Introduction to Kraft process - Black liquor and The black liquor recovery boiler
|
|
|
- Randolph Hood
- 5 years ago
- Views:
Transcription
1 Introduction to Kraft process - Black liquor and The black liquor recovery boiler
 Wood 155 C 900 kpa (Honghi Tran)")
2 Black liquor Kraft chemical pulping Fibers Fibers Lignin etc. + Pulping chemicals (Na 2 S, NaOH) Wood 155 C 900 kpa (Honghi Tran) Black liquor
3 t/d A 1000 t/d Kraft pulp mill produces 1500 t/d BL d.s Chemicals Wood Chemicals Dissolved Organics Black Liquor 500 Fibre Pulp 0 (Honghi Tran)
4 Composition (Honghi Tran) As-Fired Black Liquor Composition (750 liquor samples; All Wood Species) Typical Range Solids content, % HHV, MJ/kg C, wt% d.s H O Na S K Cl
5 Black liquor recovery boiler Recovery of chemicals and heat Wood Chemicals Water Chemical pulping Fibers Recovered chemicals Black liquor Organic matter Spent chemicals Water Heat Recovery processes Recovery Boiler Black liquor is burned

6 Black liquor droplet burning 800 C, 19% O 2




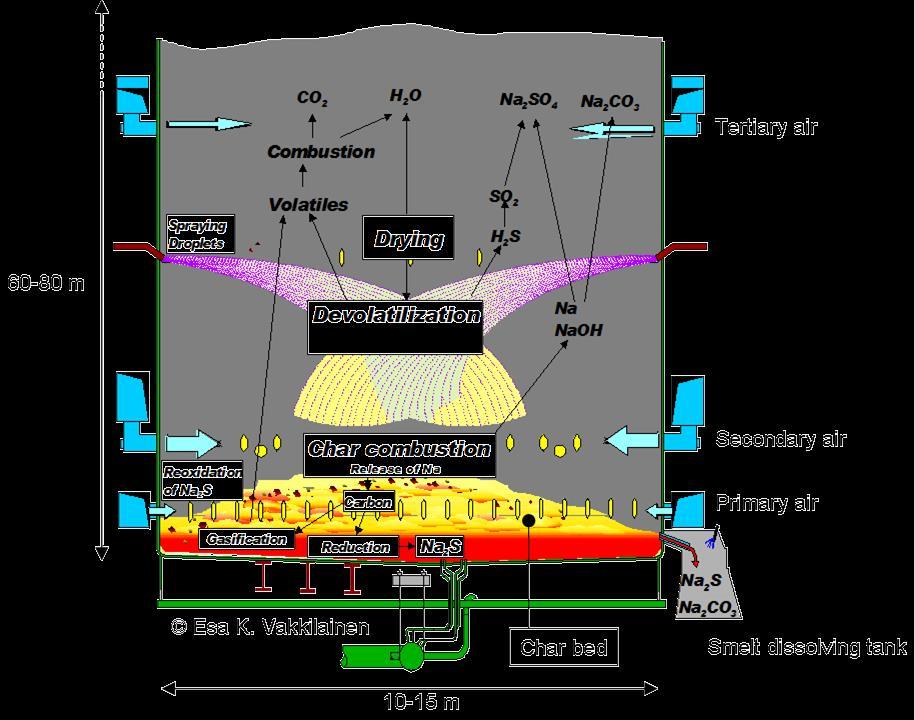
7 Black liquor combustion Drying Stages of combustion Devolatilization Char combustion Smelt bead Removal of water and combustion of organic matter Inorganics pulping chemicals
8 Chemicals recovery in the Kraft process Wood chips Black liquor 15% DS Na 2 CO 3 Na 2 SO 4 Evaporators Black liquor 75% DS Steam turbine Steam (Power) Process steam Flue gas Recovery boiler Pulp Digester White liquor NaOH Na 2 S CaCO 3 Lime kiln Causticizing CaO Na 2 CO 3 Na 2 SO 4 Green liquor Na 2 CO 3 Na 2 S Smelt Dissolver Na 2 CO 3 Na 2 S Water CaO + H 2 O Ca(OH) 2 Ca(OH) 2 + Na 2 CO 3 2NaOH + CaCO 3 (K Whitty)

9 Wood Yard Chip Handling Recovery Boiler Pulping area White Liquor Preparation BLStorage Evaporators Lime Kiln
10 85 m Black liquor recovery boiler

11 15 m First Tomlinson recovery boiler (1937)
 Modern Recovery")
12 85 m 15 m First Tomlinson Recovery Boiler (1937) Modern Recovery Boiler
13 Black liquor combustion in the recovery boiler Recovery of 1) Heat 2) Chemicals By 1) Oxidizing organic matter 2) Reducing Na 2 SO 4 to Na 2 S
14 Black liquor combustion in the recovery boiler Power & process steam Steam Superheaters Flue gas Air Black liquor Smelt



15 Black liquor combustion in the recovery boiler Black liquor spray In-flight combustion Kankkunen et al Char bed Material input by droplets Char bed burning

16 Black liquor spraying

17 Black liquor combustion in the recovery boiler Black liquor spraying (Miikkulainen and Kankkunen)



18 Nozzle Types Swirlcone Nozzle V-Type Nozzle Splash Plate Nozzle Beer Can Nozzle Typical Nozzle Gun Assembly (Rick Wessel)


 35 plate angle")
19 Splash Plate Nozzle Geometry Barrel Coupling Barrel Tilt Coupling Angle Splash Plate Angle Black Liquor Looking down on a splash plate nozzle (Rick Wessel) 35 plate angle 45 plate angle
 (Rick Wessel) Solids = 69%, EBP = 115 C Excess Temperature, T e = T - T")
20 Three Temperature Regimes Non-Flashing Transitional Flashing (Miikkulainen and Kankkunen) (Rick Wessel) Solids = 69%, EBP = 115 C Excess Temperature, T e = T - T EBP
21 Black Liquor Flashing Higher nozzle velocity due to expansion of steam bubbles Non-flashing Flashing (Rick Wessel)
 ( C) (Rick Wessel) Note: liquor mass flow rate, solids,")
22 Effect of Temperature on Drop Size D median 1/T ( F) ( C) (Rick Wessel) Note: liquor mass flow rate, solids, and nozzle diameter are fixed
23 Black liquor spraying droplet size distribution T excess 18 C 17 C 14 C
24 Black liquor spraying droplet size distribution T excess 18 C 17 C 14 C Mass flow 4.3 kg/s 5.3 kg/s 6.1 kg/s
25 Black liquor spraying droplet size distribution T excess 18 C 17 C 14 C Mass flow 4.3 kg/s 5.3 kg/s 6.1 kg/s
26 (Honghi Tran) Liquor spraying & Char bed burning tertiary Liquor spray secondary primary Droplets should deliver char carbon to bed Combustion air Smelt goal: Na 2 SO 4 (l) + 4C(s) Na 2 S(l) + 4CO(g) avoid: Na 2 S(l) + 2O 2 (g) Na 2 SO 4 (l) Avoid too wet droplets to bed - Bed temperature
27 Droplet burning

28 Droplet burning Drying Pyrolysis Char combustion Smelt bead

29 Effect of droplet size 10 mm Drying

30 Effect of droplet size 6 mm Drying Pyrolysis Char combustion

31 Effect of droplet size 2 mm
32 Effect of droplet size 0.5 mm

33 No swelling Effect of swelling 6 mm droplet 3.6 x



34 No swelling Effect of swelling 2 mm droplet 3.6 x
35 Fate of Droplets in a Recovery Boiler 1 4 (Hupa & Frederick) 1 Entrained - too small and/or too high swelling properties - Na 2 S Na 2 SO carry over deposits - 2 Reach bed as smelt - still too small and/or too high swelling properties - Na 2 SO 4 to bed - - no carbon to bed - 3 Reach bed while burning - optimium size of droplets and/or optimum swelling prop. - Na 2 S to char bed + - Carbon to char bed Reach bed wet - too large droplets and/or too small swelling properties - carbon to bed + - Na 2 S produced in bed + - H 2 O to char bed char bed temperture drops -
36 Char bed

37 Härkä Matti Reitti, 1975
38 Char bed

39 Video at 64 x normal speed Char bed
 + ½O 2 CO C(s) + CO 2 2CO C(s) + H 2 O CO + H 2 C(s) + ¼Na 2 SO 4 (l) CO +")
40 (Honghi Tran) Char bed burning tertiary Liquor spray secondary primary Combustion air Smelt Char-carbon oxidation C(s) + ½O 2 CO C(s) + CO 2 2CO C(s) + H 2 O CO + H 2 C(s) + ¼Na 2 SO 4 (l) CO + ¼Na 2 S(l)

")


41 Char bed burning O 2 CO 2 H 2 O SO 4 (g/s-m 2 ) Share of total carbon conversion 35% 17% 13% 35% Bergroth et al. 2004
42 Char bed size and shape - Goal: sufficient amount of char for sulfate reduction Avoid: too high bed/uncontrolled growth - Material balance: Input vs. Conversion - Controlled via changes in spraying and air delivery


43 Char bed size and shape Stable char bed burning important for stable operation of RB - Example: impact on steam production Stable bed Growing bed
44 liquor feed per wall ( liters/second ) Impact of bed operation on steam production 20 Process data on liquor spraying Liquor feed per wall (liters/second) Left Right Stable Date Growing
45 liquor feed per wall ( liters/second ) Liquor temperature ( C) Impact of bed operation on steam production Lower T bigger droplets more carbon to bed 20 Liquor temperature ( C) Left Right Stable Date Growing
46 Steam (kg/s) Steam (kg/s) Impact of bed operation on steam production Process data on steam production 135 Stable Bed 135 Growing Bed :00 10:00 12:00 14:00 16:00 18:00 Time Data - 1 Minute - 1 Hour :00 10:00 12:00 14:00 16:00 18:00 Time
47 Impact of bed operation on steam production

48 Power (MW) Impact of bed operation on steam production Heat to steam :00 16:00 17:00 18:00 Time of day Time during of day
49 Fouling Carryover Smelt from droplets carried up with flue gases Size mm range Fume (dust) Condensed vapors Size μm range Cleaning Soot blowing
50 Carryover Smelt from burning droplets carried up with combustion gases Overloaded boilers most suseptible because of large gas flow Composition slightly reduced in K and Cl If between above 15 wt-% molten - will stick

51 Fume Comprised of alkali salt vapors Condense as the gas cools Carried to heat transfer surfaces by thermal gradients Enriced in K and Cl when compared to BL Typically deposit in back end of boiler bank and beginning of economizers Problem if sinter significantly before removed by soot blowers T 0 key variable



52 Entrained BL char Particles From Black Liquor Burning 1 mm Intermediate Particles Fume Particles 1 mm 100 mm

53 Fume particles attached on a carry over particle 1 μm
54 REACTIONS OF S AND Na IN FLUE GASES (S/Na 2 = 0.8, hot lower furnace, low sulphidity) C H 2 S(g) SO 2 (g) Na 2 SO 4 (s) Na 2 CO 3 (s) ECONO- MIZER BOILER BANK SUPER HEATER TERT. AIR SO 2 (g) Na 2 SO 4 (l,s) O 2 (g) Na 2 CO 3 (l,s) CO 2 (g) LOWER FURNACE H 2 S (g) O 2 (g) 2NaOH(g)
55 REACTIONS OF S AND Na IN FLUE GASES (S/Na 2 = 1.5, cool lower furnace, high sulphidity) ECONO- MIZER BOILER BANK C H 2 S(g) SO 2 (g) SO 3 (g) NaHSO 4 (s) Na 2 SO 4 (s) Na 2 CO 3 (s) SO 3 (g) 2NaHSO 4 (l,s) H 2 O (g) SUPER HEATER TERT. AIR SO 2 (g) O 2 (g) Na 2 SO 4 (l,s) O 2 (g) Na 2 CO 3 (l,s) CO 2 (g) LOWER FURNACE H 2 S (g) O 2 (g) 2NaOH(g)
56 Composition of Recovery Boiler Fly Ash Carry over Burning BL droplets Size mm range Fume Released Na, K, S and Cl from burning BL droplets Evaporated Na, K, S and Cl from smelt bed Formed from gas phase Size μm range Na 2 CO 3 Cl, K, etc. Na 2 CO 3 Cl, K, etc. Na 2 SO 4 Na 2 S Na 2 SO 4
57 Acidic sulfates - NaHSO 4 Requires surplus of SO 2 in flue gases Partly molten already at o C Not stable above 450 o C Indications by ph measurements NaHSO 4 * Cl, K, etc. Na 2 SO 4
58 Types and locations of fouling Super Heaters -Carry over Boiler Bank & Economizer - Sintering of fume Economizer & ESP filter Acidic sulfates
59 Summary