HARDBOARD FROM OHIA 1. S. L. SCHWAR.TZ, Chemical Engineer. Forest Products Laboratory, 2 Forest Service U.S. Department of Agriculture.
|
|
|
- Judith Candace Griffith
- 5 years ago
- Views:
Transcription

1
 hardboard specifications.")

2 HARDBOARD FROM OHIA 1 By S. L. SCHWAR.TZ, Chemical Engineer Forest Products Laboratory, 2 Forest Service U.S. Department of Agriculture Summary Ohia chips were fiberized in a laboratory Asplund Defibrator, further refined in a small disk mill, and then converted to hardboard. Hardboards sized with paraffin wax were made with and without 1 percent of phenol formaldehyde resin. Heat-treated, paraffinsized boards met Class I (untreated) hardboard specifications. Boards comparable to tempered hardboard were made by heat treating the hardboards sized with paraffin and phenolic resin. Tempered hardboards were made from this wood which excelled commercially made tempered hardboards. Introduction Ohia is a major indigenous species in the Hawaiian Islands. It grows on a variety of sites and ranges in size from a shrub to trees over 100 feet high. In considering products that might offer an increase in utilization of the substantial quantities of ohia that are available, it appeared the wood should be suitable for the manufacture of hardboard. This is a report of tests conducted to determine its suitability for this use. Material Wood The four 4-foot ohia logs supplied for the tests ranged from 7. 6 to 9. 0 inches in diameter. They were quartered lengthwise and then converted to 5/8-inch chips in a rotary knife chipper. These chips were screened, mixed, sampled for moisture, and!this work was done in cooperation with the Division of Forestry, Territory of Hawaii. Maintained at Madison, Wis., in cooperation with the University of Wisconsin. Report No November 1960
.")
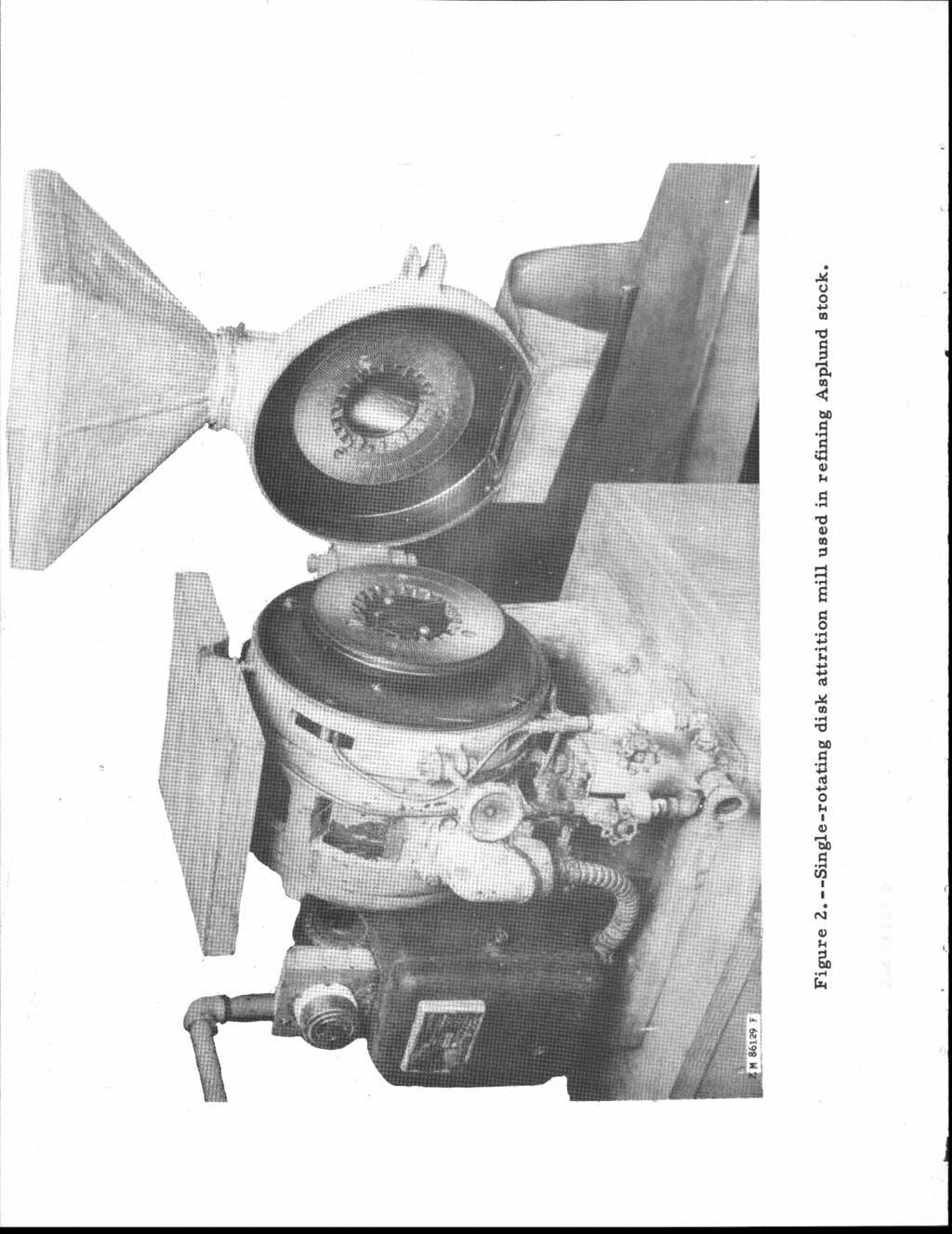
3 then placed in large polyethylene bags. This moisture content of the chips was 48 percent. The average specific gravity of the wood was 0.51, ovendry weight, green volume. This dense, reddish-colored hardwood had the following chemical analysis: Percent nin.. Se Lig 910 Alpha-cellulose. * 41 We Hobo-cellulose Total pentosans (gravimetric). Solubility in: Alcohol benzene Ether. 0 1 percent sodium hydroxide... Hot water A.sh. Moisture Chemicals Used The chemicals used in this study were a 10-percent paraffin-wax size emulsion, a beater additive phenol-formaldehyde resin containing 50 percent solids, a 10-percent paperrnaker' e alum solution, and a 10-percent sulfuric acid solution. Silicone grease was used as a caul release. iipmentand Procedure Fiberiza ion The ohia chips were.fiberized in the stainless steel, laboratory-model Asplund Defibrator shown in figure 1. The capacity of the machine is approximately 1 pound of wood chips, moisture-free basis. A number of defibration runs were necessary to secure a sufficient amount of pulp for the investigation. In each run the charge of chips was presteamed and then milled at the same steam pressure.. Every run was terminated by shutting off the steam and motor of the Defibrator and relieving the steam to the attached cyclone. The conditions of defibration, pulp yield, and pulp freeness data are given in table 1. The Defibrator pulps were refined in an 8-inch, single-rotating, disk mill fitted with beveled, radial-serrated plates (fig. 2). In the refining procedure, the pulp was fed to the mill with relatively large amounts of water. Two different refiner settings were used to produce pulps of 27 seconds and 42 seconds Defibrator freeness. The refined pulp was retained on an 80 mesh screen. Report No
 to pass through a screen and for 10")
4 Stock Freeness A Defibrator freeness tester (fig. 3) was used for determining the freeness of the stocks. The value obtained with this apparatus is the drainage time, in seconds, required for the water in a 10-liter sample of fiber suspension (128 grams per 10 liters) to pass through a screen and for 10 liters of air to pass through the pulp mat formed on the screen. Mat Preparation Pulp mats were formed in the Defibrator freeness tester. These mats were 8-1/2 inches in diameter and contained sufficient pulp to make a nominal 1/8-inch-thick hardboard. Two batches of 2 percent pulp slurries (in softened water) were made from the 28- second Defibrator freeness stock. To one, 1 percent paraffin-wax size was added and to the other, 1 percent paraffin-wax size and 1 percent beater additive phenolformaldehyde resin. In both cases, 1 percent of paperm.aker s alum and sufficient 10 percent H 2SO 4 was added to reduce the ph to the 4 to 4.5 level to affix the additives. Eight mats of the paraffin-sized stock and eight mats of the paraffin- and phenolicresin-sized stock were made. Four paraffin-sized boards were made from the 42-second Defibrator freeness stock for oil tempering trials. Pressing Nominal 1/8-inch screenback hardboards were made from the pulp mats. They were first cold pressed to remove excess water and then hot pressed at 190 C. between stainless steel cauls at a maximum pressure of 500 pounds per square inch. The pressing schedule for these boards is given in table 2. The total pressing time was 6 minutes, including the initial period at maximum pressure, the breathing period at a pressure of 100 pounds per square inch, and the final period at maximum pressure. Heat Treatment Four of the paraffin-sized boards and four of the paraffin- and phenolic-resin-sized boards were heat treated. The heat treatment was conducted in a forced-draft oven for 3 hours at 165 C. Oil Tempering Four paraffin-sized boards were oil tempered. These boards were dipped for approximately 15 seconds in a mixture of one-third linseed oil and two-thirds turpentine. The amount of drying oil retained by the board was calculated from the total liquid pickup to be 4.3 percent. These boards were then cured for 3 hours at 165 C. in a forced-draft oven. Report No


5 Test Methods Two of each kind of board were used for testing and two were used for exhibit. Each board used for testing furnished three 5- by 2-inch test specimens, two for strength tests and one for water absorption tests. The hardboards were tested for modulus of rupture according to ASTM Standard D t. The water absorption samples were smaller than standard, but exploratory tests have shown that they give satisfactory results for nominal 1/8-inch boards. For a realistic evaluation both the strength and water absorption tests were conducted on commercial boards of the same specimen size. The comparative values are given in table 2. Discussion of Results Ohia wood chips were readily pulped in the laboratory Asplund Defibrator. The 86 percent yield was in the optimum range!'± and comparable to that obtained from many species under similar pulping conditions.! The pulp obtained was a deep reddish brown, and the hardboards produced from it were of the same color. The paraffin-sized hardboards were very strong, but heat treatment was necessary to make these boards sufficiently water resistant to meet Class I specifications (table 2). The addition of 1 percent phenol-formaldehyde resin, as well as 1 percent paraffin size, to the 27-second freeness stock increased the flexural strength 34 percent. Again, however, heat treatment was necessary to increase the water resistance. The heat-treated resin-containing boards were slightly lower in density than tempered hardboard and so did not quite meet the flexural strength requirement. Paraffin-sized board made from the 42-second Defibrator freeness stock and tempered with 4.3 percent linseed oil exceeded the specifications of its grade. Conclusion Ohia wood, defibered in an Asplund Defibrator and refined in a single-disk mill, is a satisfactory raw material for the production of Class I and tempered-grade hardboard. 3 McGovern, J. N.; Brown, K. J.; and Kraske, W. A. Tappi, Vol. 32, No. 10, pp , October Schwartz, S. L. Forest Products Laboratory Report No. 2125, September Schwartz, S. L. Tappi, Vol. 36, No. 10, pp , October Report No

6 Table and refining data on ohia wood chips Defibrator : Pulp yield : Defibrator freeness No, Before : After refining, refining2 Percent : Seconds : Seconds 124a 124b The chips were steamed for 3 minutes in the Defibrator and then milled for 2 minutes. The steaming and processing were done at a pressure of 175 pounds per square inch. 2 Freeness of the original Asplund pulp. Freeness of the pulp after refining in an 8-inch disk mill, Report No. 2205
 CO 4-) 0 0 1 U r-4 N..d in r-4 v--1 01 0 0 in 4.) ct U)..r4 I P CY') r-1 c,4 r-4 en r-4 r-9 1-4 CNI r...i 0 ct,m 4.1 a) -I nj tti P4 1111 149 9. ill *Q OD ili. 00 GO 90 9.. 4-.) \"CI U) 4) cd $.")
 Ct1 In CYN #4 an Z P P-I CU in 0. 00.. 0. 0. 00 00 0 O..4, 00 QC 0 04 C:IN C.1 0 v--4 I 60 4-4 4../ 0 0 0 c 0 '1/40 I-4 'd.. 0 P..v-I.")
7 rci cd $.4 Cd Cd U. 4.3 I a) 0,.. en 00 w U U) 0I U cni.../* 11,. r..-1 C'4 O' N. N.. '1/40 r-4 v. 'I CU 0I 1-4 NI r-1 r--4 r--1 NI r-1 r a) O 00 co I t4 a. 4rj3 I ca., #4 0I 4) CO 4-) U r-4 N..d in r-4 v in 4.) ct U)..r4 I P CY') r-1 c,4 r-4 en r-4 r CNI r...i 0 ct,m 4.1 a) -I nj tti P ill *Q OD ili. 00 GO ) "CI U) 4) cd $.4 0 P cd v I r O 0 04i 0...t,--i 1) co cn,--1,...t.i. In 0 0 1%1 V 1:14 CI)... on. e% ^ r. a. r. E. v. v ',0 1", N. r-4 %12) Ct1 In CYN #4 an Z P P-I CU in O..4, 00 QC 0 04 C:IN C.1 0 v--4 I / c 0 '1/40 I-4 'd.. 0 P..v-I C1) O > C) RI r-4 r-4 v--1 r--1 r-4 r-4 r-i I-9 4-I 0 Ca., $4 I 0 0 cd cu cn 00 0 a) U e O Q., e.6 $.4 4) tc".) 44 1 k Q.) * *... an In in 41) I CI 1/40 1/4C) 1/40 i 0 P 0 0 (11.1..,.., o a a 4.) 0 r-4 r-d co 4:. CO 4) al 4.3 t cu co. o -El a) ca I E.-4 e 1 0 P (I) , ea ae. II* 60 se 4 0 -,-,1 cd #410) 4) pal. 0 4-i I Et tn VI Cil..0 I t-1 $-, a $.4 1 E O ell so cm a a a a r a 14c Nli C 14 cn O O..., 44 CX) 0 (1) 1).0 0 4) U) P. U.... u) rci E,-4 0 c.) #4 0,t * 0 0 Ti a).r.i a). I ca, a) E-4 Ca4 P.I 0 o o 00 4) O O 0 o..0 a 0 0 r-i $ et 0 co I:, $-1 r-d 0 a) 10) in r.x4 r-4 I CO r4 I v) a) 0 ch * 4-1 CA 'r4 Cd 4-J X #4 ri) in In InInIn in 44 a a vs $.4 O 0 44 P4 a O. 0. rn 4).. 1-I cd "ci 4-4I Z 4.).,..-I 4 O *1-4 r #4 0) a) $.4 $ H ca assznoncynallon a E Ch rx4 r-1 a) O 0 4-.) 0 r-4 r-i r-4 s---4 s-i r-i. <4 a a0 04., U 4) al V El a a H. r.-i , OS cd i. H. ^ in 0 4:71 i-i I co. 0. co 4. LH i-4 0 a) tt) U N. 00 N. CO C4 cni 41 4) 4-IPc) ) CU (3) (1) NI NI NI ONI...t ni" P4 e o 4-/ cd P 4)cdP0 c,r) a VI., cd O 4-1 r) s-4 '4-4 a 0 U) = e , r-1 CI).. En CI, 0 4-i r$ e) re) c,1 c i -4...t... W o 17, n.0 0 in #4 -r-i re) cd "c1. 'WE I O *I Q 4/0 O O O , = C.) PC5 13 CO.1-1 CI 1 0 w 'r.$ O V 41 4ci) v--i r-4 r- 4 r-4 r-4 r-4 0 a. 4J P 4"ci a r-1 vid cd 4 <4 tt C)..4 I C.) 1-1 r-4 0 I-1 CI ,Q O 0 0 ii 90 Q as 4J Po 0 CN1 U o p0. 00 o ) CU a) v $1-I #.1 0-r4 cu (3) a) o--i I a) td 3.0 O (13, U 00,--I, ra, $4 (1) Cl U C ) $.4 0 w u) r-1.,/ t -) 4 P a) cu cn co 0, P.4 P cd *0 cd , Ill i/ () r-4..tu o U 1 0 4) 0 X ri,4 CU u t a, CI r--1 r-1 CO 0 C/) s-1.v-1 a) 0) v.-a r-i r-il r-i r.-4 v--4 cd cd *V as c)..r a) V a 10 Cd PO v--1 P4 U U 4) 4).ri Z PO 4) cd gig ott Q. el a.. Go oo P #4 as $4 4) $.4 -c.i ait4 gel a) cu a) a) 17=J. ai U) 0) C -I #4 0 v--.1 ni en N. $-I Ca4 0 "t) cd 0 "0 0C)"0..0 k.0.c.) 4.) 0 '0 'r-4 W O Z in in in in in In 0 4) p-li NI NI C4 NI C4 C") 0 0 E-4 1,41 Nil cnl Report No. 2205

8 Figure 1.--A laboratory-model, stainless steel Asplund Defibrator.
9
10 Figure 3.--A Defibrator freeness tester and matforming machine.

11 SUBJECT LISTS OF PUBLICATIONS ISSUED BY THE FOREST PRODUCTS LABORATORY The following are obtainable free on request from the Director, Forest Products Laboratory, Madison 5, Wisconsin: Box and Crate Construction and Packaging Data Chemistry of Wood and Derived Products Fungus Defects in Forest Products and Decay in Trees List, of publications on Glue, Glued Products, and Veneer Growth, Structure, and Identification of Wood Mechanical Properties and Structural Uses of Wood and Wood Products Partial list of publications for Architects, Builders, Engineers, and Retail Lumbermen Fire Protection Logging, Milling, and Utilization of Timber Products Pulp and Paper Seasoning of Wood Structural Sandwich, Plastic Laminates, and Wood-Base Aircraft Components Wood Finishing Wood Preservation Partial list of publications for Furniture Manufacturers, Woodworkers and Teachers of Woodshop Practice Note: Since Forest Products Laboratory publications are so varied in subject, no single list is issued. Instead a list is made up for each Laboratory division. Twice a year, December 31 and June 30, a list is made up showing new reports for the previous six months. This is the only item sent regularly to the Laboratory' s mailing list. Anyone who has asked for and received the proper subject lists and who has had his name placed on the mailing list can keep up to date on Forest Products Laboratory publications. Each subject list carries descriptions of all other subject lists.