Promoting energy efficiency in industries: technologies and case-studies
|
|
|
- Brenda Small
- 5 years ago
- Views:
Transcription
1 Promoting energy efficiency in industries: technologies and case-studies CTCN Regional Forum for NDEs Prosanto Pal TERI, New Delhi UNCC, Bangkok 11-13th July 2016
2 Why energy efficiency Improving energy efficiency is the cheapest, most effective and least politically controversial way of achieving sustainable energy consumption in the future Improving energy efficiency is the most important means to mitigating climate change According to the IEA (International Energy Agency), improving energy efficiency must account for more than 50% of the measures needed to win the battle against global warming Option Payback, years Solar Wind power Energy efficient equipment 2-5


3 Process technologies Melting/heating Drying Evaporation Distillation Adoption of energy-efficient options Cross-cutting technologies Pumps Fans Compressors Air conditioning/ refrigeration Drive motors Fuel switch options Natural gas Biomass Recycling and use of secondary materials


 EE")

4 Common types of response plans and implementation support Awareness creation/capacity building/knowledge sharing Performance assessments for identification of potential energy efficiency options Incubating (developing & demonstrating) EE technologies (for SMEs) Technical assistance during implementation of recommendations Financial linkages (bankable DPRs)

")

5 Areas and Levels of energy efficiency improvement Level 1 Good housekeeping measures Level 2 Retrofits and revamps Level 3 New plant or process designs Area 1 Plant auxiliaries Reduce leaks (air, steam etc) Install variable speed drive Install new equipment Area 2 Process Furnace operation Install WHR Install new furnace
6 Energy audits First step in identifying energy efficiency improvements Involves technical and economic study of major potential areas/ applications for saving energy in an industry Actual plant measurements/data are taken wherever possible Inadequate plant instrumentation and inaccessibility for measurement may be a challenge
7 Level 1: Good housekeeping measures

8 Damper adjustment 1 tph natural gas fired boiler Before: O 2 level 9.2% Dry flue gas losses 4.03% After: O 2 level 3% Dry flue gas losses 2.6% Annual NG savings 2252 SCM Payback period 2 months


9 Plug compressed air leakages Before 17% compressed air leaking observed out of 260 cfm generation After Leakage was plugged to minimize the losses Energy saving 7%


10 Reduce bends in compressed air network Before Multiple bends were observed in compressed air network After Network piping was modified to reduce bends Energy saving 3%
11 Level 2: Retrofits and revamps




12 Reheating Furnaces in steel rerolling mills in Indonesia Technology - pusher hearth type furnace Fuel used: Natural Gas Accounts for 85% of total energy consumption Efficiency of furnace is 49.6% Primarily reasons for poor efficiency Poor automation and control system High dry flue gas losses Poor insulation and damaged refractory Poor loading


13 EE technologies Automation and control system to improve Air to fuel ratio in reheating furnace Avoid the heat losses from combustion air supply Improve thermal insulation of furnace Optimization of furnace zones and billet temperature


14 Support during implementation: Ceramic module for relining Before 9.5% loss was observed in brick lined gas-fired shell baking furnace After A layer of ceramic module was retrofitted to bring losses down to 2.4% Energy saving 7%


15 Change of burner change Before CO level PPM Dry flue gas losses 18.5% After CO level 0 PPM Dry flue gas losses 5.1% Simple payback period 1 year


16 Replacement of oil fired boiler with same fuel Before Efficiency 58% After Efficiency 85% Payback period 3 years



17 Replace inefficient compressor with efficient ones Before Two belt-driven piston-type air compressor to meet compressed air demand After Replaced with a screw compressor with variable frequency drive Energy saving 26%


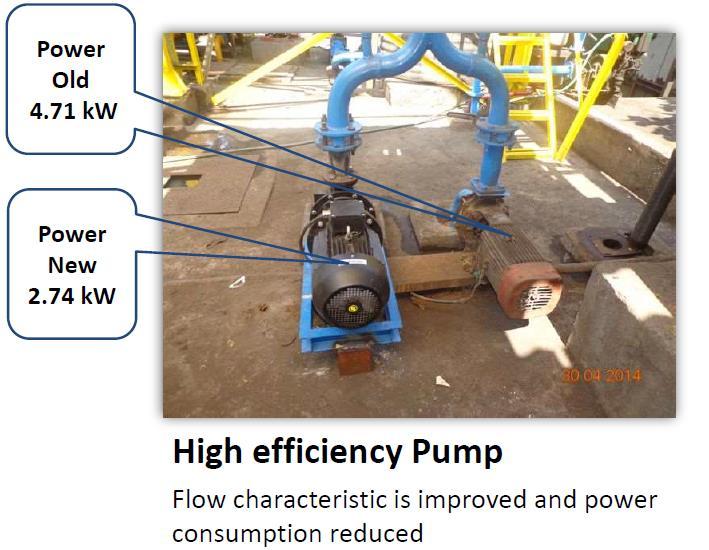
18 Replace old pumps by energy efficient pumps 18
19 Level 3: New plant/process designs




20 Energy efficient glass furnace with WHR for SMEs in India


21 Power generation from Waste Heat in FeSi plant in Bhutan Submerged Electric Arc Furnace 18 MVA Parameters Unit Values Flue gas exhaust temperature - at hood 0 C 460 Flue gas flow rate kg/hr 87,342 Waste heat energy available kcal/hr 8,638,168 Power generation potential MW 3.3 Payback years 3
22