ADDITIONAL ATTACHMENT LIST OF ANNEXURE
|
|
|
- Ariel Wright
- 5 years ago
- Views:
Transcription
1 ANNEXURE ADDITIONAL ATTACHMENT LIST OF ANNEXURE TITLE I. Copy of Environment Clearance (EC) of unit for distillery II. III. IV. Valid consent Copy (CTO/CC&A) Details of Production & Raw Material Consumption Details of Manufacturing Processes V. Details of Water Balance VI. VII. Emissions from Combustion of Fossil Fuels from Stationary or Mobile Sources Details of Solid & Hazardous Waste Generation during Operation
 OF UNIT FOR DISTILLERY")
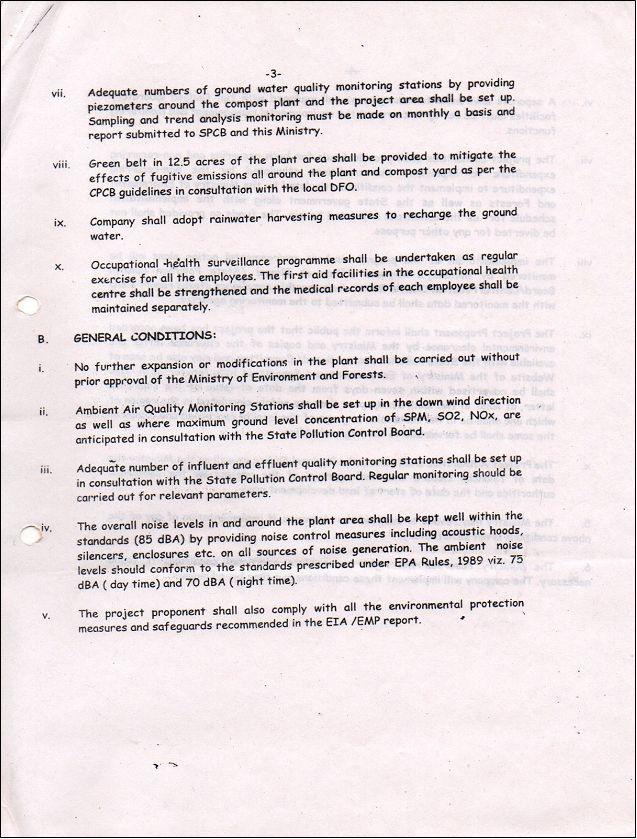
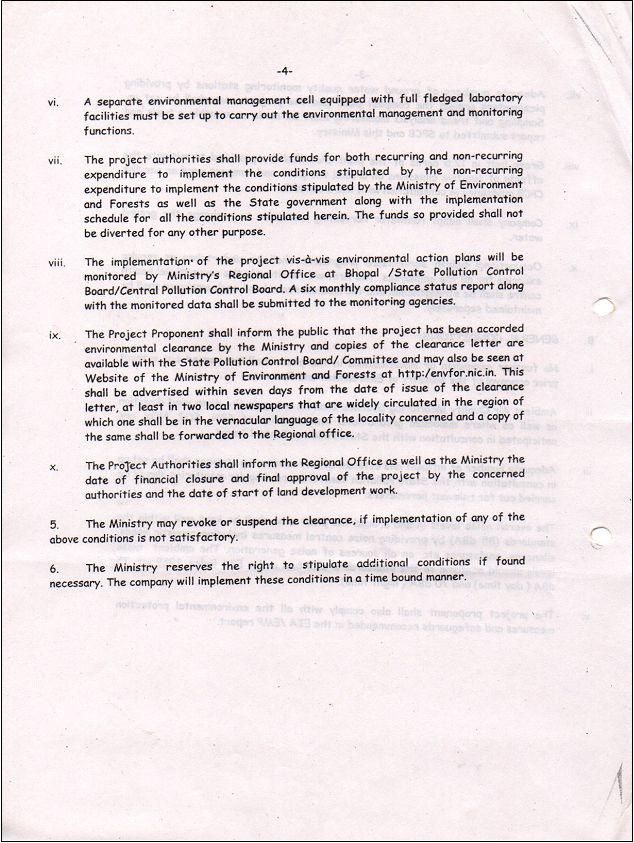
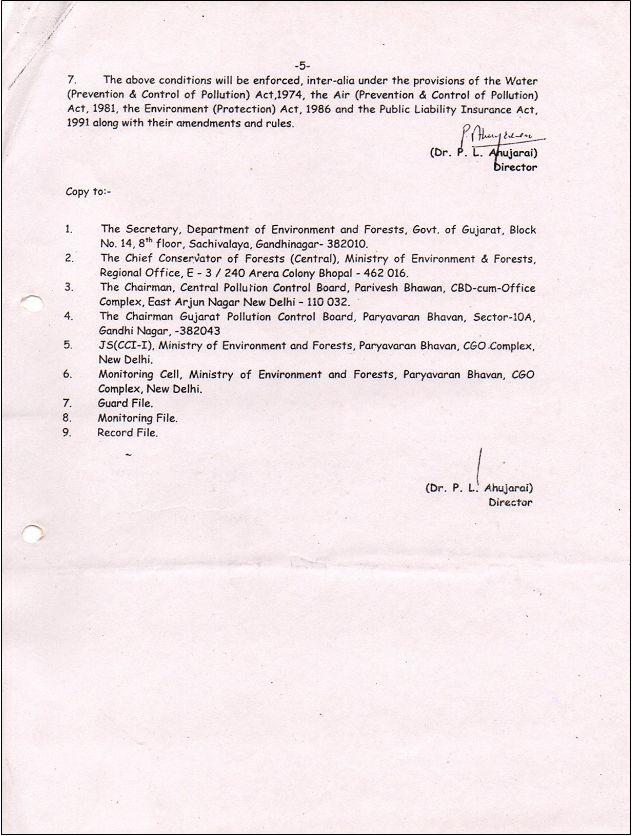
2 COPY OF ENVIRONMENT CLEARANCE (EC) OF UNIT FOR DISTILLERY ANNEXURE-I
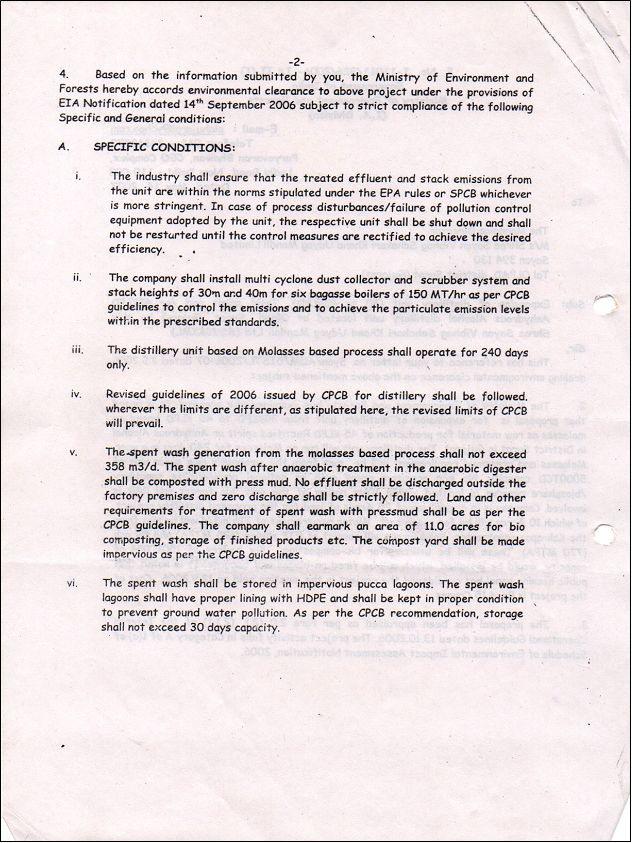
3 ANNEXURE-I (CONT )
4 ANNEXURE-I (CONT )
5 ANNEXURE-I (CONT )
6 ANNEXURE-I (CONT )
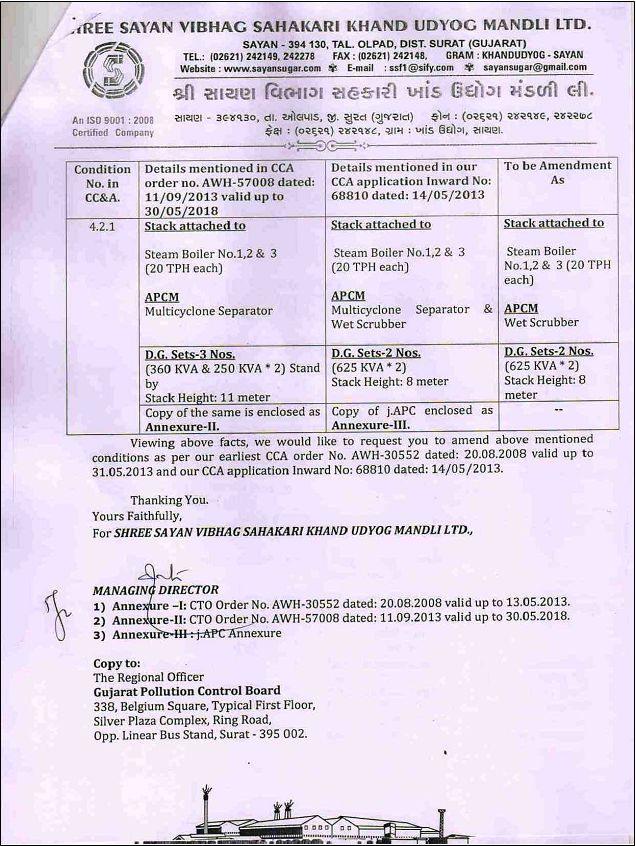
7 VALID CONSENT COPY (CTO/CC&A) ANNEXURE-II
8 ANNEXURE-II (CONT )
9 ANNEXURE-II (CONT )
10 ANNEXURE-II (CONT )
11 ANNEXURE-II (CONT )
12 ANNEXURE-II (CONT )

13 AMENDMENT LETTER FOR CTO/CC&A ANNEXURE-II (CONT )
14 ANNEXURE-II (CONT )
15 CTO/CC&A COPY ANNEXURE-II (CONT )
16 ANNEXURE-II (CONT )
17 ANNEXURE-II (CONT )
18 ANNEXURE-II (CONT )
19 ANNEXURE-II (CONT )
20 ANNEXURE-III DETAILS OF PRODUCTION & RAW MATERIAL CONSUMPTION List of Products and its capacity Sr. No. Name of Products Capacity per Month Existing Proposed Total 1. Crystal white sugar 19,500 MT 5700 MT 25,200 MT 2. Industrial alcohol/ Rectified spirit 1,350 KL -- 1,350 KL 3. Extra neutral alcohol/absolute alcohol/ Anhydrous alcohol 1,200 KL -- 1,200 KL 4. Bagasse based Captive Power Plant 9 MW -- 9 MW By Products 1. Molasses 7,500 MT 2,000 MT 9,500 MT 2. Bagasse 45,000 MT 20,000 MT 65,000 MT 3. Press mud 6,000 MT 3,000 MT 9,000 MT List of the raw materials and its consumption: Sr. No. Name of raw materials Capacity per Month Existing Proposed Total 1. Sugar cane 1,50,000 MT 60,000 MT 2,10,000 MT 2. Lime 250 MT 150 MT 400 MT 3. Sulphur 70 MT 60 MT 130 MT 4. Phosphoric acid 15 MT MT 5. Molasses 5,340 MT -- 5,340 MT 6. Turkey red oil/deformer 6 MT -- 6 MT 7. Rectified spirit 12,72,000 Lit -- 12,72,000 Lit 8. Potassium permanganate MT MT 9. Caustic soda MT -590 MT 10 MT
21 ANNEXURE-IV DETAILS OF MANUFACTURING PROCESSES Manufacturing Process of sugar: Matured cane according to plantation calendar is harvested from the fields, trashes, tops and roots and clean cane is transported to factory by means of trucks and bullock-carts. The cane is weighed and dumped on feeder tables by means of sling hoist cane unloader. At mill for maceration hot water of 75 0 C is applied to extract maximum amount of sugar cane juice(sugar) from the cane. The residual obtained after milling (Bagasse) is fed to boilers to generate the steam for running the different prime movers for milling and electrical power generation. The mixed juice obtained from mills is weighed and phosphoric acid is added to it. After addition of phosphoric acid mixed juice is healed to 75 0 C in multipass vertical tubular juice heaters where from it is sent to juice sulphitor where milk of lime and SO 2 gas is mixed in it and final ph is maintained to 7.0 (+ or - 0.2). Sulphited juice is heated to C (+ or - 2) and then sent to Dorr clarifier for settling to flock formed. The overflow of the Dorr Clarifier is clear juice and underflow is mud. The mud is filtered through vacuum filter, mud is disposed off or used as manure and the filtrate is recycled and mixed with the mixed juice for reprocessing. The clear juice obtained from Dorr Clarifier is concentrated to Bx. In vapour cell and multiple effect evaporators. The juice so concentrated i.e. Syrup is sent to Syrup Sulphitor where it is Sulphited with SO 2 and its Ph is brought down to 5.0 to 5.2. Thus, Sulphited syrup is sent to pan supply tank for further processing. A massectuite is boiled with syrup melt and A light, Dry seed footing is taken for A massecuite boiling in vacuum pans where sugar crystals are developed for bagging. A massecuite of 94 0 Bx. And purity is finally dropped in the crystallizers. From crystallizer, this A massecuite is sent to centrifugal machines where sugar crystals. A heavy molasses and A light molasses are separated, sugar is sent to graded through grass hoppers where sugar is separated in different grains, sizes S 30 & M 30 are bagged. Bags for domestic market and 50 Kg for export. A light & a heavy molasses is sent to pans storage tanks. A light is used in A massecuite and a heavy is used for boiling B massecuite Bx. and % purity. After purging B massecuite, B heavy molasses and B sugar is obtained. B sugar is melted and sent to pans and fed to A massecuite pans. B heavy molasses is sent to pan storage tanks and is used for boiling C massecuite of Bx. and % purity. C massecuite is purged in C fore workers where final molasses solution of 45 0 Bx. is used for lubrication, molasses obtained from C fore centrifugals is final molasses it is weighed and is stored in five steel molasses storage tanks. C fore cured sugar is affinated with C light molasses and sent to C after worker centrifugals where hot water is applied and C after sugar and C light molasses is obtained. C after sugar is melted and sent to pans for A massecuite boiling and C light molasses used for C fore magma and boiling C massecuite.

22 PROCESS FLOW DIAGRAM OF SUGAR UNIT: ANNEXURE-IV (CONT )
23 ANNEXURE-IV (CONT ) PROCESS DESCRIPTION OF DISTILLERY UNIT: Ethyl alcohol & denatured spirit is manufactured in distillery unit since Alcohol is basic raw material for various chemical industries. Alcohol is manufactured from molasses through process of (1) Fermentation: Alcohol is manufactured by fermentation of molasses. Molasses contains about 45% to 50% sugar. Molasses is diluted with water as per required concentration (above 20%) & filled in a tank known as Fermentor tank. Then alcohol generating bacteria (yeast) is added in to the Fermentor tank & allowed for fermentation. During this process sugar in molasses is converted in to alcohol. On completion of the process, it will be a mixture of alcohol & water, which is known as wash. C6H1206 2C2H5OH + 2CO2 (2) Distillation: Fermented wash contains about 5-7% of alcohol. The process for separation of alcohol from water is known as distillation. In this process, wash is boiled in specially designed column by way of steam. The boiling point of alcohol is lower than water. Then separated alcohol vapour is condensed in a tubular condenser & convened in to liquid form. The liquefied alcohol is cooled in an alcohol cooler & stored in a steel tank. This alcohol is the final product known as rectified spirit, which contains 95% ethyl alcohol. Denatured spirit: It is known as industrial alcohol/rectified spirit also. For the precaution & to avoid the misuse of alcohol, government has decided to add some chemicals such as benzene, acetone, pyridine, acetaldehyde etc. in certain proportion before sale of alcohol, but it cannot be separated from alcohol. Thus, the alcohol is mixed with chemicals is known as denatured spirit or denatured alcohol. (3) ABSOLUTE/POWER/ANHYDROUS ALCOHOL: (MOLECULAR SIEVE DEHYDRATION SYSTEM-REDISTILLATION) The salient features of the process are given herewith: Dehydration with Molecular Sieve Process The rectified spirit from the rectifier is superheated with steam in feed super-heater. Super-heated rectified spirit from feed super-heater is passed through molecular sieve unit. Generally, there are two sieve units. One is under adsorption while the other is under regeneration. Once the unit is saturated with the water, it is put to regeneration and second unit is put under adsorption process. The regeneration is also known as desorption process. Desorption is done by applying vacuum. The cycle time for adsorption and regeneration varies from 10 to 15 minutes. Dehydrated rectified spirit vapours are partly used to sweep away water from the sieve bed under regeneration. This gives a stream of diluted rectified spirit, which is sent to a recovery column/vaporizer.
24 ANNEXURE-IV (CONT ) The life of molecular sieve is claimed to be around 10 years. As the cycle period is very short, a fully automated system should be adopted for changing the configuration from adsorption to regeneration and vice versa. The valves used are totally leak proof at high temperature and pressure/vacuum conditions. The life of molecular sieve may be around ten years. However, the operating cost is considerably less than azeotropic distillation. EXTRA NETURAL ALCOHOL: % v/v alcohol is fed to DOC column for Re-distillation to remove impurity like Aldehyde Fuel Oil & Acetic Acid, which is in range of 100 PPM & above. No chemical reaction is involved in the process. Some chemical like KMnO 4 & caustic Soda is added in raw material (Approx 0.1 %) for Neutralize the product.
25 ANNEXURE-V DETAILS OF WATER BALANCE SR. NO. PARTICULARS EXISTING (KLD) PROPOSED (KLD) TOTAL (KLD) Total water requirement (2070 Fresh water condensate water of sugar cane crushed (A) Domestic (B) Industrial (B -I) Distillery plant (B -II) Sugar plant (a) Process (b) Boiler Cooling (c) Others (Humidification + Spray pond Make up) (d) Washing Total (B) Total (A + B) WATER CONSUMPTION AND WASTE WATER GENERATION SR. NO. PARTICULARS EXISTING (KLD) PROPOSED (KLD) TOTAL (KLD) (A) Domestic (B) Industrial (B -I) Distillery plant (B -II) Sugar plant (a) Process (b) Boiler Cooling (c) Others (Humidification + Spray pond Make up) (d) Washing Total (B) Total (A + B)
26 ANNEXURE-VI EMISSIONS FROM COMBUSTION OF FOSSIL FUELS FROM STATIONARY OR MOBILE SOURCES FLUE GAS EMISSION SR. NO. STACK ATTACHED TO EXISTING SCENARIO FUEL USED 1. Steam Boiler No.: 1, 2 & 3* 2. (20 TPH each) Steam Boiler No.: 4 Bagasse (50 MT/hr) (40 TPH) 3. Steam Boiler No.: 5 (40 TPH) 4. Steam Boiler No.: 6 (10 TPH) 5. D. G. Set- (625 KVA 02 Nos. (Stand by) Bagasse (20 MT/hr) + Methane gas (500 m3/hr) Furnace oil (290 lit/hr) & Methane gas (500 m3/hr) Diesel 160 lit/hr AFTER MODERNIZATION OVERALL SCENARIO 1. Steam Boiler No.: 1, & 2 (20 TPH each) 2. Steam Boiler No.: 3* 20 TPH each 3. Steam Boiler No.: 4 (40 TPH) 4. Steam Boiler No.: 5 (40 TPH) 5. Steam Boiler No.: 6 (10 TPH) 6. D. G. Set- (625 KVA 02 Nos. (Stand by) Bagasse (20 MT/hr) Bagasse (10 MT/hr) Bagasse (20 MT/hr) Bagasse (20 MT/hr) + Methane gas (500 m3/hr) Furnace oil (290 lit/hr) & Methane gas (500 m3/hr) Diesel 160 lit/hr STACK HEIGHT 30 meter 40 meter 40 meter 30 meter 8 meter 30 meter 30 meter 40 meter 40 meter 30 meter 8 meter POLLUTION CONTROL SYSTEM Multicyclone Separator# & Wet Scrubber Wet Scrubber Wet Scrubber -- Acoustic Enclosure Wet Scrubber# Wet Scrubber* Wet Scrubber Wet Scrubber -- Acoustic Enclosure FINAL CONCENTRATION SPM 150 mg/nm 3 SO ppm NO X 50 ppm SPM 150 mg/nm 3 SO ppm NOX 50 ppm SPM 150 mg/nm 3 SO ppm NOX 50 ppm SPM 150 mg/nm 3 SO ppm NOX 50 ppm SPM 150 mg/nm 3 SO ppm NOX 50 ppm SPM 150 mg/nm 3 SO ppm NO X 50 ppm SPM 150 mg/nm 3 SO ppm NO X 50 ppm SPM 150 mg/nm 3 SO ppm NOX 50 ppm SPM 150 mg/nm 3 SO ppm NOX 50 ppm SPM 150 mg/nm 3 SO ppm NOX 50 ppm SPM 150 mg/nm 3 SO ppm NOX 50 ppm
27 Note: * After modernization, Steam Boiler No.3 is separated from common stack attached to existing steam boiler No. 1,2 & 3 and also provided new wet scrubber as proposed APCM. # Multi-cyclone Separator is removed from existing scenario and wet scrubber is operated as common APCM attached to Steam Boiler No.: 1, & 2 only There is no any change in existing Steam Boiler No. 4, 5, 6 and D.G.Sets (2 Nos.) PROCESS GAS EMISSION There is no process gas emission from existing and after modernization of Sugar mill.
28 ANNEXURE-VII DETAILS OF SOLID & HAZARDOUS WASTE GENERATION DURING OPERATION The sources of solid /Hazardous wastes, generation and its management are as given in the following table. Sr. No Solid/Hazardous Waste 1. Used oil 2. Discarded Container/ Linears/Drums 3. ETP sludge Quantity Existing Proposed Total MT/Year MT/Year 1800 MT/Year 4. Fly Ash MT/Year MT/Year MT/Year 7 MT/Year 1800 MT/Year 4000 MT/Year Category (SCH-I) Management & Disposal Method Collection, storage, transportation & reuse/disposal by selling to registered re-refiners. Collection, storage, decontamination, transportation and disposal by selling to authorized recyclers. ETP sludge is used as manure within factory premises. Collection, storage and mixed with ETP sludge and used as filter material for biocomposting and selling to brick manufacturers.