QSD/ Anas Recycling Case Study
|
|
|
- Doris Conley
- 5 years ago
- Views:
Transcription


1 Qatar Branch QSD/ Anas Recycling Case Study Doha, March 2018
2 Encouraging the Use of RAP RAP is a valuable, high-quality material that can replace more expensive virgin aggregates and binders. The use of RAP is primarily driven by the costs of virgin materials and transportation. Usage is optional and depends on the contractor to propose its implementation based on economic considerations, availability of materials, plant site, and production capabilities. RAP mixtures must meet the same mix design specifications required for virgin mixtures. The performance and life of pavement containing up to 15 percent RAP is similar to virgin pavements with no RAP.

3 Katerini Peripheral Motorway 1. Project Information Lanes Total Cost of Project: Total amount of Asphalt production: tons March 2018


4 Katerini Peripheral Motorway March 2018
5 Katerini Peripheral Motorway 2. Percentage of RAP % of RAP in mixture 15 % to 40 % 40 % for Base Course (+rejuvenator) 15 % for Intermediate Course 0 % RAP for Wearing Course but 65% is Steel Slag 3. Type of Recycling - Hot mix asphalt recycling Is the process in which reclaimed asphalt pavement (RAP) materials are combined with new materials, sometimes along with a recycling agent, to produce hot mix asphalt (HMA) mixtures. March 2018
6 Katerini Peripheral Motorway 4. Hot mix asphalt recycling Advantages of this Method Both batch and drum type hot mix plants are used to produce recycled hot mix. When properly designed and constructed, recycled hot mix asphalt (HMA) has proved to be at least equal to conventional HMA mixes. The mix placement and compaction equipment and procedures are the same as for regular HMA. March 2018

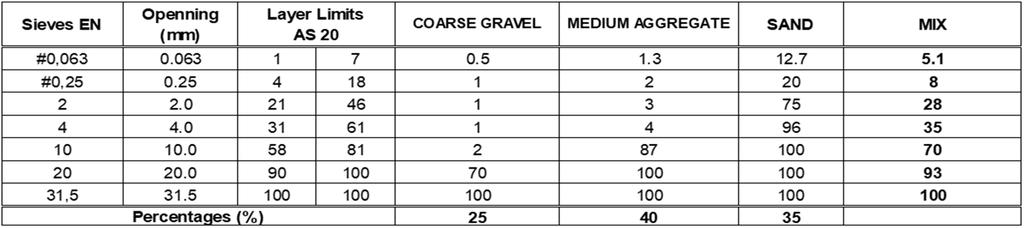
7 Mix Design Virgin Aggregates
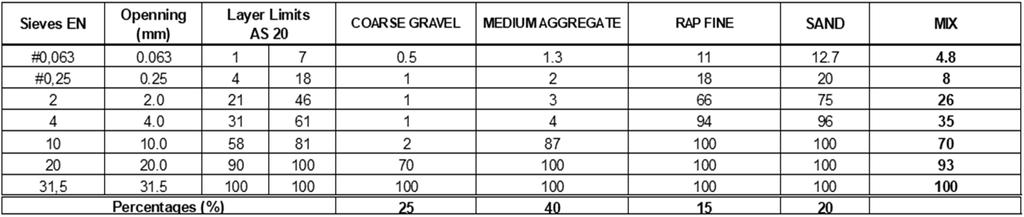
8 Mix Design Virgin +15 % RAP
9 Comparison
10 Comparison
11 Comparison VIRGIN Mix VIRGIN + 15% RAP Mix


12 Comparison VIRGIN Mix VIRGIN + 15% RAP Mix
13 Comparison VIRGIN Mix VIRGIN + 15% RAP Mix
14 Reclaimed Asphalt Pavement Collection Handling and Storage
15 Reclaimed Asphalt Pavement Collection Handling and Storage Milling Milling of pavements is now so routine that its benefits are often overlooked, in fact it is one of the key developments that lead to the proper use of RAP Milling is a beneficial part of pavement rehabilitation. Advantages of milling include the following: Removes distressed pavement layers Leaves a rough texture on the remaining surface that creates a very good bond with an overlay; and It is an efficient removal process that can be done within a short lane-closure with the paving operations.
16 Reclaimed Asphalt Pavement Collection Handling and Storage Milling for Success Milling depth should be carefully programmed in order to avoid leaving thin layers that are likely to scab. It is important that milling be done such that the RAP is not contaminate d.


17 Reclaimed Asphalt Pavement Collection Handling and Storage Scabbing during milling Wrong Milling Depth A typical surface resulting from cold milling.
18 Reclaimed Asphalt Pavement Collection Handling and Storage
19 Reclaimed Asphalt Pavement Collection Handling and Storage Advantages of this process Shredding/ crushing RAP into two or more sizes mm & 6 14 mm. A huge advantage for mix design. Allows RAP to be used in practically any mix type. Facilitates the gradation of the final mix. Fractionation helps for design of RAP mixes with higher percentage.

20 Reclaimed Asphalt Pavement Collection Handling and Storage
21 Reclaimed Asphalt Pavement Collection Handling and Storage Sampling and Testing Frequency Sampling at least one set of tests per 1,000 tons of RAP is considered a best practice. A minimum of 10 tests should be performed on a RAP stockpile to yield good statistics for consistency analyses. A reduced testing frequency can be adopted after the consistency of the materials properties for the stockpile can be demonstrated.


22 Reclaimed Asphalt Pavement - Production The AMMANN CB350 asphalt plant, the is an asphalt batching plant with maximum output of 350 t/h.

23 Reclaimed Asphalt Pavement - Production Aggregate feed conveyor belts The plant operates 6 aggregate feeders and 1 collector belt receiving from all 6 feeders.
 Feeding of reclaimed material is performed by 2 special")
24 Reclaimed Asphalt Pavement - Production Reclaimed asphalt mix feed (milling) Feeding of reclaimed material is performed by 2 special feeders.
25 Reclaimed Asphalt Pavement - Production Dryer (kiln) Type of Dryer hot recycling system RAH50 This is a state-of-the-art dryer, as it allows the use of up to 50% reclaimed material. Its interior is designed so as to avoid risking contact between the reclaimed materials and the flame, while preserving the microstructure of the asphalt at the same time. The 6 feeders supply aggregates to the new dryer. Due to its design, the latter ensures smooth heat development with the lowest possible energy losses.

26 Reclaimed Asphalt Pavement - Production
27 Benefits of Recycling Recycling is a key component of modern waste reduction. Recycling is a process where we change waste products into new products. This helps prevent waste of useful materials.
28 Benefits of Recycling The Basic Principles of a successful RAP program is that all related parties must benefit by this procedure. Contractors can benefit by being more competitive (costs of production) with the use of RAP. Users can benefit by having more roads maintained at a high level with the same transportation budget. Future generations benefit by the conservation of non-renewable natural resources.
29 Benefits of Recycling Cost effective because when we add a certain percentage of RAP (e.g. 30%) in the hot mix plant, we save on the cost of raw aggregates and also binder material. Environmentally safe because we need not add any harmful chemicals or additives for processing RAP. Less energy is consumed in preparation here. As good as new because the aggregates and bitumen presented in recycled asphalt pavement when reused with virgin material glues itself with the new material and becomes a part of the new material.