Additive Manufacturing 3D printing. AM Markets. Antti Salminen
|
|
|
- Gary Thornton
- 5 years ago
- Views:
Transcription
1 Additive Manufacturing 3D printing AM Markets Antti Salminen Laboratory of Laser Processing (LUT Laser) School of Energy Systems Lappeenranta University of Technology (LUT) 1
2 3D printing that has the potential to revolutionize the way we make almost everything the next revolution in manufacturing is Made in America. We can get that done. Barack Obama, President of USA 2

3 3



4 resilience-economics.com 4

5 General process from CAD to part Gibson et al., Additive Manufacturing Technologies 5
6 Terminology Additive manufacturing of metallic materials can be divided into (according to F a): 1. Directed energy deposition (DED) an additive manufacturing process in which focused thermal energy is used to fuse materials by melting as they are being deposited. Methods using dynamic wire feed or dynamic powder feed to laser beam are included to these technologies. 2. Powder bed fusion (PBF) an additive manufacturing process in which thermal energy selectively fuses regions of a powder bed. Methods using laser beam or electron beam source of thermal energy are included to these technologies. 6
7 Terminology Additive manufacturing of metallic materials can be divided into (according to F a): 3. Material jetting an additive manufacturing process in which droplets of build material are selectively deposited These methods are based on binder which is jetted to metal powder. Binder is removed from work piece in post-processing, and this way formed porous material is filled with infiltrator. 4. Sheet lamination an additive manufacturing process in which sheets of material are bonded to form an object. Work piece is manufactured from thin, joined steel plates. Joining happens for example via ultrasound or friction welding. 7


8 Principle of powder bed fusion 8


9 DED Direct Energy Deposition (DED) process is based on laser cladding Additive material is fed dynamically during the process In DED cladding process is used to build shapes in 3D Laser cladding 2D Direct Energy Deposition 3D Vs. 9





10 DED More layers: Hatch distance is changed for each layer Outer surface Filling 10



11 DED Cross section as cut Solid material Even heat effect Side view shows the layers Accurate surfaces are machined 11

12 Building speed DED enables higher speed High productivity means typically loss of accuracy So called micro 3D is done with separate lab systems High accuracy requires typically machining Powder bead fusion: 1-3 mm 3 /s DED: 3-10 mm 3 /s 12
13 AM Markets
14 Hype curve of Gartner Expectations given by hype Maturity of technology Hype curve 14
15 Gartner hype curve Visibility Maturity 15

16 Gartner hype curve 2011 Idea management 16

17 Gartner hype curve
18 Gartner hype curve

19 Gartner hype curve
20 Gartner hype curve
21 Gartner hype curve

22 Suitability of AM: size batch size 22
23 Stratasys stock price history 23

24 3D Systems stock price history 24
25 Arcam stock price history 25
26 Recent activity 3D systems and Stratasys acquired: During last five years both 5-10 companies manufacturing 3D-printers 2014 GE acquired: Morris technologies, an American 3d printing subcontractor 2015 DMG Mori Seiki acquired: DMG Mori a manufacturer of hybrid PBF systems 2015 GE acquired: Avio Aero, an Italian 3d printing subcontractor 10/2016 Oerlikon acquired: 3D printing subcontractor 11/2016 GE acquired: Arcam, the manufacturer of EB based PBF machines Concept laser, a manufacturer of laser based PBF machines 4/2017 DMG Mori Acquired: Realizer, a manufacturer of laser based PBF machines 26

27 27

28 Global sales of AM materials Wohlers report,
29 Industrial systems unit sales Wohlers report,


30 World market Wohlers report,

31 Markets by number of systems Wohlers report,

32 3D printer average selling price Wohlers report,

33 BK30A0900 Additive Manufacturing 84% 33

34 3D printed electronics market 34


35 AM market for aviation Sales to the aerospace industry of AM equipment and associated software, services and materials Million USD Rest of the market for AM in Aerospace Powder bead equipment

36 Metal AM machine market Increase = 55% Increase = 76% Wohlers report,

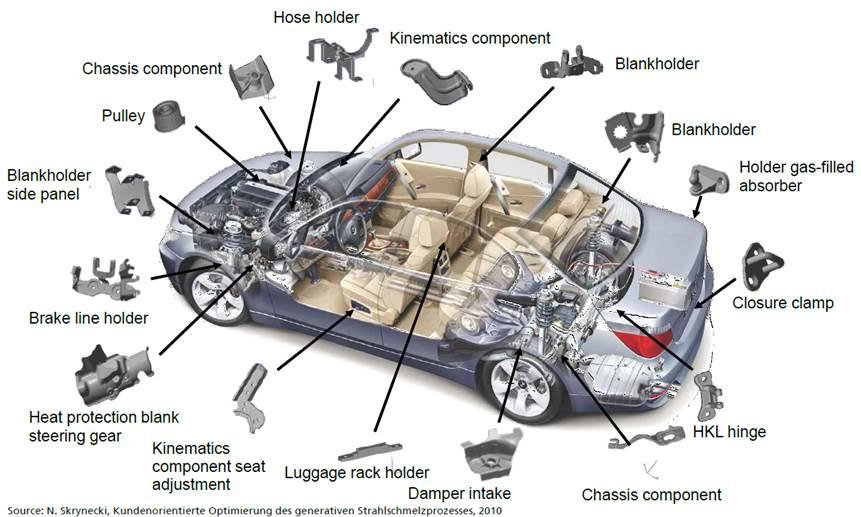
37 Emergence of AM 37


38 Turbine blades Gas turbine blades Development time for prototype -90% Test environment: rpm 1600 km/h o C Force of 11 tons. 38

39 Stealth keys 39



40 The potential of 3DP in construction The three structural elements shown are all designed to carry the same structural loads and forces. 40
41 The potential of 3DP in construction "This is not only an exciting development for the construction sector, but many other industries as well. In the case of this particular piece, the height is approximately half that of one designed for traditional production methods, while the direct weight reduction per node is 75%. On a construction project that means we could be looking at an overall weight reduction of the total structure of more than 40%. But the really exciting part is that this technique can potentially be applied to any industry that uses complex, high quality, metal products. Salomé Galjaard, Team Leader at Arup 41

42 Design potentia 42
43 Market opportunity and forecast The global economy is worth 70 trillion USD Manufacturing more than 15% of that, 10.5 trillion USD If AM takes 1% of global manufacturing the volume is 105 billion USD ( over 100x the estimate of 2021) Wohlers report,

44 Market opportunity and forecast Millions of USD Wohlers report,
45 Current and future potential ey.com/3dprinting 45

46 Industrial applications Heat exchanger design Optimised heat exchanger: Repeated freely designed optimized elements. Self supporting drop shaped channels. Turbulence generator inside tubes maximise the heat exchange. Material: EOS Aluminium AlSi10Mg Equipment: EOSINT M 270 Building time: n. 85 h



47 Industrial applications Golf ball mould Conformal cooling Cooing channels follow the geometry of mould improved cooling Increase in productivity 20 %



48 Industrial applications Robot gripper Gripper lifts four ball bearings at time Traditional structure as several pneumatic components With AM one component, which acts as pneumatic gripper, is made

49 Industrial applications Robot gripper Traditional gripper AM gripper Weight: g 215 g Price: Height*: 87,5 mm 30 mm Spare part delivery 3 weeks 4 days Life time 10 M cycles 5 M cycles * From C-joint

50 Industrial applications Hydraulic bloc Combines two input channels to one output channel. Original design: Four holes drilled into solid block of material Front Drilled holes Blogged holes Top



51 Industrial applications Hydraulic bloc AM structure: Struts carry the mechanical loads FEM optimized structure carries the optimized flow channels
, SolidThinking Inspire (Altair), ntopology etc. Usually expensive software, however ntopology Element can be downloaded for free.")
52 Internal structure optimization Specialist software exist that allows internal structures of the 3D model to be optimized for AM manufacturing For example Within and Netfabb Selective Space Structures (Autodesk), SolidThinking Inspire (Altair), ntopology etc. Usually expensive software, however ntopology Element can be downloaded for free. - Weight bearing manifold - Structure optimized with Within and manufactured by PBF 52
 and computed tomography Repair of high value components and mobile applications Impact AM")
53 What can be expected Engineering & software Materials Machines Post processing Services Agile project management and Integration of AM software in process chain Amorphous metals and multimaterial combinations Multi laser concepts, process control, automation, new processes Micro machining process (MMP) and computed tomography Repair of high value components and mobile applications Impact AM part cost will drop significantly AM market will grow exponentially AM stock prices are approaching fair valuation 53
54 AM Costs

55 Case landing gear Main landing gear of the Italian aircraft P180 Avant II by Piaggio Aero Industries S.p.A. Atzeni & Salmi,

 General view of")
 Detail from side c) a) b) Atzeni")
56 Case landing gear support Re-designed to utilize potential provided by AM, unhanged pars with orange color a) General view of landing support b) Image from top c) Detail from side c) a) b) Atzeni & Salmi,
57 Cost with investment casting Atzeni & Salmi,

58 Cost with investment casting Atzeni & Salmi,
59 Cost with AM Atzeni & Salmi,
60 Cost with AM Atzeni & Salmi,

61 Total costs Rickenbacher et al

62 Case Teeth adjustment

63 Current technology Unaesthetic, bad for self consistence Uncomfortable and solid Requires constant follow up by orthodontics dentist Cost of treatment

64 Use of AM 64
65 AM orthodontics Started miljon tools made 2011 delivery of set Typically tools per patient Treatment plan months Production currently tools per day (24/7 with 85% efficiency) 65



66 Case Virgin Atlantic: monitor support

67 How to optimize weight Model 1: Cutting from solid billet Weight 0.8 kg Model 2: AM lattice structure Weight 0.31 kg Model 3: AM optimized Weight 0.37 kg 67



68 Lifecycle analysis Raw materials Production Delivery/ sales Consumer usage Disposal/ recycling Process Raw materials CO 2 Production CO 2 Delivery CO 2 Usage CO 2 Life-cycle CO 2 Cutting 100 kg 2 kg 5 kg kg kg AM Lattice 16 kg 5 kg 1 kg kg kg AM Optimum 18 kg 7 kg 2 kg kg kg Example with 90 Mkm travel in a long route 68


69 Lifetime CO 2 emission Model 1: Cutting from solid billet 100% Model 2: AM lattice structure 37% Model 3: AM optimized 46% 69
70 Costs Price of machined part $500 Price of AM part $2,500 Return of investment 2 years kg weight saving per piece $ savings on fuel consumption per annum $ savings on fuel consumption during the 30 years lifecycle of plane Product life cycle 5-7 years (estimate) Lifecycle savings $ $

71 Forecast: metal AM costs in euros/cm 3 Build speed 10 cm 3 /h 40 cm 3 /h 80 cm 3 /h Machine cost 500 k 700 k 800 k Share of monitoring 5% 2% 0% Machine utilization 86% 84% 81% Steel powder price 89 /kg 70 /kg 30 /kg Post-processing work 1.52 h/kg 1.05 h/kg 0.96 h/kg 71

72 Case study - Eliminating supports Renishaw wanted to design bottle opener which would be light, strong and impossible to made with other manufacturing methods. Source: Marc Saunders, Renishaw 72

73 Case study - Eliminating supports Second step included modifying the model so that it would support itself. Source: Marc Saunders, Renishaw 73

74 Case study - Eliminating supports Manufactured bottle openers. Source: Marc Saunders, Renishaw 74

75 Case Minimizing manifolds Manifold blocks are complex components where numerous pipes come together and intersect. Traditionally, manifold blocks are created by cross drilling from a solid metal block. Source: Marc Saunders, Renishaw 75

76 Case Minimizing manifolds One way to prevent clogging and make the flow slightly better is to use internal plugs. Source: Marc Saunders, Renishaw 76

77 Case Minimizing manifolds DfAM step 1- extract the essentials that are needed. Source: Marc Saunders, Renishaw 77

78 Case Minimizing manifolds DfAM step 2 - Optimize flow Source: Marc Saunders, Renishaw 78

79 Case Minimizing manifolds DfAM step 3 Define wall thicknesses and add supports Source: Marc Saunders, Renishaw 79

80 Case Minimizing manifolds Result : Flow and weight optimized part Original part made out of aluminum, optimized one out of stainless steel. Still 50 % weight savings. Source: Marc Saunders, Renishaw 80

81 Part consolidation Source: Marc Saunders, Renishaw 81

82 Manufacturing large parts, DED Repair of bearing surfaces of cam shaft 82

83 On-site repairing corrosion wear in turbine

84 On-site repairing corrosion wear in turbine

85 On-site repairing corrosion wear in turbine



86 Manufacturing large parts, DED 86

87 Thank you for your attention! Lappeenranta University of Technology Laser Processing Laboratory For more information: Contact person: Professor Antti Salminen Tel

88 88