Dr. Randy West, P.E. Director
|
|
|
- Britney Jenkins
- 5 years ago
- Views:
Transcription



1 Dr. Randy West, P.E. Director 1






2 2
3 Production & Placement of WMA Same plants, may be modified in many cases Same hauling and laydown equipment Same compaction equipment 3
4 Differences with WMA Production Addition of the WMA additive or foaming the binder Setting the production temperature 4 4

5 Astec Double Barrel Green Foaming System One pound of water per ton of mix, or about two percent of the asphalt flow rate. This is 0.05% moisture in the mix. 5



6 Foaming Warm Mix Process Warm Hot Mix Production Click to Start Warm Mix Counterflow Drum Existing AC Pump Expansion Chamber Water Tank Water Pump Existing AC pipe Foam Injection pipe running along side existing AC pipe 6
7 Gencor Ultrafoam 7
8 Chemical Additives May be added at the asphalt terminal or added at the plant Dosage rates depend on the selected additive 8
9 Plant Addition of Aspha min Aspha-min powder 9
10 Plant Addition of Sasobit 10
11 Setting the WMA Production Temperature Based on mix design, project circumstances, and WMA type Start production at normal HMA temperatures, then decrease the temperature to the WMA target temp

12 Energy Savings with WMA Fuel savings for WMA is proportional to the temperature reduction. Most contractors report burner fuel usage decrease of about 10 to 15%. Savings will range from $0.10 to $0.80 per ton depending on fuel type and temperature decrease. 12



13 Reduced Emissions with WMA Much less visible smoke at load out Much less odors that may offend neighbors 13




14 Reducing GHG Emissions 70 Fuel Usage Vs. CO 2 Reduction in CO 2 Emission, % Line of Equality WMA D Literature NCHRP 9 47A Reduction in Fuel Usage, % 14
15 Plant Concerns with WMA Plant burners may not be properly tuned even for normal HMA production Incomplete fuel combustion leads to: Poor fuel efficiency Fuel contamination of the mix (liquid fuels) Stack emission problems (CO and THC) Potential for a baghouse fire 15

16 WMA Production Concerns Amperage on motors for drag slat conveyors, coaters, etc. Incomplete coating of aggregate 16


17 Plant Concerns with WMA Condensation in the baghouse could cause: Mudding of the bags Increase draw on exhaust fan motor Formation of corrosive acids with gases from high sulfur fuels H 2 SO 4 Keep exhaust gas temperature above the dew point Warm Mix Asphalt 17



18 Combining WMA & RAP Superheating solves baghouse problem without plant modification or efficiency loss Superheating assures virgin aggregates are dried Provides the greatest economic and environmental benefit 18
19 Combining WMA and RAP WMA technologies can improve the ability to properly coat aggregates and RAP during production Lower production temperatures will reduce plant aging of binders which may allow for increased use of RAP without grade bumping 19 19
20 Other Concerns with WMA Activation/melting of RAP or RAS binder at lower temperatures Additional expense One more material/process to control 20



21 21


22 Example Paving Temperature Decrease Hot Mix 314 F Aspha-min Mix 254 F pcf pcf 22



23 Better Work Environment Pictures from paving in Yellowstone National Park, August 2007 HMA WMA Studies to quantify fumes have shown that WMA: Reduces Total Organic Material > 90% Drops Benzene Soluble Matter below detectible limits 23
 Layer Thickness Air")

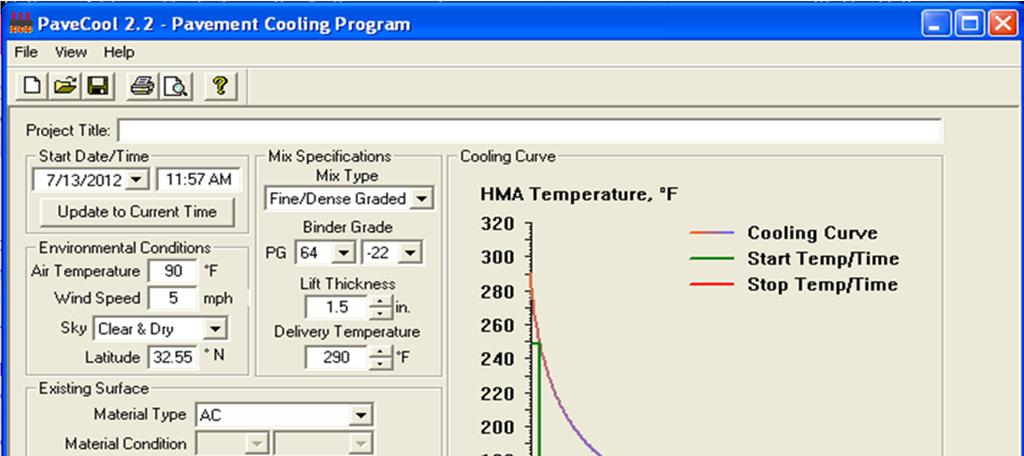
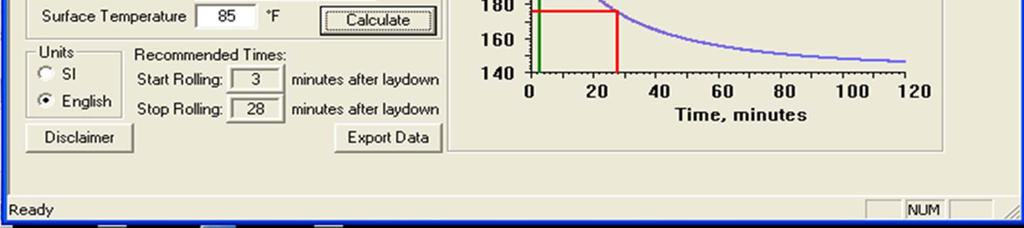
24 Time Available for Compaction (Rate of Cooling Factors) Layer Thickness Air Temperature Base Temperature Mix Laydown Temperature Wind Velocity Solar Flux Pavecool.lnk 24
25 25


26 Cool/Cold Weather Paving Several example projects using WMA to pave in near freezing temperatures have been reported in trade literature. Long Haul Distances Several cases have used WMA for extreme hauls to keep mix workable with good success. 26
27 Overlaying a Crack Sealed Pavement Overlaying pavements with joint/crack sealant causes moisture trapped in & beneath sealant to expand Expansion causes bumps in overlay that do not roll out, results in poor ride and density WMA has been used to solve this problem 27

28 Improved Compactability Compaction of asphalt mixtures to specified density criteria is one of the most important aspects of quality construction that affects the long term performance of the pavement. 28


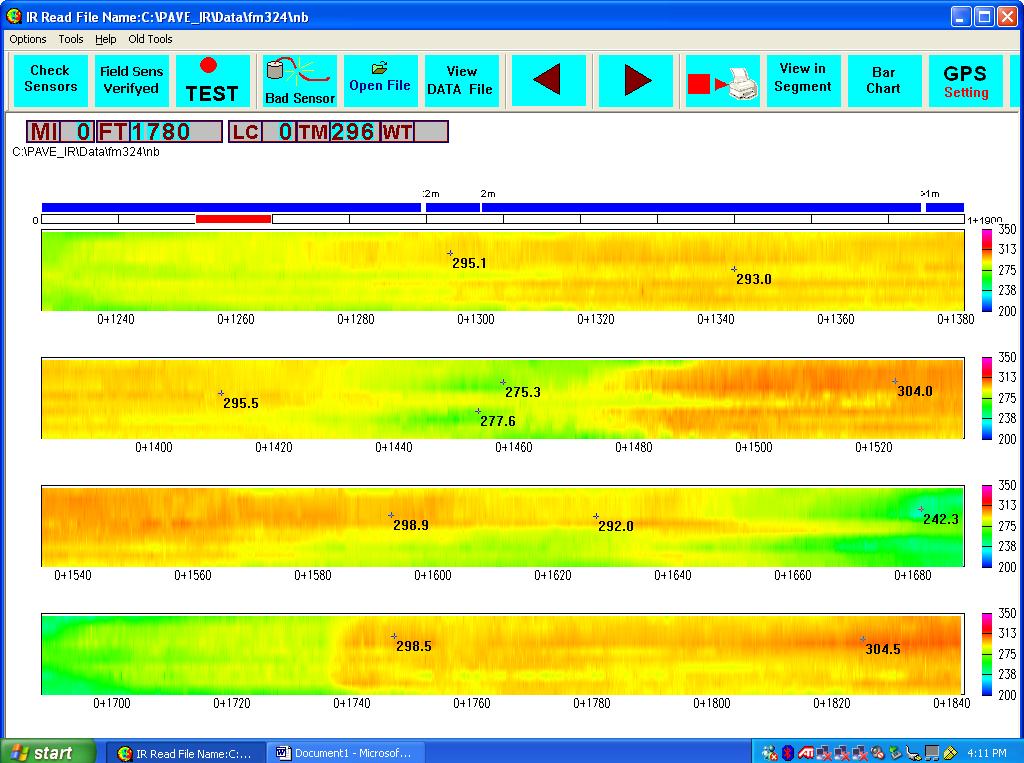
29 Better Temperature Uniformity The key is getting density and getting it uniformly Pave-IR real-time thermal imaging system 29
30 30

31 31

32 WMA is not a cure for bad construction practices! 32

33 Economics of WMA What are the costs and savings of WMA? 33


34 Costs of WMA Water Injection systems cost from $30k to $100k. Example: $50k installed cost, 150,000 tons/yr., 5 year depreciation, then foamed WMA increases cost about 7ȼ/ton. If only 1/3 of production is WMA, then added cost is 21ȼ/ton. Popular WMA additives are reported to increase cost by $2 $3/ton of mix. Additional mix design costs 34
35 Potential WMA Density Benefit Some contractors use WMA primarily for a density benefit. Data from NCHRP 9 47A indicates WMA test sections have only an average density 0.17% higher than companion HMA sections. In a typical PWL specification, even that small improvement can impact the density pay factor and translate to a benefit of up to $1 per ton. 35
36 Summary of Potential Economic Benefits w/ WMA Energy savings Improved density? higher pay Improved smoothness? higher pay Increased RAP contents? Eliminate other mix additives? Liquid anti strip agents Odor scavengers/masking agents Fibers for drain down? Longer hauls/extended paving season 36
37 37