Cost and energy efficient, environmentally friendly micro and small scale CHP. Walter Haslinger
|
|
|
- Caren McCarthy
- 5 years ago
- Views:
Transcription


1 Cost and energy efficient, environmentally friendly micro and small scale CHP Walter Haslinger
2 Key questions What is the state-of-the-art in micro and small scale biomass CHP? What can we learn from the failures of the past? What are the challenges for micro and small scale CHP in the future? Folie 2
3 Definitions Micro scale CHP are residential scale heating systems with electricity production grid independent / grid parallel operation, typical P el < 5 kw serial product cogeneration systems for small industries, the service sector, micro grids, base heat for >>2.000 hours / year, typical P el < 50 kw serial product Small scale CHP are cogeneration systems for industries, service sector, DHC base heat for >5.000 hours / year, typical P el < 250 kw plant rather than product Slide 3
4 Status / state-of-the-art Technology Internal combustion engine (IC) Pel Price Fuel Status kw el /W el natural gas installed natural gas, biodiesel, oil > installed Thermoelectrics fire wood & pellets < R&D, incl. material research natural gas, biogas 1 15 commercially available Stirling pellets pilot to demo pellets R&D pellets 5 5 concept natural gas, pellets >10 re-engineering, pilot any heat source ~3-15 ~ pilot, demo, field testing Steam or organic (concentrated solar), natural demo in automotive and rankine cycles gas, oil, biomass solar applications any type of fuel R&D wood chips >30 5 pilot; demo solid fuels commercially available Gasification + IC wood chips, pellets, biowaste Slide 4 wood chips <250 5 demo

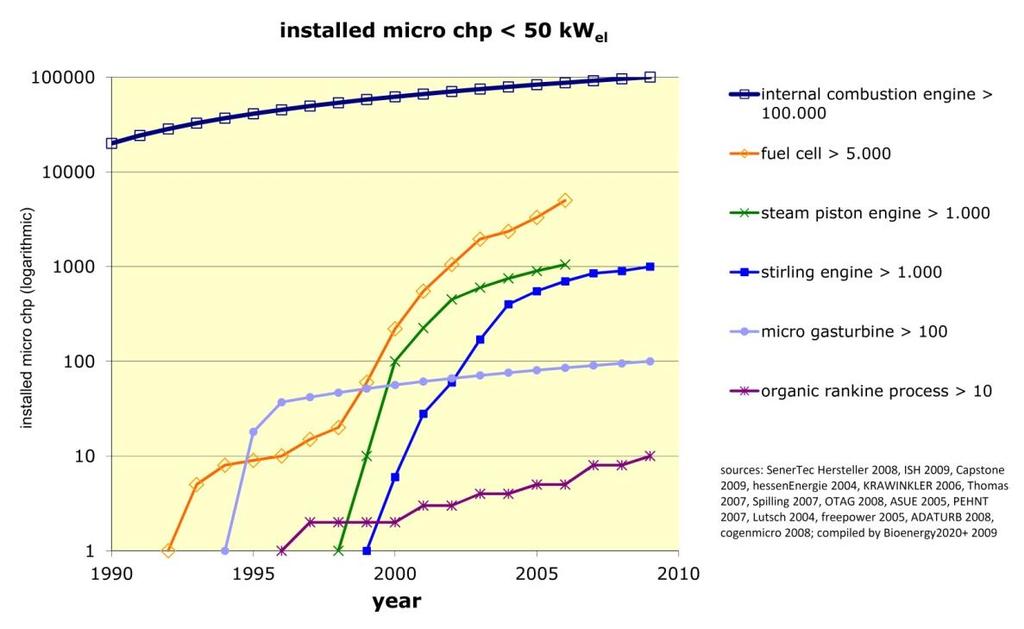
5 Market potential Slide 5
6 Characterization and assessment criteria Nominal electric power (kw el ) Power to heat ratio at nominal load and/or electric efficiency (Q= P el /Q th, η el ) (Additional) specific investment costs ( /kw el ) Specific electricity production costs ( /kwh el ) Technology specifics and fields of application Thermodynamic requirements (high temperatures, ) Specific emissions (tar / hydrocarbons from gasification, ) Widely different markets with different market needs Slide 6
7 Some lessons learnt from failed developments Avoid unrealistic performance expectations: (Solid) biomass natural gas Efficiency (lower adiabatic flame temperature, deposit formation, imperfect / uneven flame ) Life time (fouling and corrosion) Costs (more expensive materials, additional components / mechanisms needed, ) Avoid unrealistic expectations of operation time and operation characteristics Heat use is essentíal to make systems economic Be prepared to overcome the valley of the death Major share of funds required for the transformation of prototype / demo units into serial product Cooperation (reliable partners, complementary skills, sufficient capital) Roadmapping Folie 7




")

8 Thermoelectrics P el : kw Q = ; η el = 1.5-2% ( 4%) Costs: 8-15 /W el ; /kwh el No moving parts (low maintenance efforts, silent, ) Stoves and small boilers with option of grid independent operation Challenges: Development of thermoelectric materials for up to C (today: 250 C) Optimum thermal integration / even and reliable heat distribution Re-design of electric components Slide 8


9 Stirling engine (as part of a common central heating system) P el : 1-5 kw Q = ; η el = 5-15 % Costs: 5-20 /W el, /kwh el Fire wood, pellets and wood chip boilers Challenges Gas tightness and life time of Stirling Heat exchanger integration at high temperature position Deposit formation Cleaning Fouling and corrosion Finding the compromise between high performance and safety margins Finding suited market segments Slide patent of Frauscher, Ing. Josef 2010

 Market positioning, unclear policy frameworks")
10 Steam and ORC cycles P el : kw (modulating) Q = 0.125; η el = 10% Costs: /W el ; /kwh el Small scale pellets boilers, other heat sources Challenges: Optimum integration concepts Proof of reliability in field tests (Norwegian ORC) Find balance between low risky integration and economics Optimum working machine (scroll expanders, srew engines, pistons, ) Market positioning, unclear policy frameworks Slide 10


11 Gasification + IC engine (Clean staged gasification system) P el : (125-) 250 kw Q = 0.57; η th = >47 %; η el = >27 % Costs: 4.9 /W el Fixed bed, staged gasification split into pyrolysis partial oxidation and reduction zone End up at highest producer gas qualities and low demand on gas cleaning as well as operational costs Challenges Proof of reliability in field demonstration Tar and hydrocarbon emissions Unclear market framework(s) Slide 12
12 Summary and conclusions Failed developments are legion Thermoelectrics (<1 kw el ) Thermal integration and re-design of electric components Material research for TE materials up to 400/450 C Stirling engines (1-5 kw el ) Transformation from natural gas proven technologies into pellets boilers and burners on-going Heat exchanger design, materials, cleaning essential for success Steam cycles and ORC modules (1-5 kw el ) Fairly different status of different technology concepts Differentiation in risk (integration temperature) and electric eff. Slide 13
13 Summary and conclusions Others (ORC, EF-MGT, gasification+ic, ) ( kw el ) Concepts under development or demonstration Mostly for wood chips No micro and/or small scale solid biomass fired CHP has reached serial production yet Success of on-going efforts unpredictable Establishment of clear framework conditions (incentives, Lot 15, requirements) must accompany development efforts, otherwise risks for industry too high Slide 14
14 Thank you! For further information: Walter Haslinger, Area Manager Bioenergy GmbH, location Wieselburg T: E: