Use of Micro/Nanofibrillated cellulose in the development of paper based barrier materials
|
|
|
- Amberlynn McBride
- 5 years ago
- Views:
Transcription






1 Use of Micro/Nanofibrillated cellulose in the development of paper based barrier materials Céline Guézénnec, Florence Girard, Alain Dufresne, David Guérin CEPI Paper week - November 13 th, 2012 Brussels


2 Introduction Packaging materials Combination of paper&board materials with petroleum based polymers Drawbacks: Poor recyclability, environmental impact Use of materials derived from renewable resources: Micro and nano fibrillated cellulose (M/NFC) Development of barrier packaging board using M/NFC Water resistant layer Gas barrier layer, Grease resistance Base board Printing layer 2



3 Packaging board manufacture By combination of two layers Layer 1: Oxygen and grease barrier M/NFC suspension Low solids 2% High viscosity PVOH Excellent oxygen barrier properties Good grease resistance But water sensitive Layer 2: Water resistant Commercial barrier latex Base board Printing layer Gas barrier layer Grease resistance Water resistant layer 3


4 Production of M/NFC Paper pulp Pre-refining Enzymatic treatment TEMPO treatment Post-refining GEA homogenizer M/NFC-CTP M/NFC-TE/CTP 4

5 Preparation of coating colour To reach the highest possible solid content Solubilisation of PVOH matrix directly in M/NFC suspension PVOH powder + M/NFC suspension Heating 95 C Stirring Coating colour Solids > 14% Viscosity < 1200 mpa.s M/NFC grades M/NFC-CTP M/NFC-TE-CTP M/NFC ratios 5 pph 10 pph 5

6 Pilot trials Coating: SoftTip blade Drying: electric IR + Forced hot air Speed: 70 m/min Layer PVOH/MFC Base board Passes 15 pass pph 2 passes Coat weight 105 pph g/m 2 20 g/m 2 Ensocoat 182 g/m 2 6



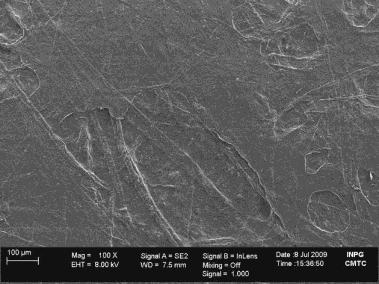
7 Coverage of coated boards Drying behaviour SEM photo of PVOH and PVOH/MFC coated board Base board PVOH M/NFC-CTP 5p PVOH 500 µm Great improvement of runnability and productivity with the use of M/NFC Appropriate drying strategy very hard to find with PVOH: Blistering Improvement of the layer drying with PVOH/MFC: Blistering reduction 7

8 Barrier properties of coated boards Oil and grease resistance Cobb index 24H with coloured peanut oil Base board M/NFC-CTP 5p - 10g/m 2 Cobb index: 200 g/m 2 Cobb index: 2 g/m 2 8
9 Layer solubility (%) Cobb* 60s (g/m²) Barrier properties of coated boards Water resistance Specific Cobb60 measurement due to layer solubility Calculation of the Cobb* index taking into account the solubility of the layer 25% 20% % 20 10% % 5 0% 5p 10p 5p PVOH M/NFC-CTP M/NFC-TE/CTP 0 Base board 5p 10p 5p PVOH M/NFC-CTP M/NFC-TE/CTP 1 pass 9
10 Barrier properties of coated boards Water vapour transmission rate 38 C-90% RH p 10p 5p 5p 10p PVOH M/NFC-CTP M/NFC- TE/CTP M/NFC-CTP Base board 10 g/m² - 1 pass 20 g/m² - 2 passes 10
11 WVTR 23 C / 50%HR (g/m².day) Barrier properties of coated boards Water vapour transmission rate 23 C-50% RH p 10p 5p 5p 10p PVOH M/NFC-CTP M/NFC- TE/CTP M/NFC-CTP Base board 10 g/m² - 1 pass 20 g/m² - 2 passes 11
12 OTR 23 C 0% RH (cm 3 /m 2.day) Barrier properties of coated boards Oxygen transmission rate 23 C-0% RH p 10p 5p PVOH M/NFC-CTP M/NFC-TE/CTP Base board 10g/m² - 1 pass 12
13 Conclusions Layer 1 Successful upscaling of PVOH/MFC layer coating High viscosity Low solids Improvement of the layer drying with the use of M/NFC Improvement of runnability and productivity Good barrier properties of samples produced at pilot scale M/NFC-CTP 5p 10g/m 2 selected for the demonstrator M/NFC-TE/CTP lower water resistance No improvement of properties with 10 pph of M/NFC 13
14 Improvement of water resistance Top coating of commercial barrier latex Water resistant layer Gas barrier layer, Grease resistance Base board Printing layer SoftTip blade 5-7 g/m 2 deposition onto the barrier layer (NFC-CTP 5p/10g/m 2 ) 14
15 Cobb index 60s (g/m 2 ) WVTR 38 C / 90%HR (g/m².day) Barrier properties of top coated boards Water resistance & WVTR at 38 C-90% RH Top coat Top coat 0 Top coat Top coat Base board M/NFC-CTP 5p / 10 g/m² Base board M/NFC-CTP 5p / 10 g/m² Improvement of the water resistance after top coating 15
16 Conclusions Development of a barrier packaging board Production of samples at pilot scale Improvement of runnability and productivity with the introduction of M/NFC in PVOH layers Good barrier properties of the demonstrator Barrier properties Grease resistance (Oil Cobb index 24H) Cobb index 60s Cobb index 1800s WVTR at 23 C-50% RH WVTR at 38 C-90% RH OTR at 23 C-0%RH Final demonstrator 2 g/m 2 1 g/m g/m g/m 2. day 250 g/m 2. day 5 cm 3 /m 2. day 16
17 OTR 23 C 0%RH (cm 3.µm/m 2.day.bar) Conclusions Comparison with existing materials Board PEBD PEHD PP PVDC PVC PET PA6 PA MXD6 Final demonstrator EVOH PVOH/NFC coated boards Cellophane 10 PVOH WVTR 38 C 90%RH (g.µm/m 2.day) 17
18 Thank for your attention The research leading to these results has received funding from the European Community s 7th Frame Work Programme under grant agreement no