Production of Heating and Transportation Fuels via Fast Pyrolysis of biomass
|
|
|
- Sandra Mathews
- 5 years ago
- Views:
Transcription


1 Production of Heating and Transportation Fuels via Fast Pyrolysis of biomass Sanjeev K. Gajjela and Philip H. Steele Department of Forest Products College of Forest Resources Mississippi State University
2 Ex: Bio-oil, ligno cellulosic ethanol, syngas and green gasoline Introduction Production of liquid transportation fuels from biomass is a national priority Reduced greenhouse gas emissions Economically viable and produced domestically First-generation biofuels: Biofuels made from sugar, starch, vegetable oil, or animal fats Not enough production due to the high cost and shortage of feedstock Ex: Bio alcohols ( ethanol, propanol, and butanol) and biodiesel Second-generation biofuels: Biofuels made from biomass (Agricultural and forest residues) Abundance of feedstock
 65% yield Char (15%) & Gases(20%) Bio-oil is dark brown liquid consisting of a complex mixture of organic compounds and water.")
3 Fast pyrolysis of biomass Biomass C Absence of O2 Vapors & aerosols (CO 2, H 2, CO, CH 4 ) Cool and condense Moisture content < 10% Particles size < 3mm Residence time : Sec Liquid (Bio-oil ) 65% yield Char (15%) & Gases(20%) Bio-oil is dark brown liquid consisting of a complex mixture of organic compounds and water. Environmental Considerations: No SOx Emissions, CO 2 Neutral, and 50% lower NOx emissions than diesel fuel.
4 Applications of Fast-Pyrolysis Oils Bio-oil Separation Boiler Upgrading Reforming Gasification Engine Turbine Liquid Synthesis Chemicals Heat Electricity Fuel for transports Hydrogen Ethanol
5 Bio-oil Components Major Components Wt, % Water Lignin degradation products Aldehydes Carboxylic acids Carbohydrates Phenols Furfurals Alcohols Ketones
6 Bio-oil challenges: Oxygen in bio-oil: 45-50% by weight Incorporated in oxygenated compounds Causes most of the negative properties: Variable viscosity High acidity Pungent odor Low energy density
7 Pyrolysis reactor types: Fluidized bed types Kior FCC process MSU auger reactor

8 Fluidized bed pyrolysis reactor:

9 Kior bio-oil upgrading process process: Small biomass particles are vaporized in an FCC riser; catalyst flows upwards with these vapors and at about 500 o C a catalytic reaction takes place to produce hydrocarbons; final refining is performed at a refinery.

10 MSU auger pyrolysis reactor: Feedstock (1-3 mm particles) is augered into a heated tube; vapors are driven from the biomass and are condensed rapidly MSU pyrolysis reactor yield: 65%

11 Pyrolysis produces char at 20 wt% which is combusted to produce pyrolysis heat:
12 The MSU auger reactor design is under MOU to an industrial partner: Prototype 10 ton/day reactor built to MSU design is producing bio-oil at 67% yield All benchmarks have been met and licensing started from October 2010 Construction of a 100-ton per day pyrolysis facility planned for 2012
13 SERC is building a 7000 ft 2 pilot plant on MSU campus: 4-ton per day auger reactor Hydrotreater to upgrade 40 gal per day of biooil Production system for 40 gal per day of boiler fuel

14 Unlike cellulosic ethanol bio-oil is very forgiving of feedstock characteristics; dirt, etc is captured in char component:

15 Bundled biomass contained a mix of harvest residue from the forest floor. Limbs, tops, needles, partially rotted limbs and tree residue:

16 Bundler cradle exit following slashing:

17 Characterization of Mississippi biomass for bio-oil production: Red and white oak Plantation pine 4-year 10-year Mature Cottonwood Sweetgum Corn stover, switchgrass Giant miscanthus


18 Wood is the premier bio-oil feedstock: high yields, year-round harvesting are a plus. However, grasses have higher tonnage yields and there will be competition for growing sites. Giant miscanthus: 16 to 20 dt/ac/yr
19 Bio-oil upgrading to biofuels: Hydrodeoxygenation (HDO) Esterified bio-oil (E Bio-oil) Anhydrosugars to ethanol or hydrogen
20 Upgrading bio-oil : Hydrodeoxygenated bio-oil (HDO)

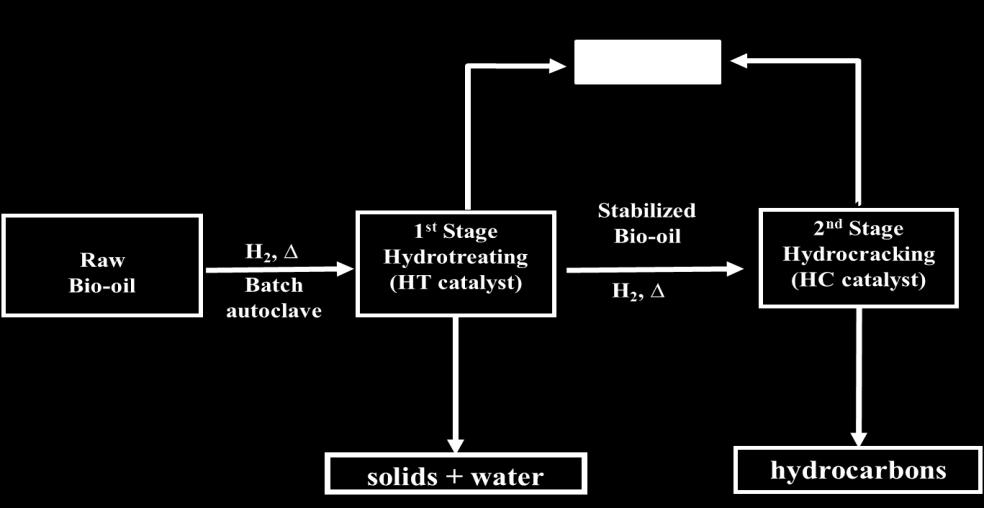
21 2-Stage HDO process representation


22 Our proprietary HDO catalyst produces a high-quality hydrocarbon mix: Hydrogen Removal of oxygenated compounds Hydrocarbons Water Bio-oil Water + HDO bio-oil Yield is 1.1 bbl of hydrocarbons per dry ton of biomass; this represents 40% (goal = 50%) of the original energy contained in the bio-oil.
 0 0 Acid value (mg KOH/g) <0.1 0 Viscosity (cst @ 40C) 2.8 2.")
23 Properties of HDO bio-oil vs diesel: Property HDO bio-oil Diesel Water content (wt%) 0 0 Acid value (mg KOH/g) <0.1 0 Viscosity 40C) Oxygen (%) 0 0
24 GC simulated distillation showing fuel components of HDO bio-oil hydrocarbon mixture: End point Temperature in oc Gasoline,37% (0-170 o C) Jet,27% ( o C) Diesel,25% ( o C) Heavy fuel oil,11% (>350 o C) Pecentage Volume Evaporated

25 Next steps: production of hydrocarbons from bio-oil by a continuous hydrotreating/hydrocracking reactor:
26 Upgrading bio-oil : Lignocellulosic boiler fuel (LBF)

27 LBF combustion flame produced with a dropin injector replacement module:
28 Physical and chemical properties of LBF bio-oil: Property Raw bio-oil LBF Water Content (%) Acid value ( mg KOH/g) Viscosity 40 o C) HHV (MJ/kg)
29 Upgrading bio-oil : Anhydrosugars to ethanol or hydrogen
30 Anhydrosugar production via fast pyrolysis: Biomass pretreatments allow anhydrosugars (90% levoglucosan) to be generated in significant quantities in the aqueous fraction (MSU = 51% vs previous high of 36%; 30% increase) Levoglucosan Anhydrosugars can be catalytically reformed to produce hydrogen or hydrolyzed to glucose for biochemical production of alcohols
31 High percentage of anhydrosugars in bio-oil aqueous fraction (51%); GC/MS spectra: Patent protecting anhydrosugars maximizing technology filed 10/1/ Anhydrosugars Scan EI+ TIC 5.43e8 % Time

32 Raw aqueous fraction before and after filtration of inhibitors; after hydrolysis to glucose: We have successfully produced ethanol with the hydrolyzed glucose
33 Future activities: Catalytic pyrolysis reactor design is completed and will be built by the end of the year A 4-ton per day auger reactor and 50-gal per day hydrotreater and LBF production capabilities will be housed in an SERC pilot plant on MSU campus MSU auger reactor licensee will commercialize and scale up production based on their success with a 10-ton per day MSU design

34 MSU mobile pyrolyzer:

35 Pyrolysis reactor installed on trailer; reactor currently undergoing final performance testing; ETA 30 days:
36 Distributed bio-oil manufacture will reduce transportation costs: Regional pyrolysis center Mobile pyrolysis reactors Bio-oil upgrading Disaster mobile pyrolysis reactors Industrially captive pyrolysis reactors
37 Summary: The first commercial bio-oil production facility in the U.S. will be the Kior plant located in Columbus, Mississippi Additional plants can be expected to be built, perhaps with other technologies Drop-in fuels to supplement petroleum diesel, gasoline and jet fuels will be produced from biomass
38 Summary: Wood is the premium feedstock for production of bio-oils but there will be competition with agricultural crops Distributed production of bio-oil will provide rural economic development opportunities The opportunity to produce bio-oil from wood represents a significant growth opportunity for forestry

39 Production of Heating and Transportation Fuels via Fast Pyrolysis of biomass Sanjeev K. Gajjela and Philip H. Steele Department of Forest Products College of Forest Resources Mississippi State University