North America: Present and Future. Resource Recovery from WW in. Wastewater as a Resource: Focus on the Bay. Senior Consultant: Ecolab & Coskata
|
|
|
- Sophie Hopkins
- 5 years ago
- Views:
Transcription
1 Resource Recovery from WW in North America: Present and Future Bob Hickey Senior Consultant: Ecolab & Coskata Wastewater as a Resource: Focus on the Bay May 21, 2010
2 Some Historical Perspective of the Water & WW Infrastructure Much of the current WWT Infrastructure dates back to the 1930 s and programs like the WPA, CWA, etc. The second Cycle of infrastructure development came in the 1970 s was a result of the 1972 Clean Water Act and EPA s Construction Grants Program Mandated secondary treatment for all POTWs % of the 16,204 systems meet this goal Although infrastructure improvement is a somewhat continuous process, we are approaching the next 40- year mark and many facilities are reaching their useful life.
3 What Has Changed Since the Last Cycle of Infrastructure Development? Just About Everything!! New compounds of concern (endocrine disrupters and PHCP) Nutrient Control Cost of Energy Availability of Source Water Evolution in how we view water management Developments and improvements in Treatment Technologies: we can now do things we couldn t before or couldn t do economically Access to reliable remote monitoring and control systems The Federal Government isn t going to provide the lion s share of the cost this time around
4 Infrastructure s of the Future: WWT
5 There is the opportunity to put in place an Infrastructure for now and the foreseeable future Maximize the effectiveness of existing resources Recovery of water, nutrients and energy Upgrading existing equipment (i.e. improved gas transfer efficiency) Improved aeration devices Energy efficient blowers Install decentralized/distributed processing for mining resources Treating the water where it can be reused with minimal additional transmission lines Recover energy for local use (co-treatment?) Recover nutrients at remote and centralized plants Recognize different locales will have different needs and constraints
6 Recovering Energy from WW
7 Energy Potential of WW Typical Municipal WW contains ~ 9.3 x the energy currently needed to treat it to conventional secondary standards (Shizas & Bagley, 2004) Typical WW contains ~22 MM BTU per 1000 gallons (~6330 kj/m 3 )
8 Typical Energy Flow for Conventional Secondary WWTP
9 Conventional WWTP with AD Ability to recover ~1/3 rd the energy in the WW (~1/3 rd in the waste biosolids & 1/3 rd oxidized during AS treatment.) At 30% efficiency of converting the biogas to electrical energy there is not enough to achieve energy neutrality Capital payback is generally long and this has inhibited plants adapting this especially when resources seemed unlimited
10 What can be done to increase energy recovery at conventional WWTP?? Enhance solids destruction and increased CH 4 production in anaerobic digesters (AD) Pretreatment of WAS Mechanical disruption via a recycle around the AD Increase the mass of solids (and energy) going to the AD Improved TSS removal in the Primary Clarifier New flow schemes designed to produce and capture more solids for AD (will likely employ some form of enhanced AD) Import waste/ww from outside to co-digest (assumes there is excess capacity)
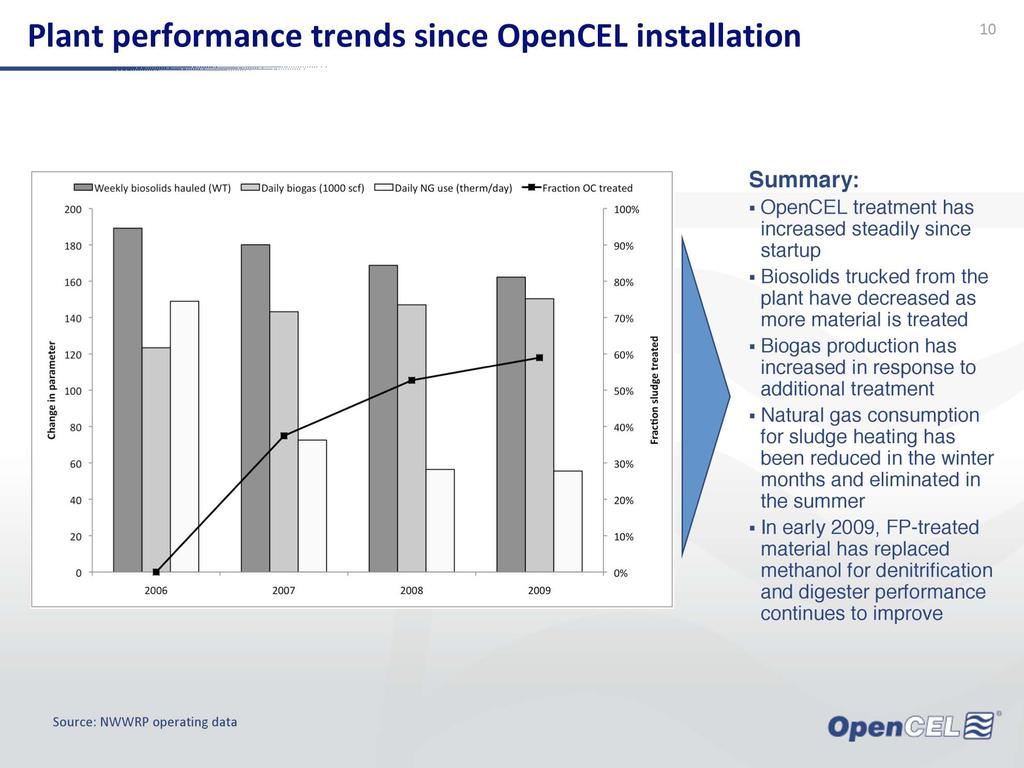
11 Biosolids (WAS) Pretreatment Technologies OpenCEL Forced electrical pulse for TWAS Paradigm Environmental Technologies MicroSludge cell homogenization for TWAS PMC BioTec Molecular Chemical Grinding for both primary and secondary sludge
12 Pretreatment of TWAS OpenCel Paridigm Environmental
13 Effect of TWAS pretreatment technologies on the Energy Balance
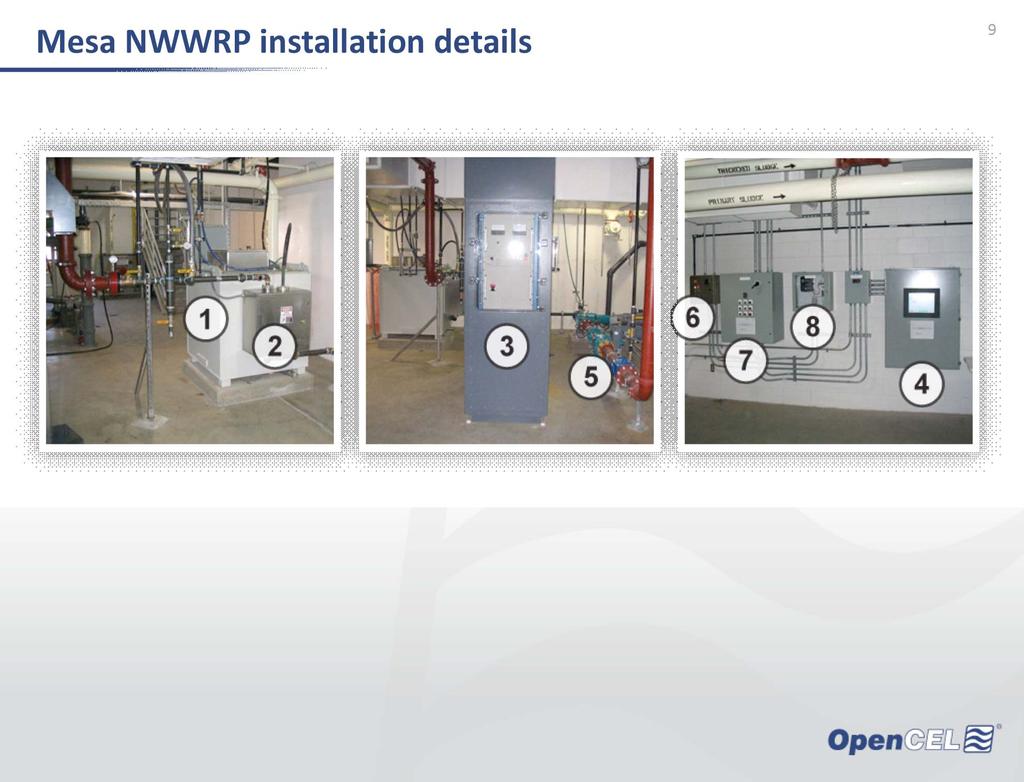
14 Case Study: OpenCEL at Meza, AZ

")
15 How Focused Pulsed (FP) technology works
16
17
18
19 Paradigm MicroSludge Process Uses chemical pretreatment to weaken cell membrane followed by Pumping TWAS through small orifice at extreme pressure (~12,000 psig to ~50 psig on the outlet) In addition to the high shear a temperature increase of 45 o F
20 Status of MicroSludge Process Successful alpha testing at Chilliwack WWTP (BC, Canada) Recently completed beta testing at Des Moines and LA - JWPCP First Full-scale system scheduled for Lulu Island (BC) for 2010
21 Treatment of all Sludge to AD PMB BioTec Molecular Chemical Grinding
22 Effect of AD recycle loop treatment on the energy balance
23 PMC BioTec MCG Technology
24 Status of MCG Technology MCG equipment currently deployed in other industries and PMC has modified for WWT. Successfully piloted on municipal sludge in PA for anaerobic digester; achieved ~90% solids reduction Preliminary engineering and cost analysis with paybacks of 2 to 3 years based on sludge disposal savings alone; improves with energy recovery and utilization. PMC in negotiations with several treatment plants for implementing MCGs for full-scale anaerobic digesters.
25 What else can be done to increase energy production?
26 Alternate Flow Schemes

27 Alternate Flow Scheme
28 Gasification of Biosolids
29 Gasification
30 Gasification vs. Incineration Gasification Purpose: Creation of valuable usable products Thermal conversion using limited amounts of oxygen: C to CO & CO2 H to H2 S to H2S N to N2 Lower Temperatures Incineration Purpose: Destruction of waste materials Complete combustion using excess air: C to CO2 H to H2O S to SOx N to NOx High Temperatures
31 Status of Gasification Sanford, FL Has MaxWest gasifier Start-up issues with coupling to existing batch dryer New dryer being installed and going back on-line later in 2010 Stamford, CT Has worked with Nexterra for gasifier Project currently delayed

32 MaxWest Gasifier at Sanford, FL
33 Sanford Gasification System 7.3 MGD facility 32 wet tons biosolids/day dried to ~95% TS Biosolids are gasified and syngas fed to a thermal oxidizer Gas/liquid heat exchanger used to capture heat in thermal oil which is used in biosolids dryer Savings of ~$300,000/yr in purchased NG for dryers Any excess heat in TO exhaust sent to cooling tower and discharged (low in SOx and NOx, and odor) Residual is an inert ash 3-5% by weight of the biosolids and suitable for mixing with cement and/or asphalt
34 Microbial Fuel Cells

35 Microbial fuel cell (MFC) mechanisms: e - Anaerobic Anode: CH 3 COOH (acetate) + 2H 2 O 8H + +8e - +2CO 2 Aerobic Cathode: 8e - +8H + +2O 2 4H 2 O E o =1.2V Organic carbon from wastewater. Oxygen in open air
36 Schematic of the 20-L pilot-scale multi-anode/cathode GAC- MFC system
.")
37 Electricity Generation From Anaerobic Wastewater Treatment in Microbial Fuel Cells (MFCs) Fuss & O Neill Inc. University of Connecticut HydroQual Inc. Four pilot-scale MFCs (total capacity: 80 liter). Multiple-anode/cathode graduate activated carbon MFC (MAC-GACMFC). Primary settled municipal wastewater (COD: mg/ L) as the sole feed source Stable power generation (100 mv over the R ext of 100 ohm) and Good wastewater treatment efficiency (80% COD removal)
38 Summary of Pilot Test at Johnstown, NY Demonstrated power generation of MFCs on real wastewater with the multiple anode/cathode design Investigate the effect of HRT on BOD, COD, nutrients and TSS removal Evaluate the power production of new low-cost MnO 2 cathodes Understand of cathode fouling issues
39 Results BOD removal
40 Power production of MnO 2 cathodes Power (mw/m2) Cu-MnO 2 Cathodes Co-MnO 2 Cathodes Pt Cathodes 1 st week 465±3 500±50 213±50 2 nd week 219± ±70 177±100 3 rd week 145± ±70 84±60 4 th week 133±20 96±40 163±40
41 Conclusions of Pilot Test Multi-anode/cathode MFCs achieved up to 0.4W/m 2 on primary effluent 80% COD removal at HRTs of 10 and 20 hours No significant nutrients and solids removal High power production for relatively low cost MnO 2 cathodes Cathode fouling mainly caused by CaCO 3
42 Nutrient Recovery from WW
43 Nitrogen and Phosphorus in WW Phosphorus is not removed to any great extent in a conventional WWTP (20-25%) Nitrogen (TKN) removal is on the order of 30% combined in primary and secondary Nutrient Recovery is feasible in centrate from digestion Recovery will be primarily via physical - chemical processes and not biological
44 Commercial & near commercial nutrient recovery from digester supernatant/centrate Ostara Struvite formation in fluidized crystallizer for recovery of N & P CASTion Ammonium recovery as ammonium sulfate using a flash vacuum distillation process
45 Ostara - Production of Struvite from AD Centrate


46 Struvite production Precipitation chemistry Mg 2+ + NH PO4 3- ph Crystal growth Simple operation

47 Struvite Uses Slow-release fertilizer Safe and pure High-value applications Nursery Turf Specialty agriculture Silviculture Control prill size to suit application Offered as DBOOM





48 Tigard, OR 3 reactor sale June 2009 York, PA 2 reactor BOOM summer 2010 Suffolk, VA 3 reactor sale spring 2010 Commercial wastewater applications capacity per reactor ~200 tons Crystal Green
49 CASTion - Recovery of Ammonium from Digester Centrate

50 Controlled Air Separation Technology (CAST) Flash Vacuum Distillation Atomizer High Vacuum Continuous or batch Physical principles Uses partial pressures to separate materials Uses sensible heat of wastewater to increase efficiency
51 Vacuum Distillation for Ammonia Removal and Recovery ph Temperature Pressure Residence Time
52 Key ARP Operational Variables ph (Shift ammonia-ammonium equilibrium) Centrate ph modified to 10 to 12 Temperature and Pressure Distillate ~90 F Centrate Feed F Vacuum of minus 26 to 29 inches Residence time 6-12 minutes Batch or Semi-Continuous Charge turnover or feed rate Recirculation rate 15 to 30 turnovers
53 Pilot Test NYC 26 th Ward Digester Centrate Continuous operation 30 pilot unit ~550 mg/l initial NH 4 -N ph = T =100, Maintained <100 mg/l effluent concentration
54 Ammonium Recovery vs. Biological Removal Retention time minutes vs. days so small footprint that fits in at large urban plants with space constraints Lower Capex NYC est. ~40% of Bio) Chemical costs comparable or less
55 Summary
56 Summary on energy recovery Technologies for energy recovery are just beginning to go through their paces at commercial scale Ability to make WWTP energy neutral, even net energy producers Most concurrently reduce the mass of residuals that need to be managed Some technologies offer ability to manage other waste streams/feedstocks and in essence turn WWTP into energy production facilities Many of these approaches can be employed in satellite or decentralized treatment plants Most of these advances are coming from small, technology companies with limited resources
57 Final Rants Thoughts The infrastructure that existed for fostering the development and testing, at meaningful scale, of WWT technologies in the U.S. has largely disappeared; both financial support and the actual physical capabilities Federal (EPA and Environment Canada) Private Companies This has significantly hampered new technology development and testing in the U.S. in particular WERF, utility consortia and individual utilities have taken up the slack as best as possible but To foster more rapid development and implementation of new and emerging technologies we need test facilities and additional financial resources put into the effort
58 Thank you!