ELCOSINT Webinar NPL. Sept 2015
|
|
|
- Diana Leonard
- 5 years ago
- Views:
Transcription
1 ELCOSINT Webinar NPL Sept

2 About NPL The UK s national standards laboratory 36,000 m 2 national laboratory Founded in 1900 World leading National Measurement Institute 600+ specialists in Measurement Science State-of-the-art standards facilities The heart of the UK s National Measurement System to support business and society Experts in Knowledge Transfer World leading measurement science building 2 NPL Management Ltd - Commercial





3 The growing demand for better measurements Environment Communications Healthcare It is estimated that in Europe today we measure and weigh at a cost equivalent to 2-7% of GDP Industry Food Science You and I Doctors Regulators Metrology influences, drives and underpins much of what we do and experience in our everyday lives, though often unseen. Industry, trade, regulation, legislation, quality of life, science and innovation all rely on metrology Health & safety Transport 3 NPL Management Ltd - Commercial
4 Our Technical Breadth Acoustics Advanced Materials Air Quality Biometrics Biotechnology Corrosion Dimensional metrology Environmental measurement Lasers Mass and force Micro/Nanometrology Neutron measurements Photonics Multidisciplinary R&D and technical services for public and private sector Photometry/Colour Pressure RF/Microwaves Radiation Dosimetry Radioactivity Radiometry Scientific Software Sensory metrology Statistics Surface analysis Thermal measurements Time & Frequency Electrical Standards 4 NPL Management Ltd - Commercial

5 Electronics Interconnection Group 5 NPL Management Ltd - Commercial










6 EI Group Research Areas Interconnect Reliability Plastic electronics & WEEE SIR testing MWCNT Interconnect Tin Whiskers CAF Conformal Coatings Printing dispensing Instrument benchmarking X-ray inspection XRF & RoHS 6 Tin Pest NPL Management Ltd - Commercial PCB Delamination PCB Reliability







7 Sector Impact 7 NPL Management Ltd - Commercial

8 NPL Role Development of metrology for high temperature interconnects Defect mode investigations for the high temperature systems Fitness for purpose testing of sample structures Recommendation of development routes. 8 NPL Management Ltd - Commercial

 Stencil print 75mm laser cut s/s")

9 Test vehicle build 18 R1206 jumpers on polyimide/glass, PTFE/ceramic or ceramic substrates ENEPIG (PCB) or thick film Au (ceramic) Stencil print 75mm laser cut s/s Print/print Aperture 100% or 50% of pad Auto-placement Batch oven cure 35 mins at 250 o C Components PtAg terminations 1 ohm 9

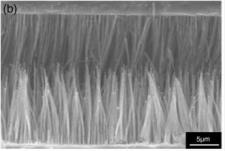
10 0 hours interconnect microsections C D2 C D2 Sintered Ag 10

11 Shear force (N) Shear Strength Comparison as Manufactured 11





12 Accelerated ageing Shear strength & electrical -55 to +125 o C 85 o C/85%RH 250 o C and 300 o C 12
13 250 o C Shear strength D2 13
14 300C 14


15 Periodic Resistance Measurement 2 probe resistance measurement across 1ohm resistor Switching resistance Contact resistance Component resistance Component Tracking resistance Component attach Tracking Substrate Component/adhesive interface resistance and adhesion Adhesive resistance Adhesive/tracking interface resistance and adhesion
16 Damp Heat Testing 7000 hours testing completed at 85 o C/85%RH 16


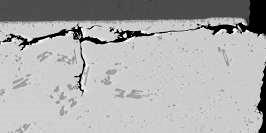
17 Ageing at 250 o C - Cu failures after 6500 hours Probe area Typical component 17


18 Cu Oxide Growth Aged C Unaged 18
19 Interconnect resistance vs track resistance Exacerbated by substrate thickness 0.9mm Comp 250C No. D2_25 PtAg D2_26 PtAg Manual
20 C D2 PtAg 300C *Lower resistance as non-sheared components have shorter tracks 20


21 Thermal Cycling -55 to 125 o C Periodic resistance testing 3% interconnects >10% resistance increase after 2750 cycles Possible issues with thin substrates Phase 3 testing is using constant monitoring and mechanical support for thin substrates D2_17 Thermally Cycled 2500 Cycles 21
22 Phase 3 Testing Longer working life materials Dry heat 250 o C, 300 o C and thermal cycling (-55/125 o C) Comparison with HMP solder (not 300C) 1000 hours/500 cycles completed Only failures to date are for HMP solder 8% failures after 500hrs ageing at 250 o C cycles (-55/125 o C) 16% failures after 1000hrs ageing at 250 o C 22
 have caused extra degradation of PCB")
23 Advantages of forming interconnect at or below operating temp Earlier track failures for HMP than for ELCOSINT samples Under investigation but hypothesis is that increased temperatures of HMP reflow (peak ~ 325 o C) have caused extra degradation of PCB 23
24 Tamessa Collaborative Research Partnership between Gwent Electronic Materials, Micro-semi and NPL Step change in harsh environment electronic assembly. Tamessa will develop a integrated system will eliminate the need to use expensive & heavy ceramic technologies in applications up to 225 o C and allow the integration of bespoke through hole components. Development of high temperature coatings and resists for electronics manufacturing 24
- Signal")
25 FTIR Analysis and Resin Degradation Fourier transform infrared spectroscopy (FTIR) is used to obtain an infrared spectrum of absorption -Si-CH 3 Signal -(Si-O-Si)- Signal 25
26 D2 Correlation Absorbance & Shear Force FTIR not predictive, but easier (no assembly build) 26
27 ELCOSINT Summary Project has developed and tested a range of high temperature isotropic conductive adhesives Built test vehicles and subjected them to extended ageing with electrical test and shear force measurements 7000 hours at 85 o C/85%RH 6500 hours at 250 o C and 300 o C 500 hours at 250 o C thermal cycles -55 to +125 o C 27
28 ELCOSINT Summary II ELCOSINT materials have out performed best in class PCB materials aged at 250 o C ELCOSINT materials have maintained electrical continuity on ceramic substrates after 6500 hours at 300 o C Early results from inter-comparison with HMP solder show that reduced ELCOSINT assembly process has reduced manufacturing stress on substrates Successful use of FTIR to monitor mechanical strength degradation in ELCOSINT resin system. 28