BRIAN WENDT Environmental Specialist Epcon Industrial Systems, LP January 29, 2015
|
|
|
- Douglas Ferguson
- 5 years ago
- Views:
Transcription



1 BRIAN WENDT Environmental Specialist Epcon Industrial Systems, LP January 29, 2015

2 Process Analysis - Operating Temperatures - Flow Rates - VOC Content Cost Analysis - Operating Cost - Fuel Savings Future Operation of the Plant - Equipment Integration / Heat Recovery - Longevity - Future Regulatory Landscape
3 ADVANTAGES Ideal for Low VOC (RTO)s are designed to be highly energy efficient systems that achieve high levels of VOC destruction in industrial process exhausts. They do this by capturing heat from an outgoing air stream to preheat incoming air. This has the effect of reducing operating costs. Concentrations Suitable for Processes Requiring 24-Hr Operation DRE in excess of 99% Thermal Efficiency up to 97%
4 Customer Wanted To Take A Flare Slip Stream To Reduce Overall Plant Emissions VOC Loading Range: mmbtuh System Design For 60,000 SCFM Dilution Air Process Stream Was Inerted With N 2 Used Dilution Air To Maintain <25% LEL DRE Required : 99.5% Operating Temperature: F Residence Time: 1.5 Seconds


5


6
7 To allow for plant expansion, a thermal oxidizer was required to be installed as an additional flare would not meet the allowable permit requirements.
8 Customer evaluated sending a tanker truck cleaning operation to the existing flare System Design For 5,000 SCFM Dilution Air Used Dilution Air To Maintain <20% LEL DRE Required: 98% DRE Achieved: 99% Operating Temperature: 1500 F Residence Time: 1.5 Seconds

9
10 The heel of the truck was still sent to the existing flare. Cleaning of the truck took place after the heel of the truck was removed & the truck was not inerted, the VOC vapor contained a significant amount of air. In order to send this process stream to the existing flare, the trucks would have to be inerted or use a tremendous amount of assist gas. This made it cost prohibitive and led to the installation of a RTO.

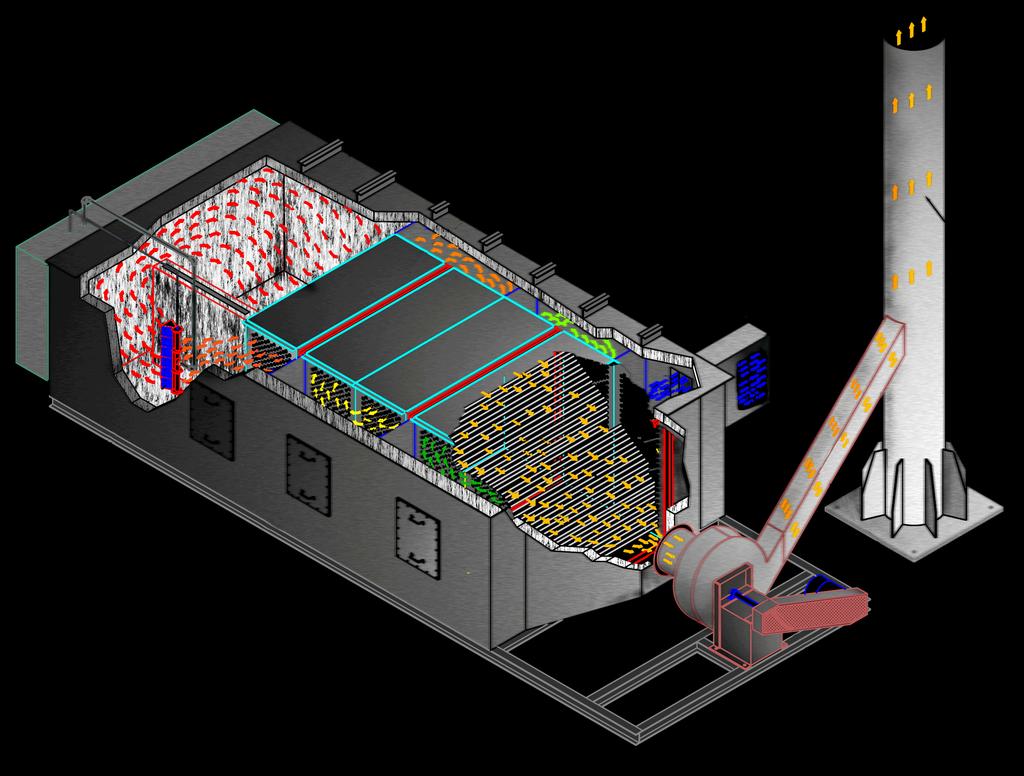
11 ADVANTAGES Consists of a combustion chamber with one or multiple shell and tube heat exchangers. The high levels of destruction efficiency are achieved by the design of the system giving equal importance to three oxidation parameters: 1.Temperature 2.Residence Time 3.Turbulence Ideal for Moderate VOC Concentrations Suitable for Secondary Heat Recovery DRE in excess of 99.99% Thermal Efficiency up to 80%

12

13 Customer was sending the process stream to an open pit flare System Size: 15,000 SCFM Process Flow: 2,000 SCFM Required VOC DRE: 98% Required H 2 S DRE :98% Achieved VOC DRE : 99.99% Achieved H 2 S DRE : 99.61% Operating Temperature: 1425 F Residence Time: 1.0 Second



14
15 To allow for future plant expansion projects, this process stream was evaluated by the customer s independent consultant. Recommendation from the consultant was to route this process stream from the pit flare to a thermal oxidizer to verify compliance of 98% DRE of VOCs & H 2 S. Once the stack testing was completed and exceeded the requirements, this data was used for other plant expansion projects

16 Customer was considering sending the process stream to an open flare System Size: 1,000 SCFM Process Flow: 385 SCFM Process Contained 96% CO 2 & 4% VOCs Required VOC DRE: 99% Achieved VOC DRE: 99.4% Operating Temperature: 1500 F Residence Time: 1.0 Second


17
18 Once the final process and environmental evaluation was completed, the calculated emission limits from a open flare exceed the plant permit requirements for VOC & H 2 S. With the installation of the oxidizer, the stack emissions could be measured.
19 ADVANTAGES The simplest systems and consists of a combustion chamber with no heat recovery system. Afterburners are ideal solutions for high solvent loading and fluctuating operating conditions. Operating temperatures range from 1250 F to 1800 F, and gas residence times are typically 1 second or more. High DRE 99.99%+ Lowest Capital Cost Low Installation & Maintenance Cost Effective for High VOC Concentrations

20 Customer was sending the process stream to an open flare System Size: 3,000 SCFM Process Flow: 400 SCFM Process Was Inerted With N 2 Required VOC DRE: 98% Achieved VOC DRE: 99.3% Required H 2 S DRE:98% Achieved H 2 S DRE : 99.89% Achieved SO 2 Removal : 99% Operating Temperature: 1425 F


21


22
23 When H 2 S gas is oxidized, it is converted to SO 2. An open flare cannot have SO 2 abatement. To maintain plant permit levels, an oxidizer was used to destroy the VOCs and convert H 2 S gas to SO 2 and then scrubbed was caustic solution to neutralize the acid gas.
24 Customer was sending the process to an open flare System Size: 5,000 SCFM Process Flow: SCFM Process was N 2 blanketed with 440 lbs/hr VOCs Process was Direct Injected Required VOC DRE: >99.0% Achieved VOC DRE: % Operating Temperature: 1650 F Residence Time: 1.5 Seconds

25
26 To verify compliance with the permit requirements of >99% DRE, a thermal oxidizer was installed. This could not be achieved by using an open flare. To minimize fuel consumption a VFD was used to control the amount of dilution air based on a temperature control loop.
27 Reduce operational time of the oxidizer Reduce up-front capital costs (smaller designed oxidizer) Reduce/remove assist gas usage Reduce potential for overloading the thermal oxidizer Reduce the chances for vapor release or reportable event due to oxidizer failure Extra time for planned maintenance Reliable, predictable vapor concentrations to the oxidizer


28
29
30
31
32
33

34 Customer was sending the process from storage tanks to an open flare. Tanks were fixed head & not inerted. System Size: 1,500 SCFM Process Flow: SCFM Process Was Diluted To Maintain <49% LEL Required VOC DRE: 98.0% Achieved VOC DRE: 99.0% Bladder Tank Was Used For Vapor Collection


35
36 The cost of inerting the fixed head tanks was cost prohibitive. Since the tanks contained air, the process could be further diluted to maintain a safe LEL. To maintain low fuel consumption a VFD controlled the amount of dilution air to maintain < 49% LEL.
37 System Size: 12,000 SCFM Process Flow: SCFM Process was diluted to maintain <49% LEL & Control Process Exotherm Required VOC DRE: 99.9% Achieved VOC DRE : Under construction Bladder tank will be used for vapor collection Tanks will be fixed head & not inerted Bladder tank allows tank breathing to be collected over the weekend without oxidizer in operation and has been sized for four hour additional capacity during full operation in case of any oxidizer downtime Design Is For 16 Hrs/Day Plant Operation With Only Requiring The Oxidizer To Run 12 hrs/day (Summer)
38 For environmental compliance and public perception, an open flare was not selected. Amount of assist gas required for a flare would be significantly higher than the oxidizer.

39 BRIAN WENDT Environmental Specialist Epcon Industrial Systems, LP