Band Saw Blades for Wood Cutting Gang Saw Blades
|
|
|
- Suzan Williamson
- 6 years ago
- Views:
Transcription




1 Band Saw Blades for Wood Cutting Gang Saw Blades 56
2 Recommendations How to Use Band Saw Blades Dimensions: Dimensions of band saw blade depend on the machine type and material type. Width of the band saw blade type C75 or UDD is determined by the smallest radius that is cut in the material. Otherwise the width may be by max.10 mm wider than width of common discs of the particular machine. Minimum radius [mm] Width of blade [mm] Band saw blades type WM1, WM2 or WM3 the width of blade is determined by machine builder and it is calculated from common coils. Thickness of band saw blade must not exceed value S1 because material of band saw blade would be too strained while bending and mechanical damage could happen. S1=diameter of welded coil [mm] 1000 When choosing the right tooth pitch, the height of cutting material must be considered. We recommend 3 5 teeth to be in cut. Working conditions: Maximum cutting speed of band saw blade is recommended by the machine builder. Usually the speed is between m/sec. General rule is that the harder cutting material, the lower cutting speed we use. General rules for usage: 1. Before you start cutting check if the band saw blade is properly sharpened, set and whether it is not damaged or heated up. Band saw heating can be recognized if blade is purple color even after cooling. 2. Band saw blade must be properly straightened. Please be aware not to straighten the blade too much. This could cause disruption of the blade. Maximum recommended values of straightening the band saw blade. Type: C75, UDD Dimensions H x S x T [mm] Tensile stress [Mpa] Tensioning strength [N] Type: WM1, WM2, WM3 Dimensions H x S x T [mm] Tensile stress [Mpa] Tensioning strength [N] 6 x 0,5 x x 0,5 x ,5 10 x 0,6 x ,5 12 x 0,6 x x 0,6 x x 0,6 x x 0,6 x x 0,6 x x 0,7 x x 0,7 x x 0,8 x x 0,7 x x 0,8 x x 0,9 x x 0,9 x x 0,9 x x 1,0 x x 1,1 x x 0,9 x x 1,0 x x 1,1 x x 0,9 x x 1,1 x x 1,1 x Guidance of blade and guiding wheels must be clean from chips and resin. Allowance between guiding and band saw blade may be maximum 0,2mm. The distance between the top guidance from the cutting material should be as little as possible so that blade rigidity is as big as possible. 4. Hold the cutting material with both hands so that your body is not in the same level as the cutting blade. Do not cut material using extra strength. 5 Start cutting after the proper cutting speed is achieved. Do not shorten or slow down the cutting period by friction of the blade against the side of material or slowing against cutting material. 6. While cutting big dimensions it is important to use fixed guidance. While finish sizing the material it is important to use holding device. 7. It is necessary to replace the band saw blade and set it away (even if not dull). Mechanical attributes of band saw blade will remain the same. 8. Do not let the band saw to heat up by any means. If this happens, set away the blade immediately and after cooling set and sharpen it again. You can also check the straightness. To prevent heating it is better to sharpen the blades in time and follow the right cutting conditions. 9. Replace the band saw blade if any break off occurs. 10. After finishing cutting process do not leave the band saw blade straightened in the machine, always loosen it. Service: Tooth setting is done to 1/2 to 2/3 tooth height and is set by 1/2 to 1/3 over the size of band saw thickness. Tooth setting can be even bigger for soft woods but there must never happen that a piece of wood remains in between the teeth. Please keep the same distance while tooth setting the whole band saw blade. Pay special attention to regularity of setting (max. 0,1 mm). If not, run in of blade might occur on the side where the bigger tooth set is. Tooth sharpening is done ceramic disc with medium grain roughness. Tooth face is sharpened. If the blade is extra dull, it is possible to sharpen the tooth back as well. Prevent the tooth to become black from annealing (unwanted stage). While grinding it is needed to keep the radius on tooth bottom. Sharp edge on tooth bottom could cause blade breakage. 57
3 Recommendations How to Use Band Saw Blades Recommendations How to Use Band Saw Blades The most common causes of trouble while cutting with band saw blades is wrong choice of band saw blade type, dimensions of blade or wrong tooth pitch for particular material. The second most common problem is wrong performance of cutting conditions and usage of insufficiently set or dull band saw blade. In the below tab you can find most common problems and their possible solution. Most common problem Probable reason Solution Broken/ fissured blade Undercutting Rough cut Blunting of blade Tooth breaking off Twisting of blade Wrong tooth pitch Overstressing of blade Feed is too high Teeth are in contact with material before cutting Diameter of guiding wheels is too small Side press on band saw Blade friction against carrier wheels High feed Insufficient blade straightness Damaged top tooth line Big allowance between guiding wheels and blade Big distance between guidance and material High feed Wrong tooth pitch Cutting with tooth backs High cutting speed High pressure on blade Wrong choice of tooth pitch Cutting with tooth backs Dirt in cutting material Blade stuck in cut Free guiding of blade Choose a blade with tooth pitch so that 3-5 teeth are in cut Lower the blade straightness between circling wheels Lower down-force of material on the blade Adjust allowance between blade/material to minimum 10mm before cutting Use a thinner blade Adjust manually Adjust parallelity of wheels Lower the feed speed Straighten the blade Use a blade with harder teeth (hardened) Lower the guiding wheels Adjust distance from guidance Adjust cutting conditions Use correct tooth pitch Turn over the band saw blade Lower the cutting speed Lower the feed speed Use correct tooth pitch Turn over the band saw blade Do not cut in places where dirt occurs (stones, metals etc.) Lower the feed speed Adjust the blade guiding Safety rules for band saw blade usage Application: Band saw blades are used for splitting, cutting off wood logs, woodbase materials and light metal alloys. Band saw blades can be used for mechanical or manual feed speed while following the recommended safety rules. Unwrapping/packing: When unwrapping/packing and during manipulation (i.e. when setting up into the machine) please proceed with maximum caution! Danger of getting hurt by very sharp objects! Transport: Move the tools in an appropriate packing! Danger of getting hurt! Application: Nepřekračovat maximální napínací sílu! Pečlivě čistěte oblast napínacích kol a vodítek. Tool set up: Set up the tool into the machine and secure it following the manufacturer s specification. Follow the manufacturer s safety rules. Service: Follow the valid safety rules. Right function and safety will be preserved only if service is provided according to valid specification of PILANA TOOLS. How to service the tool: Follow the valid regulations Unskilled usage and usage out of purpose is forbidden. If not required by national law, use specific objects to protect your eyes, ears and mouth. Never leave the machine unattended without monitoring! Please clean the band saw blades in time and remove resin. Clean blades have longer life-time and are therefore more economical. Tool: Check the cutting edge. Check the machine set up. Machine: It is necessary to stop the machine while tool replacement. 58 Sharpening/servicing: Well-timed sharpening and cleaning the blade are basic conditions how to keep the quality and follow the safety rules. It is important to have these activities done by an expert. Tools are often covered by resin and dust etc. Any dirt negatively influences the cutting performance. To clean the machine use only convenient objects, which do not cause rust or chemical damage to band saw blades.
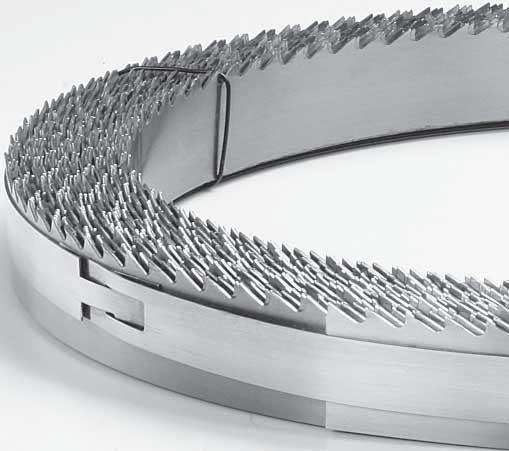
4 Band Saw Blades for Wood Joinery Types Material: Application: Machine: natural wood joinery, carpentry joining band saw machines 40 C 75 Characteristics:» it is possible to deliver band saw blades toothed, set, sharpened, hardened» band saws are delivered in coils of 25 m or welded to a particular machine length» material type is carbon steel C 75 material hardness HRC H x S x t [mm] C 75 set C 75 set and sharpened C 75 set, sharpened and hardened 6x0,5x4 8x0,5x5 10x0,6x6 12x0,6x7 15x0,6x7 20x0,6x8 25x0,6x8 25x0,7x8 30x0,7x10 35x0,7x10 40x0,7x10 45x0,9x12 50x0,9x12 40 UDD Characteristics:» it is possible to deliver band saw blades toothed, set, sharpened, hardened» band saws are delivered in coils of 25 m or welded to a particular machine length» material type is carbon steel C 75 material hardness HRC H x S x t [mm] UDD set UDD set and sharpened 10x0,6x6 16x0,6x7 20x0,6x8 25x0,7x8 30x0,7x10 35x0,8x10 40x0,8x10 H height of blade [mm], S thickness of band saw [mm], t tooth pitch [mm], in stock, made to customer s request 59
 of 25, 50 or 100 m» band saw blades are manufactured/welded to the requested length (also sharpened if needed) or packed by 25 m/coil»")
5 Band Saw Blades for Wood up to 50 mm Width Material: Application: Machine: natural wood cutting massive natural wood mobile band saw machines 40 WM WM 1 WM 2 WM 4 9 Characteristics:» We supply band saw blades welded to requested length or in packages (coils) of 25, 50 or 100 m» band saw blades are manufactured/welded to the requested length (also sharpened if needed) or packed by 25 m/coil» band saw blades type WM1 are for cutting soft woods» band saw blades type WM2 are for cutting hard woods» band saw blades type WM4 are for cutting very hard woods H x S t type toothed 32 x 0,9 toothed, set toothed, set, hardened toothed, set, sharpened toothed, set, sharpened, hardened 32 x 1,0 32 x 1,1 WM 1 35 x 0,9 35 x 1, x 1,1 40 x 0,9 WM 2 40 x 1,0 40 x 1,1 50 x 1,1 32 x 0,9 32 x 1,0 32 x 1,1 35 x 0,9 35 x 1,0 22,2 WM 4 35 x 1,1 40 x 0,9 40 x 1,0 40 x 1,1 50 x 1,1 60 H height of blade [mm], S thickness of band saw [mm], t tooth pitch [mm], in stock, made to customer s request


6 Band Saw Blades for Wood up to 50 mm Width / Scoring Saw Blades for Wide Band Saws 40 Bimetal Characteristics:» The Bimetal type band saw blades are designed for cutting very hard wood H x S t Type set, sharpened, hardened 35 x 0,9 22,2 Bimetal Bimetal 80 Scoring Saw Blades for Band Saws Scoring saw blades remove the contaminated bark from the logs in the cutting place. Therefore, the saw band remains sharp for a prolonged period of time and its lifespan increases. B Ø D b H height of blade [mm], S thickness of band saw [mm], t tooth pitch [mm], in stock, made to customer s request 61



7 Semi-Automatic Band Saw Blades Grinder Type BPP 120 The grinder is designed for sharpening of band saw blades with a width of mm in a semi-automatic mode. A change in the tooth shape is performed by setting the cams and rods, namely, very simply and quickly. The grinder has two electromotors. One drives the grinding disc and the other ensures band saw blade travel. The band travel speed can be set continuously. The grinder is equipped with cooling of the grinding disc. The grinder is designed for grinding of regularly used tooth shapes; however, a modification for any tooth shape is possible. Basic Technical Data:» Width of sharpened band saw blades mm» Length of sharpened band saw blades mm» Height of sharpened teeth 3 8 mm» Tooth pitch 4 30 mm» Band travel speed continuously adjustable 0 37 teeth/min» Grinding disc travel motor input 120 W» Band saw blade travel motor input 40 W» Pump performance 240 l/hr» Grinding disc dimensions 175 x 6(5) x 20 mm» Grinder dimensions 320 x 320 x 1300 mm» Grinder weight 35 kg 62
 Round Type of Teeth 5345 PVI (PVI) Curved Toothing PVI KV NV PV (up to tooth pitch 30 mm) Application: Soft and hard woods.")
8 Wide Band Saw Blades for Wood from 80 mm Width Material: Application: Machine: natural wood cutting massive natural wood wide band saw machines 5343 (NV) Triangular Type of Teeth 5344 (KV) Wolf Type of Teeth 5345 (PV) Round Type of Teeth 5345 PVI (PVI) Curved Toothing PVI KV NV PV (up to tooth pitch 30 mm) Application: Soft and hard woods. For hard wood it is necessary to choose smaller tooth pitch and for soft wood bigger tooth pitch. Wide band saw blades are manufactured from material 80NiCr11 or from Uddeholm with hardness 43±2 HRc. The welded blade coils are provided in stelitte-tipped, swaged or set versions. A standard treatment is weld straightening and blade mill-rolling. Band saw blades delivered in coils are always provided toothed. Standard dimensions of wide band saw blades Width [mm] Thickness [mm] Weight (kg/1m) 80 1,0 0, ,0 0, ,1 0, ,1 1, ,2 1, ,4 1, ,4 2, ,4 2, ,4 2, ,6 3, ,6 3,39 PV (from tooth pitch 30 mm) Standard tooth heights for certain tooth pitches and types. Tooth depth [mm] Tooth pitch NV KV PV , ,5 9, , , , , , PVI If stelitte-tipping it is needed to request the right tooth sharpening (soft or hard woods). When welding wide band saws the total length must be dividable by chosen tooth pitch. When milling the wide band saws it is needed to specify the type of milling or type of the machine for future usage. 63
9 Troubleshooting for Wide Band Saw Blades» maximum cutting speed of each individual band saw blade is specified by the band saw manufacturer» the harder is the material which you cut, the lower cutting speed shall be used» when cutting soft wood types, it is recommended to use larger tooth pitch; when cutting hard wood types, it is recommended to use smaller tooth pitch» before you start cutting, check that the band saw blade is properly sharpened, set and whether it is not damaged or heated up (such heating-up is characterised by purple colour which remains even when it has cooled down)» before you use a new band saw blade for the first time, it is necessary to let it run in (operate it for 20 minutes with no work load) then it must rest for 24 hours» if a heat-up of band saw blade occurs during cutting operation, it is necessary to put it out of operation, leave it to cool down and then re-sharpen it and check its flatness» heat-up is best prevented by timely sharpening of blades and by compliance with specified cutting conditions» it is necessary to regularly replace the band saw blades even if the toothing is not dull thus they keep their mechanical characteristics for a prolonged period of time» band saw blades must be adequately and evenly tensioned in the machine (however, not excessively, otherwise they may break comply with the machine manufacturer s specifications)» the blade must be always operating in full rotating speed when cutting be particularly careful to comply with this instruction in the beginning and in the end of cutting procedure. In case that cracks occur on the blade, discard it» in case that cracks occur on the blade, do not continue cutting» when you finish work, never leave the saw blade tensioned in the machine, always loosen it» band saw blades are tools particularly sensitive to a good quality grinding of its teeth. It is necessary to use a grinding disc with medium-fine grains, do not overheat the blade material, wet-grind with surface roughness of Ra < 3.2» all angles must be measured with a sextant. Do not rely on the grinder setting.» cracks between the teeth occur in grooves made by the grinding disc» band saw blades and wheels of the machine must be constantly oiled during the cutting operation. Material chips must never get between the band and wheel» there must be no free play in the wheel bearings and the maximum run-out must not exceed 0.03 mm for radial value and 0.1 mm for axial value» The blade tensioning system must be maintained in a flawless condition so that it allows thermal expansion of the blade (the band saw blade length under load increases by 1 mm when heated up by 15 C)» wheel profile shall maintain the recommended parameters if excessive wear and tear is apparent, expert servicing is necessary Values for correct choice of band saw blades T H 1 Wood Type hard, frozen, high density hard, not frozen, medium density hard, soft, low density soft, low density Recommended hook angle (γ) Tooth pitch (T) mm mm mm 35 mm Recommended feed speed <8 m/min 8 27 m/min m/min >50 m/min Recommended tooth side dressing 1/3 of the band saw blade thickness 1/3 of the band saw blade thickness 1/3 to 1/2 of the band saw blade thickness 1/2 of the band saw blade thickness Key: T tooth pitch (width of the gaps between teeth); H1 depth of the gap between teeth; A total volume of the gap between teeth, γ hook angle; β tooth blade angle; α tooth back angle A 1/4 T 1/3 T HARD WOOD SOFT WOOD Most common problems Probable reason Solution 64 Tooth cracking Tooth breaking off Uneven cutting Allowance in bearings of wheels Adjust the allowance, change bearings Dirt between wheel and blade Clean the wheels, service regularly Long cutting process without break Use blades max. 2hours / leave resting for 24hours then Too long grinding Grind very smoothly, wet grind, surface roughness max. Ra < 3,2 Blade is dull Sharpen, measure Hook angle is too big Lower the hook angle Tooth setting is too big Lower the tooth setting Small hook angle Make bigger hook angle Wrong choice of tooth pitch Choose the right tooth pitch Bad condition of straightening device Check the machine by expert / fix Asymmetrical setting/ press Adjust the grinding machine
 Triangular Type of Teeth Application: For cutting soft and hard woods. While cutting with wolf teeth geometry you can reach more precise geometrical accuracy of cutting material.")
10 Machine Gang Saw Blades for Rip Cutting and Tempered Machine Gang Saw Blades for Rip Cutting (KV) Wolf Type of Teeth (NV) Triangular Type of Teeth Application: For cutting soft and hard woods. While cutting with wolf teeth geometry you can reach more precise geometrical accuracy of cutting material. While cutting with triangular tooth geometry you can reach better surface quality suitable for small diameter of logs. Standard delivery: Machine gang saw blades are delivered in straightened and tensioned stage. Side finish: Standard gang saw blades are delivered with hardened guide gibs of 35, 30, 25 mm width, with straight punching (Esterer hanges) and also blades without guide gibs. KV NV Dimensions of gang saws 140 x 1,8 140 x 2,0 140 x 2,2 160 x 2,0 160 x 2,2 180 x 2,2 180 x 2,4 Tooth pitch 22, 25, 26, 30 Gang saw blades are manufactured from material 75Cr1 (DIN ) with hardness 48 +/ 2Hrc. We can also produce gang saws coated with hard-chrome (surface of 10, 15 and 20microns). Hardchrome surface improves the resistance against tool wear. It is also resistant against high temperatures and protects against rust. We are able to manufacture also other types of toothing ( tooth pitch, shape) together with other types of guide gibs and pinholes on the request of our customers. Machine Gang Saw Blades Tempered (KV) Wolf Type of Teeth Application: For cutting hard and soft woods. Tempered gang saw is more efficient then the one with set teeth. Its advantage is a better stability of the tool, possibility to increase the feed speed and removing half size of chip when comparing with tooth set gang saw. Standard delivery: Machine gang saw blades are delivered in straightened and tensioned stage. Side finish: Standard gang saw blades are delivered with hardened guide gibs of 35, 30, 25 mm width, with straight punching (Esterer hanges) and also blades without guide gibs. Dimensions of gang saws 140 x 2,2 160 x 2,2 180 x 2,2 Tooth pitch 22, 25, 26, 30 Gang saw blades are manufactured from material 75Cr1 (DIN ) with hardness 42 +/ 2Hrc. We are able to manufacture also other types of toothing (tooth pitch, shape) together with other types of guide gibs and pinholes on the request of our customers. 65

11 Machine Gang Saw Blades Stelitte-Tipped Machine Gang Saw Blades Stelitte Tipped (KV) Wolf Type of Teeth Application: Hard and soft woods. It is needed to know while ordering. Standard delivery: Gang saw blades are delivered straightened and tensioned. Side finish: Standard gang saw blades are delivered with hardened guide gibs of 35, 30, 25 mm width, with straight punching (Esterer hanges) and also blades without guide gibs. Dimensions of gang saws 140 x 1,8 140 x 2,0 140 x 2,2 160 x 2,0 160 x 2,2 180 x 2,2 180 x 2,4 Tooth pitch 22, 25, 26, 30 Gang saw blades are manufactured from material 75Cr1 (DIN ) with hardness 48 +/ 2Hrc. Welding and stelitte grinding is performed on Vollmer machines. Main Advantages of Stelitte-Tipped Gang Saws: 1. Long life time of tips (5 10 x more than normal version). 2. Lower energy intensiveness while cutting. 3. Lower tendency to tip damage due to dirt (compared TCT tools). 4. Higher surface quality of cutting material. 5. Higher dimensional and formal accuracy of cutting material. 6. Possibility to adjust tip geometry to particular cutting conditions (machine type, type of cutting material, cutting conditions etc.). 7. Due to higher cutting power enable lower thermal cutting stress of tip. 8. Possibility to re-tip the tool after grinding off the whole layer of previous welding (after sharpening). 9. Minimizing the stand-time when changing the dull tools in machines. 10. Increasing the cutting performance by faster feed speed when tempered gang saws are replaced with stelitte tipped. Gang saw blades are manufactured with tooth number and side finish according to our general types or to customer s requirements. We are able to manufacture also other types of toothing (tooth pitch, shape) together with other types of guide gibs and pinholes on the request of our customers. We can provide service of all gang saw blades with tooth pitch 26 and 30 mm. 66

12 Machine Gang Saw Blades J Type Usage: Due to their perfect cutting capabilities, the J-type saw blades are suitable for all types of toothing Characteristics: These saw blades have a special offset on their upper side which reliably eliminates undesirable tension in the blades. This technical solution is patented and registered at the Industrial Property Office in the Czech Republic, Slovakia and Poland. Using the J-type saw blade brings about the following advantages:» as far as the tensioning of the blades is concerned, the saws are maintenance free; it is only necessary to adjust potential humps» the price is the same as the price of an ordinary gang saw blade» due to the fact that no rolling traces are present, the material is not disrupted or reduced therefore no breakage into the rolling trace may occur» it can be sharpened by basically all types of ordinary grinding machines» you can attach it to the standard hangs which you currently have» we supply it in any length from 1000 to 1600 mm, in widths and thicknesses identical to ordinary gang saw blades» they can be fitted with standard as well as atypical guide gibs, the pinholes (perforation) suitable for ESTERER hangs» hard-chrome coating, stelitte-tipped teeth 67
13 Standard Gibs for Gang Saw Blades Type Picture Specifications L118x25 L138x25 L158x25 L118x30 L138x30 L158x30 L98x Pinholes: 5 spacing 25 mm of 140 mm width Pinholes: 5 spacing 25 mm of 160 mm width Pinholes: 6 spacing 25 mm of 180 mm width Pinholes: 9 spacing 25/25 mm of 140 mm width Pinholes: 9 spacing 25/25 mm of 160 mm width Pinholes: 9 spacing 25/50 mm of 180 mm width Pinholes: 7 spacing 25/25 mm of 120 mm width Type Picture Specifications L118x35 L138x35 L158x35 L95x35 Lipowski L118x25 OZUB T3 L138x25 OZUB T3 L138x30 3xOT6 R R R Pinholes: 9 spacing 25/25 mm of 140 mm width Pinholes: 9 spacing 25/25 mm of 160 mm width Pinholes: 9 spacing 25/50 mm of 180 mm width Pinholes: 7 spacing 25/25 mm, radius R~600 Standard use for: Various types Pinholes: 5 spacing 25 mm Bevel: No, toothing type 3 of 140 mm width Pinholes: 5 spacing 25 mm Bevel: No, toothing type 3 of 160 mm width Pinholes: 9 spacing 22/22 mm mm of 160 mm width Other types of fixing gib designs (atypical designs for extra charge)» gibs with no bevel» arched gibs (radius R~600 mm, different external dimension than the dimensions specified in the chart above)» gibs with toothing (different from the above specified)» divided gibs (gib is divided in an asymmetric or symmetric manner into 2 or more parts) Address Nadrazni 804, Hulin , Czech Republic Phone: , Fax: sales@pilana.cz 68 Saw blades with no gibs» with straight pinholes (perforation) suitable for the Esterer, Jansen, ASS hangs holes of 8.3 diameter, spacing 17 millimetres» with atypical holes based on customer s specifications» gang saw blades with no perforation






14 05/2008
15
CIRCULAR SAW BLADES FOR WOOD - SET, SHARPENED
 CIRCULAR SAW BLADES FOR WOOD - SET, SHARPENED 22 5309-56KV5 22 5310-56KV25 Saw blades 22 5309 are designed for cross cutting, 22 5310 for cross cutting and ripsawing. For cutting of soft and hard wood.
CIRCULAR SAW BLADES FOR WOOD - SET, SHARPENED 22 5309-56KV5 22 5310-56KV25 Saw blades 22 5309 are designed for cross cutting, 22 5310 for cross cutting and ripsawing. For cutting of soft and hard wood.
CATALOGUE EQUIPMENT FOR WOOD PROCESSING.
 HD METALDRAFT s.r.o. Czech Republic 750 02, Prerov str. Suminova 18 e-mail: info@hdmetaldraft.eu www.hdmetaldraft.eu CATALOGUE EQUIPMENT FOR WOOD PROCESSING www.hdmetaldraft.eu BAND SAWS FOR WOODWORKING
HD METALDRAFT s.r.o. Czech Republic 750 02, Prerov str. Suminova 18 e-mail: info@hdmetaldraft.eu www.hdmetaldraft.eu CATALOGUE EQUIPMENT FOR WOOD PROCESSING www.hdmetaldraft.eu BAND SAWS FOR WOODWORKING
Recommendations for Cutting and Handling Melamine Boards
 Recommendations for Cutting and Handling Melamine Boards The three main factors of this process which should be taken into account in order to achieve a well finished cut are: the machine, the cutting
Recommendations for Cutting and Handling Melamine Boards The three main factors of this process which should be taken into account in order to achieve a well finished cut are: the machine, the cutting
SAWS FOR METAL CUTTING
 SAWS FOR METAL CUTTING High Speed Steel Cobalt Carbide TMX Saws A History of European Quality & Craftsmanship The history of TMX saws dates to 1921 Poland with manufacturing of saws for woodworking industry.
SAWS FOR METAL CUTTING High Speed Steel Cobalt Carbide TMX Saws A History of European Quality & Craftsmanship The history of TMX saws dates to 1921 Poland with manufacturing of saws for woodworking industry.
Bi-Metal Band Saw Blades. Made in Czech Republic. since 1934
 Bi-Metal Band Saw Blades Made in Czech Republic since 1934 BI-METAL BAND SAW BLADES 80 years experience in cutting tools production. The manufacturing of cutting tools began in Hulin in the year of 1934.
Bi-Metal Band Saw Blades Made in Czech Republic since 1934 BI-METAL BAND SAW BLADES 80 years experience in cutting tools production. The manufacturing of cutting tools began in Hulin in the year of 1934.
Think cost efficiency, Think HSS SAWING
 Think cost efficiency, Think HSS SAWING SUMMARY BANDSAWING 2 The basics of bandsawing 3 HSS and coatings 4 The bimetal concept 5 Tooth set 6 Tooth pitch and forms 7 Speeds and feeds 8 Blade break-in 9
Think cost efficiency, Think HSS SAWING SUMMARY BANDSAWING 2 The basics of bandsawing 3 HSS and coatings 4 The bimetal concept 5 Tooth set 6 Tooth pitch and forms 7 Speeds and feeds 8 Blade break-in 9
HOTVAR. Hot work tool steel
 Hot work tool steel General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by: High hot wear resistance Very good high temperature properties High resistance
Hot work tool steel General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by: High hot wear resistance Very good high temperature properties High resistance
EUROPEAN PRECISION AND QUALITY SAWS HIGH SPEED STEEL, COBALT & CARBIDE METAL CUTTING SAWS
 EUROPEAN PRECISION AND QUALITY SAWS HIGH SPEED STEEL, COBALT & CARBIDE METAL CUTTING SAWS TMX Saws A History of European Quality & Craftsmanship The history of TMX saws dates to 1921 Poland with manufacturing
EUROPEAN PRECISION AND QUALITY SAWS HIGH SPEED STEEL, COBALT & CARBIDE METAL CUTTING SAWS TMX Saws A History of European Quality & Craftsmanship The history of TMX saws dates to 1921 Poland with manufacturing
CAL200/300. CNC controlled. High-tech machining technology for your resawing and log band saw blades.
 CA2/3 CAL2/3 High-tech machining technology for your resawing and log band saw blades. CNC controlled Sharpening technology for limitless grinding programs. Competence as the basis for perfecion. Limitless
CA2/3 CAL2/3 High-tech machining technology for your resawing and log band saw blades. CNC controlled Sharpening technology for limitless grinding programs. Competence as the basis for perfecion. Limitless
HOTVAR Hot work tool steel
 T OOL STEEL FACTS HOTVAR Hot work tool steel Wherever tools are made Wherever tools are used General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by:
T OOL STEEL FACTS HOTVAR Hot work tool steel Wherever tools are made Wherever tools are used General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by:
AFFORDABLE SAWING STARTS WITH TIMBERY!
 AFFORDABLE SAWING STARTS WITH TIMBERY! timbery.eu M100 M100 FEATURES M100 with 4 kw Electric Motor 9 HP or 14 HP Gas Engine 4 kw or 5.5 kw Electric Motor Sawyer has quick and easy access to: head up and
AFFORDABLE SAWING STARTS WITH TIMBERY! timbery.eu M100 M100 FEATURES M100 with 4 kw Electric Motor 9 HP or 14 HP Gas Engine 4 kw or 5.5 kw Electric Motor Sawyer has quick and easy access to: head up and
Alignment Problems and Techniques for Saw Grinders
 Alignment Problems and Techniques for Saw Grinders Bruce Lehmann TKT Engineering Inc. Surrey, B.C., Canada This paper presents some simple tools and methods for accurate setup and alignment of top, face
Alignment Problems and Techniques for Saw Grinders Bruce Lehmann TKT Engineering Inc. Surrey, B.C., Canada This paper presents some simple tools and methods for accurate setup and alignment of top, face
Jongen UNI-MILL VHC milling cutter
 Jongen Werkzeugtechnik Jongen UNI-MILL VHC milling cutter Trochoidal milling at the highest level Jongen UNI-MILL VHC milling cutter Static and dynamic "trochoidal milling" is a combination of circular
Jongen Werkzeugtechnik Jongen UNI-MILL VHC milling cutter Trochoidal milling at the highest level Jongen UNI-MILL VHC milling cutter Static and dynamic "trochoidal milling" is a combination of circular
M42 - Bimetal Band Saw Blade with Cobalt
 M42 - Bimetal Band Saw Blade with Cobalt This high-performance saw band is especially suitable for serial cutting of all types of metals. The teeth are made of high speed steel with 8% cobalt and 10% molybdenum.
M42 - Bimetal Band Saw Blade with Cobalt This high-performance saw band is especially suitable for serial cutting of all types of metals. The teeth are made of high speed steel with 8% cobalt and 10% molybdenum.
AISI A2 Cold work tool steel
 T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
Edition 3, The latest revised edition of this brochure is the English version, which is always published on our web site
 This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty of specific properties
This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty of specific properties
REGIN 3. Cold work tool steel
 Cold work tool steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Cold work tool steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
ALUMEC. High strength aluminium
 High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Bi-Metal Band Saw Blades. Made in Czech Republic. since 1934
 Bi-Metal Band Saw Blades Made in Czech Republic since 1934 ABOUT US EXPORT REGIONS WORLDWIDE Over 80 years of experience in cutting tools production. The manufacturing of cutting tools began in Hulin in
Bi-Metal Band Saw Blades Made in Czech Republic since 1934 ABOUT US EXPORT REGIONS WORLDWIDE Over 80 years of experience in cutting tools production. The manufacturing of cutting tools began in Hulin in
Präzisions-Kreissägeblätter USA PROGRAM CARBIDE TIPPED PRECISION CIRCULAR SAW BLADES.
 USA PROGRAM CARBIDE TIPPED PRECISION CIRCULAR SAW BLADES www.walter-saegen.de EXPERIENCE, QUALITY, FLEXIBILITY From a one-man operation to one of the most modern manufacturing companies in the saw blade
USA PROGRAM CARBIDE TIPPED PRECISION CIRCULAR SAW BLADES www.walter-saegen.de EXPERIENCE, QUALITY, FLEXIBILITY From a one-man operation to one of the most modern manufacturing companies in the saw blade
VANADIS 6 SuperClean
 T O O L S T E E L F A C T S SuperClean High performance powder metallurgical cold work tool steel Great Tooling Starts Here! Cover photo: Powder pressing punch of. Excellent results have been obtained
T O O L S T E E L F A C T S SuperClean High performance powder metallurgical cold work tool steel Great Tooling Starts Here! Cover photo: Powder pressing punch of. Excellent results have been obtained
Customer Service lenoxtools.com
 BAND SAW BLADES Carbide Blades Bi-metal Blades Sawing Fluids & Lubricants CARBIDE BAND SAW BLADES CARBIDE PRODUCT SELECTION HIGH PERFORMANCE ALUMINUM/ CARBON NON-FERROUS STRUCTURAL Note: We can provide
BAND SAW BLADES Carbide Blades Bi-metal Blades Sawing Fluids & Lubricants CARBIDE BAND SAW BLADES CARBIDE PRODUCT SELECTION HIGH PERFORMANCE ALUMINUM/ CARBON NON-FERROUS STRUCTURAL Note: We can provide
AISI D2 Cold work tool steel
 T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
CHF 270. The new side grinding machine for saw blade production. With full CNC control.
 CHF 270 The new side grinding machine for saw blade production. With full CNC control. CNC controlled Automatic side grinding of carbide-tipped circular saw blade teeth. Engineering excellence ensuring
CHF 270 The new side grinding machine for saw blade production. With full CNC control. CNC controlled Automatic side grinding of carbide-tipped circular saw blade teeth. Engineering excellence ensuring
CBF 300. Automatic side grinder for stellite-tipped bandsaw blades.
 CBF 3 Automatic side grinder for stellite-tipped bandsaw blades. Outstanding grinding results coupled with simple operation. The CBF 3. The CBF 3 side grinder with supporting stands. The operation is simple
CBF 3 Automatic side grinder for stellite-tipped bandsaw blades. Outstanding grinding results coupled with simple operation. The CBF 3. The CBF 3 side grinder with supporting stands. The operation is simple
Steel Selection & Performance
 Steel Selection Steel Selection & Performance We offer a wide selection of fine made knives for cutting nearly any type of wooden material. Our knives are made to exceed industry standard and provide trouble
Steel Selection Steel Selection & Performance We offer a wide selection of fine made knives for cutting nearly any type of wooden material. Our knives are made to exceed industry standard and provide trouble
04 Quality 06 Global 08 Innovation 10 History. 23 Accessories. Material Key
 2015 / 2016 Table of Contents Honsberg 2015 2016 3 04 Quality 06 Global 08 Innovation 10 History 12 Bimetal 14 Honsberg Spectra / No. 700720 16 Honsberg Secura / No. 700724 17 Honsberg Secura Foundry /
2015 / 2016 Table of Contents Honsberg 2015 2016 3 04 Quality 06 Global 08 Innovation 10 History 12 Bimetal 14 Honsberg Spectra / No. 700720 16 Honsberg Secura / No. 700724 17 Honsberg Secura Foundry /
Forming - Bulk Forming
 Forming - Bulk Forming Manufacturing Technology II Lecture 4 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technologies Prof. Dr.-Ing. Dr.-Ing. E. h. F. Klocke Outline
Forming - Bulk Forming Manufacturing Technology II Lecture 4 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technologies Prof. Dr.-Ing. Dr.-Ing. E. h. F. Klocke Outline
HX-NVS: 10 times faster penetration in high-hard steels with HPC and HDC machining
 passion passion for precision for precision X-NVS: times faster penetration in high-hard steels with PC and DC machining Rough milling in hard and high-hard materials [ 2 ] You want to machine very hard
passion passion for precision for precision X-NVS: times faster penetration in high-hard steels with PC and DC machining Rough milling in hard and high-hard materials [ 2 ] You want to machine very hard
Table of Contents Honsberg Quality 06 Global 08 Innovation 10 History
 GB 2017 / 2018 Table of Contents Honsberg 2015 2016 3 04 Quality 06 Global 08 Innovation 10 History Bimetal 14 Honsberg Spectra / No. 700720 16 Honsberg Secura / No. 700724 17 Honsberg Secura Foundry
GB 2017 / 2018 Table of Contents Honsberg 2015 2016 3 04 Quality 06 Global 08 Innovation 10 History Bimetal 14 Honsberg Spectra / No. 700720 16 Honsberg Secura / No. 700724 17 Honsberg Secura Foundry
Uddeholm Vanadis 30 SuperClean. Uddeholm Vanadis 30 SuperClean
 Uddeholm Vanadis 30 SuperClean 1 UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based
Uddeholm Vanadis 30 SuperClean 1 UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based
SANDVIK CHROMFLEX STRIP STEEL
 SANDVIK CHROMFLEX STRIP STEEL DATASHEET Sandvik Chromflex is a family of hardened and tempered martensitic chromium steels characterized by: High strength combined with good shape High standard of surface
SANDVIK CHROMFLEX STRIP STEEL DATASHEET Sandvik Chromflex is a family of hardened and tempered martensitic chromium steels characterized by: High strength combined with good shape High standard of surface
Permanently sharp, when high-performance is required.
 Permanently sharp, when high-performance is required. Self-sharpening cutting and grinding tools for longer lifetimes in the toughest conditions. For demanding applications Our complete assortment of self-sharpening
Permanently sharp, when high-performance is required. Self-sharpening cutting and grinding tools for longer lifetimes in the toughest conditions. For demanding applications Our complete assortment of self-sharpening
Uddeholm Formax. Formax is a trademark registered in Sweden
 Uddeholm Formax Formax is a trademark registered in Sweden UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder.
Uddeholm Formax Formax is a trademark registered in Sweden UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder.
RAMAX 2. Prehardened stainless holder steel
 RAMAX 2 Prehardened stainless holder steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be
RAMAX 2 Prehardened stainless holder steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be
High Performance STOL Alloys. Characteristics. Current Carrying Capacity. Density 8.9 g/cm³. Specific heat capacity J/(g K)
") Alloy Designation High Performance STO Alloys EN - DIN CEN/TS 13388 - UNS Chemical Composition percentage Cu Rest % Ni 1.4.. 1.7 % Si 0.2.. 0.35 % Sn 0.02.. 0.3 % Zn 0.20.. 0.7 % Others 0.50 % This alloy
Alloy Designation High Performance STO Alloys EN - DIN CEN/TS 13388 - UNS Chemical Composition percentage Cu Rest % Ni 1.4.. 1.7 % Si 0.2.. 0.35 % Sn 0.02.. 0.3 % Zn 0.20.. 0.7 % Others 0.50 % This alloy
Jongen Werkzeugtechnik GmbH
 STEP MILLING Type B22 Jongen Werkzeugtechnik GmbH Siemensring 11 D-47877 Willich Germany Phone: 0049 2154 9285 2900 Fax: 0049 2154 9285 9 2900 www.jongen.de Email: export@jongen.de THE TOOL Especially
STEP MILLING Type B22 Jongen Werkzeugtechnik GmbH Siemensring 11 D-47877 Willich Germany Phone: 0049 2154 9285 2900 Fax: 0049 2154 9285 9 2900 www.jongen.de Email: export@jongen.de THE TOOL Especially
Uddeholm Vanax SuperClean. Uddeholm Vanax SuperClean
 Uddeholm Vanax SuperClean 1 Vanax is a trade mark registered in the European Union and in the U.S. UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without
Uddeholm Vanax SuperClean 1 Vanax is a trade mark registered in the European Union and in the U.S. UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without
Shorter scissors are more suitable for detailed work, and longer scissors are more suitable for powerful work.
 LENGTH The size of scissors is usually indicated in inches. The short ones are 4.5 inches, and long ones are up to about 8 inches. Size is selected depending on the cut techniques. Shorter scissors are
LENGTH The size of scissors is usually indicated in inches. The short ones are 4.5 inches, and long ones are up to about 8 inches. Size is selected depending on the cut techniques. Shorter scissors are
recommended for cutting hard and tough steels under extreme cutting conditions. are regularly supplied with a rake angle of 0 to
 OTT+HEUGEL HSS Saw Blades OTT+HEUGEL high precision metal cutting circular saw blades made of HSS and HSS-E are for modern sawing and rotary index machines. The saw blades are well-known under the brand
OTT+HEUGEL HSS Saw Blades OTT+HEUGEL high precision metal cutting circular saw blades made of HSS and HSS-E are for modern sawing and rotary index machines. The saw blades are well-known under the brand
CHF 840 and CHF CNC-controlled machine for grinding tooth sides on carbide-tipped circular saw blades with a diameter of up to 840 or 1300 mm
 CIRCULAR SAW CNC-controlled machine for grinding tooth sides on carbide-tipped circular saw blades with a diameter of up to 84 or 13 mm CHF 84 and CHF 13 / CIRCULAR SAW // SIDE ANGLE THE VERSATILITY OF
CIRCULAR SAW CNC-controlled machine for grinding tooth sides on carbide-tipped circular saw blades with a diameter of up to 84 or 13 mm CHF 84 and CHF 13 / CIRCULAR SAW // SIDE ANGLE THE VERSATILITY OF
KNIVES. giving you the EDGE, to stay AHEAD. TUBE & METAL FORMING
 KNIVES giving you the EDGE, to stay AHEAD. TUBE & METAL FORMING ATLAS has comprehensive in-house designing facility to design new products according to customer s specific requirements with complete satisfaction
KNIVES giving you the EDGE, to stay AHEAD. TUBE & METAL FORMING ATLAS has comprehensive in-house designing facility to design new products according to customer s specific requirements with complete satisfaction
Milling tools made by JONGEN! C10 FP 124. Face Milling
 Milling tools made by JONGEN! Face Milling C10 FP 124 THE TOOL Especially efficient face milling cutter for the roughing and finishing machining Axial depth of cut max. 5 mm, with 8 effective cutting edges
Milling tools made by JONGEN! Face Milling C10 FP 124 THE TOOL Especially efficient face milling cutter for the roughing and finishing machining Axial depth of cut max. 5 mm, with 8 effective cutting edges
Polishing-, Ceramic Stones & Accessories
 Polishing-, Ceramic Stones & Accessories 5 a company A COMPANY Content Polishing-, Ceramic Stones & Accessories 5 Polishing-, Ceramic Stones & Accessories Polishing Stones...2 Ceramic Stones...16 Super
Polishing-, Ceramic Stones & Accessories 5 a company A COMPANY Content Polishing-, Ceramic Stones & Accessories 5 Polishing-, Ceramic Stones & Accessories Polishing Stones...2 Ceramic Stones...16 Super
SANDVIK FINEMAC FREE- CUTTING WIRE WIRE
 SANDVIK FINEMAC FREE- CUTTING WIRE WIRE DATASHEET Sandvik Finemac is a lead-free, hardenable, free-cutting carbon steel characterized by excellent machinability and high hardness, high wear resistance
SANDVIK FINEMAC FREE- CUTTING WIRE WIRE DATASHEET Sandvik Finemac is a lead-free, hardenable, free-cutting carbon steel characterized by excellent machinability and high hardness, high wear resistance
SGS: Experts in Mold & Die.
 SGS: Experts in Mold & Die. SGS has the tools you need when it comes to high efficiency, high accuracy machining of hardened mold & die materials. Mold & die work requires tools that can handle difficult
SGS: Experts in Mold & Die. SGS has the tools you need when it comes to high efficiency, high accuracy machining of hardened mold & die materials. Mold & die work requires tools that can handle difficult
SS-EN ISO 9001 SS-EN ISO 14001
 UDDEHOLM VANADIS 60 This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
UDDEHOLM VANADIS 60 This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Uddeholm Formvar. FORMVAR is a trade mark registered in the European Union
 Uddeholm Formvar FORMVAR is a trade mark registered in the European Union UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright
Uddeholm Formvar FORMVAR is a trade mark registered in the European Union UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright
UDDEHOLM NIMAX. Uddeholm Nimax
 Uddeholm Nimax UDDEHOLM NIMAX Reliable and efficient tool steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters
Uddeholm Nimax UDDEHOLM NIMAX Reliable and efficient tool steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters
SUPERIOR MACHINABILITY
 Uddeholm Balder Uddeholm Balder Reliable and efficient steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters
Uddeholm Balder Uddeholm Balder Reliable and efficient steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters
A wide range of cold-formable steel grades and aluminium alloys are used as wire materials within a diameter range from 5 mm to 34 mm.
 Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
SS-EN ISO 9001 SS-EN ISO 14001
 UDDEHOLM FORMAXTM This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
UDDEHOLM FORMAXTM This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
CALMAX. Plastic mould and cold work steel
 Plastic mould and cold work steel General CALMAX is a chromium-molybdenum-vanadium alloyed steel characterized by: High toughness Good wear resistance Good through hardening properties Good dimensional
Plastic mould and cold work steel General CALMAX is a chromium-molybdenum-vanadium alloyed steel characterized by: High toughness Good wear resistance Good through hardening properties Good dimensional
UDDEHOLM TOOL HOLDER CONCEPT
 Uddeholm Idun Uddeholm Idun Reliable and efficient steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters
Uddeholm Idun Uddeholm Idun Reliable and efficient steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters
SOVEREIGN TECHNICAL INFORMATION SHEET DIAMOND CUTTING DISCS
 Data Sheet No: TDS 165 Version 2 SOVEREIGN TECHNICAL INFORMATION SHEET DIAMOND CUTTING DISCS The following six types of Diamond Cutting Discs are available and the correct blade should be selected dependent
Data Sheet No: TDS 165 Version 2 SOVEREIGN TECHNICAL INFORMATION SHEET DIAMOND CUTTING DISCS The following six types of Diamond Cutting Discs are available and the correct blade should be selected dependent
Primary shaping - Powder Metallurgy
 Chair of Manufacturing Technology Primary shaping - Powder Metallurgy Manufacturing Technology II Exercise 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof.
Chair of Manufacturing Technology Primary shaping - Powder Metallurgy Manufacturing Technology II Exercise 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof.
VANADIS 10 SuperClean High performance powder metallurgical cold work tool steel
 SuperClean High performance powder metallurgical cold work tool steel Critical tool steel properties for GOOD TOOL PERFORMANCE Correct hardness for the application Very high wear resistance Sufficient
SuperClean High performance powder metallurgical cold work tool steel Critical tool steel properties for GOOD TOOL PERFORMANCE Correct hardness for the application Very high wear resistance Sufficient
UDDEHOLM TOOL HOLDER CONCEPT
 Uddeholm Idun Uddeholm Idun Reliable and efficient steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters
Uddeholm Idun Uddeholm Idun Reliable and efficient steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters
Development of SUMIBORON BN7500 for Ferrous Powder Metal Finishing
 INDUSTRIAL MATERIALS Development of SUMIBORON for Ferrous Powder Metal Finishing Yusuke MATSUDA*, Katsumi OKAMURA and Satoru KUKINO SUMIBORON tools are widely used in the cutting of hard-to-cut ferrous
INDUSTRIAL MATERIALS Development of SUMIBORON for Ferrous Powder Metal Finishing Yusuke MATSUDA*, Katsumi OKAMURA and Satoru KUKINO SUMIBORON tools are widely used in the cutting of hard-to-cut ferrous
Niobium - Machining & Forming Operations
 Niobium - Machining & Forming Operations INTRODUCTION Niobium is a highly ductile, soft refractory metal. The machining characteristics of niobium and its common alloys are similar to those of 316 stainless
Niobium - Machining & Forming Operations INTRODUCTION Niobium is a highly ductile, soft refractory metal. The machining characteristics of niobium and its common alloys are similar to those of 316 stainless
GRINDING AND OTHER ABRASIVE PROCESSES
 GRINDING AND OTHER ABRASIVE PROCESSES Grinding Related Abrasive Process Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel Generally used as
GRINDING AND OTHER ABRASIVE PROCESSES Grinding Related Abrasive Process Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel Generally used as
Instrument and equipment for wood processing
 Instrument and equipment for wood processing BAND SAW BLADES CATALOGUE BAND SAW BLADES FOR WOOD PROCESSING 1 WIDE BAND SAW BLADES 7 FRAME SAWS 8 BAND SAW BLADES FOR FOOD PROCESSING 9 TABLE OF BAND SAW
Instrument and equipment for wood processing BAND SAW BLADES CATALOGUE BAND SAW BLADES FOR WOOD PROCESSING 1 WIDE BAND SAW BLADES 7 FRAME SAWS 8 BAND SAW BLADES FOR FOOD PROCESSING 9 TABLE OF BAND SAW
High Performance Alloys. Characteristics. Stamped parts connectors Relay springs Semiconductor components. Density 8.8 g/cm³
 Alloy Designation High Performance Alloys EN CuNi3Si DIN CEN/TS 13388 UNS Chemical Composition percentage Cu Rest % Ni 3 % Si.65 % Mg.15 % This alloy is in accordance with RoHS 22/96/CE for electric &
Alloy Designation High Performance Alloys EN CuNi3Si DIN CEN/TS 13388 UNS Chemical Composition percentage Cu Rest % Ni 3 % Si.65 % Mg.15 % This alloy is in accordance with RoHS 22/96/CE for electric &
Jongen Werkzeugtechnik. Working depth. Drilling by JONGEN. 3 x D. BP 04 to 12
 Jongen Werkzeugtechnik Working depth 3 x D Drilling by JONGEN BP 04 to 12 THE TOOL New at Jongen: universally applicable high-performance drill for use on lathes and milling centers. It offers the highest
Jongen Werkzeugtechnik Working depth 3 x D Drilling by JONGEN BP 04 to 12 THE TOOL New at Jongen: universally applicable high-performance drill for use on lathes and milling centers. It offers the highest
Toward Sharper Saws, Straighter Cuts, Higher Recovery: Managing the Process and Measuring the Results
 Toward Sharper Saws, Straighter Cuts, Higher Recovery: Managing the Process and Measuring the Results Warren M. Bird California Saw & Knife Works San Francisco, California October, 2003 www.calsaw.com
Toward Sharper Saws, Straighter Cuts, Higher Recovery: Managing the Process and Measuring the Results Warren M. Bird California Saw & Knife Works San Francisco, California October, 2003 www.calsaw.com
LOAD BEARING ROLLER ASSEMBLIES Engineering Data Installation Notes
 Installation Notes INSTALLING STUD TYPE LOAD BEARING ROLLER ASSEMBLIES Mounting holes should be machined to the nominal stud size within +.001/-.000 (+.025mm / -.000mm) tolerance. When properly aligned,
Installation Notes INSTALLING STUD TYPE LOAD BEARING ROLLER ASSEMBLIES Mounting holes should be machined to the nominal stud size within +.001/-.000 (+.025mm / -.000mm) tolerance. When properly aligned,
UDDEHOLM NIMAX. Nimax is a trade mark registered in the European Union and in the U.S.
 UDDEHOLM NIMAX Reliable and efficient tool steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters must be
UDDEHOLM NIMAX Reliable and efficient tool steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters must be
SCHNORR Product range
 SCHNORR Product range Disc springs Bolt locking systems DISC SPRING ENGINEERING DISC SPRING ENGINEERING Grown competence for highest precision. Adolf Schnorr, who founded our business in 1908, showed true
SCHNORR Product range Disc springs Bolt locking systems DISC SPRING ENGINEERING DISC SPRING ENGINEERING Grown competence for highest precision. Adolf Schnorr, who founded our business in 1908, showed true
TBS 3 V BSB. Made in. Germany. Band saws. It s the result that matters
 TBS 3 V BSB Made in Germany Band saws It s the result that matters HOKUBEMA Band saws For any need, for any material - band saws by HOKUBEMA. Competence you feel If you have ever worked with band saws
TBS 3 V BSB Made in Germany Band saws It s the result that matters HOKUBEMA Band saws For any need, for any material - band saws by HOKUBEMA. Competence you feel If you have ever worked with band saws
TBS 3 V BSB. Made in. Germany. Band saws. It s the result that matters
 TBS 3 V BSB Made in Germany Band saws It s the result that matters HOKUBEMA Band saws For any need, for any material - band saws by HOKUBEMA. Competence you feel If you have ever worked with band saws
TBS 3 V BSB Made in Germany Band saws It s the result that matters HOKUBEMA Band saws For any need, for any material - band saws by HOKUBEMA. Competence you feel If you have ever worked with band saws
Vanax SuperClean. Uddeholm Vanax SuperClean
 Vanax SuperClean Uddeholm Vanax SuperClean ASSAB is a trademark of voestalpine High Performance Metals Pacific Pte Ltd. The information contained herein is based on our present state of knowledge and is
Vanax SuperClean Uddeholm Vanax SuperClean ASSAB is a trademark of voestalpine High Performance Metals Pacific Pte Ltd. The information contained herein is based on our present state of knowledge and is
APPLIED SKILLS AND KNOWLEDGE
 WELDING APPLIED SKILLS AND KNOWLEDGE PERFORM TECHNICAL READING 1 Identify details and specifications 2 Follow detailed directions 3 Use book mechanics (tables, index, etc.) 4 Locate information and problem
WELDING APPLIED SKILLS AND KNOWLEDGE PERFORM TECHNICAL READING 1 Identify details and specifications 2 Follow detailed directions 3 Use book mechanics (tables, index, etc.) 4 Locate information and problem
PRELIMINARY BROCHURE. Uddeholm Caldie
 PRELIMINARY BROCHURE Uddeholm Caldie UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based
PRELIMINARY BROCHURE Uddeholm Caldie UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based
BandSel. BandSel. The only complete bandsaw selection program. A major upgrade of a proven winner. Thin Kerf Technologies Inc.
 BandSel The only complete bandsaw selection program. A major upgrade of a proven winner Surface Finish Gullet Cracking Tooth Design Saw Specifications Wood Properties Log Mix BandSel Optimum Feeds Saw
BandSel The only complete bandsaw selection program. A major upgrade of a proven winner Surface Finish Gullet Cracking Tooth Design Saw Specifications Wood Properties Log Mix BandSel Optimum Feeds Saw
BandSel The only complete bandsaw selection program. A major upgrade of a proven winner
 BandSel The only complete bandsaw selection program. A major upgrade of a proven winner Surface Finish Gullet Cracking Tooth Design Saw Specifications Wood Properties Log Mix BandSel Optimum Feeds Saw
BandSel The only complete bandsaw selection program. A major upgrade of a proven winner Surface Finish Gullet Cracking Tooth Design Saw Specifications Wood Properties Log Mix BandSel Optimum Feeds Saw
Product overview NEW NEW NEW. coated. Nutex Plus - with 3 cutting edges! Nutex Mini - minimum diameter 15 mm!! Nutex - approved and powerful
 Product overview Nutex Plus - with 3 cutting edges! Nutex Plus HSS No 6055 p. 6 Nutex Plus caride No 6355 p. 7 NEW Holders No 6058 p. 8 Nutex Mini - minimum diameter 15!! NEW Nutex Mini HSS No 6041 p.
Product overview Nutex Plus - with 3 cutting edges! Nutex Plus HSS No 6055 p. 6 Nutex Plus caride No 6355 p. 7 NEW Holders No 6058 p. 8 Nutex Mini - minimum diameter 15!! NEW Nutex Mini HSS No 6041 p.
Nominal Analysis (AISI 01) Carbon-.90 Tungsten / / / /32 7/64 1/8
 Carbon-.90 Tungsten / / / /32 7/64 1/8") OIL HARDENING PRECISION Ground FLAT STOCK (REGULAR SIZE AND OVERSIZED) STARRETT SERIES 783: 18 Lengths STARRETT SERIES 784: 36 Lengths For Tolerances see page 625. Nominal Analysis (AISI 01) Carbon-.90
OIL HARDENING PRECISION Ground FLAT STOCK (REGULAR SIZE AND OVERSIZED) STARRETT SERIES 783: 18 Lengths STARRETT SERIES 784: 36 Lengths For Tolerances see page 625. Nominal Analysis (AISI 01) Carbon-.90
NTB DiaCer NTB CeraCBN
 NTB DiaCer NTB CeraCBN Diamond & CBN Grinding Wheels 1.0 Super-Abrasive Diamond and CBN Vitrified Grinding Wheels Super-Abrasive wheels play a key role in the grinding process for Advanced Ceramics, Semi-Conductor,
NTB DiaCer NTB CeraCBN Diamond & CBN Grinding Wheels 1.0 Super-Abrasive Diamond and CBN Vitrified Grinding Wheels Super-Abrasive wheels play a key role in the grinding process for Advanced Ceramics, Semi-Conductor,
UDDEHOLM VIDAR 1 ESR
 UDDEHOLM VIDAR 1 ESR This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
UDDEHOLM VIDAR 1 ESR This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Tool Wear Investigation in CNC Turning Operation
 , July 4-6, 2018, London, U.K. Tool Wear Investigation in CNC Turning Operation Yousuf Al Kindi, Murali R V, Salim R K Abstract The aim of this attempt is to experimentally investigate the cutting tool
, July 4-6, 2018, London, U.K. Tool Wear Investigation in CNC Turning Operation Yousuf Al Kindi, Murali R V, Salim R K Abstract The aim of this attempt is to experimentally investigate the cutting tool
CORRAX A stainless precipitation hardening steel
 T OOL STEEL FACTS PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Wherever tools are made Wherever tools are used This information is based on our present state of knowledge and is
T OOL STEEL FACTS PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Wherever tools are made Wherever tools are used This information is based on our present state of knowledge and is
VTU NOTES QUESTION PAPERS NEWS RESULTS FORUMS
 Sheet Metal Forming Introduction Sheet metal is simply metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking, and can be cut and bent into a variety of different
Sheet Metal Forming Introduction Sheet metal is simply metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking, and can be cut and bent into a variety of different
UDDEHOLM VIDAR 1 ESR
 UDDEHOLM VIDAR 1 ESR This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
UDDEHOLM VIDAR 1 ESR This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
MOLDMAX High strength beryllium copper mould alloy
 High strength beryllium copper mould alloy General MOLDMAX is a high-strength beryllium copper mould alloy made by Brush Wellman Inc. for plastics moulding applications. Its main properties include: high
High strength beryllium copper mould alloy General MOLDMAX is a high-strength beryllium copper mould alloy made by Brush Wellman Inc. for plastics moulding applications. Its main properties include: high
Uddeholm Coolmould Coolmould eng 1706 e1.indd :34
 Uddeholm Coolmould Coolmould is trademark registered in the European Union. UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes This information is based on
Uddeholm Coolmould Coolmould is trademark registered in the European Union. UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes This information is based on
Industrial Metalsawing
 Industrial Metalsawing Bandsaw Blades Welcome to the Bahco Bandsaw Blade Catalog We are pleased to present the latest assortment of Bahco industrial bandsaw blades. Our dedication to research and development
Industrial Metalsawing Bandsaw Blades Welcome to the Bahco Bandsaw Blade Catalog We are pleased to present the latest assortment of Bahco industrial bandsaw blades. Our dedication to research and development
Development of New Grade SUMIBORON BN7000 for Cast Iron and Ferrous Powder Metal Machining
 SPECIAL ISSUE Development of New SUMIBORON for Cast Iron and Ferrous Powder Metal Machining Yusuke Matsuda*, Katsumi OKaMura, shinya uesaka and tomohiro FuKaYa SUMIBORON P (polycrystalline cubic boron
SPECIAL ISSUE Development of New SUMIBORON for Cast Iron and Ferrous Powder Metal Machining Yusuke Matsuda*, Katsumi OKaMura, shinya uesaka and tomohiro FuKaYa SUMIBORON P (polycrystalline cubic boron
Uddeholm Dievar is a specially developed steel grade by Uddeholm, which provides the best possible performance.
 UDDEHOLM DIEVAR Uddeholm Dievar is a specially developed steel grade by Uddeholm, which provides the best possible performance. The chemical composition and the very latest in production technique make
UDDEHOLM DIEVAR Uddeholm Dievar is a specially developed steel grade by Uddeholm, which provides the best possible performance. The chemical composition and the very latest in production technique make
-a big little harvester head
 -a big little harvester head - Low friction Maximized production through low friction LF stands for the low friction that appears between the trunk and the harvester heads in the LF series. LF minimizes
-a big little harvester head - Low friction Maximized production through low friction LF stands for the low friction that appears between the trunk and the harvester heads in the LF series. LF minimizes
Classified according to EU Directive 1999/45/EC For further information see our Material Safety Data Sheets.
 This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty of specific properties
This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty of specific properties
Conventional Paper II (a) Draw a crank rocker mechanism and identify all instantaneous centers.
 Draw a crank rocker mechanism and identify all instantaneous centers.") Conventional Paper II-2014 1. Answer of the following (Each part carries 4 marks): (a) Draw a crank rocker mechanism and identify all instantaneous centers. (b) A steel tube 2.5 cm external diameter and
Conventional Paper II-2014 1. Answer of the following (Each part carries 4 marks): (a) Draw a crank rocker mechanism and identify all instantaneous centers. (b) A steel tube 2.5 cm external diameter and
QRO 90 SUPREME Hot work tool steel
 T O O L S T E E L F A C T S QRO 90 Hot work tool steel Great Tooling Starts Here! Cover photo: Bo Dahlgren This information is based on our present state of knowledge and is intended to provide general
T O O L S T E E L F A C T S QRO 90 Hot work tool steel Great Tooling Starts Here! Cover photo: Bo Dahlgren This information is based on our present state of knowledge and is intended to provide general
RoyAlloy. Uddeholm RoyAlloy
 RoyAlloy Uddeholm RoyAlloy REFERENCE STANDARD AISI WNr. JIS ASSAB DF-3 ARNE O1 1.2510 SKS 3 ASSAB XW-5 SVERKER 3 D6 (D3 (1.2436 (SKD 2 ASSAB XW-10 RIGOR A2 1.2363 SKD 12 ASSAB XW-42 SVERKER 21 D2 1.2379
RoyAlloy Uddeholm RoyAlloy REFERENCE STANDARD AISI WNr. JIS ASSAB DF-3 ARNE O1 1.2510 SKS 3 ASSAB XW-5 SVERKER 3 D6 (D3 (1.2436 (SKD 2 ASSAB XW-10 RIGOR A2 1.2363 SKD 12 ASSAB XW-42 SVERKER 21 D2 1.2379
APPLICATION Swebor Wear plates are designed for use in construction, mining, agricultural machinery and other equipment. GRADE C Si MN P S Cr B
 WEAR PLATES REFLECTING THE MINDSET OF PEOPLE WHO MAKE IT DATASHEET MATERIAL The Swebor Wear plates family is both hard and tough, yet easily formable and weldable. Wear plates from Swebor have a unique
WEAR PLATES REFLECTING THE MINDSET OF PEOPLE WHO MAKE IT DATASHEET MATERIAL The Swebor Wear plates family is both hard and tough, yet easily formable and weldable. Wear plates from Swebor have a unique
Eliminates pilot hole 135 Self - Centering Split Point Made of Super Cobalt Steel Performs best at low RPM Cuts extremely fast
 Double Ended Drill Bits Made of High Speed Steel for superb durability. 135 Split Point prevents the drill bit from walking. Long life. Won't break under normal use. Please use #12020 Boron Buster when
Double Ended Drill Bits Made of High Speed Steel for superb durability. 135 Split Point prevents the drill bit from walking. Long life. Won't break under normal use. Please use #12020 Boron Buster when
Harder. Faster. Yellow. The new Kronenflex cutting-off wheels
 Harder. Faster. Yellow. The new Kronenflex cutting-off wheels Nothing can beat good, solid tools For us, as the inventor of high-speed cutting-off wheels, it goes without saying that we are interested
Harder. Faster. Yellow. The new Kronenflex cutting-off wheels Nothing can beat good, solid tools For us, as the inventor of high-speed cutting-off wheels, it goes without saying that we are interested
RoyAlloy. Uddeholm RoyAlloy
 RoyAlloy Uddeholm RoyAlloy REFERENCE STANDARD AISI WNr. JIS ASSAB DF-3 ARNE O1 1.2510 SKS 3 ASSAB XW-5 SVERKER 3 D6 (D3 (1.2436 (SKD 2 ASSAB XW-10 RIGOR A2 1.2363 SKD 12 ASSAB XW-42 SVERKER 21 D2 1.2379
RoyAlloy Uddeholm RoyAlloy REFERENCE STANDARD AISI WNr. JIS ASSAB DF-3 ARNE O1 1.2510 SKS 3 ASSAB XW-5 SVERKER 3 D6 (D3 (1.2436 (SKD 2 ASSAB XW-10 RIGOR A2 1.2363 SKD 12 ASSAB XW-42 SVERKER 21 D2 1.2379
HOLDAX Prehardened holder steel
 Prehardened holder steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Prehardened holder steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
BUREAU OF INDIAN STANDARDS Draft Indian Standard
 For Comments Only BUREAU OF INDIAN STANDARDS Draft Indian Standard STEEL PLATES FOR PRESSURE VESSEL FOR INTERMEDIATE AND HIGH TEMPERATURE SERVICE INCLUDING BOILERS (Third Revision of IS 2002) ICS 77.140.30
For Comments Only BUREAU OF INDIAN STANDARDS Draft Indian Standard STEEL PLATES FOR PRESSURE VESSEL FOR INTERMEDIATE AND HIGH TEMPERATURE SERVICE INCLUDING BOILERS (Third Revision of IS 2002) ICS 77.140.30
UDDEHOLM BALDER UDDEHOLM STEEL FOR INDEXABLE INSERT CUTTING TOOLS
 Reliable and efficient steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters must be considered, by using
Reliable and efficient steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters must be considered, by using