KLORIGEN. On-site Generation of Chlorine & Sodium Hypochlorite. Bringing Technology to Life
|
|
|
- Mavis Clarke
- 5 years ago
- Views:
Transcription
1 KLORIGEN On-site Generation of Chlorine & Sodium Hypochlorite Bringing Technology to Life
2 DISCUSSION TOPICS Section I Disinfection Practices Comparison Section II Klorigen Technical Overview Section III Advantages & Benefits Section IV Chlor-Alkali Industry Trends Section V Organization
3 Section I Comparison of Chlorine Based Disinfection Practices
4 CHLORINE BASED DISINFECTION OPTIONS Pressurized Chlorine Gas Bulk Delivered Sodium Hypochlorite On-site Low-strength Hypo Production On-site Chlorine Gas Generation On-site High-strength Hypo Production
5 PRESSURIZED CHLORINE GAS An effective and efficient broadband disinfectant Low operating cost 100 years of experience Generally accepted worldwide Hazard to local community due to possibility of large scale toxic release Risk management requirements and insurance increasingly add to total operating costs Pending U. S. legislation is expected to restrict use and require specific training and licensing Chlorine cylinders subject to damage and theft
6 BULK DELIVERED SODIUM HYPOCHLORITE Safer alternative to pressurized chlorine gas Liquid is easier to contain & manage Higher and more volatile cost Degrades with time and temperature Injection system different than chlorine gas Special transportation & storage concerns Reliance on third party suppliers Increasingly subject to supply interruptions
7 LOW STRENGTH ON-SITE HYPO PRODUCTION Less dependence on third party suppliers Weak concentration: 0.4 to 0.8% (household bleach is 5.25% ) Lower degradation rate is better for long storage periods Maintenance can be complex and frequent High capital and operating costs Outputs all un-reacted brine with the sodium hypochlorite Low grade salt results in impurities entering the water supply Excessive fouling of electrodes common and dangerous Requires significant product storage Metering equipment is specific to low-strength hypo
8 ON-SITE CHLORINE GAS GENERATION Elemental chlorine gas delivered on-demand System operates at or below atmospheric pressure Safe no storage and no cylinder handling Cost effective incorporates proven chlor-alkali technology Reliable - same process as used by major chlor-alkali companies (PPG, Olin, Clorox, Dow, Pioneer, Monsanto) Addresses the political cost of keeping chlorine gas Exclusively KLORIGEN
9 HIGH STRENGTH ON-SITE HYPO PRODUCTION Reliable - same process used by major chlor- alkali companies Membranes eliminate routine anode fouling and acid washing Hypo generated operator selectable 5% to 12.5% (trade) Eliminates need for bulk transport and excessive storage High purity sodium hypochlorite equal to or better than bulk Very stable cost structure, subject only to salt and electrical price Exclusively KLORIGEN
10 EFFICIENCY COMPARISON (per lb of equivalent chlorine generated) Klorigen 15 Low strength on-site hypo Power (kwh) Salt (lbs) Water (gallons)
11 Sodium Contribution Comparison 12.5% Klorigen Hypo vs. 0.8% Low Strength ppm Na in Treated Wate er Sodium Contribution Comparison % Klorigen Hypo, 0.8% Hypo Klorigen 12.5% Hypo 0.8% Hypo mg/l Cl2 Dosage Per MGD Water
12 GENERATION COST COMPARISONS Klorigen $0.32 / pound Material Cost Material Usage Operating Cost Salt 0.09 / lb 1.65 pounds Water 0.003/gallon 0.95 gallons Power 0.06 / kwhr 1.75AC kwhr Life-cycle 0.037/ lb various % $0.49 / pound Material Cost Material Usage Salt 0.09 / lb 3.0 lbs 0.27 Operating Cost Water 0.003/gallon 15 gallon Power 0.06 / kwhr 2.5 kwhr 0.15 Life-cycle 0.020/ lb various 0.02
13 Hypo Generating Costs
14 DRIVING FORCES FOR ON-SITE HYPO PRODUCTION Safety - Reduce or eliminate truck traffic and large quantity storage of hazardous chemical - Consistent with efforts to eliminate stored chlorine Good Community Relations - No off-site consequences - No worst case emergency planning - Reduced threat from accidents or terrorism Secure, Low Cost Raw Material Supply - Salt instead of chlorine and caustic soda - Stable pricing
15 DRIVING FORCES FOR ON-SITE HYPO PRODUCTION Reduced Cost to the City - On-site high-strength generation costs less than bulk delivered chemical Solution Flexibility - Hypo can be generated in one central facility or in distributed modular plants - Generation can be by City personnel or private sector contract - Various capital cost recovery options available On-Demand Facilitates Steady-State Process - Hypo is always pure, and similar concentration
16 Section II Klorigen Technical Overview
17 KLORIGEN DEVELOPMENT Operating concept based on conventional chlor-alkali membrane cell process technology, as used by major chlor-alkali companies today Process very similar to large scale chlor-alkali plants that typically produce in excess of 1000 tons of chlorine per day Equipment re-engineered by ETC for commercial and water utility markets using NSF-certified materials, robust membranes and advanced electrode technology (DSA) for on-site applications
18 KLORIGEN Electrolyzer Module
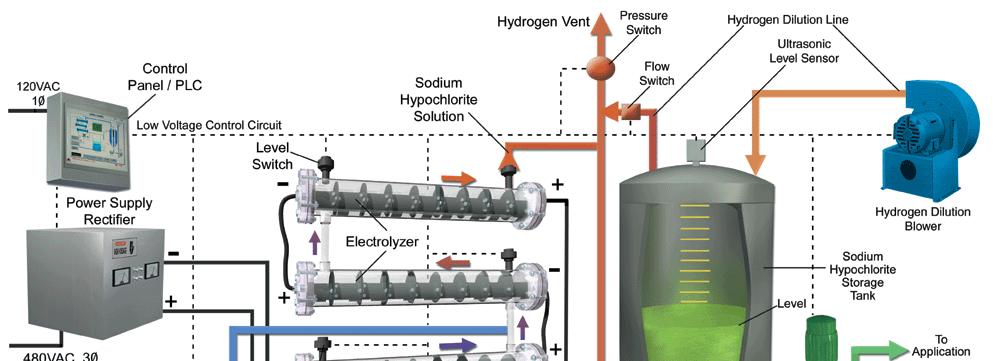
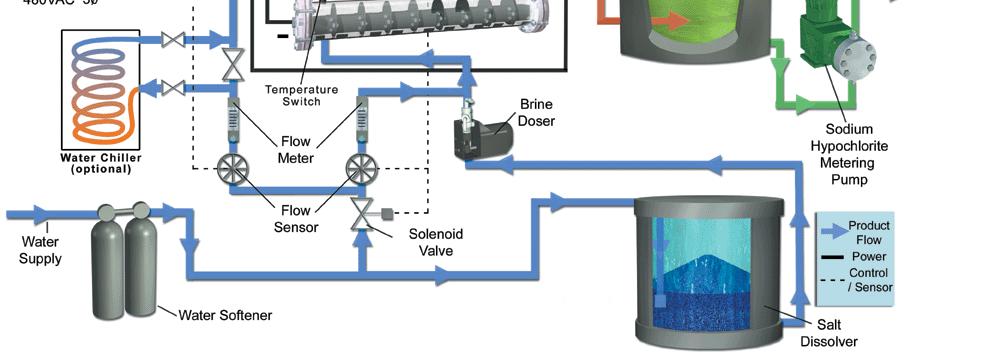
19 KLORIGEN PROCESS FLOW CHART EDUCTOR Backup Eductor Line Water Supply Klorigen System Limits Safely Diluted Hydrogen Discharge To Atmosphere POSITIVE VENTILATION UNIT xxx CFM Chlorine EDUCTOR HYPO CONVERSION UNIT Caustic Sodium Hypochlorite To Storage Food Grade Salt DC Current ELECTROLYZER UNIT Purified Brine Softened Water MAKE-UP UNIT 50% NaOH Saturated Brine SALT DISSOLVER Softened Water 480 VAC Power DC RECTIFIER Depleted Brine TREATMENT UNIT Potable Water Recirculating (Cooling) Water Klorigen System Limits

20 KLORIGEN ELECTROLYZER DC Power Hydrogen Gas Chlorine Gas Sodium Hydroxide Depleted Brine H + CL Cathode OH Na + Anode H + OH Membrane Water Brine
21 KLORIGEN MODEL K6 (1500 gpd)
22 KLORIGEN MODEL K6
23 KLORIGEN MODEL K6
24 WATER & BRINE TREATMENT MODULE
25 KLORIGEN 40,000 ppd
26 Salt Handling System Heated
27 Salt Supply Types Type of salt NaCl Mg Ca SO4 Br Anticaking Agents Insolubles wt% wt% wt% wt% ppm wt% Morton Culinox 999 Food grade (5-20 ppm) < ppm none trace Pure Vacuum Evaporated salt (5-20 ppm) SiO2, or Sodium Ferricyanide Solar salt* , Rock salt* , * Arsenic, copper, lead, mercury? trace
28 SODIUM HYPOCHLORITE FEED PUMPS
29 Remote Monitoring (WonderWare example)
")



30 Klorigen M-Series System Hypochlorite Process Footprint (200 lb/day Cl 2 System pictured) Approximate Dimensions 50% NaOH Drum w/pump Process Unit Electrolyzer Chlorine and NaOH Generation Water Softener Package with Filters 24 L x 24 Wx48 H Control Cabinet with PLC & Power Supply 19.5 ft 85 L x 48 W x 76 H 24 L x 24 W x 60 H 48 Dia x 45 tall 48 Dia x 68 H 300 gal Salt Tank HDPE 500 gal NaOH Tank HDPE 14 ft
31 Section III Features & Benefits of the Klorigen System
32 FEATURES Automatic chlorine gas and/or hypo production Gas is generated on-demand at less than one atmosphere (system is at negative pressure at all times) Adjustable output via local or remote SCADA control Low maintenance and operating costs with high NPVs Modularization facilitates future expansion as demand grows Operational turndown from 10 to 100 % of rated output capacity provides consistent operating efficiencies
33 BENEFITS Retain your current disinfection practice either chlorine (gas) or sodium hypochlorite (liquid) Safest on-site chemical production method Fully automated minimum operator intervention Highest salt and power efficiency of any on-site generation process Cost competitive with most treatment practices Chlorine gas process can simultaneously supply valuable sodium hydroxide at no additional cost
34 ANSI/NSF 60 Required for Drinking Water Chemicals
35 SAFETY Never more than 3 lbs of chlorine gas in the system Chlorine is at atmospheric pressure eliminating potential for significant toxic release as with conventional one ton cylinders and tank cars System is equipped with numerous safety devices designed to shut down system if a malfunction occurs Membrane grade (very pure) sodium hydroxide is produced at 15% concentration and is safer for personnel handling Chlorine gas and sodium hypochlorite are produced on-demand Safest chlorine-based water disinfection alternative available Transport, storage & handling of chlorine and hypo are eliminated
36 HYDROGEN BY-PRODUCT Naturally formed through electrolysis of brine Intrinsically safe moisture-laden H 2 is further diluted through positive ventilation Less than 2% of Lower Explosive Limit (LEL) and safely vented to atmosphere
37 Other Differences Between 0.8% vs. 12.5%
38

39 Danger of Un-separated Cells Employed in 0.8% Systems
40 Carbon Footprint Comparing Low vs. High Strength Processes Example: Equipment production capacity of 5 TPD of equivalent chlorine as sodium hypochlorite: 0.8% 12.5% Difference Constituent (lbs CO 2 ) (lbs CO 2 ) (lbs CO 2 ) % Electricity 34,001 27,819 6,182 18% Water % Transport (salt 40 mi) % Transport (salt 400 mi) 1, %
41 KLORIGEN ADVANTAGES On-site electrolytic production equals significant savings State-of-the-art membrane electrolyzer and process technology Highest quality bleach at production costs lower than market Eliminates hazards related to pressurized chlorine handling & use Costs are controlled and predictable dependent primarily on prevailing prices of salt and electricity as raw materials The Klorigen process resolves bromate issues in drinking water High concentration bleach provides savings in transport, storage while increasing product shelf life Reliable supply of chlorine gas or hypo without depending on third-party suppliers of caustic soda and chlorine
42 KLORIGEN ADVANTAGES, continued Option to produce either sodium hypochlorite or chlorine gas Co-product NaOH can be employed to manage ph in chlorine gas applications Klorigen produced membrane-grade NaOH has less metal impurities and chlorates Can produce up to 15% sodium hypochlorite concentration Materials of construction result in low chlorinated organics Utilization of food grade salt results in very low bromate levels Easily expandable, typically within original footprint Lowest carbon footprint of any chlorine-based alternative
43 Section IV Chlor-Alkali Industry Trends
44 North America Chlorine Supply/Demand Fluorocarbons 3% HCl 3% Packaging 3% Epichlorohydrin 3% Pulp & Paper 2% TiO2 4% Solvents 2% Water Treatment 6% Inorganic/Organic 11% Propylene Oxide 11% PVC, EDC 39% MDI, TDI 13% Source: CMAI 2003 World Chlor-Alkali Analysis Total Demand = 15 Million Tons
45 Chlorine Outlook for Long Term chlorine DEMAND outlook growth of 2 2.5% Forecasted North American capacity will fail to keep the SUPPLY of chlorine in line with expected growth Dow recently ceased merchant sales along with Formosa Plastics, Shintech, Bayer, Westlake and GE - all 100% captive Only 3 suppliers including PPG & Oxy primarily dedicated to VCM merchant supply mostly from Olin Chlorine (and hypo) re-packagers left to deal with higher costs, hazards, regulations, insurance and community relations issues to serve a shrinking market it s no surprise that some are exiting the business
46 Chlorine Shipping Issues Federally mandated plan to reroute trains with hazardous cargoes around densely populated areas Higher freight rates = % increase Lower speeds, longer delivery times New rail car design = $147,000+ per car Not all rail sidings will accommodate larger (90 ton) tank cars Increasing supply interruptions and force-majeures
47 Chlor-Alkali Industry Operating Rate and Hypo Prices 96% Comparison of Bulk Sodium Hypochlorite Pricing Versus Klorigen System Costs $ % 92% Bulk Hypo Cost $1.30 Global Chlor - Alkali Operating Rate 90% 88% 86% 84% 82% 80% Klorigen System Hypo Cost $1.10 $0.90 $0.70 $0.50 Bulk Hypochlorite Price - $U USD 78% 76% $ Est. Source: UBS Warburg, SRI for Bulk Hypo Pricing Note: Hypo Price Year - Left hand scale, Operating Rate - Right hand scale Source: UBS Warburg, SRI for Hypo Price
48 Section V Organization
49 ORGANIZATION Company founded in 2001 by current management to develop and commercialize on-site electrolytic chlorine generators for water treatment and commercial sodium hypochlorite production Initially funded by private investors and management; most employees are shareholders Only company in industry building small to medium sized chlorine gas and high strength generators specifically for onsite applications up to 25 tons per day Product offerings span municipal, commercial, industrial, maritime and export markets
50 MANUFACTURING All systems manufactured and assembled in U.S. 99% of components are American Thermo-welded plastic components Full machine and tool shop Customized electrical designs FRP skid manufacture & assembly with 316 S/S fasteners Pre-delivery testing / certification ISO 9000-based quality control Installation support Operator Training
51 PROCUREMENT OPTIONS Capital Purchase Project financing Third Party Lease / Purchase Chemical Product Supply (Build/Own/Operate) Maintenance Contract