAL 1.1 GENERAL A. Division 1 General Requirements applies and becomes a part of this Section of the Specification as fully as if repeated herein. B. Items of equipment which are included
Materials & Processes in Manufacturing
 2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 37 Arc Processes Chapter 38 Resistance Welding Chapter 39 Brazing and Soldering 1 Introduction Arc welding processes produce fusion
2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 37 Arc Processes Chapter 38 Resistance Welding Chapter 39 Brazing and Soldering 1 Introduction Arc welding processes produce fusion
Welding Processes. Consumable Electrode. Non-Consumable Electrode. High Energy Beam. Fusion Welding Processes. SMAW Shielded Metal Arc Welding
 Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Brazed aluminium heat exchangers (BAHXs), also referred to
, also referred to") Brazed aluminium heat exchangers (BAHXs), also referred to as plate fin heat exchangers, are at the heart of many of the processes used for the liquefaction of natural gas. They are deployed across the
Brazed aluminium heat exchangers (BAHXs), also referred to as plate fin heat exchangers, are at the heart of many of the processes used for the liquefaction of natural gas. They are deployed across the
GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS
 - June 2013 Addendum GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS SUBSECTION "A" : GENERAL RULES SUBSECTION "B" : CLASS 1 COMPONENTS SUBSECTION "C" : CLASS 2 COMPONENTS SUBSECTION "D" : CLASS
- June 2013 Addendum GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS SUBSECTION "A" : GENERAL RULES SUBSECTION "B" : CLASS 1 COMPONENTS SUBSECTION "C" : CLASS 2 COMPONENTS SUBSECTION "D" : CLASS
Fusion for Energy The European Domestic Agency for ITER. F4E Contracts & Procurement Unit
 Fusion for Energy The European Domestic Agency for ITER F4E Contracts & Procurement Unit Market Policy Group Agenda 1. Fusion Energy 2. ITER 3. Europe in ITER: F4E Fusion for Energy 4. F4E Contractual
Fusion for Energy The European Domestic Agency for ITER F4E Contracts & Procurement Unit Market Policy Group Agenda 1. Fusion Energy 2. ITER 3. Europe in ITER: F4E Fusion for Energy 4. F4E Contractual
PPP&T Power Exhaust Studies
 PPP&T Power Exhaust Studies Leena Aho-Mantila VTT Technical Research Centre of Finland Visiting researcher at the Max-Planck- Institut für Plasmaphysik (IPP), Garching, Germany Euratom-TEKES Annual Seminar
PPP&T Power Exhaust Studies Leena Aho-Mantila VTT Technical Research Centre of Finland Visiting researcher at the Max-Planck- Institut für Plasmaphysik (IPP), Garching, Germany Euratom-TEKES Annual Seminar
Design strategies for the future
 Design strategies for the future Tailor Made Concrete Structures Walraven & Stoelhorst (eds) 2008 Taylor & Francis Group, London, ISBN 978-0-415-47535-8 Expansion joints with low noise emission T. Spuler,
Design strategies for the future Tailor Made Concrete Structures Walraven & Stoelhorst (eds) 2008 Taylor & Francis Group, London, ISBN 978-0-415-47535-8 Expansion joints with low noise emission T. Spuler,
High Capacity Weigh Modules
 FEATURES Capacity range: 200K and 300K lb (90.7K and 136K kg) Low profile and low deflection with symmetrical mounting bolt pattern for easy installation Floating design allows for thermal expansion and
FEATURES Capacity range: 200K and 300K lb (90.7K and 136K kg) Low profile and low deflection with symmetrical mounting bolt pattern for easy installation Floating design allows for thermal expansion and
Pipes ERW & SW Pipes from Rourkela Steel Plant
 Pipes ERW & SW Pipes from Rourkela Steel Plant Product Range ERW Pipes Diameter (inch) SW Pipes Outer Diameter OD in Inch OD in mm 20 508 24 609.6 28 711.2 32 812.8 36 914.4 40 1016 44 1117.6 48 1219.2
Pipes ERW & SW Pipes from Rourkela Steel Plant Product Range ERW Pipes Diameter (inch) SW Pipes Outer Diameter OD in Inch OD in mm 20 508 24 609.6 28 711.2 32 812.8 36 914.4 40 1016 44 1117.6 48 1219.2
MONTHLY TECHNICAL PROGRESS REPORT. Product Design Improvement
 9 ~.:, -, /23$ MONTHLY TECHNICAL PROGRESS REPORT DOE CONTRACT: DE-FC21-95MC31184 TITLE: MCFC Product Design Improvement DATE: January 1999 INTRODUCTION This contract is supported by DOE and DOD/DARPA
9 ~.:, -, /23$ MONTHLY TECHNICAL PROGRESS REPORT DOE CONTRACT: DE-FC21-95MC31184 TITLE: MCFC Product Design Improvement DATE: January 1999 INTRODUCTION This contract is supported by DOE and DOD/DARPA
Stellarators difficult to build? The construction of Wendelstein 7-X
 Seminar @ ITER Stellarators difficult to build? The construction of Wendelstein 7-X Thomas Klinger Max-Planck Institute for Plasma Physics, Greifswald on behalf of the enterprise Wendelstein 7-X ITER Seminar,
Seminar @ ITER Stellarators difficult to build? The construction of Wendelstein 7-X Thomas Klinger Max-Planck Institute for Plasma Physics, Greifswald on behalf of the enterprise Wendelstein 7-X ITER Seminar,
Status of EU DEMO Design and R&D Studies
 EFDA Power Plant Physics and Technology Status of EU DEMO Design and R&D Studies Gianfranco Federici and the PPPT Team Associazione Italiana di Scienza e Tecnologia XXI Congresso AIV Catania (Italy) May
EFDA Power Plant Physics and Technology Status of EU DEMO Design and R&D Studies Gianfranco Federici and the PPPT Team Associazione Italiana di Scienza e Tecnologia XXI Congresso AIV Catania (Italy) May
Notes Changed note Date. 1 (A) Changed template 09 / 07 / 2008
 Changed template 09 / 07 / 2008") Revisions Notes Changed note Date 1 (A) Changed template 09 / 07 / 2008 2 Changed template. Clause 12.5.4.1 hot-rolled steel added. Clause 12.5.4.2, 12.5.2.4, 12.5.3.4, 12.5.4.4, 12.5.5.4, 12.5.6.4, 12.5.7.4
Revisions Notes Changed note Date 1 (A) Changed template 09 / 07 / 2008 2 Changed template. Clause 12.5.4.1 hot-rolled steel added. Clause 12.5.4.2, 12.5.2.4, 12.5.3.4, 12.5.4.4, 12.5.5.4, 12.5.6.4, 12.5.7.4
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties
 Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
talk to experts Industrial-grade Magnetic Pulse (MP) and Electro-hydraulic (EH) systems for FORMING, WELDING, CRIMPING and EXPANSION
 and Electro-hydraulic (EH) systems for FORMING, WELDING, CRIMPING and EXPANSION") talk to experts Industrial-grade Magnetic Pulse (MP) and Electro-hydraulic (EH) systems for FORMING, WELDING, CRIMPING and EXPANSION the company Bmax is the global leading provider of advanced metal processing
talk to experts Industrial-grade Magnetic Pulse (MP) and Electro-hydraulic (EH) systems for FORMING, WELDING, CRIMPING and EXPANSION the company Bmax is the global leading provider of advanced metal processing
ASME B31.3 Process Piping
 ASME B31.3 Process Piping Charles Becht IV, PhD, PE Don Frikken, PE Instructors BECHT ENGINEERING COMPANY, INC. Fabrication and Installation - 1 Piping Development Process 1. Establish applicable system
ASME B31.3 Process Piping Charles Becht IV, PhD, PE Don Frikken, PE Instructors BECHT ENGINEERING COMPANY, INC. Fabrication and Installation - 1 Piping Development Process 1. Establish applicable system
EU DEMO Design Point Studies
 EU DEMO Design Point Studies R. Kemp 1, D. J. Ward 1, G. Federici 2, R. Wenninger 2,3 and J. Morris 1 1 CCFE, Culham Science Centre, Oxfordshire OX14 3DB, United Kingdom 2 EFDA PPPT, Boltzmannstr.2, Garching
EU DEMO Design Point Studies R. Kemp 1, D. J. Ward 1, G. Federici 2, R. Wenninger 2,3 and J. Morris 1 1 CCFE, Culham Science Centre, Oxfordshire OX14 3DB, United Kingdom 2 EFDA PPPT, Boltzmannstr.2, Garching
71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding. Weld Metal - Chemistry
 Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
Development of Welding And Testing Technique/s For Dissimilar Metal Welding Of SA-508 Gr-3,class-1 Material With SS-316L.
 Development of Welding And Testing Technique/s For Dissimilar Metal Welding Of SA-508 Gr-3,class-1 Material With SS-316L. By Khalid Mahmood Pakistan Welding Institute (PWI) PAKISTAN ATOMIC ENERGY COMMISSION
Development of Welding And Testing Technique/s For Dissimilar Metal Welding Of SA-508 Gr-3,class-1 Material With SS-316L. By Khalid Mahmood Pakistan Welding Institute (PWI) PAKISTAN ATOMIC ENERGY COMMISSION
Comparison of BS and BS EN for steel materials
 Comparison of BS and BS EN for steel materials Appendix This table only highlights the comparison of BS and BS EN on steel materials, which are relevant to plan approval. Title of BS BS BS EN Title of
Comparison of BS and BS EN for steel materials Appendix This table only highlights the comparison of BS and BS EN on steel materials, which are relevant to plan approval. Title of BS BS BS EN Title of
COREDIV modelling of JET ILW discharges with different impurity seeding: nitrogen, neon, argon and krypton*
 NUKLEONIKA 17;(1): 7 doi: 1./nuka-17-1 ORIGINAL PAPER 17 Irena Ivanova-Stanik et al. This is an open access article distributed under the Creative Commons Attribution -NonCommercial-NoDerivatives. License
NUKLEONIKA 17;(1): 7 doi: 1./nuka-17-1 ORIGINAL PAPER 17 Irena Ivanova-Stanik et al. This is an open access article distributed under the Creative Commons Attribution -NonCommercial-NoDerivatives. License
Weld Distortion Control Methods and Applications of Weld Modeling
 Weld Distortion Control Methods and Applications of Weld Modeling F. W. Brust Paul Scott ABSTRACT A virtual fabrication technology (VFT) modeling procedure is introduced in this paper. It is a state-of-theart
Weld Distortion Control Methods and Applications of Weld Modeling F. W. Brust Paul Scott ABSTRACT A virtual fabrication technology (VFT) modeling procedure is introduced in this paper. It is a state-of-theart
CORROSION ENGINEERING SPECIFICATION FOR INSTALLATION SPECIFICATION FOR CONCRETE VESSELS DESIGNED TO RECEIVE BRICK OR MEMBRANE AND BRICK LINING
 AN ERGONARMOR COMPANY TECHNICAL INFORMATION CES-301 03/00 SUPERSEDES 02/99 PAGE 1 OF 5 CORROSION ENGINEERING SPECIFICATION FOR INSTALLATION SPECIFICATION FOR CONCRETE VESSELS DESIGNED TO RECEIVE BRICK
AN ERGONARMOR COMPANY TECHNICAL INFORMATION CES-301 03/00 SUPERSEDES 02/99 PAGE 1 OF 5 CORROSION ENGINEERING SPECIFICATION FOR INSTALLATION SPECIFICATION FOR CONCRETE VESSELS DESIGNED TO RECEIVE BRICK
A-Series Aluminum Gantry Crane
 SPANCO PRODUCT SPECIFICATIONS 1 A-Series Aluminum Gantry Crane This guide can be used to prepare a bid specification for the incorporation of an A-Series Gantry Crane into a competitive bid project or
SPANCO PRODUCT SPECIFICATIONS 1 A-Series Aluminum Gantry Crane This guide can be used to prepare a bid specification for the incorporation of an A-Series Gantry Crane into a competitive bid project or
3M Electrically Conductive Adhesive Transfer Tape 9707
 Technical Data May 2014 3M Electrically Conductive Adhesive Transfer Tape 9707 Product Description 3M Electrically Conductive Adhesive Transfer Tape (ECATT) 9707 is a pressure sensitive adhesive (PSA)
Technical Data May 2014 3M Electrically Conductive Adhesive Transfer Tape 9707 Product Description 3M Electrically Conductive Adhesive Transfer Tape (ECATT) 9707 is a pressure sensitive adhesive (PSA)
An Extrusion Die with Twin Cavities for Semi-hollow Al-Profiles
 An Extrusion Die with Twin Cavities for Semi-hollow Al-Profiles Xuemei Huang 1,a, Rurong Deng 2,b * 1,2 Guangzhou Vocational College of Science and Technology, Guangzhou, 510550, China a Email: 41784402@qq.com,
An Extrusion Die with Twin Cavities for Semi-hollow Al-Profiles Xuemei Huang 1,a, Rurong Deng 2,b * 1,2 Guangzhou Vocational College of Science and Technology, Guangzhou, 510550, China a Email: 41784402@qq.com,
Contact Pressure Analysis of Steam Turbine Casing
 Contact Pressure Analysis of Steam Turbine Casing Dhanush Naik J B 1, Dr. Kiran Kumar P 2 1Student, Dept. of Mechanical Engineering, SJBIT, Karnataka, India 2Professor, Dept. of Mechanical Engineering,
Contact Pressure Analysis of Steam Turbine Casing Dhanush Naik J B 1, Dr. Kiran Kumar P 2 1Student, Dept. of Mechanical Engineering, SJBIT, Karnataka, India 2Professor, Dept. of Mechanical Engineering,
Welding simulations: assessment of welding residual stresses and post weld heat treatment
 Welding simulations: assessment of welding residual stresses and post weld heat treatment Etienne Bonnaud and Jens Gunnars, Inspecta Technology AB Third Nordic Conference on Design and Fabrication of Welded
Welding simulations: assessment of welding residual stresses and post weld heat treatment Etienne Bonnaud and Jens Gunnars, Inspecta Technology AB Third Nordic Conference on Design and Fabrication of Welded
SECTION III DIVISIONS 1 AND 2
 SECTION III DIVISIONS 1 AND 2 Subject Interpretation File No. Division 1 Appendix N, Table N-1230-1; Damping Values (1998 Edition)... III-1-04-27 NI03-025 Code Cases 2142-1 and 2143-1... III-1-04-22 NI03-019
SECTION III DIVISIONS 1 AND 2 Subject Interpretation File No. Division 1 Appendix N, Table N-1230-1; Damping Values (1998 Edition)... III-1-04-27 NI03-025 Code Cases 2142-1 and 2143-1... III-1-04-22 NI03-019
voestalpine Additive Manufacturing Center Singapore Pte Ltd
 voestalpine Additive Manufacturing Center Singapore Direct Metal Deposition, DMD. 30 th November 2017 www.voestalpine.com voestalpine Additive Manufacturing Center. Singapore Direct Metal Deposition» Company
voestalpine Additive Manufacturing Center Singapore Direct Metal Deposition, DMD. 30 th November 2017 www.voestalpine.com voestalpine Additive Manufacturing Center. Singapore Direct Metal Deposition» Company
Cryogenic Pipe Support Systems
 Cryogenic Pipe Support Systems Overview Rilco cryogenic pipe supports are developed to support cold piping in various applications ranging from chilled water to liquefied natural gas. The qualified service
Cryogenic Pipe Support Systems Overview Rilco cryogenic pipe supports are developed to support cold piping in various applications ranging from chilled water to liquefied natural gas. The qualified service
Fusion-Fission Hybrid Systems
 Fusion-Fission Hybrid Systems Yousry Gohar Argonne National Laboratory 9700 South Cass Avenue, Argonne, IL 60439 Fusion-Fission Hybrids Workshop Gaithersburg, Maryland September 30 - October 2, 2009 Fusion-Fission
Fusion-Fission Hybrid Systems Yousry Gohar Argonne National Laboratory 9700 South Cass Avenue, Argonne, IL 60439 Fusion-Fission Hybrids Workshop Gaithersburg, Maryland September 30 - October 2, 2009 Fusion-Fission
FUEL ROD PERFORMANCE MEASUREMENTS AND RE-INSTRUMENTATION CAPABILITIES AT THE HALDEN PROJECT
 FUEL ROD PERFORMANCE MEASUREMENTS AND RE-INSTRUMENTATION CAPABILITIES AT THE HALDEN PROJECT Olav Aarrestad and Helge Thoresen OECD Halden Reactor Project Norway Abstract In the area of instrumentation
FUEL ROD PERFORMANCE MEASUREMENTS AND RE-INSTRUMENTATION CAPABILITIES AT THE HALDEN PROJECT Olav Aarrestad and Helge Thoresen OECD Halden Reactor Project Norway Abstract In the area of instrumentation
Council on Tall Buildings
 Structure Design of Sino Steel (Tianjin) International Plaza Xueyi Fu, Group Chief Engineer, China Construction Design International 1 1 Brief of Project 2 Location: Tianjin Xiangluowan Business District
Structure Design of Sino Steel (Tianjin) International Plaza Xueyi Fu, Group Chief Engineer, China Construction Design International 1 1 Brief of Project 2 Location: Tianjin Xiangluowan Business District
Chapter 32 Resistance Welding and Solid State Welding. Materials Processing. Classification of Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 32 Resistance Welding and Solid State Welding Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
MET 33800 Manufacturing Processes Chapter 32 Resistance Welding and Solid State Welding Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGINGS
 p 1 of 6 UF-1 UF-12 PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGING the test temperature be higher than 20 F ( 29 C). Certification is required. An ultrasonic examination shall be made
p 1 of 6 UF-1 UF-12 PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGING the test temperature be higher than 20 F ( 29 C). Certification is required. An ultrasonic examination shall be made
Preliminary Design of ITER Component Cooling Water System and Heat Rejection System
 Preliminary Design of ITER Component Cooling Water System and Heat Rejection System A.G.A. Kumar 1, D.K. Gupta 1, N. Patel 1, G. Gohil 1, H. Patel 1, J. Dangi 1, L. Sharma 1, M. Jadhav 1, L. Teodoros 2,
Preliminary Design of ITER Component Cooling Water System and Heat Rejection System A.G.A. Kumar 1, D.K. Gupta 1, N. Patel 1, G. Gohil 1, H. Patel 1, J. Dangi 1, L. Sharma 1, M. Jadhav 1, L. Teodoros 2,
Installing DELTABEAM. Installation of DELTABEAM. Deliveries. Storage on-site
 Installing DELTABEAM Installation of DELTABEAM These DELTABEAM installation instructions are intended to complement the project s erection plan. Peikko s technical support can help with the erection plan
Installing DELTABEAM Installation of DELTABEAM These DELTABEAM installation instructions are intended to complement the project s erection plan. Peikko s technical support can help with the erection plan
Gerhart Grinanger, NOELL GmbH, Postfach 6260, D-8700 Wizrzburg, Germany
 861 REMOTELY-OPERATED DISMANTLING OF THE REACTOR INTERNALS AT NIEDERAICHBACH POWER PLANT USING MANIPULATORS Gerhart Grinanger, NOELL GmbH, Postfach 6260, D-8700 Wizrzburg, Germany ABSTRACT The joint venture
861 REMOTELY-OPERATED DISMANTLING OF THE REACTOR INTERNALS AT NIEDERAICHBACH POWER PLANT USING MANIPULATORS Gerhart Grinanger, NOELL GmbH, Postfach 6260, D-8700 Wizrzburg, Germany ABSTRACT The joint venture
Light Bases & Light Fixtures
 Light Bases & Light Fixtures Keeping Them Together Clamping Force/Preload Force Torque Bolt Specifications Corrosion Galling 18-8 Disadvantages EB-83 bolts 2 Clamping Force = Preload Force 3 Fastener acts
Light Bases & Light Fixtures Keeping Them Together Clamping Force/Preload Force Torque Bolt Specifications Corrosion Galling 18-8 Disadvantages EB-83 bolts 2 Clamping Force = Preload Force 3 Fastener acts
Application of Coating Technology on the Zirconium-Based Alloy to Decrease High-Temperature Oxidation
 Application of Coating Technology on the Zirconium-Based Alloy to Decrease High-Temperature Oxidation Hyun-Gil Kim*, Il-Hyun Kim, Jeong-Yong Park, Yang-Hyun Koo, KAERI, 989-111 Daedeok-daero, Yuseong-gu,
Application of Coating Technology on the Zirconium-Based Alloy to Decrease High-Temperature Oxidation Hyun-Gil Kim*, Il-Hyun Kim, Jeong-Yong Park, Yang-Hyun Koo, KAERI, 989-111 Daedeok-daero, Yuseong-gu,
 SPECIFICATIONS FOR AluSystems Aluminum Composite Panels Series 20 Dry Joint 1.00 GENERAL 1.01 RANGE OF WORK Section includes: Laminated panels and attachment systems for use as exterior cladding. A. Provide
SPECIFICATIONS FOR AluSystems Aluminum Composite Panels Series 20 Dry Joint 1.00 GENERAL 1.01 RANGE OF WORK Section includes: Laminated panels and attachment systems for use as exterior cladding. A. Provide
Learning Objectives. Chapter Outline. Solidification of Metals. Solidification of Metals
 Learning Objectives Study the principles of solidification as they apply to pure metals. Examine the mechanisms by which solidification occurs. - Chapter Outline Importance of Solidification Nucleation
Learning Objectives Study the principles of solidification as they apply to pure metals. Examine the mechanisms by which solidification occurs. - Chapter Outline Importance of Solidification Nucleation
Non Traditional Machining INTRODUCTION TO NTM
 Types of Manufacturing Processes: INTRODUCTION TO NTM Manufacturing processes can be broadly divided into two groups Primary manufacturing processes Secondary manufacturing processes. The Primary manufacturing
Types of Manufacturing Processes: INTRODUCTION TO NTM Manufacturing processes can be broadly divided into two groups Primary manufacturing processes Secondary manufacturing processes. The Primary manufacturing
KIPT ADS Facility. Yousry Gohar 1, Igor Bolshinsky 2, Ivan Karnaukhov 3. Argonne National Laboratory, USA 2. Idaho National Laboratory, USA 3
 KIPT ADS Facility Yousry Gohar 1, Igor Bolshinsky 2, Ivan Karnaukhov 3 1 Argonne National Laboratory, USA 2 Idaho National Laboratory, USA 3 Kharkov Institute of Physics & Technology, Ukraine EuCARD 2
KIPT ADS Facility Yousry Gohar 1, Igor Bolshinsky 2, Ivan Karnaukhov 3 1 Argonne National Laboratory, USA 2 Idaho National Laboratory, USA 3 Kharkov Institute of Physics & Technology, Ukraine EuCARD 2
The Characteristics and Irradiation Capabilities of MARIA research reactor in NCBJ Świerk
 National Centre for Nuclear Research Department of Nuclear Energy ul. A. Sołtana 7, 05-400 Otwock, Poland The Characteristics and Irradiation Capabilities of MARIA research reactor in NCBJ Świerk Grzegorz
National Centre for Nuclear Research Department of Nuclear Energy ul. A. Sołtana 7, 05-400 Otwock, Poland The Characteristics and Irradiation Capabilities of MARIA research reactor in NCBJ Świerk Grzegorz
DESIGNING ARIES-CS COMPACT RADIAL BUILD AND NUCLEAR SYSTEM: NEUTRONICS, SHIELDING, AND ACTIVATION
 DESIGNING ARIES-CS COMPACT RADIAL BUILD AND NUCLEAR SYSTEM: NEUTRONICS, SHIELDING, AND ACTIVATION L. EL-GUEBALY, a * P. WILSON, a D. HENDERSON, a M. SAWAN, a G. SVIATOSLAVSKY, a T. TAUTGES, b R. SLAYBAUGH,
DESIGNING ARIES-CS COMPACT RADIAL BUILD AND NUCLEAR SYSTEM: NEUTRONICS, SHIELDING, AND ACTIVATION L. EL-GUEBALY, a * P. WILSON, a D. HENDERSON, a M. SAWAN, a G. SVIATOSLAVSKY, a T. TAUTGES, b R. SLAYBAUGH,
FE Review Mechanics of Materials
 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 1. T he element is subjected to the plane stress condition shown. a-x = - 140 M Pa a- y = 205 M Pa Txy = 100 M Pa What is t
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 1. T he element is subjected to the plane stress condition shown. a-x = - 140 M Pa a- y = 205 M Pa Txy = 100 M Pa What is t
Introduction. Online course on Analysis and Modelling of Welding. G. Phanikumar Dept. of MME, IIT Madras
 Introduction Online course on Analysis and Modelling of Welding G. Phanikumar Dept. of MME, IIT Madras Classification of Manufacturing Processes Manufacturing Processes Ingot Casting Shape Casting Power
Introduction Online course on Analysis and Modelling of Welding G. Phanikumar Dept. of MME, IIT Madras Classification of Manufacturing Processes Manufacturing Processes Ingot Casting Shape Casting Power