Technical and Economic Aspects for Hydrothermal Liquefaction of Algae
|
|
|
- Anissa Richard
- 5 years ago
- Views:
Transcription
1 Technical and Economic Aspects for Hydrothermal Liquefaction of Algae JOHN HOLLADAY Algae Biomass Summit WEDNESDAY, OCTOBER 2, 2013 October 8,

2 Outline and Acknowledgments Outline Our reason for examining HTL Overview of the technology and its use with algae Data for two strains What s in the oil Upgrading to fuels Wrap-up Special thanks to Doug Elliott, Rich Hallen, Karl Albrecht, Andy Schmidt, And Todd Hart, Gary Neuenschwander, Mariefel Olarte, LJ Rotness, Gary Maupin Jim Oyler Tanner Shaub James Richardson October 8,


3 NAABB Consortium of 40 Members October 8,
4 NAABB Downstream Processes Acoustic No Solvent Extraction Wet Solvent Extraction LIPID EXTRACTION PROCESSES Crude Lipid Extract Cleanup Cleanedup Lipid Extract Residual Lipid Extract LEA CONVERSION PROCESSES LEA Wet extraction Lipid clean-up and conversion LEA Conversion LIPID CONVERSION PROCESSES Upgrading Processes Bio Diesel Hydrocarbon Fuels Conversion Processes Fermentation Processes CHG/HTL Processes Feed Fertilizers Challenges Growing algae with high lipid What to do with residual lipid October 8,





5 NAABB Direct Conversion Direct Conversion Processes Risk mitigation Use of all lipids October 8,
6 Hydrothermal Processing Pressurized, hot liquid water reaction environment Typically, 350 C, 20 MPa Process wet feedstock, no drying required Requires high-pressure pumping Requires heat exchange for energy efficient operation For lignin containing biomass, liquefaction is typically processed in a ph modified solution to minimize acidcatalyzed reactions leading to polymer formation Catalytic Wet Gasification (condensed phase gasification) typically requires a catalyst for effective processing rates






7 Hydrothermal Processing of Algae nutrient recycle-solids C mass balance N, P and other nutrient mass balance CO 2 H 2 O recycle algae growth oil Hydrotreating Diesel Gasoline Wet algae HTL H 2 O Gasification Fuel gas nutrient recycle-aqueous Minimize pre-processing, understand nutrient recycle, Optimize product slate





8 HTL State of Technology HTL developed in 1970s Demonstrated on pilot-scale (1 ton/day), at Albany, Oregon, with Douglas fir wood flour Other limited development in U.S., Canada and Europe No commercial-scale HTL operations Challenges for commercialization include: continuously feeding wet biomass slurry at pressure Continuous reactor design Process adaptation to whole biomass trace elements Utilization of biocrude and upgrading to fuels
9 HTL with Algae Japan Dote et al. Fuel 1994, 73, Minowa et al. Fuel 1995, 74, UK (University of Leeds) Biller, P.; et al.. Bioresource Technology 2011, 102, China Zou, S. et al. J. Energy & Environmental Science 2010, 3, Netherlands (Twente) Torri, C. et al. Energy & Fuels 2012, U.S. (Michigan and Illinois) Valdez, P.J. et al. Biomass and Bioenergy 2012, 46, Yu, G. et al. Transactions of the ASABE 2011, 54(1), Consensus: wide array of algae can be processed; batch reactor testing and solvent extractions Groups also active in Australia October 8,

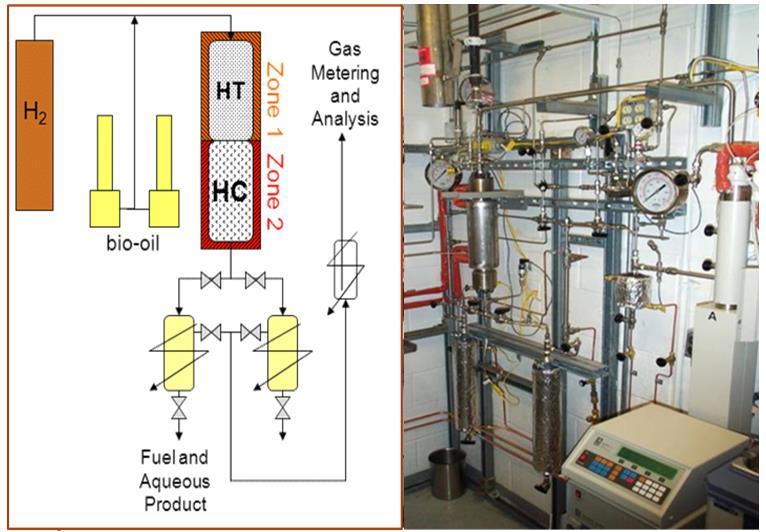
10 PNNL Continuous Feed HTL System for Bio-oil Production Continuous Bench Scale HTL Hybrid Reactor System Developed under NABC NABC HTL P.I. Andrew J. Schmidt ~350 C ~3000 psig Continuous feed system with various engineering options
 LHSV around")

11 Continuous flow process Operation 350 C and 20 Mpa Dewatered algae (20-35%) LHSV around 2.2 Solix Algae HTL Oil HTL H 2 O CHG H 2 O Algae Slurry Feedstock October 8,

 C14:7, 10% C20:5, 10% Acid catalyzed lipid profile C20:4, 6% C H N O S 61 9 5 26 1 Dry and ash free")
12 Analysis of Nannochloropsis Whole Algae Feedstock Nannochloropsis oceanica salina provided by Cellana, LLC (KA19) Stressed during growth to maximize lipid production Grown in Kailua-Kona, HI Stressed during growth to maximize lipid production Grown in Kailua-Kona, HI C16:1, 28% C16:0, 36% C18:1, 10% Algae Biochemical Composition (provided by Cellana, LLC) C14:7, 10% C20:5, 10% Acid catalyzed lipid profile C20:4, 6% C H N O S Dry and ash free basis 12
13 HTL Variations by Species and Concentration Conditions: T = 350 C, P = 20 Mpa, LHSV = 2.2 Nannochloropsis lipid = 35%, Chlorella lipid = 17% Operating Conditions and Results Nannochloropsis Chlorella Feed solids, wt% Ash included Ash free basis 34.4% 31.5% 20.0% 18.7% Total run time, hours HTL oil yield (dry, ash free algae), wt% 59% 41% Product yields on dry algae, wt% HTL Oil (dry) Aqueous Gas Filter solids HTL oil moisture, wt% HTL oil wet density 56% 39% 5% 1% 2.8 wt% % 59% 1% 2% 5.6 wt% 0.98 Yields vary by algae, we are not sure if it is the strain, lipid content, or concentration of slurry that is the defining factor See Elliott et al. Algal Research 2013 October 8,


14 What s in this oil? Total Ion Chromatograph of Algae HTL Biocrude in Methanol Lipids are captured as fatty acids and amides (some dimerization) Proteins and carbs are captured as aromatics, heterocyclic aromatics C16 acid C16 amide C4-pyrolle phenol C5-pyrolle Me-indole C18 amide October 8,
 Positive Ion")





15 FT-ICR Provides Further Insights (Trace) Positive Ion Mode: N2 compounds, N3 and other Negative Ion Mode: O2 (fatty acids) and dimers FT-ICR Mass Spec Providing feedback on even the trace components which are full of cyclic multi-heteroatom compounds Highly polar species report to aqueous phase About half of the N reports to water Tanner Schaub (TAMU) October 8,


16 Hydrotreating HTL OIL Conversion and upgrading of HTL bio-oils Hydrotreating for O, S and N removal Hydrocracking/isomerization to finished fuel Produces renewable (non-oxygenated) fuel HTL Oil Hydrotreated Oil
17 Hydrotreating Results Conditions: CoMoS catalyst, T = 400 C, pressure = MPa, LHSV = 0.2 Component Nannochloropsis Chlorella Total run time, hours Chemical H 2 consumption, wt/wt raw HTL bio-oil (wet) Product yield, wt % (volume % yield exceeds >95%) Hydrotreated oil Aqueous phase Gas Product oil, wt% C H O N S TAN, feed (product) Viscosity@40 C, cst, feed (product) Density@40 C, g/cm 3, feed (product) Approximately 90% of gas is CH 4, C 2 + NH 3 is in gas and water October 8, % 9% 10% 79.2% 12.7% 1.78% 0.23% < (<0.1) 475 (4.5) (0.768) 75% 16% 9% 83.4% 13.5% 0.07% <0.05 < (<0.01) 223 (1.29) (0.761) Hydrotreatment was stable (limited by feedstock) Catalyst life will be examined later

18 What s in this Hydrotreated Fuel? Total Ion Chromatograph of Algae HTL Biocrude in Methanol C16 isoc7 toluene Et Benzene C18 ProcycC6 C15 C17 C14 C10 C12 C11 C13 C22 C32 October 8,
 Oil")
19 Fractionated HTL Upgraded Oil Hydrotreated Oil fractionated by simple distillation Majority of oil fractionates as a clear, white liquid Color bodies remain in the heavy fraction Hydrotreated (HT) Oil Fractionated HT Oil
20 Simulated Distillation Curve of HT174 (Solix Nanno) Upgraded HTL Oil Upgraded HTL Bio-oil October 8,
, http://dx.doi.org/10.1016/j.algal.2013.07.")
21 Overview of Processing Data Process development for hydrothermal liquefaction of algae feedstocks in a continuous-flow reactor, Algal Research (2013), Technoeconomics: Y. Zhu, et al. Algal Research (2013), October 8,
22 HTL Enables Economics ARID cultivation system, with biomass production increases, EC & HTL-CHG returns the most non-zero probabilities of economic success, but cuts in CAPEX and OPEX will be necessary. With reductions in CAPEX and OPEX algal fuels can be competitive with fossil fuels. A 40% reduction in CAPEX and 30% reduction in OPEX has TC of $3.14/gallon. With the given improvements in biological, harvesting, and extraction technologies algal production can become a viable source of crude oil. Richardson TAMU Probability of Economic Success Open Pond Fractional Reductions in the CAPEX Fraction OPEX % 0.0% 0.0% 7.2% 97.0% 100.0% 100.0% 100.0% % 0.0% 0.0% 41.4% 100.0% 100.0% 100.0% 100.0% % 0.0% 1.8% 87.6% 100.0% 100.0% 100.0% 100.0% % 0.0% 18.2% 100.0% 100.0% 100.0% 100.0% 100.0% % 0.2% 64.2% 100.0% 100.0% 100.0% 100.0% 100.0% % 5.0% 97.0% 100.0% 100.0% 100.0% 100.0% 100.0% % 36.6% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% % 85.4% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% % 99.8% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% % 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% Average Total Cost per Gallon for Lipid ($/Gallon) Open Pond Fractional Reductions in the CAPEX Fraction OPEX Average Marginal Cost per Gallon for Lipid ($/Gallon) Open Pond Fractional Reductions in the CAPEX Fraction OPEX


23 Conclusion HTL is both an extraction and a conversion process Lipid is almost completely recovered In addition, a portion of proteins and carbohydrates are converted to oil The total oil yield is higher than other known extractions Since HTL is a wet process using only water, no drying or solvent recovery is needed Economics of combining the process steps are significant (see NAABB data)

24 Where Carbon Goes Scource: NAABB DOE EERE Peer Review As high as 86% of the carbon can be recovered for energy value
25 Acknowledgments Special thanks to Doug Elliott, Rich Hallen, Karl Albrecht, Andy Schmidt, And Todd Hart, Gary Neuenschwander, Mariefel Olarte, LJ Rotness, Gary Maupin, Jim Oyler Tanner Shaub James Richardson October 8,
26 October 8,






27 Hydrothermal Processing at PNNL Algae Paste Algae HTL Oil Hydrotreated Algae HTL Oil Differences between wood or stover HTL and algae HTL algae already a slurry, no buffer agent needed, easier to pump HTL oil properties are different Wood Paste Wood HTL Oil Hydrotreated Wood HTL Oil
28 Cellana Whole Algae Nanno. S. Two Processing Options: Lipid Extract vs. Hydrothermal Liquefaction Hydrothermal Liquefaction Processing 100 g algae 23% FAMEs Dry basis HTL Reactor 348 o C 2900 psi LHSV = 2.2 hr -1 (~15 min residence time) 53 g bio-oil 18% FAMEs Dry basis Hydrotreater o C 2000 psig LHSV = 0.20 hr L/hr H g H 2 consumed/ g feed 41 g Refinery Feedstock Dry basis Lipid Extraction Processing 100 g algae 23% FAMEs Dry basis Wet solid lipid Extraction Proprietary Process 32 g extracted lipid 47% FAMEs Dry basis Hydrotreater 350 o C 1500 psig LHSV = 0.20 hr L/hr H g H 2 consumed/ g feed 30 g Refinery feedstock Dry basis

 53 g bio-oil 18% FAMEs Dry basis Hydrotreater 105-401 o C 2000 psig LHSV = 0.")

29 Cellana Whole Algae Nanno. S. Two Processing Options: Lipid Extract vs. Hydrothermal Liquefaction Hydrothermal Liquefaction Processing 100 g algae 23% FAMEs Dry basis HTL Reactor 348 o C 2900 psi LHSV = 2.2 hr -1 (~15 min residence time) 53 g bio-oil 18% FAMEs Dry basis Hydrotreater o C 2000 psig LHSV = 0.20 hr L/hr H g H 2 consumed/ g feed 41 g Refinery Feedstock Dry basis Lipid Extraction Processing 100 g algae 23% FAMEs Dry basis Wet Solid Lipid Extraction Proprietary Process 32 g extracted lipid 47% FAMEs Dry basis Hydrotreater 350 o C 1500 psig LHSV = 0.20 hr L/hr H g H 2 consumed/ g feed 30 g Refinery feedstock Dry basis
30 Lipid vs. HTL Bio-oil: Hydrotreater (HT) Ultimate Analysis C H N O S Dynamic Viscosity, mpa-s (40 C) Density, g/ml (40 C) Water, wt% Acid Number, mg KOH/g HTL Bio-oil Bio-oil Upgraded Product Extracted Lipids Upgraded Product < Extracted Lipids < <0.01 <0.1 October 8,
31 Lipid vs. HTL Bio-oil: Hydrotreater (HT) Ultimate Analysis C H N O S Dynamic Viscosity, mpa-s (40 C) Density, g/ml (40 C) Water, wt% Acid Number, mg KOH/g HTL Bio-oil Bio-oil Upgraded Product Extracted Lipids Upgraded Product < Extracted Lipids < <0.01 <0.1 October 8,
32 Lipid vs. HTL Bio-oil: Hydrotreater (HT) Ultimate Analysis C H N O S Dynamic Viscosity, mpa-s (40 C) Density, g/ml (40 C) Water, wt% Acid Number, mg KOH/g HTL Bio-oil Bio-oil Upgraded Product Extracted Lipids Upgraded Product < Extracted Lipids < <0.01 <0.1 October 8,

33 Weight Percent Recovered Upgraded Lipid vs. Upgraded HTL Bio-oil Boiling Point, C Upgraded Extracted Lipids Upgraded HTL Bio-oil Diesel QC PNNL HTL Bio-oil Valicor Extracted Lipids 33
34 Catalytic Hydrothermal Gasification High-pressure hot water processing Liquid water feed with dissolved or suspended solids Drying is minimized by wide range of concentration compatibility Heterogeneous catalysts Reforming and methane synthesis Non-oxidizing conditions Not incineration Catalytic reforming Fuel gas production, not just steam production; Concentrated energy product. High conversion at rapid rate Small plant footprint simplifies plant modification 300 series stainless steel systems