Offshore platform FEED Yutaek Seo
|
|
|
- Scarlett Preston
- 5 years ago
- Views:
Transcription


1 Yutaek Seo Offshore platform FEED

2 Processing in offshore platforms
3 CPF Process General Reservoir Wellbore HC Products Crude Oil Stabilized Oil Oil Fluid (Black / Volatile Oil) Associated Produced Water Sales Re-injection Water Disposal Re-injection Water Fluid (Dry / Wet / Retrograde ) Condensate Sales LPG (C3 & C4) Stabilized Condensate Produced Water Water Disposal
4 Typical CPF : Oil Field Re-injection for IOR / EOR or gas lifting For Dew Point Control Sweetening Dehydration Refrigeration Exporting Sales gas Oil Wellfluid Slug Catcher Compression to HP Compression to MP MP Separator LP Separator De-salter System Oil Stabilizer Stabilized oil to tank Stream Liquid HC stream Well Fluid Stream
5 Typical CPF : Field (1) For Dew Point Control Sweetening Dehydration Refrigeration Exporting Sales gas Wellfluid Slug Catcher Compression to HP Inlet Separator Condensate Stabilizer Stabilized condensate to tank Stream Liquid HC stream Well Fluid Stream
6 Typical CPF : Field (2) For NGL Recovery Sweetening Dehydration Refrigeration Exporting Sales gas Wellfluid Slug Catcher Compression to HP NGL Recovery LPG Inlet Separator Condensate Stabilizer Stabilized condensate to tank Stream Liquid HC stream Well Fluid Stream
 Liquid Flow Rate [bbl/d] / CPF Entrance Inlet Flow Rate (11,562")
7 Liquid Slug Problem : Normal Operation SARB-4_Subsea Flow-line (Length = 33 km) Liquid Flow Rate [bbl/d] / CPF Entrance Inlet Flow Rate (11,562 STB/d)
8 Liquid Slug Problem : Pigging SARB-4_Subsea Flow-line (Length = 33 km) Pigging Operation / Liquid Flow Rate [bbl/d] / CPF Entrance Severe Slugging
9 For Accommodation of Liquid Slug Control vs. Big vessel Satellite Field Multiphase Transport Host Platform Slug Catcher GOOOOD PT Choke Valve Test Manifold PT MPM Pressure Transmitter PT 145 m 12 Riser Heater Multiphase Flowmeter Production Manifold Subsea Template 15 m 12 Flowline 9 km Well #1 Well #2

10 Process flow for separation

11 Separation trains Separation of oil, gas, and water
12 Oil / Condensate Stabilization (1) Multi Stage Separator 1) It is preferred for Crude oil separation and stabilization. Stabilization Column 1) It is preferred for Condensate stabilization. 2) It is used for Oil Stabilization for H 2 S < 50 ppm and lower RVP. Without Reflux With Reflux
13 Example for Oil Stabilization SARB-4 Project (Oil Reservoir) Oil from HP Sep. to HP Com. MP Separator 8.3 barg To Produced Water Treatment LP Separator 0.7 barg to MP Com. Fresh Water 7 barg Desalter 90 o C 91 o C Reflux System 49 o C to LP Com. To Produced Water Treatment To Produced Water Treatment To Produced Water Treatment 1 barg Oil Stabilizer (Stripping Type) Heavy Condensate 1. Multistage separation + Stabilization column (stripper type) 2. Design for 1) maximized oil production and 2) minimized H 2 S ppm 3. Heavy condensate was used for striping un-stabilized oil for preventing scale problems in the reboiler Stabilized Oil to Degasser Drum (RVP = 8 psia)
14 Example for Condensate Stabilization Touat-Gaz Project ( Reservoir) MIDYAN Project ( Reservoir) Stabilized Condensate From TEG Inlet Scrub. Stabilized Condensate Recycled From Comp. From Cold Separator From Comp. From TEG Inlet Scrub. From Cold Separator Recycled From Slug Catcher. From Inlet Separators To Produced Water Treatment To Produced Water Treatment To Produced Water Treatment Note 1) Touat-Gaz CPF does not have Slug Catcher.
15 Example for Condensate Stabilization Touat-Gaz Project ( Reservoir) MIDYAN Project ( Reservoir) 126 o C Stabilized Condensate (RVP = 6.3 psia) From Comp. From TEG Inlet Scrub. 22 o C -10 o C From Cold Separator Stabilized Condensate (RVP = 6.3 psia) 52 o C Recycled From Comp. From TEG Inlet Scrub. 40 o C 2 o C From Cold Separator 0.1 o C 152 o C Recycled From Slug Catcher. 76 o C 60 o C From Inlet Separators 35 o C 44 o C 95 o C API o C 10 barg API 86 9 barg 200 o C 188 o C

16 Crude oil export via tanker
17 Water treatment
18 collection and compression
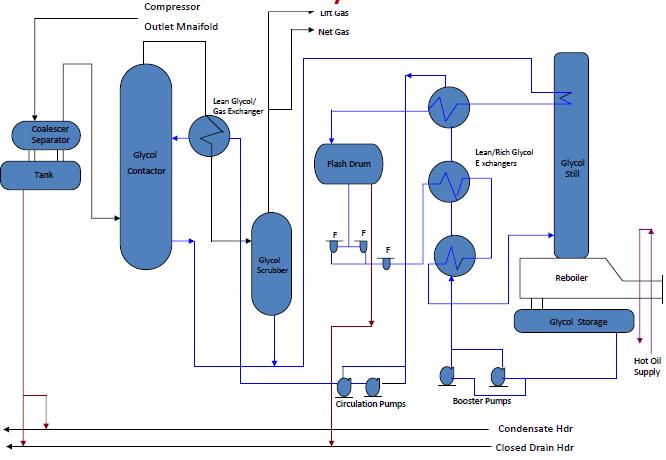
19 Dehydration Unit (1) Most of the CPFs use TEG
20 Dehydration Unit (2) For TEG Dehydration Unit Design Most of the CPFs use TEG 1. Determine Lean TEG Inlet Flow Rate (2 5 gal / removed water lb) 2. Determine Lean TEG Concentration 3. Determine introducing Stripper or DRIZO
21 dehydration
22 Dew point control via refrigeration Refrigeration : The most common method used for gas dew point control is mechanical refrigeration. This technology is suited especially when pressure is not available to be used to self refrigerate the gas. : Two variations exist of this process. one that recycles the stabilizer overhead to the front end of the plant, used to maximize the recovery of certain components, and a second that re-injects the stabilizer overhead in the residue gas stream. Mechanical Refrigeration
23 J-T valve : If the raw gas is at high pressure, the removal of hydrocarbons can be accomplished by refrigeration obtained through the expansion of gas by means of a Joule -Thomson valve. : Injection of glycol is required to prevent the formation of hydrates. J-T Valve
24 Turboexpander : This process is a variation of the Low Temperature Separation process in which the pressure hold in the gas is used to move an expander turbine, which in the isoentropic expansion generates refrigeration and exports mechanical work. : This work is used to drive a compressor to partially restore the gas pressure. Turbo Expander
25 NGL Recovery Unit In the CPF, NGL recovery unit plays a role of LPG extraction from / Condensate
26 Design approach Client Requirements & Onshore or Offshore? Main Product (sales gas / stabilized oil / LPG) & EOR (or IOR) & CCS? 1) EOR : Enhanced Oil Recovery 2) IOR : Improved Oil Recovery Well Test Data Analysis (Fluid / Flowing P & T) Block Flow Diagram Completion Process and Equipment Design / PFD & PID CPF Design Completion
27 Project Comparison Project Reservoir Fluid Product IOR 1) / EOR 2) CCS 3) SARB-4 (UAE_Abu dhabi) Oil Stabilized Oil Reinjection Y (/Water Injection) N TouatGaz (Algeria) Sales Stabilized Condensate N Y MIDYAN (Saudi) Sales N N AKKAS (Iraq) Sales Stabilized Condensate N N RHIP (Oman) Sales Stabilized Condensate LPG Y (SG Injection) Y 4) Note 1> IOR means Improved Oil Recovery as technology for 2 nd and 3 rd recovery 2> EOR means Enhanced Oil Recovery as technology for 3 rd recovery 3> CCS means Carbon Capture & Storage 4> RHIP process includes CO 2 EOR facilities for another oil field. CO 2 EOR plays a role of CO 2 storage role as well as enhanced production.
 Artificial Island 1. Stabilized oil (200,000 stb/d) 2.")
28 Source : Process Description, SARB-4 FEED PKG Ex. SARB-4 (Client : ADMO-OPCO / Abu Dahbi) CPF (Central Processing Facilities) Work-scope 1. Process Design on CPF (Zirku Island) 2. Process Design on Artificial Islands 3. Hydraulics on subsea pipeline 4. Flow assurance on subsea pipelines Product (CPF) Artificial Island 1. Stabilized oil (200,000 stb/d) 2. Reinjection gas and fuel gas 3. Reinjection water (sea water) Artificial Island Artificial Islands play a role of WHP.
 0.3-0.5 barg Vapor Recovery 7 barg 8.3 barg 0.")
29 Ex. SARB-4 Project (Client : ADMO-OPCO) Sweetening Fuel gas 172 barg 414 barg For IOR 1 st Compression 70 barg Dehydration 2 nd Compression 3 rd Compression Reinjection 30 barg Oil Wellfluid Slug Catcher Compression to HP Compression to MP Condensate Processing (< LP) barg Vapor Recovery 7 barg 8.3 barg 0.7 barg MP Separator LP Separator De-salter System 1 barg Oil Stabilizer Stabilized oil to tank Injection Water Produced Water Treating Sea Water Treating for IOR
 1. Sales (480 MMSCFD) 2. LPG (8.3 MBPD) 3.")
30 Source : Gathering System Design Philosophy, P99065-S00-PHIL-U-02, AKKAS CPF FEED Document AKKAS Field Project AKKAS Field Location AKKAS Well-pads & CPF Turkey Syria Iran Jordan Iraq Work-scope 1. Process Design on CPF 2. Hydraulics on Flowline / Trunkline / Export PL 3. Flow assurance on Flowline / Trunkline / Export PL Product (CPF) 1. Sales (480 MMSCFD) 2. LPG (8.3 MBPD) 3. Stabilized Condensate (16.8 MBPD)
31 Product Specification Sales Specification Unit Value Water Dew 70 barg o C -12 Hydrocarbon Dew 70 barg o C -8 H 2 S Content ppm 7.5 max RSH (Mercaptans) Content ppm 15 max CO 2 Content vol % 2.5 max LPG Specification Unit Value RVP (Summer) kpa 800 RVP (Winter) kpa 1,000 Ethane vol % 0.6 max C 5+ vol % 2 max Sulphur Content mg/m max Water Content - 0 (water free) Stabilized Condensate Specification 9.6 psia (0.66 bara)
32 processing concept Dehydration Refrigeration Exporting Sales gas Slug Catcher Fuel Inlet Separator Condensate stabilizer Stabilized Condensate Stream Liquid HC stream Well Fluid Stream
33 FEED Design for FCP-2015 Lean TEG Chiller LT Separator TEG Contactor Sales Export Compressor Slug Catcher Fuel Oily Water Inlet Separator Flash Compressor Condensate Stabilizer Produced Water Condensate
34 Verification Result for FCP-2015 Lean TEG Chiller LT Separator TEG Contactor Sales Slug Catcher 1. Slug Size 40 m 3 2. No compositional Model 3. No transient analysis Flash Compressor Fuel Export Compressor Oily Water Inlet Separator Condensate Stabilizer Produced Water 1. De-C2 is possible to become Condensate Stabilizer role. 2. Condensate stabilizer for FCP-2015 is not needed. 3. RVP should be reduced from 9.6 to 6.3 psia. Condensate
 De-C2 Produced Water De-C3 De-C4 Condensate")
35 FEED Design for PP-2017 Lean TEG TEG Contactor Chiller LT Separator Sales Export Compressor Slug Catcher Fuel Oily Water Inlet Separator Flash Compressor LPG (C3/C4) De-C2 Produced Water De-C3 De-C4 Condensate
36 Verification Result for PP-2017 Lean TEG Not required 42 o C 40 o C TEG Contactor 0.9 lb/mmscf HD / WI Chiller 25 barg -44 o C 52 barg -30 o C HD / WI HD / WI 52 barg -30 o C LT Separator HD / WI 55 barg Sales Slug Catcher Oily Water 1. Slug Size 40 m 3 2. No compositional Model 3. No transient analysis Inlet Separator Produced Water -9 o C HD / WI De-C2 Flash Compressor Not required. 55 barg 30 barg LPG (C3/C4) Export Compressor Fuel Flash gas compressor capacity is significantly in excess. Free Water Formation (Pressure increase required) De-C3 Not required De-C4 Condensate TVP = 13 psia
37 Revised Design (Alternative Case) for PP-2017 Cold Liquid 2 Lean TEG Cooled Lean TEG Chiller 52 barg -30 o C LT Separator Cold Liquid 3 TEG Contactor 0.3 lb/mmscf De-C4 Bttm Cold Liquid 2 Cold Liquid 1 55 barg Sales Slug Catcher Cold Liquid 3 Lean TEG Cooled Lean TEG Air cooled HC Fuel 55 barg Export Compressor Oily Water Inlet Separator -2 o C 31 barg 11 o C 31 barg 19 o C No FW Flash Compressor De-C2 Produced Water De-C4 LPG (C3/C4) De-C4 Bttm 235 o C Cold Liquid 1 Air cooled Condensate HC TVP 211 o C 60 o C 50 o C = 9.6 psia Cold Liquid 2 Fuel
38 Comparison with FEED Design Unit FCP-2015 PP-2017 PP-2030 FEED Alter FEED Alter FEED Alter RVP [kpa] C 2- [%] LPG C 5+ [%] Product Rate 1) [t/d] RVP [psia] Stabilized Condensate Product Rate [t/d] ,747 1, dfs Note 1) LPG production should be guaranteed as over 500 ton/d at the begging of PP-2017.
39 However Comments from the client, 1) LPG RVP unit must be revised from psia to kpa. 2) LPG product must consider C 3 /C 4 ratio according to production season. Unit Before the revision After the revision RVP - (S) 800 psia (55 bar) (W) 1,000 psia (68 bar) (S) 800 kpa (W) 1,000 kpa C 2- [%] C 5+ [%] LPG C 3 [%] No limitation C 4 [%] No limitation C 3 /C 4 - No limitation (S) (W) (S) (W) (S) (W)
40 To deal with the requests For client request (1) : LPG RVP unit must be revised. ((S) 800 psia, (W) 1,000 psia) C 2- removal in LPG is useless for revised RVP. C 3 content in LPG must be reduced for revised RVP. For client request (2) : LPG product must consider C 3 /C 4 ratio according to production season. Operation condition and a method for reducing C 3 and increasing C 4 should be devised.
41 Modification of the process Before Revision Dehydration Refrigeration Exporting Sales gas Slug Catcher Fuel LPG Inlet Separator De-C 2 System De-C 4 System Stabilized Condensate Stream Liquid HC stream Well Fluid Stream
42 Solution Devised for Client Requests After Revision Dehydration Refrigeration Exporting Sales gas Fuel Slug Catcher Inlet Separator For soluble water removal Condensate Stabilizer Stabilized Condensate De-C 2 System Unstabilized Condensate De-C 4 System LPG Production (S) 505 ton/d (W) 570 ton/d Stream Liquid HC stream Well Fluid Stream
43 Solution Devised for Client Requests PP-2017 HX 1 TEG Contactor Chiller LTS 52 barg Fuel Sales Export Compressor Slug Catcher HX 1 HX 2 Oily Water Inlet Separator Flash Compressor Condensate Stabilizer De-C2 Produced Water De-C4 LPG (C3/C4) 1 st Cooled FS Unstabilized Condensate HX 2 Stabilized Condensate
44 Solution Devised for Client Requests Lean TEG, wt% DRIZO Required for Lean TEG PP-2017 HX 1 TEG Contactor WC : 2-3 ppm Chiller 52 barg (S) -30 o C (W) -27 o C LTS Chiller Duty (S) : 14.1 MW Duty (W) : 10.2 MW 52 barg Fuel Sales 480 MMSCFD Export Compressor Slug Catcher 30 barg (S)-42 o C / (W)-38 o C HX 1 HX 2 Oily Water Inlet Separator Produced Water Cond.Sta Reboiler Duty (S) : 8.4 MW Duty (W) : 9.4 MW Condensate Stabilizer De-C 2 Reboiler Duty (S) : 14.5 MW Duty (W) : 8.8 MW De-C2 1 st Cooled FS Summer C3 Rec. : 0.19 C4 Rec. : 0.81 Winter C3 Rec. : 0.81 C4 Rec. : 0.94 De-C4 Flash Compressor Reflux Ratio (S) 5.41 (W) 1.03 LPG (C3/C4) Production (S) 505 ton/d (W) 570 ton/d Unstabilized Condensate HX 2 Stabilized Condensate (S) 1770 ton/d (W) 1754ton/d De-C3 Reboiler Duty (S) : 10.6MW Duty (W) : 2.7 MW
45 Products summary PP-2017 Unit Required Spec. FEED Solution Devised LPG RVP [kpa] (S) 800 (W) 1, C 2- [%] C 5+ [%] (S) 692 (W) 897 (S) About 0.00 (W) 0.35 (S) 1.61 (W) 1.61 Product Rate 1) [t/d] > 500 (@ PP-2017) 567 (S) 505 (W) 570 C3/C4 - (S) (W) (S) 0.66 (W) 1.65 Stabilized Condensate RVP [psia] Product Rate [t/d] - 1,747 (S) (W) (S) 1,770 (W) 1,754 dfs : Devised solution is good to satisfy all requirements
46 Conclusion For LPG product spec. (satisfying production rate, C 3 /C 4 value, RVP and so on) De-C 2 inlet fluid should be cooled for higher C 3 and C 4 recovery. C 3 /C 4 and RVP control can be De-C 2 re-boiler duty control and De-C 3 reflux ratio. For stable operation (preventing hydrate, water freezing and free water), Water content in dehydrated gas should be 2 3 ppm (about 0.1 lb/mmscf). (DRIZO) Condensate stabilizer should be introduced.
47 Thank you!