High Efficiency Agro Based Integrated Chemical Recovery Plant at M/S Bindals Papers Mills Ltd.
|
|
|
- Benjamin Wells
- 5 years ago
- Views:
Transcription


1 Zonal-18/101 High Efficiency Agro Based Integrated Chemical Recovery Plant at M/S Bindals Papers Mills Ltd. VIMAL KISHORE PRESIDENT, BINDALS PAPERS MILLS RAHUL JAIN GM (RECOVERY), BINDALS PAPERS MILLS
2 Bindals Papers Mills Ltd. Muzaffarnagar (UP) 2 Mill was commissioned in 29 th May Installed Capacity - 72,000 TPA. Raw Material - agricultural residue, Farm Forestry Wood & purchased pulp. Grades Writing & Printing Paper. GSM Range 57~140. Present Production > 1,00,000 TPA.
3 Adaption of Greener and Cleaner Technologies 3 Bindals Papers Mills Ltd. has always been eager to adopt Greener & cleaner technology and follows 3E s principals namely: 1. Efficient operation 2. Environment friendly 3. Economics To achieve above, BPML had installed a LTI (Low Temperature Incinerator) since inception of the Mill along with MEEs (Multiple Effect Evaporators ) and Causticizing plant to recover back cooking chemical by converting Black Liquor solids to soda ash which is further treated in Causticizing. Cooking chemical is recovered without utilizing the heat value of Black Liquor solids.
 of 90 MT/hr water evaporation. Chemical Recovery Boiler of 400 MT Black Liquor solids handling capacity with Electrostatic Precipitator.")
4 BPML ordered a state of art agro based integrated Chemical Recovery plant in the year 2012 to recover the heat of Black Liquor solids along with recovery of chemicals. Plant consists of MEEs (Multiple Effect Evaporators) of 90 MT/hr water evaporation. Chemical Recovery Boiler of 400 MT Black Liquor solids handling capacity with Electrostatic Precipitator. Project 4 Modification /Addition of green liquor clarifier along with dregs washing system. Chemical Recovery plant was commissioned in Jan 2015.
5 Features Of The Different Sections Of Recovery Plant -1 5 Additional MEEs (Multiple Effect Evaporator Plant ) of 90 Mt/hr evaporation plant Plant consists of falling film bodies (1 + 7effects) with steam economy of 6.7. The plant is capable to concentrate Weak Black liquor of 10% total solids to 55% total solids. Plant is having fan less cooling tower to cool the surface condenser water.
6 Features of The Different Sections of Recovery Plant -2 6 Recovery boiler with the capacity of 400 MT BL solids per Day. Furnace area m depth * 4.24m width. Boiler Pressure - 67 Bar. Steam Temperature o C. Steam Flow - 39 MT /hr. Boiler contains two no s of cascades to concentrate Black Liquor total solids from 55 % to 74 %. For Maintaining the cleanliness of flue passages, 17 no s of soot blowers are installed.
7 Features of ESP of Recovery Plant 7 Electrostatic Precipitaor suitable of recovering chemical from flue gas through recovery boiler having capacity of BL solids 400 MT per Day Concrete chamber Collection Area M 2 Specific Collection Area Gas Volume New design Separate scrapper conveyor Number of fields in series One long chain conveyor 14.0 M length * 7.1 M width * 9.50 M height M 2 /M 3 /sec M 3 /sec With 3 nos. of scrapper conveyors along the width For gas distribution chamber ash transport 3 mechanical / 5 electrical First field with high frequency Transformer along the length of ESP to transport ash collected by scrapper conveyors
8 Features of the Causticizing Plant of Recovery 8 Existing causticing Plant was modified for higher capacity and improved alkali recovery. Addition of green liquor clarifier. Addition of dregs washing system with dregs mixer and dregs washer. Addition of one new causticizer and green liquor heating tank. Installation one more green liquor slaker and classifier for additional capacity and improving plant utilization in case of any outtage /breakdown. Modification to improve runnability & performance of mud filter.
9 Heat and Chemical Recovery System from Dissolver Vent 9

=120*4.186*12 =6027.84 KJ (1 KJ/Sec.=0.")
10 Benefits achieved from this system 10 Heat recovery in the form of raising temperature of condensate being supplied to pulp Mill by about C. Recovery of chemical of about 4.5 MT per month, this dissolved chemical in condensate is added back to dissolver. Total annual saving of Rs 35 Lakhs /year. From Evaporator From Dissolver From ESP From Slacker Grits From Mud Filter Considering 75 % Recovery from dissolver Vapors Heat Recovery in MDT VENT System of Recovery Boiler Q=m*s*temperature difference Where m=mass=120m3/hr=120 Tons/hr S=specific heat=4.186kj/kg degrees centigrade temperature difference =12 degrees centigrade HEAT (Q)=120*4.186*12 = KJ (1 KJ/Sec.=0.083 Tons ) = *.083= Tons/Hr = per ton =Rs 4000/day=Rs 14 Lakh / Year ( Taking 350 days ) 6 MT 6 MT 8 MT 6 MT 10 MT 4.5 MT 21 Lakhs/Annum (Rs /MT Caustic)

11 Optimization of Power and Steam Economy 11 Power Optimization - Installation of VFD in: 1. In Boiler ID, FD, Secondary, Tertiary Fans, Feed Water Pumps. 2. In New Evaporator Cooling Tower Water Pumps, Vacuum Pumps, Weak BL Feed Pump. 3. In Old Evaporator- Vacuum Pumps, Cooling Tower Fan 4. Caustisizer All Clarifier Sludge Pump Steam Consumption Reduction 1. Steam economy improvement from 6.7 to Utilization of Condensate flash steam for air heating in Boiler 3. Maximizing utility of LP steam in place of MP Steam in Boiler 4. Optimization of Deaerator operation

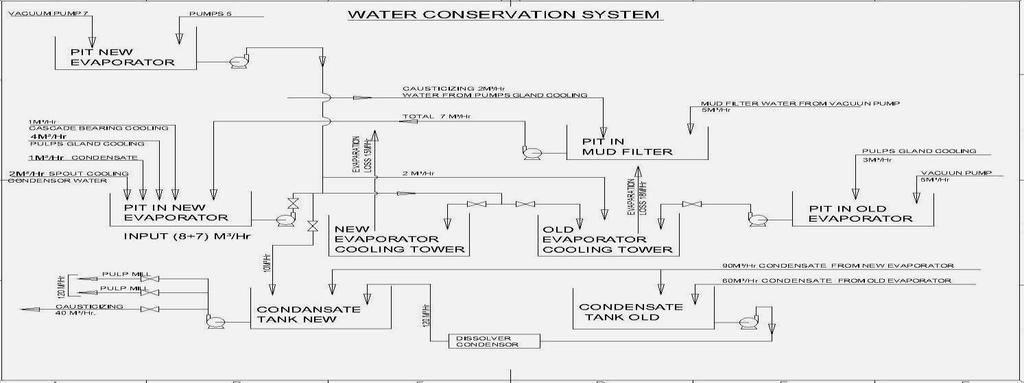
12 Water Conservation System 12

13 Details of Water Scheme 13
14 Plant Performance Data and Major benefits achieved 14 Recovery plant is running normal with more than 100 % MCR. Recovery boiler running more than 3 months between two cold wash. The significant reduction of cost of recovered pulping chemicals to Rs 3,500 /Mt from earlier level of Rs 12,000 achieved with LTI. Increased output of recovered chemical from 2250 MT per month to 3250 MT per month. Extra Power generation from heat recovered. New 5MW Turbine Installed. Improved overall chemical recovery efficiency with : LTI- 87 %, Rec Boiler 95.3% and after Dissolver vent recovery it reaches to 95.5 %.
15 Plant Performance Data and Major benefits achieved Contd. 15 Lowest steam consumption of MT /MT of white liquor produced. Higher steam generation of MT/MT of White liquor produced. Recovery Plant becomes surplus in Steam generation (Steam generation /Steam consumption Ratio 1.44). Improved continuous operation of recovery plant in comparison of irregular running of LTI due to high percentage of chloride in black liquor from Pulp mill. Reduced emission of chemicals from stack.
16 Chemical Recovery Efficiency 16

17 Chemical Recovery Plant 17

18 Cost of White Liquor 18
19 Chemical Recovery Efficiency 95.5% Conclusion 19 50,000 MT per Annum equivalent Coal Saving Meeting Environment Norms Drastic reduction on Chemical Cost Achieved ZLD for Black Liquor
20 Thank You 20