AIR EMISSION PERMIT NO IS ISSUED TO AMERICAST TECHNOLOGIES, INC.
|
|
|
- Garey Foster
- 5 years ago
- Views:
Transcription
1 AIR EMISSION PERMIT NO IS ISSUED TO AMERICAST TECHNOLOGIES, INC. for their Prospect Foundry Inc. facility located at 1225 Northeast Winter Street Minneapolis, Hennepin County, MN The emission units, control equipment and emission stacks at the stationary source authorized in this permit are as described in the following permit application(s): Permit Type Federal Part 70 Total Facility Operating Permit Major Amendment Federally Enforceable State Operating Permit Application Date June 13, 1995 (application returned) October 6, 2000 (issued January 23, 2001) April 25, 2005 This Permit authorizes the Permittee to operate, modify and construct the stationary source at the address listed above unless otherwise noted in Table A. This Permit supersedes the requirements in Permit No OT-1, and its first amendment, Permit No OT-2. The Permittee must comply with all the conditions of the Permit. Any changes or modifications to the stationary source must be performed in compliance with Minn. R to Terms used in the Permit are defined in the state air pollution control rules unless the term is explicitly defined in the Permit. Permit Type: State / Limits to Avoid NSR and Part 70 Issue Date: January 18, 2006 Expiration: Non-Expiring All Title I Conditions do not expire. Richard J. Sandberg, Manager Air Quality Permits Section Industrial Division for Sheryl A. Corrigan Commissioner Minnesota Pollution Control Agency TDD (for hearing and speech impaired only): (651) Printed on recycled paper containing at least 10% fibers from paper recycled by consumers
2 TABLE OF CONTENTS Notice to the Permittee Permit Shield Facility Description Table A: Limits and Other Requirements Table B: Submittals Appendix A: Operator's Summary Appendix B: Insignificant Activities Appendix C: Site Specific HAP Emission Factors for Metal Processing Appendix D: Facility Description Forms Appendix E: Parameters Relied on in Modeling Appendix F: Bag Leak-Detection System Requirements
3 NOTICE TO THE PERMITTEE: Your stationary source may be subject to the requirements of the Minnesota Pollution Control Agency s (MPCA) solid waste, hazardous waste, and water quality programs. If you wish to obtain information on these programs, including information on obtaining any required permits, please contact the MPCA general information number at: Metro Area (651) Outside Metro Area TTY (651) The rules governing these programs are contained in Minn. R. chs Written questions may be sent to: Minnesota Pollution Control Agency, 520 Lafayette Road North, St. Paul, Minnesota Questions about this air emission permit or about air quality requirements can also be directed to the telephone numbers and address listed above. PERMIT SHIELD: Subject to the limitations in Minn. R , compliance with the conditions of this permit shall be deemed compliance with the specific provision of the applicable requirement identified in the permit as the basis of each condition. Subject to the limitations of Minn. R and , subp. 2, notwithstanding the conditions of this permit specifying compliance practices for applicable requirements, any person (including the Permittee) may also use other credible evidence to establish compliance or noncompliance with applicable requirements. FACILITY DESCRIPTION: Prospect Foundry operates a gray and ductile iron foundry in Minneapolis, Minnesota. The facility is subject to a 100 ton per year (tpy) major source threshold under New Source Review. Potential total particulate matter (PM), Particulate Matter less than 10 microns (PM 10 ) and Volatile Organic Compounds (VOCs) emissions are greater than major source thresholds under the federal Prevention of Significant Deterioration (PSD) requirements. Potential emissions of Hazardous Air Pollutants (HAPs) are greater than major source thresholds under the federal National Emission Standards for Hazardous Air Pollutants (NESHAPS) requirements. The sources of PM/PM 10 emissions at the facility are sand handling associated with mold and core preparation, metal melting and pouring, casting shakeout and cleaning. The sources of VOCs and HAPs are core making, pouring, cooling and casting shakeout. The facility wishes to receive a state permit, therefore conditions limiting PM/PM 10 and VOC emissions to less than 100 tpy, and individual/combined HAPs emissions to less than 10/25 tpy are included in the permit.
4 Castings are produced by pouring molten metal into sand molds, with cores used to create hollow internal sections. After the metal has cooled sufficiently, the casting is separated from the mold and undergoes cleaning and finishing techniques as appropriate. Molds and cores provide the exterior (mold) and interior (core) of the casting. Molds are formed around patterns, which are usually made of wood and replicate the exterior of the desired castings. At Prospect, molds are produced from sand. Molds are usually made in two halves. Sand is mixed with clay and water or with chemical binders and then packed or rammed around the pattern to form a mold half. The two halves are joined together to make the mold - a rigid cavity that provides the required shape for the casting. The cores are made from new silica sand by adding resins (binders) or by blowing resinprecoated sand onto a heated shaped surface to solidify sand into a well-defined shape. The finished cores, which can be solid or hollow, are inserted into the mold to provide the internal cavities of the casting before the mold halves are joined. Purchased scrap steel is preheated in an oven prior to being melted. Molten metal is prepared in an electric induction furnace where an electrical current generates a charge that melts purchased scrap metal. A portion of molten metal undergoes metal treatment (addition of magnesium and/or other additives), which converts gray iron into ductile iron. Molten metal is transferred to molds using various types of ladles. Metal is poured into the runner or "gate" (a channel into the mould cavity) until the runner bush is full. The riser provides an additional reservoir of feed metal to release the cavity air and counteract the shrinkage that occurs as the casting begins to cool. When the metal has cooled sufficiently for the casting to hold its shape, it is separated from the mold by a mechanical method referred to as shakeout. After cooling, extraneous pieces of metal (i.e. runners and the risers) are removed and collected for re-melting. A range of finishing processes is usually then undertaken. These may include cleaning to remove residual sand, oxides and surface scale, often by shot or tumble blasting; heat treatment, including annealing, tempering, and quenching (in water or oil) to enhance mechanical properties; and removal of excess metal or surface blemishes (e.g., resulting from incomplete mold closure or burrs left from runner and riser cut-off) by grinding. Prospect recycles a large proportion of mold and core sand internally for re-use. This involves processing to remove metal and return of the sand to a condition that enables it to be used again for mold or core production. Sand handling processes involve conveying, pneumatic transport, storage, mulling, and mixing of new silica sand and recycled foundry sand. This permit authorizes the replacement of the wet scrubber (CE 001) with a fabric filter baghouse (CE 016), the installation of two new fabric filter baghouses (CE 013 and CE 014) to control emissions from preheating, melting and treatment and four new vent fabric filters (CE 002, CE 010, CE 011 and CE 012) to control emissions from sand handling equipment; and the raising of six stacks (SV 006, SV 019, SV 026, SV 027, SV 028 and SV 048).
5 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Permit Number: Prospect Foundry Inc Table A contains limits and other requirements with which your facility must comply. The limits are located in the first column of the table (What To do). The limits can be emission limits or operational limits. This column also contains the actions that you must take and the records you must keep to show that you are complying with the limits. The second column of Table A (Why to do it) lists the regulatory basis for these limits. Appendices included as conditions of your permit are listed in Table A under total facility requirements. Subject Item: Total Facility MODELING REQUIREMENTS What to do hdr Why to do it Parameters Used in Modeling: The stack heights, emission rates, and other parameters used in modeling done to demonstrate compliance with the National Ambient Air Quality Standards are listed in Appendix E of this permit. The Permittee must submit to the Commissioner for approval, any revisions of these parameters and must wait for written approval before making such changes. Information submitted with a request to make a change must include, but is not limited to: 40 CFR 52.21(d), Minn. R and continued from above - locations, heights and diameters of stacks; - locations and dimensions of nearby buildings; - velocity and temperatures of gases emitted; and, - emission rates of the pollutants being modeling. The plume dispersion characteristics due to the revisions of the information from the proposed change must be equivalent to or better than the dispersion characteristics modeled in Appendix E. The Permittee shall demonstrate this equivalency in their proposal. If the information does not demonstrate equivalent or better dispersion characteristics, or if a conclusion cannot readily be made about the dispersion, the Permittee must remodel. OPERATIONAL REQUIREMENTS hdr Circumvention: Do not install or use a device or means that conceals or dilutes emissions, which would otherwise violate a federal or state air pollution control rule, without reducing the total amount of pollutant emitted. Air Pollution Control Equipment: Operate all pollution control equipment whenever the corresponding process equipment and emission units are operated, unless otherwise noted in Table A. Updated Operation and Maintenance Plan: The Permittee shall update their Operation and Maintenance (O & M) plan dated March 10, 2000 to include all new control equipment authorized to be installed by this permit. The Permittee shall retain the plan at the stationary source for all air pollution control equipment. At a minimum, the O & M plan shall identify all air pollution control equipment and control practices and shall include a preventative maintenance program for the equipment and practices, a description of (the minimum but not necessarily the only) corrective actions to be taken to restore the equipment and practices to proper operation to meet applicable permit conditions, a description of the employee training program for proper operation and maintenance of the control equipment and practices, and the records kept to demonstrate plan implementation. The Permittee shall conduct an annual review and, if neccessary, update of their O & M plan following Permit Issuance. Minn. R Minn. R , subp. 2; Minn. R , subp. 16(J) Minn. R , subp. 14 and Minn. R , subp. 16(J) Inspections and Maintenance of Air Pollution Control Equipment: The Permittee shall conduct the inspection and maintenance for all pollution control equipment according to the manufacturer's most protective recommendations. Operation Changes: In any shutdown, breakdown, or deviation the Permittee shall immediately take all practical steps to modify operations to reduce the emission of any regulated air pollutant. The Commissioner may require feasible and practical modifications in the operation to reduce emissions of air pollutants. No emissions units that have an unreasonable shutdown or breakdown frequency of process or control equipment shall be permitted to operate. Fugitive Emissions: Do not cause or permit the handling, use, transporting, or storage of any material in a manner which may allow avoidable amounts of particulate matter to become airborne. Comply with all other requirements listed in Minn. R Noise: The Permittee shall comply with the noise standards set forth in Minn. R to at all times during the operation of any emission units. This is a state only requirement and is not enforceable by the EPA Administrator or citizens under the Clean Air Act. Minn. R , subp. 14 and Minn. R , subp. 16(J) Minn. R , subp. 4 Minn. R Minn. R A-1
6 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Inspections: The Permittee shall comply with the inspection procedures and requirements as found in Minn. R , subp. 9(A). The Permittee shall comply with the General Conditions listed in Minn. R , subp. 16. PERFORMANCE TESTING Performance Testing: Conduct all performance tests in accordance with Minn. R. ch unless otherwise noted in Tables A and/or B. Limits set as a result of a performance test (conducted before or after permit issuance) apply until superseded as specified by Minn. R following formal review of a subsequent performance test on the same unit. NEGATIVE PRESSURE DEMONSTRATION Negative Pressure Demonstration: Within 180 days of Permit Issuance, the Permittee shall contract with an independent firm that employs licensed professional engineers and certified industrial hygienists qualified in the design, inspection and evaluation of industrial ventilation and air pollution control systems. The firm shall verify that the ground-level openings in the buildings enclosing the following sources are under negative pressure: 1) GP 003, Sand Handling 2) GP 005, Casting Shakeout 3) GP 006, Grinding, Sawing and Abrasives Blasting Negative Pressure Demonstration Report: Within 360 days of Permit Issuance, the Permittee shall submit a report to the Commissioner which explains the process taken to verify that the ground-level openings in the buildings enclosing the following sources are under negative pressure: 1) GP 003, Sand Handling 2) GP 005, Casting Shakeout 3) GP 006, Grinding, Sawing and Abrasives Blasting MONITORING REQUIREMENTS Monitoring Equipment Calibration: Annually calibrate all required monitoring equipment (any requirements applying to continuous emission monitors are listed separately in this permit). Operation of Monitoring Equipment: Unless otherwise noted in Tables A and/or B monitoring a process or control equipment connected to that process is not necessary during periods when the process is shutdown, or during checks of the monitoring systems, such as calibration checks and zero and span adjustments. If monitoring records are required, they should reflect any such periods of process shutdown or checks of the monitoring system. RECORDKEEPING Recordkeeping: Retain all records at the stationary source for a period of five (5) years from the date of monitoring, sample, measurement, or report. Records which must be retained at this location include all calibration and maintenance records, all original recordings for continuous monitoring instrumentation, and copies of all reports required by the permit. Records must conform to the requirements listed in Minn. R , subp. 5(A). Recordkeeping: Maintain records describing any insignificant modifications (as required by Minn. R , subp. 3) or changes contravening permit terms (as required by Minn. R subp. 2), including records of the emissions resulting from those changes. REPORTING/SUBMITTALS Shutdown Notifications: Notify the Commissioner at least 24 hours in advance of a planned shutdown of any control equipment or process equipment if the shutdown would cause any increase in the emissions of any regulated air pollutant. If the owner or operator does not have advance knowledge of the shutdown, notification shall be made to the Commissioner as soon as possible after the shutdown. However, notification is not required in the circumstances outlined in Items A, B and C of Minn. R , subp. 3. Minn. R , subp. 9(A) Minn. R , subp. 16 hdr Minn. R. ch Minn. R hdr Title I Condition: Monitoring to verify negative pressure for hood capture efficiency used in calculations to determine source status under 40 CFR 52.21; Minn. R , subps. 1(A) and 1(F) continued from above hdr Minn. R , subp. 4(D) Minn. R , subp. 4(D) hdr Minn. R , subp. 5(C) Minn. R , subp. 5(B) hdr Minn. R , subp. 3 At the time of notification, the owner or operator shall inform the Commissioner of the cause of the shutdown and the estimated duration. The owner or operator shall notify the Commissioner when the shutdown is over. A-2
7 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Breakdown Notifications: Notify the Commissioner within 24 hours of a breakdown of more than one hour duration of any control equipment or process equipment if the breakdown causes any increase in the emissions of any regulated air pollutant. The 24-hour time period starts when the breakdown was discovered or reasonably should have been discovered by the owner or operator. However, notification is not required in the circumstances outlined in Items A and/or B of Minn. R , subp. 2. Minn. R , subp. 2 At the time of notification or as soon as possible thereafter, the owner or operator shall inform the Commissioner of the cause of the breakdown and the estimated duration. The owner or operator shall notify the Commissioner when the breakdown is over. Notification of Deviations Endangering Human Health or the Environment: As soon Minn. R , subp. 1 as possible after discovery, notify the Commissioner or the state duty officer, either orally or by facsimile, of any deviation from permit conditions which could endanger human health or the environment. Notification of Deviations Endangering Human Health or the Environment Report: Minn. R , subp. 1 Within 2 working days of discovery, notify the Commissioner in writing of any deviation from permit conditions which could endanger human health or the environment. Include the following information in this written description: 1. the cause of the deviation; 2. the exact dates of the period of the deviation, if the deviation has been corrected; 3. whether or not the deviation has been corrected; 4. the anticipated time by which the deviation is expected to be corrected, if not yet corrected; and 5. steps taken or planned to reduce, eliminate, and prevent reoccurrence of the deviation. Application for Permit Amendment: If a permit amendment is needed, submit an Minn. R through Minn. R application in accordance with the requirements of Minn. R through Minn. R Submittal dates vary, depending on the type of amendment needed. Extension Requests: The Permittee may apply for an Administrative Amendment Minn. R , subp. 1(H) to extend a deadline in a permit by no more than 120 days, provided the proposed deadline extension meets the requirements of Minn. R , subp. 1(H). Emission Inventory Report: due 91 days after end of each calendar year following Minn. R through Minn. R permit issuance (April 1). To be submitted on a form approved by the Commissioner. Emission Fees: due 60 days after receipt of an MPCA bill. Minn. R through Minn. R A-3
8 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: Associated Items: GP 001 Scrap Handling and Preheating EU 001 Preheater EU 010 Scrap/Charge Handling EMISSION LIMITS What to do hdr Why to do it Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit applies to EU 001. Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit applies to EU 010. Opacity: less than or equal to 20 percent opacity except for one six-minute period per hour of not more than 60 percent opacity. This limit is applicable to EU 001. Opacity: less than or equal to 20 percent. This limit applies to EU 010. OPERATIONAL REQUIREMENTS The Permittee shall vent emissions from GP 001 to CE 014 at all times emission units in GP 001 are in operation. For EU 010, this requirement only applies only to loading of the scrap/charge into the preheater and furnaces. See CE 014 for additional specific operating requirements. Minn. R , subp. 1(A)(1) Minn. R , subp. 1(A) Minn. R , subp. 1(A)(2) Minn. R , subp. 1(B) hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R A-4
9 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: GP 002 Melting and Refining Associated Items: EU 002 Electric Induction Furnace 1 EU 011 Electric Induction Furnace 2 EU 012 Electric Induction Furnace 3 EU 013 Magnesium Treatment OPERATIONAL LIMITS What to do hdr Why to do it Material Usage: less than or equal to 50,000 tons/year using 12-month Rolling Sum of metal melted. This limit applies to EUs 002, 011 and 012 in GP 002. EMISSION LIMITS Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 002. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 002. OPERATIONAL REQUIREMENTS The Permittee shall vent emissions from GP 002 to the CE 013 at all times emission units in GP 002 are in operation. See CE 013 for additional specific operating requirements. Covers On Induction Furnaces: The Permittee shall keep the covers on EUs 002, 011 and 012 at all times during melting, except when charging; routine, periodic temperature checks; refining and pouring into ladles. Covers On Transfer Ladles: The Permittee shall keep the covers on the transfer ladles at all times during each magnesium treatment process (EU 013). MONITORING AND RECORDKEEPING REQUIREMENTS Daily Recordkeeping (Metal Melted): Each day, record the total amount of metal melted in EUs 002, 011 and 012. Monthly Recordkeeping (Metal Melted): By the 15th day of each month, calculate and record the total amount of metal melted of EUs 002, 011 and 012 during the previous month, and the total amount of metal melted of EUs 002, 011 and 012 during the previous 12 months (12-month rolling sum). Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R hdr Minn. R , subp. 1(A) Minn. R , subp. 1(B) hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R Minn. R , subp. 2 Minn. R , subp. 2 hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R Minn. R , subp. 4 and 5 A-5
10 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: Associated Items: GP 003 Sand Handling EU 003 Sand Muller A EU 025 Incline Conveyor EU 027 Sorting Conveyor EU 028 Sand Screen EU 029 Sand Elevator EU 030 Plow Conveyor EU 031 Return Sand Tank EU 097 Sand Muller B EU 107 Sand Tank EU 108 Bond Tank EMISSION LIMITS What to do hdr Why to do it Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 003. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 003. OPERATIONAL REQUIREMENTS The Permittee shall vent emissions from GP 003 to the control equipment in GP 015 and/or GP 017 at all times emission units in GP 003 are in operation. See GP 015 and GP 017 for additional specific operating requirements. Minn. R , subp. 1(A) Minn. R , subp. 1(B) hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R A-6
11 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: GP 004 Casting/Pouring/Cooling Associated Items: EU 004 Auto Pouring Line 1 EU 014 Auto Pouring Line 2 EU 015 Auto Pouring Line 3 EU 016 Auto Pouring Line 4 EU 017 Auto Pouring Line 5 EU 018 Floor Casting & Cooling EMISSION LIMITS What to do hdr Why to do it Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 004. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 004. Minn. R , subp. 1(A) Minn. R , subp. 1(B) A-7
12 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: Associated Items: GP 005 Casting Shakeout EU 005 Floor Shakeout EU 019 Long Oscillator (shakeout) EU 020 Auto Line 4 Dump Conveyor EU 021 Auto Line 4 Extension Dump Conveyor EU 022 Auto Line 1 Dump Conveyor EU 023 Auto Line 5 Dump Conveyor EU 024 Auto Line 2 Dump Conveyor EU 026 Lump Breaker EMMISSION LIMITS What to do hdr Why to do it Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 005. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 005. OPERATIONAL REQUIREMENTS The Permittee shall vent emissions from GP 005 to the control equipment in GP 015 as shown below at all times the emission units are in operation. See GP 015 for additional specific operating requirements. PRIOR TO CE 001's REPLACEMENT WITH CE 016: Minn. R , subp. 1(A) Minn. R , subp. 1(B) hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R CE 001: EU 005, EU 019 and EU 020 CE 002: EU 026 FOLLOWING CE 001's REPLACEMENT WITH CE 016: CE 002: EU 026 CE 016: EU 005, EU 019 and EU 020 A-8
13 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: GP 006 Sawing, Grinding and Abrasives Blasting Booths Associated Items: EU 006 Cut-off Saw 1 EU 032 Cut Off Saw 2 EU 033 Cut Off Saw 3 EU 034 Cut Off Saw 4 EU 035 Cut Off Saw 5 EU 036 Swing Saw EU 037 Heavy Portable Grinder 1 EU 038 Heavy Portable Grinder 2 EU 039 Heavy Portable Grinder 3 EU 040 Heavy Portable Grinder 4 EU 041 Heavy Portable Grinder 5 EU 042 Heavy Portable Grinder 6 EU 043 Heavy Portable Grinder 7 EU 044 Swing Grinder EU 045 Big Trimmer EU 046 Hoist Grinder A EU 047 Hoist Grinder B EU 048 Grinder 1 EU 049 Grinder 2 EU 050 Grinder 3 EU 051 Grinder 4 EU 052 Grinder 5 EU 053 Grinder 6 EU 054 Grinder 7 EU 055 Grinder 8 EU 056 Grinder 9 EU 057 Grinder 10 EU 058 Grinder 11 EU 059 Grinder 12 EU 060 Grinder 13 EU 061 Trimmer 1-2 EU 062 Trimmer 3-4 EU 063 Trimmer 5-6 EU 064 Light Portable Grinder 1 EU 065 Light Portable Grinder 2 EU 066 Light Portable Grinder 3 EU 067 Light Portable Grinder 4 EU 068 Light Portable Grinder 5 EU 069 Brinnell Grinder A-9
14 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Associated Items: EU 070 Valve Bench 1 EU 071 Valve Bench 2 EU 072 Valve Bench 3 EU 098 Tumblast Booth 1 EU 099 Tumblast Booth 2 EU 100 Table Blast Booth EU 101 Small Tumblast Booth EMMISSION LIMITS What to do hdr Why to do it Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 006. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 006. OPERATIONAL REQUIRMENTS The Permittee shall vent emissions from GP 006 to the control equipment in GP 014 at all times the emission units in GP 006 are in operation. See GP 014 for additional specific operating requirements. Minn. R , subp. 1(A) Minn. R , subp. 1(B) hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R A-10
15 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: GP 007 Annealing Associated Items: EU 007 Annealing Oven 1 EU 073 Annealing Oven 2 EMMISSION LIMITS What to do hdr Why to do it Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 007. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 007. OPERATING REQUIREMENTS Fuels: Limited to natural gas or propane only. This limit is applicable to each unit listed in GP 007. Potential emissions from the annealing ovens are lb/hr and lb/hr; limit at the stacks where emissions occur, SV 031 and SV 032 is 21.7 lb/hr. Recordkeeping: Record and maintain records of the amounts of each fuel combusted on a monthly basis. These records may consist of purchase records or receipts. Minn. R , subp. 1(A)(1) Minn. R , subp. 1(A)(2) hdr Minn. R , subp. 35a Minn. R , subp. 4 and 5 A-11
16 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: GP 008 Core Making Associated Items: EU 008 Core Making Cold Box 1 EU 074 Core Making Cold Box 2 EU 075 Core Making Cold Box 3 EU 076 Core Making Cold Box 4 EU 077 Whirl Air Flow Mixer EU 078 Whirl Air Flow Tank EU 079 Air Set Machine EU 080 Air Set Tank EU 081 Swift-Mul 250 Mixer EU 082 Carver Mixer EU 083 Core Machine 1 EU 084 Core Machine 2 EU 085 Core Machine 3 EU 086 Core Machine 5 EU 087 Core Machine 7 EU 088 Core Machine 8 EU 089 Core Machine 9 EU 090 Core Machine 10 EU 091 Core Machine 11 EU 092 Core Machine 12 EU 093 Core Machine 13 EU 113 Core Machine 14 EMMISSION LIMITS What to do hdr Why to do it Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 008. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 008. Minn. R , subp. 1(A) Minn. R , subp. 1(B) A-12
17 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: Associated Items: GP 009 Core Baking Ovens EU 009 Core Baking Oven EU 094 Tower Oven 1 EU 095 Tower Oven 2 EU 096 Tower Oven 3 EMMISSION LIMITS What to do hdr Why to do it Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 009. Opacity: less than or equal to 20 percent opacity except for one six-minute period per hour of not more than 60 percent opacity. This limit is applicable to each unit listed in GP 009. OPERATING REQUIREMENTS Fuels: Limited to natural gas or propane only. Potential emissions from the core baking ovens are lb/hr, lb/hr, lb/hr and lb/hr; limit at the stacks where emissions occur, SV 023, SV 024, SV 025, SV 053 and SV 054 are 5.6 lb/hr, 5.6 lb/hr, 5.6 lb/hr, 3.6 lb/hr and 3.6 lb/hr, respectively. Recordkeeping: Record and maintain records of the amount of each fuel combusted on a monthly basis. These records may consist of purchase records or receipts. Minn. R , subp. 1(A)(1) Minn. R , subp. 1(A)(2) hdr Minn. R , subp. 35a Minn. R , subp. 4 and 5 A-13
18 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: GP 010 Core Making Sand Silos Associated Items: EU 109 Uncoated Sand Silo 1 EU 110 Uncoated Sand Silo 2 EU 111 ABC Sand Silo 1 EU 112 ABC Sand Silo 2 EMMISSION LIMITS What to do hdr Why to do it Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 010. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 010. OPERATING REQUIREMENTS The Permittee shall vent emissions from GP 010 to the control equipment in GP 017 at all times emission units in GP 010 are in operation. See GP 017 for additional specific operating requirements. STACK HEIGHT REQUIREMENTS Stack Height: The minimum exhaust stack height for the stacks below shall be: SV 019 (CE 011) 45 feet above grade SV 048 (CE 012) 51 feet above grade Minn. R , subp. 1(A) Minn. R , subp. 1(B) hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R hdr 40 CFR pt. 50; Minn. Stat. Section , subds. 4a and 9; Minn. R , subps. 7A, 7L and 7M; Minn. R , subps. 1, 2 and 4; and Minn. R through by November 30, CE 011's exhaust shall vent inside the building near SV 019. A-14
19 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: GP 013 Non-Combustion Equipment Subject to HAP Limit Associated Items: EU 002 Electric Induction Furnace 1 EU 004 Auto Pouring Line 1 EU 005 Floor Shakeout EU 008 Core Making Cold Box 1 EU 011 Electric Induction Furnace 2 EU 012 Electric Induction Furnace 3 EU 014 Auto Pouring Line 2 EU 015 Auto Pouring Line 3 EU 016 Auto Pouring Line 4 EU 017 Auto Pouring Line 5 EU 018 Floor Casting & Cooling EU 019 Long Oscillator (shakeout) EU 020 Auto Line 4 Dump Conveyor EU 021 Auto Line 4 Extension Dump Conveyor EU 022 Auto Line 1 Dump Conveyor EU 023 Auto Line 5 Dump Conveyor EU 024 Auto Line 2 Dump Conveyor EU 026 Lump Breaker EU 074 Core Making Cold Box 2 EU 075 Core Making Cold Box 3 EU 076 Core Making Cold Box 4 EU 079 Air Set Machine EU 083 Core Machine 1 EU 084 Core Machine 2 EU 085 Core Machine 3 EU 086 Core Machine 5 EU 087 Core Machine 7 EU 088 Core Machine 8 EU 089 Core Machine 9 EU 090 Core Machine 10 EU 091 Core Machine 11 EU 092 Core Machine 12 EU 093 Core Machine 13 EU 113 Core Machine 14 EMISSION LIMITS What to do hdr Why to do it HAP-Single: less than or equal to 9.0 tons/year using 12-month Rolling Sum, to be calculated as described in the permit by the 15th day of each month for the previous 12-month period. Calculations shall include all HAP emissions from the sources listed in GP 013. Title I Condition: To avoid classification as a major source under 40 CFR Section 63.2; to avoid classification as a major source under 40 CFR Section 70.2 and Minn. R A-15
20 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: HAPs - Total: less than or equal to 22.5 tons/year using 12-month Rolling Sum, to be calculated as described in the permit by the 15th day of each month for the previous 12-month period. Calculations shall include all HAP emissions from the sources listed in GP 013. RECORDKEEPING REQUIREMENTS Title I Condition: To avoid classification as a major source under 40 CFR Section 63.2; to avoid classification as a major source under 40 CFR Section 70.2 and Minn. R hdr Daily Recordkeeping: Each day, the Permittee shall record the quantity of each organic material used in core production and maintain a current MSDS for each HAP-containing material used. Maintenance and retention of daily core and mold schedules satisifes this requirement. Material Content: HAP contents in the organic coremaking materials shall be determined by the Material Safety Data Sheet (MSDS) provided by the supplier for each material used. If a material content range is given on the MSDS, the highest number in the range shall be used in all compliance calculations. Other alternative methods approved by the MPCA may be used to determine the HAP contents. The Commissioner reserves the right to require the Permittee to determine the HAP contents of any material, according to EPA or ASTM reference methods. If an EPA or ASTM reference method is used for material content determination, the data obtained shall supersede the MSDS. Monthly Recordkeeping: By the 15th day of each month, the Permittee shall determine and record the following: 1. The quantity of each HAP-containing material used or purchased during the previous month; 2. The quantity of gray and ductile iron poured for the previous month; 3. The individual and combined HAP emissions for the previous month; and, Title I Condition: To avoid classification as a major source under 40 CFR Section 63.2; to avoid classification as a major source under 40 CFR Section 70.2 and Minn. R Minn. R , subp. 4 and 5 Minn. R , subp. 4 and 5 4. The 12-month rolling sum of individual and combined HAP emissions for the previous month. Single HAP Monthly Calculation: The Permittee shall calculate monthly HAP emissions for each individual HAP as shown below in Equation 1. Minn. R , subp. 4 and 5 Equation 1: HAP(ti) = HAP(mix) + HAP(mpcs) Where, HAP(ti) = total emissions of the individual HAP for the previous month, in tons HAP(mix) = emissions of the individual HAP from mixing the binder resins and catalysts with sand (tons), calculated as shown in Equation 2 HAP(mpcs) = emissions of the individual HAP from melting, pouring, cooling and shakeout (tons), calculated as shown in Equation 3 Equation 2: Minn. R , subp. 4 and 5 HAP(mix) = CS x EFvoc x (CR1 / CRt x H1 + CR2 / CRt x H2 + etc.) / 2000 Where, I-HAP(mix) = emissions of the individual HAP from mixing the binder resins and catalysts with sand to make molds or cores during the previous month (tons) CS = quantity of core sand used in each type of process (e.g., Furan No-bake) EFvoc = VOC emission factor specific for the process of the individual HAP for the resin and/or catalyst in each binder formula used during the previous month (percent) (See Note 1) CRi = total quantity of resins and/or catalyst used in the process CR1, CR2... CRn = the quantity of resin and/or catalyst used in each binder formula for molds and cores during the previous month (pound) H1, H2... Hn = the individual HAP content of the resin and/or catalyst in each binder formula used during the previous month (individual HAP, weight percent) Equation 3: Minn. R , subp. 4 and 5 I-HAP(mpcs) = (MP1 x Hef1 / 2000) + (MP2 x Hef2 / 2000) +... etc. Where, I-HAP(mpcs) = the total emissions of the individual HAP from pouring/cooling and shakeout during the previous month in each type of process (i.e. ductile iron, green sand molds, isocure cores, pouring) (tons), MP1, MP2... MPn = the quantity of metal processed during the previous month (tons) Hef1, Hef2...Hefn = the emission factor for the invidual HAP for each type of process during the previous month (pound/pound) (See Note 2) A-16
21 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Note 1: The VOC emission factors used in Equation 2 (EFvoc) shall be 0.65 lb VOC per ton of core sand for Cold Box process and 1.17 lb VOC per ton of core sand for all other processes using binder resins and/or catalysts. Additions of core making processes that do not belong to No-bake or Cold Box classification will require pre-approval from the MPCA. Any changes in these emission factors shall be submitted to the MPCA with the Annual Compliance Certification. Note 2: The emission factor for the particular HAP shall be the emission factor for the appropriate metal-mold-core combination from Appendix C, developed based on the University of Alamabama-Birmingham's January 1999 report entitled "Ferrous Air Emissions Study." The Permittee shall keep records of the metal throughput, the corresponding emission factors and all supporting documentation. Any changes to the emission factors shall be submitted to the MPCA with the Annual Compliance Certification. Combined HAP Monthly Calculation: The Permittee shall calculate monthly HAP emissions for combined HAPs as shown below in Equation 4. Minn. R , subp. 4 and 5 Minn. R , subp. 4 and 5 Minn. R , subp. 4 and 5 Equation 4: HAP(tc) = the sum of the individual single HAPs (HAP(ti)) for the previous month The 12-month rolling sum of combined HAPs shall be calculated by summing the values of HAP(tc) calculated during each of the pervious months. A-17
22 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: Associated Items: GP 014 Fabric Filter Baghouses - Sawing, Grinding and Abrasives Blasting CE 003 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 004 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 005 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 006 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 007 Fabric Filter - Low Temperature, i.e., T<180 Degrees F What to do OPERATIONAL REQUIREMENTS hdr Why to do it The Permittee shall operate and maintain each piece of control equipment at all times that any emissions unit listed in GP 006 controlled by the equipment is in operation. The Permittee shall operate and maintain the control equipment in accordance with the most recent Operation and Maintenance (O & M) Plan. The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Particulate Matter < 10 micron: greater than or equal to 99 percent collection efficiency The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Total Particulate Matter: greater than or equal to 99 percent collection efficiency The pressure drop ranges listed below apply unless or until a new range is set pursuant to Minn. R , subp. 3, based on the values recorded during the most recent MPCA approved performance test where compliance was demonstrated. CE 003 Pressure Drop: greater than or equal to 2 inches of water column and less than or equal to 6 inches of water column CE 004 Pressure Drop: greater than or equal to 5 inches of water column and less than or equal to 7 inches of water column CE 005 Pressure Drop: greater than or equal to 2 inches of water column and less than or equal to 6 inches of water column CE 006 Pressure Drop: greater than or equal to 1 inches of water column and less than or equal to 6 inches of water column CE 007 Pressure Drop: greater than or equal to 2 inches of water column and less than or equal to 6 inches of water column The Permittee shall immediately cease operation of all emission unit(s) connected to a piece of control equipment in GP 014 should the bag leak-detection system indicate a leaking bag or bags. The emission unit(s) shall not be operated again until the neccessary repairs have been made to whichever piece of control equipment in GP 014 had their bag leak-detection system indicate a leaking bag or bags. MONITORING AND RECORDKEEPING REQUIREMENTS Visible Emissions and Pressure Drop: The Permittee shall check each fabric filter stack (listed below) for any visible emissions once each day of operation during daylight hours. The Permittee shall read and record the pressure drop across each fabric filter, once each day of operation, until the installation of the bag leak-detection systems. Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R Minn. R , subps. 4 and 5 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Minn. R , subp. 2 hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R CE 003: SV 026 CE 004: SV 027 CE 005: SV 028 CE 006: SV 029 CE 007: SV 030 A-18
23 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Initial Hood Certification and Evaluation: The control device hoods in GP 014 must conform to the requirements listed in Minn. R , subp. 1, and the Permittee shall certify this as specified in Minn. R , subp. 3. The Permittee shall maintain a copy of the evaluation and certification on site. Annual Hood Evaluation: The Permittee shall measure and record at least once every 12 months the fan rotation speed, fan power draw, or face velocity of each hood in GP 014, or other comparable air flow indication method. The Permittee shall maintain a copy of the annual evaluation on site. Monitoring Equipment: The Permittee shall maintain the necessary monitoring equipment for measuring and recording pressure drop as required by this permit until the installation of the bag leak-detection systems. The monitoring equipment must be in use and properly maintained when the monitored fabric filter is in operation. Recordkeeping of Visible Emissions, Pressure Drop and Bag Leak Detection System: The Permittee shall record the time and date of each visible emission inspection, pressure drop reading and bag leak detection system reading, and whether or not any visible emissions were observed, whether or not the observed pressure drop was within the range specified in this permit and whether or not the bag leak detection system indicated that a filter, or filters, require(s) replacement. Minn. R , subps. 4 and 5 Minn. R , subps. 4 and 5 Minn. R , subp. 4 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 If pressure drop readings vary from past data, the Permittee shall, at a minimum: 1. Inspect the lines going to the magnehelic gauge. 2. Confirm that the cleaning cycles are working properly. 3. Examine the ventilation ducts and pipes for leaks. 4. Inspect the fabric filter bags inside the compartment. Corrective Actions: The Permittee shall take corrective action as soon as possible if any of the following occur: Minn. R , subp. 4, 5 and 14 - visible emissions are observed; - the recorded pressure drop is outside the required operating range; - the bag leak detection system indicates that a filter, or filters, require(s) replacement; or, - the fabric filters or any of their components are found during the inspections to need repair. Corrective actions shall return the pressure drop to within the permitted range and/or include completion of necessary repairs identified during the inspection, as applicable. Corrective actions include, but are not limited to, those outlined in the O & M Plan for the fabric filters. The Permittee shall keep a record of the type and date of any corrective action taken for each filter. Periodic Inspections: At least once per calendar quarter, or more frequently as required by the manufacturing specifications, the Permittee shall inspect the control equipment components. The Permittee shall maintain a written record of these inspections. MONITORING EQUIPMENT INSTALLATION REQUIREMENTS Bag Leak Detection Systems: The Permittee shall install bag leak detection systems meeting the requirements of Appendix F on CE 003, CE 004, CE 005, CE 006 and CE 007 by November 30, STACK HEIGHT REQUIREMENTS Stack Height: The minimum exhaust stack heights for the stacks below shall be: SV 026 (CE 003) 45 feet above grade SV 027 (CE 004) 45 feet above grade SV 028 (CE 005) 50 feet above grade Minn. R , subp. 4, 5 and 14 hdr Minn. R , subp. 2; Minn. R , subp. 4 hdr 40 CFR pt. 50; Minn. Stat. Section , subds. 4a and 9; Minn. R , subps. 7A, 7L and 7M; Minn. R , subps. 1, 2 and 4; and Minn. R through by November 30, A-19
24 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: Associated Items: GP 015 Control Equipment - Sand Handling and Casting Shakeout CE 001 Wet Scrubber - High Efficiency CE 002 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 010 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 016 Fabric Filter - Low Temperature, i.e., T<180 Degrees F EQUIPMENT REPLACEMENT What to do hdr Why to do it Should a Performance Test (see CE 001) show that CE 001 is no longer achieving 90 percent control efficiency for PM and PM10, the Permittee is authorized to replace CE 001 with CE 016 within 180 days of the Performance Test showing that CE 001 is no longer achieving 90 percent control efficiency for PM and PM10. CONTROL EQUIPMENT REPLACEMENT NOTIFICATION Notification: due 7 days before Equipment Installation. The written notice can be an , but must be received by the agency seven working days prior to the replacement of CE 001 with CE 016. OPERATIONAL REQUIREMENTS The Permittee shall operate and maintain each piece of control equipment at all times that any emissions unit listed in GP 003 or GP 005 controlled by the equipment in GP 015 is in operation. The Permittee shall operate and maintain the control equipment in accordance with the most recent Operation and Maintenance (O & M) Plan. Until it is replaced with CE 016, the Permittee shall operate and maintain CE 001 such that it achieves a control efficiency for Total Particulate Matter: greater than or equal to 90 percent control efficiency Until it is replaced with CE 016, the Permittee shall operate and maintain CE 001 such that it achieves a control efficiency for Particulate Matter < 10 micron: greater than or equal to 90 percent control efficiency The Permittee shall operate and maintain CE 002, CE 010 and CE 016 such that they achieve a control efficiency for Particulate Matter < 10 micron: greater than or equal to 99 percent control efficiency The Permittee shall operate and maintain CE 002, CE 010 and CE 016 such that they achieve a control efficiency for Total Particulate Matter: greater than or equal to 99 percent control efficiency The pressure drop ranges listed below apply unless or until a new range is set pursuant to Minn. R , subp. 3, based on the values recorded during the most recent MPCA approved performance test where compliance was demonstrated. Until it is replaced with CE 016, CE 001's Pressure Drop: greater than or equal to 5 inches of water column and less than or equal to 8 inches of water column CE 002 Pressure Drop: greater than or equal to 6 inches of water column and less than or equal to 8 inches of water column Following its replacement of CE 001, CE 016's Pressure Drop: greater than or equal to 2 inches of water column and less than or equal to 6 inches of water column MONITORING AND RECORDKEEPING REQUIREMENTS Visible Emissions: The Permittee shall check each stack listed below for any visible emissions once each day of operation during daylight hours. CE 001 (until replaced with CE 016): SV 006 CE 002: SV 007 CE 010: SV 066 CE 016 (immediately following the replacement of CE 001): SV 006 Minn. R , subp. 2 hdr Minn. R , subp. C(3) hdr Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R Minn. R , subps. 4 and 5 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R A-20
25 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Pressure Drop: The Permittee shall read and record the pressure drop across each piece of control equipment listed below, once each day of operation until the installation of the bag leak-detection system on CE 016. CE 001 (until replaced with CE 016) CE 002 CE 016 (immediately following the replacement of CE 001) Blacklighting of CE 002: Once per week while in operation, the Permittee shall blacklight the inside of CE 002 to determine if there are any leaks. The Permittee shall take corrective action including, but not limited to, neccessary repairs and/or bag replacement of leaking bag(s) immediately upon the blacklighting showing leaks. Initial Hood Certification and Evaluation: The control device hood in GP 015 must conform to the requirements listed in Minn. R , subp. 1, and the Permittee shall certify this as specified in Minn. R , subp. 3. The Permittee shall maintain a copy of the evaluation and certification on site. Annual Hood Evaluation: The Permittee shall measure and record at least once every 12 months the fan rotation speed, fan power draw, or face velocity of each hood in GP 015, or other comparable air flow indication method. The Permittee shall maintain a copy of the annual evaluation on site. Monitoring Equipment: The Permittee shall maintain the necessary monitoring equipment for measuring and recording pressure drop as required by this permit until the installation of the bag leak-detection system on CE 016. The monitoring equipment must be in use and properly maintained when the monitored fabric filter is in operation. Recordkeeping of Visible Emissions, Pressure Drop and Bag Leak Detection System: The Permittee shall record the time and date of each visible emission inspection, pressure drop reading and bag leak detection system reading, and whether or not any visible emissions were observed, whether or not the observed pressure drop was within the range specified in this permit and whether or not the bag leak detection system indicated that a filter, or filters, require(s) replacement. Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R Minn. R , subps. 4 and 5 Minn. R , subps. 4 and 5 Minn. R , subp. 4 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 If pressure drop readings on CE 002 and CE 016 vary from past data, the Permittee shall, at a minimum: 1. Inspect the lines going to the magnehelic gauge. 2. Confirm that the cleaning cycles are working properly. 3. Examine the ventilation ducts and pipes for leaks. 4. Inspect the fabric filter bags inside the compartment. Corrective Actions: The Permittee shall take corrective action as soon as possible if any of the following occur: Minn. R , subp. 4, 5 and 14 - visible emissions are observed; - the recorded pressure drop is outside the required operating range; - the bag leak detection system indicates that a filter, or filters, require(s) replacement; or, - the fabric filter or any of its components are found during the inspections to need repair. Corrective actions shall return the pressure drop to within the permitted range and/or include completion of necessary repairs identified during the inspection, as applicable. Corrective actions include, but are not limited to, those outlined in the O & M Plan for the fabric filters. The Permittee shall keep a record of the type and date of any corrective action taken for each filter. Periodic Inspections: At least once per calendar quarter, or more frequently as required by the manufacturing specifications, the Permittee shall inspect the control equipment components. The Permittee shall maintain a written record of these inspections. MONITORING EQUIPMENT INSTALLATION REQUIREMENTS Bag Leak Detection Systems: By November 30, 2006, the Permittee shall install a bag leak-detection system meeting the requirements of Appendix F on CE 016 within 180 days after replacement of CE 001 with CE 016. STACK HEIGHT REQUIREMENTS Stack Height: The minimum exhaust stack height for SV 006 shall be 25 feet above grade within 180 days after replacement of CE 001 with CE 016. Minn. R , subp. 4, 5 and 14 hdr Minn. R , subp. 2; Minn. R , subp. 4 hdr 40 CFR pt. 50; Minn. Stat. Section , subds. 4a and 9; Minn. R , subps. 7A, 7L and 7M; Minn. R , subps. 1, 2 and 4; and Minn. R through A-21
26 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Prospect Foundry Inc Permit Number: Subject Item: Associated Items: GP 017 Vent Fabric Filters CE 011 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 012 Fabric Filter - Low Temperature, i.e., T<180 Degrees F What to do OPERATIONAL REQUIREMENTS hdr Why to do it Within 180 days of Permit Issuance, the Permittee shall install CE 011 and CE 012. The Permittee shall operate and maintain each piece of control equipment at all times that any emissions unit listed in GP 017 controlled by the equipment is in operation, in accordance with the most recent Operation and Maintenance (O & M) Plan. The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Particulate Matter < 10 micron: greater than or equal to 99 percent collection efficiency The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Total Particulate Matter: greater than or equal to 99 percent collection efficiency MONITORING AND RECORDKEEPING REQUIREMENTS Visible Emissions: The Permittee shall check each filter (listed below) for any visible emissions one time during each time that sand is loaded. CE 011: SV 019 CE 012: SV 048 Recordkeeping of Visible Emissions: The Permittee shall record the time and date of each visible emission inspection and whether or not any visible emissions were observed. Corrective Actions: The Permittee shall take corrective action as soon as possible if any of the following occur: Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R hdr Minn. R , subp. 4(B) Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Minn. R , subp. 4, 5 and 14 - visible emissions are observed; - the filter or any of its components are found during the inspections to need repair. Corrective actions shall include completion of necessary repairs identified during the inspection, as applicable. Corrective actions also include, but are not limited to, those outlined in the O & M Plan for the filters. The Permittee shall keep a record of the type and date of any corrective action taken for each filter. Periodic Inspections: At least once per calendar quarter, or more frequently as required by the manufacturing specifications, the Permittee shall inspect the control equipment components. The Permittee shall maintain a written record of these inspections. Minn. R , subp. 4, 5 and 14 A-22
27 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Permit Number: Prospect Foundry Inc Subject Item: EU 024 Auto Line 2 Dump Conveyor Associated Items: GP 005 Casting Shakeout GP 013 Non-Combustion Equipment Subject to HAP Limit SV 041 A-2 Line Pouring/Cooling What to do PERFORMANCE TESTING REQUIREMENTS hdr Why to do it Performance Test: due 180 days after Permit Issuance to measure total particulate matter (PM) from EU 024. Performance Test Notifications and Submittals; Performance Test Notification (written): due 30 days before each Performance Test Performance Test Plan: due 30 days before each Performance Test Performance Test Pre-Test Meeting: due 7 day before each Performance Test Performance Test Report: due 45 days after each Performance Test Performance Test Report - Microfiche Copy or CD: due 105 day after each Performance Test. The Notification, Test Plan, and Test Report may be submitted in alternative format as allowed by Minn. R OPERATIONAL REQUIREMENTS Emissions from EU 024: Should the performance test required above show that EU 024 is not meeting the requirements of Minn. R , subp. 1(A)-1(B), the Permittee shall, within 180 days of Permit Issuance, connect EU 024 to, and vent emissions to, one of the pieces of control equipment listed in GP 015 such that the emission limits in Minn. R , subp. 1(A)-1(B) are met. Minn. R , subp. 1 Minn. R , subp. 1-4; Minn. R and Minn. R , subp. 1-2 hdr Minn. R , subp. 1(A)-1(B) A-23
28 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Permit Number: Prospect Foundry Inc Subject Item: CE 001 Wet Scrubber - High Efficiency Associated Items: EU 003 Sand Muller A EU 005 Floor Shakeout EU 019 Long Oscillator (shakeout) EU 020 Auto Line 4 Dump Conveyor EU 097 Sand Muller B GP 015 Control Equipment - Sand Handling and Casting Shakeout NOTIFICATION REQUIREMENTS What to do hdr Why to do it Notification of the date of Equipment Removal/Dismantlement: due 60 days after the Initial Startup of CE 016. PERFORMANCE TESTING REQUIREMENTS Performance Test: due 180 days after Permit Issuance to measure PM and PM10 control efficiency for the purpose of demonstrating compliance with the limit in GP 015 and determining when replacement with CE 016 is appropriate. Performance Test Notifications and Submittals; Performance Test Notification (written): due 30 days before each Performance Test Performance Test Plan: due 30 days before each Performance Test Performance Test Pre-Test Meeting: due 7 day before each Performance Test Performance Test Report: due 45 days after each Performance Test Performance Test Report - Microfiche Copy or CD: due 105 day after each Performance Test. The Notification, Test Plan, and Test Report may be submitted in alternative format as allowed by Minn. R Minn. R , subp. 2 hdr Minn. R , subp. 1 Minn. R , subp. 1-4; Minn. R and Minn. R , subp. 1-2 A-24
29 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Permit Number: Prospect Foundry Inc Subject Item: CE 013 Fabric Filter - Low Temperature, i.e., T<180 Degrees F Associated Items: EU 002 Electric Induction Furnace 1 EU 011 Electric Induction Furnace 2 EU 012 Electric Induction Furnace 3 EU 013 Magnesium Treatment What to do OPERATIONAL REQUIREMENTS hdr Why to do it Within 180 days of Permit Issuance, the Permittee shall install CE 013. The Permittee shall operate and maintain CE 013 at all times that any emissions unit listed in GP 002 controlled by CE 013 is in operation, in accordance with the most recent Operation and Maintenance (O & M) Plan. The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Particulate Matter < 10 micron: greater than or equal to 99 percent collection efficiency The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Total Particulate Matter: greater than or equal to 99 percent collection efficiency The pressure drop range listed below applies unless or until a new range is set pursuant to Minn. R , subp. 3, based on the values recorded during the most recent MPCA approved performance test where compliance was demonstrated. CE 013. Pressure Drop: greater than or equal to 2 inches of water column and less than or equal to 6 inches of water column MONITORING AND RECORDKEEPING REQUIREMENTS Visible Emissions and Pressure Drop: The Permittee shall check CE 013's stack, SV 067, for any visible emissions once each day of operation during daylight hours. The Permittee shall read and record the pressure drop across the fabric filter, once each day of operation. Monitoring Equipment: The Permittee shall maintain the necessary monitoring equipment for measuring and recording pressure drop as required by this permit. The monitoring equipment must be in use and properly maintained when the monitored fabric filter is in operation. Recordkeeping of Visible Emissions and Pressure Drop: The Permittee shall record the time and date of each visible emission inspection and pressure drop reading, and whether or not any visible emissions were observed and whether or not the observed pressure drop was within the range specified in this permit. Corrective Actions: The Permittee shall take corrective action as soon as possible if any of the following occur: Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R Minn. R , subps. 4 and 5 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 hdr Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Minn. R , subp. 4 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Minn. R , subp. 4, 5 and 14 - visible emissions are observed; - the recorded pressure drop is outside the required operating range; - the fabric filter or any of its components are found during the inspections to need repair. Corrective actions shall return the pressure drop to within the permitted range and/or include completion of necessary repairs identified during the inspection, as applicable. Corrective actions include, but are not limited to, those outlined in the O & M Plan for the fabric filter. The Permittee shall keep a record of the type and date of any corrective action taken for the filter. Periodic Inspections: At least once per calendar quarter, or more frequently as required by the manufacturing specifications, the Permittee shall inspect the control equipment components. The Permittee shall maintain a written record of these inspections. Minn. R , subp. 4, 5 and 14 A-25
30 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Permit Number: Prospect Foundry Inc Subject Item: CE 014 Fabric Filter - Low Temperature, i.e., T<180 Degrees F Associated Items: EU 001 Preheater EU 010 Scrap/Charge Handling What to do OPERATIONAL REQUIREMENTS hdr Why to do it By November 30, 2006, the Permittee shall install CE 014. The Permittee shall operate and maintain CE 014 at all times that any emissions unit listed in GP 002 controlled by CE 014 is in operation, in accordance with the most recent Operation and Maintenance (O & M) Plan. The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Particulate Matter < 10 micron: greater than or equal to 99 percent collection efficiency The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Total Particulate Matter: greater than or equal to 99 percent collection efficiency The pressure drop range listed below applies unless or until a new range is set pursuant to Minn. R , subp. 3, based on the values recorded during the most recent MPCA approved performance test where compliance was demonstrated. CE 014 Pressure Drop: greater than or equal to 2 inches of water column and less than or equal to 6 inches of water column MONITORING AND RECORDKEEPING REQUIREMENTS Visible Emissions and Pressure Drop: The Permittee shall check CE 014's stack (SV 068) for any visible emissions once each day of operation during daylight hours. The Permittee shall read and record the pressure drop across the fabric filter, once each day of operation. Monitoring Equipment: The Permittee shall maintain the necessary monitoring equipment for measuring and recording pressure drop as required by this permit. The monitoring equipment must be in use and properly maintained when the monitored fabric filter is in operation. Recordkeeping of Visible Emissions and Pressure Drop: The Permittee shall record the time and date of each visible emission inspection and pressure drop reading, and whether or not any visible emissions were observed and whether or not the observed pressure drop was within the range specified in this permit. Corrective Actions: The Permittee shall take corrective action as soon as possible if any of the following occur: Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R Minn. R , subps. 4 and 5 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 hdr Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Minn. R , subp. 4 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Minn. R , subp. 4, 5 and 14 - visible emissions are observed; - the recorded pressure drop is outside the required operating range; - the fabric filter or any of its components are found during the inspections to need repair. Corrective actions shall return the pressure drop to within the permitted range and/or include completion of necessary repairs identified during the inspection, as applicable. Corrective actions include, but are not limited to, those outlined in the O & M Plan for the fabric filter. The Permittee shall keep a record of the type and date of any corrective action taken for the filter. Periodic Inspections: At least once per calendar quarter, or more frequently as required by the manufacturing specifications, the Permittee shall inspect the control equipment components. The Permittee shall maintain a written record of these inspections. Minn. R , subp. 4, 5 and 14 A-26
31 TABLE A: LIMITS AND OTHER REQUIREMENTS 01/18/06 Facility Name: Permit Number: Prospect Foundry Inc Subject Item: CE 016 Fabric Filter - Low Temperature, i.e., T<180 Degrees F Associated Items: EU 003 Sand Muller A EU 005 Floor Shakeout EU 019 Long Oscillator (shakeout) EU 020 Auto Line 4 Dump Conveyor EU 097 Sand Muller B GP 015 Control Equipment - Sand Handling and Casting Shakeout NOTIFICATION REQUIREMENTS What to do hdr Why to do it Notification of the Actual Date of Initial Startup: due 60 days after the Initial Startup of CE 016. Minn. R , subp. 2 A-27
32 TABLE B: SUBMITTALS Facility Name: Prospect Foundry Inc Permit Number: /18/06 Table B lists most of the submittals required by this permit. Please note that some submittal requirements may appear in Table A or, if applicable, within a compliance schedule located in Table C. Table B is divided into two sections in order to separately list one-time only and recurrent submittal requirements. Each submittal must be postmarked or received by the date specified in the applicable Table. Those submittals required by parts to must be certified by a responsible official, defined in Minn. R , subp. 21. Other submittals shall be certified as appropriate if certification is required by an applicable rule or permit condition. Send any application for a permit or permit amendment to: AQ Permit Technical Advisor Industrial Division Minnesota Pollution Control Agency 520 Lafayette Road North St. Paul, Minnesota Also, where required by an applicable rule or permit condition, send to the Permit Technical Advisor notices of: - accumulated insignificant activities, - installation of control equipment, - replacement of an emissions unit, and - changes that contravene a permit term. Unless another person is identified in the applicable Table, send all other submittals to: AQ Compliance Tracking Coordinator Industrial Division Minnesota Pollution Control Agency 520 Lafayette Road North St. Paul, Minnesota Send submittals that are required to be submitted to the U.S. EPA regional office to: Mr. George Czerniak Air and Radiation Branch EPA Region V 77 West Jackson Boulevard Chicago, Illinois Send submittals that are required by the Acid Rain Program to: U.S. Environmental Protection Agency Clean Air Markets Division 1200 Pennsylvania Avenue NW (6204N) Washington, D.C B-1
33 TABLE B: ONE TIME SUBMITTALS OR NOTIFICATIONS Facility Name: Prospect Foundry Inc 01/18/06 Permit Number: What to send When to send Portion of Facility Affected Application for Permit Reissuance due 180 days before expiration of Existing Total Facility Permit Notification of the Actual Date of Initial Startup due 60 days after Initial Startup of CE 016. CE016 Notification of the date of Equipment due 60 days after Initial Startup of CE 016. Removal/Dismantlement Notification due 7 days before Equipment Installation The written notice can be an , but must be received by the agency seven working days prior to the replacement of CE 001 with CE 016. Performance Test Report due 360 days after Permit Issuance. The Permittee shall submit a report which explains the process taken to verify that the buildings enclosing the following sources are under negative pressure: CE001 GP015 Total Facility 1) GP 003, Sand Handling 2) GP 005, Casting Shakeout 3) GP 006, Grinding, Sawing and Abrasives Blasting Performance Test Report due 45 days after Performance Test to EU024 measure PM for the purpose of demonstrating compliance with Minn. R , subp. 1(A) through 1(B). Testing Frequency Plan due 60 days after Initial Performance Test for CE001 PM/PM10 control efficiency. The plan shall specify a testing frequency based on the test data and MPCA guidance. Future performance tests based on one-year (12 month), 36 month, and 60 month intervals, or as applicable, shall be required upon written approval of the MPCA. This is being required because periodic testing is warranted but there is insufficient past data to establish a frequency to aid in determining when replacement of CE 001 with CE 016 is appropriate Updated Operation and Maintenance Plan due 60 days after Permit Issuance Total Facility B-2
34 TABLE B: RECURRENT SUBMITTALS Facility Name: Prospect Foundry Inc 01/18/06 Permit Number: What to send When to send Portion of Facility Affected Semiannual Deviations Report due 30 days after end of each calendar Total Facility half-year following Permit Issuance. The first semiannual report submitted by the Permittee shall cover the calendar half-year in which the permit is issued. The first report of each calendar year covers January 1 - June 30. The second report of each calendar year covers July 1 - December 31. If no deviations have occured, the Permittee shall submit the report stating no deviations. This is a state-only requirement (Minn. R , subp. 6(A)(2)) and is not enforceable by the Administrator or citizens under the Clean Air Act. Compliance Certification due 31 days after end of each calendar year following Permit Issuance (for the previous calendar year). To be submitted on a form approved by the Commissioner, to the Commissioner. This report covers all deviations experienced during the calendar year. This is a state-only requirement (Minn. R , subp. 6(C)) and is not enforceable by the Administrator or citizens under the Clean Air Act. Total Facility B-3
35 TECHNICAL SUPPORT DOCUMENT For DRAFT AIR EMISSION PERMIT NO This technical support document is for all parties interested in the draft permit. The purpose of this document is to set forth the legal and factual basis for the draft permit conditions, including references to the applicable statutory or regulatory provisions. 1. General Information 1.1. Applicant and Stationary Source Location: Owner Address and Telephone Number AmeriCast Technologies 400 South Fourth Street P.O. Box 188 Atchinson, Kansas Contact: Jim Brunson, (913) , ext 211 Facility Address (SIC Code: 3321) Prospect Foundry, Inc Northeast Winter Street Minneapolis, Minnesota Hennepin County Contact: Tom Woehlke, (612) Description of the facility Prospect Foundry operates a gray and ductile iron foundry in Minneapolis, Minnesota. The facility is subject to a 100 ton per year (tpy) major source threshold under New Source Review. Potential total particulate matter (PM), particulate matter less than 10 microns (PM 10 ) and Volatile Organic Compounds (VOCs) emissions are greater than major source thresholds under the federal Prevention of Significant Deterioration (PSD) requirements. Potential emissions of Hazardous Air Pollutants (HAPs) are greater than major source thresholds under the federal National Emission Standards for Hazardous Air Pollutants (NESHAPS) requirements. The sources of PM/PM 10 emissions at the facility are sand handling associated with mold and core preparation, metal melting and pouring, casting shakeout and cleaning. The sources of VOCs and HAPs are core making. The facility wishes to receive a state permit; therefore, conditions limiting PM/PM 10 and VOC emissions to less than 100 tpy, and individual/combined HAPs emissions to less than 10/25 tpy are included in the permit. Castings are produced by pouring molten metal into sand molds, with cores used to create hollow internal sections. After the metal has cooled sufficiently, the casting is separated from the mold and undergoes cleaning and finishing techniques as appropriate. Molds and cores provide the exterior (mold) and interior (core) of the casting. Molds are formed around patterns, which are usually made of wood and replicate the exterior of the desired castings. At Prospect, molds are produced from sand. Molds are usually made in two halves. Sand is mixed with clay and water or with chemical binders and then packed or rammed around the pattern to form a mold half. The two halves are joined together to make the mold - a rigid cavity that provides the required shape for the casting. The cores are made from new silica sand by adding resins (binders) or by blowing resin-precoated sand onto a heated shaped surface to solidify sand into a welldefined shape. The finished cores, which can be solid or hollow, are inserted into the mold to provide the internal cavities of the casting before the mold halves are joined, as shown in Figure 1 on the following page. DRAFT Technical Support Document - Permit Number Page 1 of 19

 until the runner bush is full.")
36 Figure 1 -- Assembled Mold with Core Inserted Ready for Casting Purchased scrap steel is preheated in an oven prior to being melted. Molten metal is prepared in an electric induction furnace where an electrical current generates a charge that melts purchased scrap metal. A portion of molten metal undergoes metal treatment (addition of magnesium and/or other additives), which converts gray iron into ductile iron. Molten metal is transferred to molds using various types of ladles. Metal is poured into the runner or "gate" (a channel into the mold cavity) until the runner bush is full. The riser provides an additional reservoir of feed metal to counteract the shrinkage that occurs as the casting begins to cool, as shown in Figure 2 below. Figure 2 Casting a Sand Mold When the metal has cooled sufficiently for the casting to hold its shape, it is separated from the mold by a mechanical method referred to as shakeout. After cooling, extraneous pieces of metal (i.e. runners and the risers) are removed and collected for re-melting. A range of finishing processes is usually then undertaken. These may include cleaning to remove residual sand, oxides and surface scale, often by shot or tumble blasting; heat treatment, including annealing, tempering, and quenching (in water or oil) to enhance mechanical properties; and removal of excess metal or surface blemishes (e.g., resulting from incomplete mold closure or burrs left from runner and riser cut-off) by grinding. Prospect recycles a large proportion of mold and core sand internally for re-use. This involves processing to remove metal and return of the sand to a condition that enables it to be used again for mold or core production. Sand handling processes involve conveying, pneumatic transport, storage, mulling, and mixing of new silica sand and recycled foundry sand. DRAFT Technical Support Document - Permit Number Page 2 of 19
37 1.3 Description of any changes allowed with this permit issuance This permit authorizes the replacement of the wet scrubber (CE 001) with a fabric filter baghouse (CE 016), the installation of two new fabric filter baghouses (CE 013 and CE 014) to control emissions from preheating, melting and treatment and four new vent fabric filters (CE 002, CE 010, CE 011 and CE 012) to control emissions from sand handling equipment; and the raising of six stacks (SV 006, SV 019, SV 026, SV 027, SV 028 and SV 048). 1.4 Description of all amendments issued since the issuance of the last total facility permit and to be included in this Total Facility Permit. Table 1 -- Permitting History Permit Number and Issuance Date Action Authorized Total Facility Permit (93-93-OT-2) February 11, 1993 Amendment No. 1 January 23, 2001 Authorized continued operation of foundry process operations and associated air pollution control equipment. Authorized revision of pressure drop ranges for pollution control equipment (scrubbers and fabric filter baghouses) that were part of the previous total facility permit. Also authorized addition of a new sand mullor (controlled by the existing wet scrubber) that was not previously permitted Facility Emissions Table 2 -- Total Facility Potential to Emit Summary: Note: See Sections 3.1 through 3.4 of this TSD for more discussion of potential emissions. Emission Unit ID No. GP 001 Emission Unit Description Scrap Handling and Preheating PM (tpy) PM10 (tpy) SO2 (tpy) NOx (tpy) VOC (tpy) CO (tpy) Pb (tpy) Single HAP (tpy) All HAPs (tpy) GP 002 Melting and Refining GP 003 Sand Handling GP 004 Casting/Pouring/Cooling GP 005 Casting Shakeout GP 006 Grinding, Sawing and Abrasives Blasting Booths GP 007 Annealing Furnaces GP 008 Core Making GP 009 Core Baking Ovens GP 010 Core Making Sand Silos DRAFT Technical Support Document - Permit Number Page 3 of 19
38 Emission Unit ID No. Emission Unit Description Total Facility Limited Potential Emissions * PM (tpy) PM10 (tpy) SO2 (tpy) NOx (tpy) VOC (tpy) CO (tpy) Pb (tpy) Single HAP (tpy) All HAPs (tpy) Total Facility Actual Emissions ** * These are the limited potential emissions from from DELTA. They differ from those in the permit application sent by the company in that they have been verified and corrected as needed by MPCA staff. ** These are the actual emissions from the facility s most current Emissions Inventory Report. Where, PM = Particulate Matter PM 10 = PM smaller than 10 microns SO 2 = Sulfur Dioxide NO x = Nitrogen Oxides CO = Carbon Monoxide VOCs = Volatile Organic Compounds HAPs = Hazardous Air Pollutants Program (list pollutant) Table 3 -- Facility and Permit Classification Major/Affected Source Synthetic Minor * Minor * PSD VOC, PM and PM10 NOx, SO2 and CO Non-Attainment Area Review (NAAR) NA NA NA Part 70 Permit Program VOC and PM10 NOx, SO2 and CO Part 63 National Emissions Standards for HAPs Hazardous Air Pollutants * Refers to potential emissions that are less than those specified as major by 40 CFR pt 52.21, 40 CFR pt. 51 Appendix S, 40 CFR pt. 63 and 40 CFR pt Regulatory Overview of Facility 2.1 New Source Review Unpermitted, Prospect Foundry would be a potential major source under New Source Review Prevention of Significant Deterioration (PSD, 40 CFR 52.21), since unrestricted PM/PM 10 and VOC emissions exceed 100 tons per year. The facility has choosen to accept synthetic minor limits to maintain a minor source classification of the facility. 2.2 Part 70 Permit Program Unpermitted, Prospect Foundry would be a potential major source under Part 70, since unrestricted PM 10 and VOC emissions exceed 100 tons per year. According to all past Emission Inventories on file at the MPCA, the facility has not actually exceeded these thresholds, and therefore can and chooses to accept synthetic minor limits at this time to maintain the non-major source classification of the facility. 2.3 New Source Performance Standards There are no New Source Performance Standards that apply to Prospect Foundry. DRAFT Technical Support Document - Permit Number Page 4 of 19
39 2.4 National Emission Standards for Hazardous Air Pollutants (NESHAPs) The permit includes a limit on any single Hazardous Air Pollutant (HAP) such that potential single and combined HAP emissions are less than 10 tpy and 25 tpy, respectively. Therefore, the NESHAP requirements do not apply. The primary source of HAP emissions are the mixing of sand with resins and catalysts to make molds and cores, and the emissions released when molten iron is poured into the molds. 2.5 Minnesota State Rules Two State Standards of Performance apply to portions of Prospect Foundry and are included in the permit. These include: Minn. R to Direct Heating Fossil Fuel Burning Equipment Minn. R to Pre- and Post-1969 Industrial Process Equipment Table 4 -- Regulatory Overview Applicable Regulations Comments: GP 001 Minn. R Standards of Performance for Industrial Process Equipment applies to individual units Minn. R Standards of Performance for Direct Heating Equipment applies to individual units GP 002 Title I Condition Limit to avoid NSR and demonstrate compliance with NAAQS Limit to avoid Part 70 Limit set on quantity of metal that may be melted. This inherently limits the quantity of product that may be produced, the amount of finishing work done and the amount of sand used. Minn. R Standards of Performance for Industrial Process Equipment applies to individual units GP 003, GP 004, GP 005, GP 006, GP 010 Title I Condition Limit to avoid NSR and demonstrate compliance with NAAQS Limit to avoid Part 70 Requirement to vent emissions to air pollution control equipment to remain a minor source Minn. R Standards of Performance for Industrial Process Equipment applies to individual units GP 007, GP 009 Minn. R Standards of Performance for Direct Heating Equipment applies to individual units GP 013 Minn. R Title I Condition Limit to avoid Part 63 Limited to burning natural gas or propane only. Requirement to track emissions of HAPs using material balance to remain a minor source DRAFT Technical Support Document - Permit Number Page 5 of 19
40 GP 014, GP 015, GP 017 Applicable Regulations Title I Condition Limit to avoid NSR and demonstrate compliance with NAAQS Limit to avoid Part 70 Comments: Operation of control equipment is required to demonstrate compliance with the NAAQS and to remain a minor source for NSR and Part Technical Information 3.1 Emissions Calculation Methods Estimating Prospect Foundry s potential emissions is important because it assists MPCA staff in determining what federal rules and regulations apply to the facility. The MPCA typically recognizes several different methods for calculating a facility s emissions, including standardized emission factors, performance test data from similar facilities and material balance. An emission factor is typically an average emission value taken from industry data. It relates an activity or process to the quantity of a pollutant released into the atmosphere. Published emission factors exist for many types of processes. Separate emission factors based upon throughput data and values averaged over the length of a characteristic process were used to estimate potential emissions from some of the processes at facility. A material balance relies on the principle that what goes into a system must come out. Materials entering a process equal materials leaving, either through the product, recycled material, air emissions, wastewater, or solid or hazardous waste. Detailed records are needed. Analyzing purchasing records, production records, product specifications and waste records is required. 3.1.a Particulate Matter (PM/PM 10 ) Emission factors for particulate matter from gray and ductile iron foundries can be found in over two dozen sources. Some of the referenced literature sources only compile the other literature sources. Of significant importance is that none of the literature sources provides different emission factors for various types of molds and cores, metal, sand-to-metal (S/M) ratio, or other foundry-specific characteristics. With a few exceptions, all emission factors are expressed in pounds of particulates per ton of metal poured. Performance test data taken from tests done at similar facilities was used for the remaining processes at the facility. Unrestricted emissions in tons per year are based on the equipment s maximum capacity and no control; hourly emissions are based on equipment capacity and control efficiency; while limited emissions are based on the facility melt limit of 50,000 tons per year and control efficiency. See Attachment 7 for the methodology of how this limit was chosen. DRAFT Technical Support Document - Permit Number Page 6 of 19
41 3.1.a.1. Scrap Handling and Preheating PM/PM 10 emissions for scrap handling were calculated using emission factors for scrap handling for gray iron foundries taken from the latest version U.S. EPA's Factor Information Retrieval System (FIRE). Emissions from the preheating equipment were calculated using emission factors for natural gas and liquid propane combustion taken from U.S. EPA's Compilation of Air Pollutant Emission Factors, 5th Edition, Supplement D (AP-42) and the rated heat input of the equipment. 3.1.a.2. Metal Melting and Refining PM/PM 10 emissions for metal melting were calculated using emission factors for electric induction furnaces for gray iron foundries taken from the latest version of U.S. EPA's FIRE. 3.1.a.3. Sand Handling PM/PM 10 emissions for the old and new sand handling systems were calculated using the emission factors for sand handling at gray iron foundries taken from the latest version of U.S. EPA's FIRE. Emissions for mold making were calculated using emission factors from U.S. EPA s Fugitive Emission of Iron Foundries (EPA Document No. EPA-600/ , August 1979). For further discussion justifying use of these mold making emission factors, see Attachment a.4. Pouring/Casting/Cooling Based on a review of foundry emission factors, MPCA staff chose not to use U.S. EPA s AP-42 or FIRE database emission factors for metal pouring, cooling, and shakeout. These factors were developed in 1975 based on a single test. A detailed review of the AP-42 Section Background Report revealed no information on sources used for the factor development. The report provides no details indicating how the casting and shakeout emissions had been measured or evaluated. AP-42 references three information sources used to develop the factors. One of the sources simply cites the results of the other referenced publication. Another referenced information source for emission factors for pouring, cooling, and shakeout is based on emission tests from either a single full size operation or a bench scale operation. Therefore, the AP-42 factors were not considered ideal. PM/PM 10 emissions for pouring, casting, and cooling were calculated using test data from a similar facility, the Navistar gray iron foundry in Waukesha, Wisconsin, in 1987 and For further discussion justifying use of pouring, casting, and cooling emission factors different than U.S. EPA s AP-42 or FIRE, see Attachment a.5. Shakeout PM/PM 10 emissions emissions from the line floor shakeout and long oscillators were calculated using emission factors for casting shakeout in gray iron foundries from latest version of U.S. EPA's FIRE. Shakeout emissions from the five automatic pouring lines dump conveyors and from the lump breaker were calculated using test data from two gray iron foundries in Mexico tested in 1999 as part of the Castings Emissions Reduction Program (CERP) which was sponsored by U.S. EPA. For further discussion justifying use of shakeout emission factors different than U.S. EPA s AP-42 or FIRE, see Attachment 1. DRAFT Technical Support Document - Permit Number Page 7 of 19
42 3.1.a.6. Grinding, Sawing and Abrasives Blasting Booths PM/PM 10 emissions for grinding/cleaning were calculated using emission factors for grinding, sawing and abrasives blasting finishing for gray iron foundries taken from the latest version of U.S. EPA's FIRE. Emissions for confined abrasives blasting were taken from Air Quality Permits -- A Handbook for Regulators and Industry, Volume I, Section 3 Confined Abrasive Blasting Cabinets/Rooms, Table 3-2, a document published by the State and Local Territorial Air Pollution Program Administrators and Association of Local Air Pollution Control Officials (STAPPA/ALAPCO), in May a.7. Core Making and Core Sand Silos PM/PM 10 emissions for most core making and core sand silos were calculated using emission factors for core making and sand handling for gray iron foundries taken from the latest version of U.S. EPA's FIRE. Emissions for shell core making were calculated using an emission factor developed based on engineering judgment. For further discussion justifying use of this shell core making emission factor different than U.S. EPA s AP-42 or FIRE, see Attachment a.8. Core Baking Ovens and Annealing Furnaces PM/PM 10 emissions from the core baking ovens and annealing furnaces were calculated using emission factors for natural gas and liquid propane combustion taken from AP-42, 5th Edition, Supplement D and the rated heat input of the equipment. 3.1.b. Volatile Organic Compounds (VOCs) 3.1.b.1. Scrap Preheating VOC emissions from the preheating equipment were calculated using emission factors for natural gas and liquid propane combustion taken from AP-42, 5th Edition, Supplement D and the rated heat input of the equipment. 3.1.b.2. Pouring/Casting/Cooling VOC emissions from pouring were calculated using emission factors for pouring gray and ductile iron taken from the latest version of U.S. EPA's FIRE. VOC emissions from mold cooling were calculated using emission factors for gray and ductile iron molds cooling taken from U.S. EPA s Chemical Emissions from Foundry Molds (EPA Document No. EPA-450/ , March 1990) and the American Foundrymens Society's publication Calculating Emission Factors for Pouring, Cooling and Shakeout (Modern Casting, October 1994). For further discussion justifying use of mold cooling emission factors different than U.S. EPA s AP-42 or FIRE, see Attachment b.3. Shakeout VOC emissions from all shakeout equipment were calculated using emission factors for shakeout taken from the latest version of U.S. EPA's FIRE. DRAFT Technical Support Document - Permit Number Page 8 of 19
43 3.1.b.4. Core Baking Ovens and Annealing Furnaces VOC emissions from the core baking ovens and annealing furnaces were calculated using emission factors for natural gas and liquid propane combustion taken from AP-42, 5th Edition, Supplement D and the rated heat input of the equipment. 3.1.b.5. Core Making VOC emissions from the Furan No-Bake, Techniset and other binder core making were calculated using test results from a study sponsored by the Ohio Cast Metals Association and overseen by the Ohio Environmental Protection Agency in 1995 and For further discussion justifying use of core making emission factors different than U.S. EPA s AP-42 or FIRE, see Attachment 3. Emissions from all other core making were calculated using a material balance. Previous VOC emission estimations from core making assumed that 100% of organic compounds contained in the binders were released to the air. Extensive testing of core and mold making operations conducted by leading binder manufacturers affirm that much smaller quantities (approximately 3-6%) of the organics are released to the atmosphere during such operations. 3.1.c. Hazardous Air Pollutants (HAPs) HAPs emissions from the facility were calculated using the results of extensive stack testing done as part of the CERP study. 3.1.d. Carbon Monoxide (CO) Emission tests conducted at several different similar facilities revealed carbon monoxide emissions from the metal cooling and casting shakeout operations, which were not represented in the U.S. EPA's AP-42 or FIRE. CO emission factor development was based on the review of other available literature sources and Prospect Foundry site-specific parameters. Attachment 2 describes the factors. 3.2 PM 10 Dispersion Modeling Analysis MPCA staff identified hundreds of facilities that may be causing exceedences of the National Ambient Air Quality Standards (NAAQS) through a cursory screening analysis which predicted and compared ambient air concentration levels with the NAAQS. The procedures and assumptions for the determination made at this facility were taken from the permittee s application. MCPA staff assumed a property line distance of 50 meters and used conservative dispersion factors from the MPCA s Risk Assessment Spreadsheet (RASS) to estimate 1-hour and annual average concentrations. The estimated concentrations were divided the by the NAAQS for PM 10. Because the MPCA cannot issue a permit to a facility where there is knowledge or likelihood that the operation of the facility under the permit would cause or contribute to violations of the NAAQS, the MPCA is legally obligated to impose the necessary conditions to ensure compliance with the NAAQS (see 40 CFR pt. 50; Minn. Stat , subds. 4a and 9; Minn. R , subps. 1, 2, and 4; Minn. R through Minn. R ). DRAFT Technical Support Document - Permit Number Page 9 of 19
; demonstration that the buildings are under negative pressure providing for higher capture efficiency; and improvement of")
44 Prospect resolved this issue through several methods that included emissions reductions through a production limit on the amount of metal they can melt; emissions reductions through the installation of additional air pollution control equipment (new fabric filter baghouses); demonstration that the buildings are under negative pressure providing for higher capture efficiency; and improvement of the facility s dispersion characteristics by significantly increasing stack heights on some of their casting cleaning processes (sawing, grinding and abrasives blasting). A refined dispersion modeling analysis using the U.S. EPA-approved ISC3-PRIME model was conducted in August 2005 and demonstrated compliance with the NAAQS for PM 10 of 150 g/m 3 (micrograms per cubic meter). The parameters that were used in the modeling were included in the permit as Appendix E. The results of the dispersion modeling for annual average concentrations are shown below in Figure 3. Figure 3 -- PM 10 Dispersion Modeling Results (in g/m 3 ) for Prospect Foundry The refined dispersion modeling analysis was approved by MPCA modeling staff on January 6, DRAFT Technical Support Document - Permit Number Page 10 of 19
45 3.3 Negative Pressure Demonstration, Initial Hood Certification and Evaluation and Annual Hood Evaluation MPCA staff also decided to further examine the ventilation system at the facility. The effectiveness of an industrial ventilation system is an important factor in reducing emissions. Closed vent systems are often required to collect and dispose of particulate emissions from various processes at manufacturing facilities before venting to air pollution control equipment. These systems usually include ductwork and flow-inducing devices. Closed-vent systems should be designed and operated so that all particulate emissions either settle inside the building or are transported to an air pollution control device without leakage to the atmosphere. Demonstrating that the building's air evacuation system is under negative pressure would include finding leaks and obstructions, evaluation of duct diameters and damper settings, proper sizing of fans and identifying poor distribution. The following requirement was added to the permit: Negative Pressure Demonstration: Within 180 days of Permit Issuance, the Permittee shall contract with an independent firm that employs licensed professional engineers and certified industrial hygienists qualified in the design, inspection and evaluation of industrial ventilation and air pollution control systems. The firm shall verify that the ground-level openings in the buildings enclosing the following sources are under negative pressure: 1) GP 003, Sand Handling 2) GP 005, Casting Shakeout 3) GP 006, Grinding, Sawing and Abrasives Blasting Negative Pressure Demonstration Report: Within 360 days of Permit Issuance, the Permittee shall submit a report to the Commissioner which explains the process taken to verify that the ground-level openings in the buildings enclosing the following sources are under negative pressure: 1) GP 003, Sand Handling 2) GP 005, Casting Shakeout 3) GP 006, Grinding, Sawing and Abrasives Blasting In addition to the requirement to demonstrate that the ground-level openings in the buildings enclosing GPs 003, 005 and 006 are under negative pressure, the Permittee is also required to verify and certify the capture efficiency of the collection systems on the saws & grinders and any sand handling that is not done with enclosed belt conveyors and transfer equipment with an initial hood certification and evaluation followed by annual hood evaluations. The following requirement was added to the permit: Initial Hood Certification and Evaluation: The control device hood on the equipment in GPs 014 and 015 must conform to the requirements listed in Minn. R , subp. 1, and the Permittee shall certify this as specified in Minn. R , subp. 3. The Permittee shall maintain a copy of the evaluation and certification on site. Annual Hood Evaluation: The Permittee shall measure and record at least once every 12 months the fan rotation speed, fan power draw, or face velocity of each hood in GPs 014 and GP 015, or other comparable air flow indication method. The Permittee shall maintain a copy of the annual evaluation on site. DRAFT Technical Support Document - Permit Number Page 11 of 19
46 3.4 Periodic Monitoring In accordance with the Clean Air Act, it is the responsibility of the owner or operator of a facility to have sufficient knowledge of the facility to certify that the facility is in compliance with all applicable requirements. To achieve this objective, US EPA issued guidance (September 15, 1998, memorandum Periodic Monitoring Guidance for Title V Operating Permits Program, and April 30, 1999, guidance titled Periodic Monitoring Technical Reference Document) on periodic monitoring requirements for permitted sources. In evaluating the monitoring included in the permit, the MPCA considered the following as per the above mentioned guidance documents: the likelihood of violating the applicable requirement; whether add-on controls are necessary to meet the emission limit; the variability of emissions over time; the type of monitoring, process, maintenance, or control equipment data already available for the emission unit; the technical and economic feasibility of possible periodic monitoring methods; and the kind of monitoring found on similar units. Table 5 summarizes the periodic monitoring requirements for those emissions for which the monitoring required by the applicable requirement is nonexistent or inadequate. Table 6 compares maximum potential PM emissions with the PM limit in Minn. R for all the stacks at the facility at the stacks where the emissions occur. Table 5 -- Emission Units Subject to Periodic Monitoring EU/ GP/ CE Emission limit (basis) Additional Monitoring Discussion GP 001 (scrap handling and preheating) PM and opacity limits (Title I Condition, MN Industrial Process Equipment and Direct Heating standards) Daily visible emissions check and reading and recordkeeping of pressure drop PTE at design capacity of the scrap handling and preheater are approximately 0.47% and 0.59% of the applicable PM limits, respectively. It is unlikely that the limits will be violated. DRAFT Technical Support Document - Permit Number Page 12 of 19
47 EU/ GP/ CE Emission limit (basis) Additional Monitoring Discussion GP 002 (melting and refining) 50,000 tons of metal melted per year (Title I limit) See Attachment 7 PM and opacity limits (MN Industrial Process Equipment standard) Recordkeeping: Daily records of metal melted and monthly records of 12 month rolling sum Daily visible emissions check and reading and recordkeeping of pressure drop The calculated hourly controlled emissions (at each stack) as a percentage of the applicable limit are: SV 003: 0.83% of limit SV 004: 1.02% of limit SV 005: 0.84% of limit It is unlikely that the limits would be violated as long as the control equipment is properly operated and maintained. GP 003 (sand handling, mulling and molding) PM and opacity limits (MN Industrial Process Equipment standard) Daily visible emissions check and reading and recordkeeping of pressure drop The calculated hourly controlled emissions of all units combined (at typical stacks in this GP) as a percentage of the applicable limit are: SV 007: 2.38% of limit SV 034: 3.86% of limit SV 049: 0.30% of limit It is unlikely that the limits would be violated as long as the control equipment is properly operated and maintained. GP 004 (pouring and cooling) PM and opacity limits (MN Industrial Process Equipment standard) None GP 005 (shakeout) PM and opacity limits (MN Industrial Process Equipment standard) Stack test Daily visible emissions check, reading and recordkeeping of pressure drop and installation of bag leak detection system on some units Emissions from EU 024 are uncontrolled therefore testing is being required to demonstrate compliance with Minn. R DRAFT Technical Support Document - Permit Number Page 13 of 19
48 EU/ GP/ CE Emission limit (basis) Additional Monitoring Discussion GP 006 (sawing, grinding and abrasives blasting) PM and opacity limits (MN Industrial Process Equipment standard) Daily visible emissions check, reading and recordkeeping of pressure drop and installation of bag leak detection system Calculated hourly controlled emissions of all units combined (at each stack) as percentage of their limit are: SV 026: 7.73% of limit SV 027: 7.73% of limit SV 028: 6.70% of limit SV 029: 1.13% of limit SV 030: 5.61% of limit It is unlikely that the limits would be violated as long as the control equipment is properly operated and maintained. GP 007 (annealing furnaces) GP 009 (core baking ovens) PM and opacity limits (MN Direct Heating Equipment standard) None PTE at design capacity of typical units in GP 007 and GP 009 are approximately 0.609% and 0.18% of their applicable PM limits. It is unlikely that the limits will be violated. GP 008 (existing core making) PM and opacity limits (MN Industrial Process Equipment standard) None PTE at design capacity of a typical unit in GP 008 is approximately 0.13% of the applicable PM limit. It is unlikely that the limit will be violated. GP 010 (core making sand silos) PM and opacity limits (MN Industrial Process Equipment standard) Visible emissions check during sand loading PTE at design capacity of a typical unit in GP 0010 is approximately 9.13% of the applicable PM limit. It is unlikely that the limits would be violated as long as the control equipment is properly operated and maintained. GP 013 (non-combustion equipment subject to HAP limits) Limits on individual and combined HAPs Recordkeeping: Daily records of HAP-containing material used and monthly records of 12 month rolling sum Maintenance and retention of daily core and mold schedules satisfies this requirement. PTE for a single HAP is 33.22% of the applicable limit, while PTE for combined HAPs is 39.6% of the applicable limit. DRAFT Technical Support Document - Permit Number Page 14 of 19
49 EU/ GP/ CE Emission limit (basis) Additional Monitoring Discussion GP 014 (fabric filter baghouses for sawing, grinding and abrasives blasting) GP 015 (wet scrubber and fabric filter baghouses for sand handling and casting shakeout) Minimum Control Efficiency (Title I Condition and MN Control Equipment standard) Daily visible emissions check, reading and recordkeeping of pressure drop and installation of bag leak detection systems on some units It is unlikely that the limits would be violated as long as the control equipment is properly operated and maintained. CE 013 and CE 014 (new fabric filter baghouses for melting, refining and scrap handling) GP 017 (fabric filters) Minimum Control Efficiency (Title I Condition and MN Control Equipment standard) Daily visible emissions check It is unlikely that the limits would be violated as long as the control equipment is properly operated and maintained. CE 001 (existing wet scrubber) Minimum Control Efficiency (Title I Condition) Stack test Daily reading and recordkeeping of pressure drop and liquid flow rate Testing is being required to demonstrate compliance with the requirement that CE 001 be at least 90% efficient at removing PM/PM 10. If CE 001 is shown to not be 90% efficient or better, it shall be replaced with CE 016. Stack Vent Table 6 -- PM Emission Limits and Compliance Demonstration Handling Hourly Emission Limit (lb/hr) DRAFT Technical Support Document - Permit Number Page 15 of 19 Flow Rate Hourly Emission Limit (lb/hr) Applicable Emission Limit (lb/hr) Potential to Emit for PM (lb/hr) Emission Units , , , , 003, 005, 010, 019, 020,
50 Stack Vent Emission Units Handling Hourly Emission Limit (lb/hr) Flow Rate Hourly Emission Limit (lb/hr) Applicable Emission Limit (lb/hr) Potential to Emit for PM (lb/hr) 025, 026, 027, 028, 029, 030, , 026, 027, 028, 029, 030, Formerly Sand Tank Formerly Sand Tank Formerly Sand Tank , , , 078, 081, 082; 109, , 092, 093; , 089, , , 044, , 045, , Grinding 006, , 044, 046, Formerly Sand Tank , , DRAFT Technical Support Document - Permit Number Page 16 of 19
51 Stack Vent Emission Units Handling Hourly Emission Limit (lb/hr) Flow Rate Hourly Emission Limit (lb/hr) Applicable Emission Limit (lb/hr) Potential to Emit for PM (lb/hr) , 112 (piped to SV 048) , , 003, 005, 019, 020, , 071, , , , , , , 011, , Insignificant Activities The facility has several operations that qualify as insignificant activities under Minn. Rules. These are included in Appendix B to the permit, with the applicable requirements. 3.6 Deviations from Normal DELTA Database Practices In general, the permit meets the MPCA Delta Guidance for ordering and grouping of requirements. One area where this permit deviates slightly from Delta guidance is in the use of appendices. While appendices are fully enforceable parts of the permit, in general, any requirement that the MPCA thinks should be tracked (e.g., limits, submittals, etc.), should be in Table A or B. The main reason is that the appendices are word processing sections and are not part of the tracking system. Violation of the appendices can be enforced, but the computer system will not automatically generate the necessary enforcement notices or documents. Staff must generate these. Appendix A is the Operator's Summary. Appendix B is the listing of Insignificant Activities and their applicable requirements. This is a fairly standard way to include these in the permit, since it is highly unlikely the MPCA would need to have these as trackable items in the Delta database. Appendix C are the HAPs emission factors from the University of Alabama-Birmingham's January 1999 report entitled "Ferrous Foundry Air Emissions Study" listing the emission factors that the Permittee must use in their compliance demonstration with their synthetic minor emission limit. DRAFT Technical Support Document - Permit Number Page 17 of 19
52 Appendix D is a printout from Delta of the control equipment, emissions unit and stack/vent description, (formerly known as Forms GI-05, GI-05B and GI-04). This documents the correlation of specific emissions units to specific control equipment as well as the capacities of each unit. Delta does not show this data as part of the associated items in Table A of the permit. Appendix E lists the parameters relied on in modeling to demonstrate compliance with the NAAQS. Appendix F lists the requirements that the bag leak-detection systems must meet. Typically, the evaporation rates from relevant sections from the latest edition "Form R Reporting for Binder Chemicals Used in Foundries" listing the evaporation rates that the Permittee must use in their compliance demonstration with their synthetic minor emission limit are included as an Appendix in permits for gray and ductile iron foundries. However, while MPCA staff have relied on the cited document when completing the PTE calculations, the latest Second Edition of the document was published in Since that time, the binder chemical manufacturers have changed and the manufacturers keep changing the binder resin and catalyst formulations. Changes in binder resin and catalyst formulations may change the list of chemicals included in the referenced literature source for different types of processes and may change the percentage of individual chemicals reacted, evaporated, and remained in core/mold. At the same time, extensive studies were conducted by at least three leading chemical manufacturers to measure the actual VOC emissions as percent of total chemicals used in different types of the process. As a result, the VOC emissions for Prospect Foundry were calculated based on the results of the referenced studies (e.g., the VOC emission factor used in the calculations for Phenolic Urethane Nobake type of core and mold making is 1.17 lb VOC per ton of total binder materials used). Emissions of specific chemicals where then calculated proportional to the chemical content in each binder material (i.e., binder part or catalyst/activator). Based on MPCA staff's experience with other facilities, the selected approach provides conservative results compared to the emission calculations completed using the Form R Reporting publication, allows a proper evaluation of emissions for chemicals not listed in the referenced publication, and provides consistency with the total VOC emission calculations. Therefore, a reference to the "Form R Reporting publication was not included in the permit as an Appendix. Another area where the permit deviates from guidance is in the use of groups for requirements that apply to individual pieces of equipment. This is done in order to streamline the permit, reducing what would have been a lengthy, repetitive 125+ page document to one that is only 34 pages. 3.7 MPCA's Response to Comments/Questions/Concerns Received During Public Notice The MPCA received comments/questions/concerns on Prospect Foundry's draft air permit and technical support document (TSD) from 7 parties: 1 from the Prospect's air permitting/modeling consultant (Sage Environmental) with marked-up versions of the permit and TSD attached to it; 1 letter from the City of Minneapolis' Regulatory Services Department Director of Inspections; 1 letter from the Southeast Como Improvement Association's Board President; 1 from a former Minneapolis resident; and, 3 letters from Minneapolis residents. DRAFT Technical Support Document - Permit Number Page 18 of 19
53 MPCA staff responded to comments/questions/concerns on the draft permit and TSD in an order from the most specific (i.e. those making suggestions to, or seeking clarification of, actual terms and conditions of the permit) to more general topics and issues. The MPCA views a reasonable request as one that can be granted within the scope of its air permitting authority under the law. The responses to the comments/questions/concerns, the comment letters and s themselves and a summary of the changes made to the permit have been included with this TSD as Attachment Conclusion Based on the information provided by Prospect Foundry, the MPCA has reasonable assurance that the proposed operation of this emission facility, Prospect Foundry, as described in the Air Emission Permit No and this technical support document, will not cause or contribute to a violation of applicable federal regulations and Minnesota Rules. Staff Members on Permit Team: Dan Sullivan (Permit Writer) Suzanne Venem (Compliance and Enforcement) Toni Volkmeier, Peggy Bartz and Amrill Okonkwo (Peer Review) Attachments: 1. Justification for Using PM Emission Factors Different Than U.S. EPA s AP-42 or FIRE 2. Justification for Using CO Emission Factors Different Than U.S. EPA s AP-42 or FIRE 3. Justification for Using VOC Emission Factors Different Than U.S. EPA s AP-42 or FIRE 4. Emission Calculations 5. Facility Description Forms 6. CD-01 Forms 7. Determination of the 50,000 Tons Per Year Limit 8. Responses to the Comments/Questions/Concerns Received During Public Notice, Actual Comment Letters and s Received and Summary of Changes Made to the Permit DRAFT Technical Support Document - Permit Number Page 19 of 19
54 Attachment 1 Justification for Use of PM Emission Factors Other Than U.S. EPA's AP-42 and FIRE
55 Foundry Processes Textual Description Metal Pouring Metal Cooling Metal Casting Casting Shakeout Sand Handling Abbreviation P C P&C S SH Process Description Pouring of melted metal from ladles into molds. Does not include any metal treatment (inoculation). The boundary between metal pouring and cooling lies approximately at the point where molds with metal inside leave the pouring station. Cooling and solidification of metal in molds. This process ends when the casting shakeout starts. A combination of metal pouring and cooling Separation of castings from mold and core sand. This process ends when the castings and sand no longer move together. Does not include metal gates/risers removal. Reclamation of sand separated from castings during shakeout, reconditioning, and return to the mold making equipment. Includes sand transporters, coolers, elevators, sand belts (transporters), screens, storage silos, magnetic separators, and muller. Fresh sand handling includes sand and additives transportation from the storage silos (excluding unloading from transport vessels) to muller. Ends when ready green sand mix enters mold forming equipment. Does not include core making of any kind. Molding M Formation of molds including copes and drags. Emissions from core setting are considered negligible. Prospect Foundry Processes Textual Abbreviation Process Description Description Small B&P BPS Three automatic Beardsley and Piper lines producing smallsize mold castings. Large B&P BPL Two automatic Beardsley and Piper lines producing mediumsize mold castings. BMM Line BMM Semi-automatic British Molding Machine line producing large-size mold castings. Emission Factors for Particulate Matter (PM) Emission factors for PM were found in over two dozen of the reviewed literature sources. Some of the referenced literature sources only compile the other literature sources. Of significant importance is that none of the literature sources provides different emission factors for various types of molds and cores, metal, sand-to-metal (S/M) ratio, or other foundry-specific characteristics. With few exemptions, all emission factors are expressed in pounds of particulates per ton of metal poured.
56 Metal Pouring and Cooling Currently, Prospect Foundry uses emission factors for PM found in the U.S. EPA publication AP-42 1 (see References at the end of this attachment) in the evaluation of PM emissions from foundry processes. Based on a review of foundry emission factors, MPCA staff chose not to use U.S. EPA s AP-42 or FIRE 3 emission factors for casting and shakeout. These factors were developed in 1975 based on a single test. A detailed review of the AP-42 Section Background Report 2 revealed no information about sources used for the factor development. The report provides no details indicating how the casting and shakeout emissions had been measured or evaluated. AP-42 references three information sources used to develop the factors. Another referenced information source 5 emission factors for pouring, cooling, and shakeout are based on emission tests from either a single full size operation or a bench scale operation. Therefore, the AP-42 factors were not considered ideal. PM/PM 10 emissions for pouring, casting, and cooling were calculated using test data from the Navistar gray iron foundry in Waukesha, Wisconsin in 1987 and This facility utilizes five Herman pouring and cooling lines. Gray iron castings are produced in green sand molds with Isocure cores. The pouring rate during the test on Line #3 was 7.05 tons of metal per hour and the S/M ratio was 5.79:1. Prospect Foundry design pouring rates are lower than the Navistar pouring rates (more metal per hour at the BMM line and less metal at B&P small and B&P large lines). S/M ratio is approximately 7.8:1 at all lines. A discussion of conservatism of the emission rates developed for Prospect Foundry follows this section. Two tests consisting of three runs each were conducted at each of the pouring and cooling areas at the Navistar Plant. The higher of the two average test results (for Line #3) was chosen for use at Prospect Foundry. See table below. The Lines # 4 and 5 tests at the Navistar facility result in lower emission rates. The Lines # 4 and 5 test results were not recommended for Prospect Foundry lines because the pouring rate during the test was significantly higher than the design pouring rate of Prospect Foundry's lines and because the S/M ratio is not available from the test report. PM Emission Factors for Prospect Foundry Pouring and Cooling Operations Pollutant and Location Code Pouring Emissions, lb/tsm * Cooling Emissions, lb/tsm * Casting Emissions, lb/tsm * PM-All Areas * - TSM = ton of sand and metal The factors were recalculated to lb PM/TMP based on the S/M ratio for each area for consistency with the emission factor units for other pollutants as shown in the following table. PM Emission Factors for Prospect Foundry Pouring and Cooling Operations Pollutant and Location Code S/M Ratio Pouring Emissions, lb/tmp * Cooling Emissions, lb/tmp * Casting Emissions, lb/tmp * PM-All Lines 7.8: * - TMP = ton of metal poured
57 Emission factors are expressed in tons of sand and metal combined; therefore emissions from lines with higher S/M ratio will be higher than emissions from lines with lower S/M ratio if the same amount of metal is poured. At a 7.8:1 S/M ratio, the proposed casting emission factor of lb PM/TSM corresponds to 0.96 lb PM/ton of metal poured (lb/tmp). This recommended factor is conservative and realistic even though it is approximately four times lower than the AP-42 emission factor. Tests conducted at an automotive production foundry in Mexico 17 demonstrated casting average PM emissions of 0.15 lb PM/TMP (with the maximum emissions measured during the tests of 1.07 lb/tmp. The Ductile Iron Pipe Research Association (DIPRA) Emission Factor Report 15 provides the castings emission factor of 0.12 lb/tmp. The emission factor for pouring only provided by V. H. Baldwin is lb/tmp. The PM emission factor developed based on the stack testing results for the pouring area conducted by Briggs & Stratton for the 68 th Street Foundry 13 in 1995 is lb/tmp (the test was conducted on green sand molds with shell and phenolic no-bake cores). It is easy to see that all these factors are close to one another and the factors proposed for Prospect Foundry and are lower than the AP-42 emission factors. Casting Shakeout Currently, Prospect Foundry uses a 3.2 lb PM/TMP emission factor for shakeout obtained from the U.S. EPA publication AP Casting shakeout PM emission factors are found in nine of the reviewed literature sources; however, only two or three original numbers (i.e., not referenced from other literature sources) are available. All factors are expressed in lb/tmp, which diminish their value since the bulk of emissions from shakeout operations are attributed to sand and the S/M ratio is not taken into account. Tests conducted at an automotive production foundry in Mexico 17 demonstrated average shakeout PM emissions of 0.12 lb PM/TMP (with the maximum emissions measured during the tests of 0.53 lb/tmp. Sage Environmental recommends using the 0.53 lb/tmp value for the five B&P automatic pouring lines dump conveyors and for the lump breaker based on the observations of the actual Prospect Foundry operations. We recommend using the AP-42 1 value of 3.2 lb/tmp for the BMM line floor shakeout and long oscillators because this line is not automatic, processes larger molds, and the emissions may not be comparable with the Mexican foundry emissions. Sand Handling and Molding All emission calculations for foundry processes resulting from sand handling, including core and mold making, were based on tons of sand handled, not tons of metal produced. Use of the emission factors from AP-42 and FIRE that are expressed in pounds of pollutant per ton of metal processed tend to overestimate emissions. A comparison of the emission factors for sand conditioning from the 1975 and 1979 literature sources 2,11 (26.01 lb/ton of metal poured) with the emission factor for sand handling from FIRE / AP-42 (3.6 lb/ton of sand) provides the basis for the S/M ratio during the tests used in the development of the AP-42 factor (11.5:1). Use of emission factors expressed in lb/ton of metal for foundries with S/M ratio of 6.75:1 would overestimate their emissions two times and for foundries with S/M ratio of 2:1 the emissions would be overestimated almost six times. This discussion explains why MPCA staff approved adjusting the emission factors to S/M ratio where appropriate. However, since it is not possible to provide such detailed explanation on emission calculation sheets for each individual unit, the calculation sheets for the units in question were changed to use the original FIRE factors.
58 Currently, Prospect Foundry uses a 3.6 lb PM/TMP emission factor for sand handling, mulling, and molding operations based on the U.S. EPA publication AP-42. PM emission factors for sand handling are found in six of the reviewed literature sources; however, only three original numbers (i.e., not referenced from other literature sources) are available. Two sets of available factors 3, 7 are expressed in lb/tmp and pounds per ton of sand handled (lb/tsh), which creates confusion because numerically both sets are very close to one another. Additional examination of the original papers revealed that the average uncontrolled sand handling PM emission factor should be 3.6 lb/tsh. The third available number of 0.03 lb/tsh (from the DIPRA Report 15 ) does not seem reliable since it references AP-42 factor for concrete batching. Therefore, MPCA staff approved use of the AP-42 1 value of 3.6 lb/tsh. For the molding operations, MPCA staff approved use of the PM molding emission factor of 0.05 lb/tsh provided by B.W. Gutow 10, 11. The overall control efficiency for the Prospect Foundry sand handling systems was estimated as a result of multiplication of the conservatively estimated capture and control efficiencies. The sand handling systems are well controlled. Two sand feeders and mixers (mullers) currently are controlled by a wet scrubber (80% capture and 90% control efficiency), but will be replaced with a baghouse and the building's capture efficiency will be demonstrated (100% capture and 99% control efficiency). The incline, sorting, and plow conveyors and the sand return tank are controlled by a baghouse (100% capture and 99% control efficiency). The sand screen and return sand elevator are enclosed (100% capture) and the emissions are routed to a baghouse (99% control efficiency). MPCA staff believe that the particulate emissions are greatly overestimated because the facility is forced to use the AP-42 emission factors for dry sand. Most of the sand handling units and transporting devices are covered or hooded and some units and transporters process wet sand, which results in negligible emissions. U.S. EPA Document No also lists a settling factor for sand handling systems of 90% for typical foundry operations. Shell Core Making EPA Document No. EPA-600/ states: "Based on observations during plant visits and conversations with industry personnel, particulate emissions from shell-core and mold and cold set processes appear to be negligible. Resin-precoated shell sand is delivered to Prospect Foundry in large sacks. From sacks, sand is loaded directly into storage silos located inside the core room. Silos are hard-piped to shell core machines. Shell sand is blown into the machines onto heated metal plates, which causes resin melt and bind the sand particles together. The core plates are enclosed in the machines. As follows from this process description, the sand is not exposed to the air at any time except at the time of loading from sacks into the silos. MPCA staff therefore believes that even 0.1 lb/ton of sand emission factor used in the calculations is conservative; however, the calculations were provided to represent all potential particulate emission sources in the facility PTE.
59 Emission Factors for PM 10 Emission factors for PM 10 were found in four of the reviewed literature sources 1, 3, 6, 8. Of significant importance is that none of the literature sources provides different emission factors for various types of mold or core sand, metal, sand-to-metal (S/M) ratio, or other foundry-specific characteristics. All emission factors are expressed in lb/tmp. Metal Pouring and Cooling An analysis of AP-42 1 Table and of V. H. Baldwin s Environmental Assessment of Melting, Inoculation, and Pouring 8 Tables 1 and 2 allows an easy evaluation of weight percent of PM 10 in PM for metal pouring and cooling. For PM 10 the weight percent is 49% of PM per AP-42 and % per V. H. Baldwin. AP-42 ratios were used to calculate the PM 10 emission factors based on the PM emission factors described above. Casting Shakeout An analysis of AP-42 1 Table and of V. H. Baldwin s Environmental Assessment of Iron Casting 6 Tables 16, 17, and 19 allows an easy evaluation of weight percent of PM 10 in PM for casting shakeout. AP-42 specifies that PM 10 comprise 70% of the PM emissions. Calculations based on the data provided by Baldwin show that PM 10 comprise 16.3 wt.% of the PM emissions. AP-42 ratios were used to calculate the emission factors based on the PM emission factors described above. Sand Handling and Molding No emission factors for PM 10 emissions from sand handling or molding operations were found in the literature sources. The proposed PM 10 emissions are to be calculated as 60% of the appropriate PM emissions. References: 1 Compilation of Air Pollutant Emission Factors (AP-42), Fifth Edition U.S. EPA, 2003 Update 2 Background Report, AP-42 Section 12.10, Iron Foundries. U.S. EPA, Factor Information Retrieval (FIRE) System, Version 6.23 U.S. EPA, November Emission Factors for Iron Foundries: Criteria and Toxic Pollutants EPA Document No. EPA-600/ ; Pechan (E.H.) and Associates, Inc.; August Summary of Factors Affecting Compliance by Ferrous Foundries EPA Document No. EPA-340/ ; D. Wallace, P. Quarles, P. Kielty, A. Trenholm; Midwest Research Institute; January 1981
60 6 Environmental Assessment of Iron Casting EPA Document No. EPA600/ ; V.H. Baldwin, Jr.; Research Triangle Institute; January Identification, Assessment, and Control of Fugitive Particulate Emissions in Foundries D.D. Wallace, C Cowherd, Jr. & J.S. Kinsey; AFS Transactions 8 Environmental Assessment of Melting, Inoculation, and Pouring V.H. Baldwin; AFS Transactions; Foundry Air Contaminants from Green Sand Molds. W.D. Scott, R.H. James, & C.E. Bates,;American Industrial Hygiene Association Journal; June An Inventory of Iron Foundry Emissions Bernard S. Gutow; Modern Casting; January Fugitive Emission of Iron Foundries EPA Document No. EPA-600/ ; D. Wallace, C. Cowherd; August Chemical Emissions from the Foundry Molds W.D. Scott, C.E. Bates, & R.H. James; AFS Transactions; Briggs & Stratton 68th St. Foundry Stack Test Results - Pouring Area Adapted to 83rd St. Foundry March Navistar Foundry Stack Test Results and Summary Waukesha, Wisconsin; 1987, DIPRA Emission Factor Report Ductile Iron Pipe Research Association; June 1995 (Revised July 1995) 16 Calculating Emission Factors for Pouring, Cooling, and Shakeout Gary E. Mosher; American Foundrymen's Society; Modern Casting; October Foundry Process Emission Factors: Baseline Emissions from Automotive Foundries in Mexico. Emissions Measurement Team U.S. EPA and AFS; Casting Emission Reduction Program; January Baseline Testing Emission Results Pre-production Foundry U.S. EPA and AFS; Casting Emission Reduction Program; November Baseline Testing Emission Production Foundry U.S. EPA and AFS; Casting Emission Reduction Program; February Use of Advanced Oxidation Systems for Green Sand Emission Reductions and Reduction of Bentonite Consumption F.S. Cannon, J.C. Furness, and R.C. Voigt;
61 21 Foundry Emissions Effects with an Advanced Oxidation Blackwater System Goudzwaard and others (8 authors); 22 Form R Reporting of Binder Chemicals Used in Foundries American Foundrymen's Society, Inc. and Casting Industry Suppliers Association; Ferrous Foundry Air Emissions Study University of Alabama in Birmingham; January Processing Emissions and Occupational Health in the Ferrous Foundry Industry Charles E. Bates, Southern Research Institute and Lester D. Sheel; National Institute for Occupational Safety and Health; August Decomposition of Binders and the Relationship Between Gases Formed and the Casting Surface Quality, Parts I-III W.D. Scott and C.E. Bates; AFS Transactions; Screening Study on Cupolas and Electric Furnaces in Gray Iron Foundries U.S. EPA Document No ; J.A. Davis, E.E. Fletcher, R.L. Wenck and A.R. Elsea Columbus Laboratories, August 1975
62 Attachment 2 Justification for Use of CO Emission Factors Other Than U.S. EPA's AP-42 and FIRE
63 The emission factors development was based on the review of available literature sources and Prospect Foundry site-specific parameters. The recommended CO emission factors for Prospect Foundry are lb CO per ton of metal poured (lb/tmp) for metal cooling and lb/tmp for castings shakeout. The following sections describe the factors. Emission Factors Development Carbon monoxide emissions significantly depend on the type of mold and core, type of metal, type and quantity of carbonaceous additives to green sand, sand-to-metal (S/M) ratio, core-to-mold sand ratio, and other features of specific processes. Analyses of literature sources allow estimating process-specific CO emissions. Per the tests described in literature sources 1, CO emissions start approximately one minute after hot metal is poured in molds. Carbon monoxide concentrations reach maximum in approximately five to six minutes and then start going down. Casting shakeout creates its own maximum of CO emissions. Carbon monoxide emission factors were found in five information sources referenced at the end of this document. Two approaches were selected to separately evaluate emission factors for this pollutant. Graphs and diagrams contained in Foundry Air Contaminants from Green Sand Molds 2 were selected to develop the foundry-specific emission factor. This literature source was selected because it allows developing the emission factor based on the area-specific S/M ratio. The base emission factor of 0.6 lb/tmp for coreless green sand molds with S/M ratio 11:1 was obtained from correspondence between Sage Environmental and Clifford Glawacki of Technikon LLC. This emission factor was developed as a part of the U.S. EPA and AFS Casting Emissions Reduction Project 7. A base CO emission factor for the 7.8:1 S/M ratio specific for Prospect Foundry was evaluated using Tables 7 and 9 of Foundry Air Contaminants from Green Sand Molds 2. Additional attenuations for each emission factor used the seacoal weight percent in the green sand molds. The seacoal weight percent was estimated to be consistent with the PTE calculations previously submitted to the MPCA. Carbon monoxide emissions were assumed to be directly proportional to the seacoal content of molds. The resulting emission factor is lb CO/TMP. The emission factor described above was compared to the emission factors developed based on graphs and numbers found in Figure 5 of the Use of Advanced Oxidation Systems for Green Sand Emission Reductions and Reduction of Bentonite Consumption 5 and in Table 2 and Figures 2 and 3 of Foundry Emissions Effects with an Advanced Oxidation Blackwater System 6. In this approach, CO emissions were assumed to be proportional to the Core to Mold weight (C/M) ratio. A formula to attenuate the factors per C/M ratio was developed using Figure 7 of the referenced source 6. The resulting emission factors developed based on the data represented in the Reference Sources 5 and 6 are lb CO/TMP and lb CO/TMP, respectively. MPCA staff approved use of the more conservative lb/tmp factor in the PTE calculations because of uncertainties associated with the proposed factor development methodology. The proposed emission factor includes the emissions from metal pouring, cooling, and shakeout 5. MPCA staff evaluated the split between the emissions from metal pouring and cooling and castings shakeout. The only literature source considered reliable for the development of carbon monoxide emission factors for the shakeout operations is Foundry Air Contaminants from Green Sand Molds 2.
64 Two other literature sources 5, 6 do not provide a reasonable basis for separation of casting and shakeout emissions. The methodology used to develop the emission factors for casting shakeout was similar to the methodology used to develop the emission factors for metal casting described in the previous section of this document. Shakeout CO emissions are 12-15% of the casting CO emissions, depending on the S/M ratio. Therefore, the emission factor referenced above in this section may be split between casting and shakeout emissions in the ratio 86% to 14%. The recommended CO emission factors for Prospect Foundry are lb CO per ton of metal poured (lb/tmp) for metal cooling and lb/tmp for castings shakeout. The proposed emission factor for CO is considered conservative and reasonable as shown by a comparison of the proposed emission factors with those derived from various literature sources and the emission factors used by other foundries in the country. References: 1 Environmental Assessment of Iron Casting V.H. Baldwin, Jr.; Research Triangle Institute; EPA Document No.: 600/ ,; January Foundry Air Contaminants from Green Sand Molds W.D. Scott, R.H. James, & C.E. Bates; American Industrial Hygiene Association Journal; June Chemical Emissions from the Foundry Molds; W.D. Scott, C.E. Bates, & R.H. James; AFS Transactions; Briggs & Stratton 68th St. Foundry Stack Test Results - Pouring Area Adapted to 83rd St. Foundry March Use of Advanced Oxidation Systems for Green Sand Emission Reductions and Reduction of Bentonite Consumption; F.S. Cannon, J.C. Furness, and R.C. Voigt 6 Foundry Emissions Effects with an Advanced Oxidation Blackwater System; Goudzwaard and others (8 authors) 7 Baseline Testing Emission Production Foundry U.S. EPA and AFS; Casting Emission Reduction Program; February 2000.
65 Attachment 3 Justification for Use of VOC Emission Factors Other Than U.S. EPA's AP-42 and FIRE
66 Additional calculations of emissions from casting cooling operations were conducted simply because the U.S. EPA s FIRE database does not provide VOC emission factors for SCC (Pouring, Cooling) or (Castings Cooling). The referenced publication contains evaluation of the pouring and cooling emissions for different sand binding systems, including green sand systems. The study results were used to evaluate the site-specific VOC emission factor for pouring and cooling using the methodology provided in the publication Calculating Emission Factors for Pouring, Cooling, and Shakeout (Gary E. Mosher, Director of Environmental Affairs, American Foundrymen s Society. Modern Casting, October 1994). The calculations included adjustments for seacoal content of the green sand, sand-to-metal ratio, and other site-specific factors, as appropriate. The U.S. EPA emission factor for Pouring/Casting (0.14 lb/ton of metal) for SCC from FIRE database was subtracted from the calculated factor of lb of total hydrocarbons per ton of metal for pouring and cooling. The result was used in the calculations. Please note that the emission factor is conservative since total hydrocarbons measured during the test study included methane and ethane. Neither AP-42 nor FIRE provides VOC emission factors for core and mold making, including SCC (Core Making/Baking). Historically the emissions were evaluated based on the material balance under the assumption that all organic materials are lost to the atmosphere, which resulted in significant overestimation of the atmospheric emissions since the organic materials evaporate, react or remain in molds/cores during the process (please refer to the publication Form R Reporting of Binder Chemicals Used in Foundries (America Foundrymen s Society and Casting Industry Suppliers Association. 2nd Edition, 1998) for a detailed explanation). The referenced Ohio study was one of the major studies conducted to properly evaluate VOC emissions to the atmosphere for the two major binder systems used by the industry (i.e., Phenolic Urethane No-Bake and Phenolic Urethane Cold Box). Other studies indicate even lower VOC emissions per ton of materials used.
67 Attachment 4 Emission Calculations
68 Prospect Foundry Summary of Maximum Potential Emissions for the Future Configuration For Use in the Permit Technical Support Document Emission Unit ID No. Emission Unit Description PM PM10 SO2 NOx VOC CO Pb Single HAP All HAPs (tpy) (tpy) (tpy) (tpy) (tpy) (tpy) (tpy) (tpy) (tpy) GP001 Scrap Handling / Preheating GP002 Metal Melting / Treatment GP003 Sand Handling Systems GP004 Metal Pouring and Cooling GP005 Casting Shakeout GP006 Casting Cleaning & Finising GP007 Casting Annealing Operations GP008 Core Making GP009 Core Baking GP010 Sand Storage Silos Total Note: HAP emissions in GP007 represent all natural gas combustion sources in GP001, GP007, and GP009.
69 Prospect Foundry, Inc. Summary of Maximum Potential Emissions for Criteria Pollutants Process: Scrap Metal Metal Casting Casting Casting Sand Sand Handling / Melting / Pouring and Shakeout Cleaning Annealing Handling Core Core Storage Preheating Treatment Cooling & Finising Operations Systems Making Baking Silos Sheet Name: Total GP001 GP002 GP004 GP005 GP006 GP007 GP003 GP008 GP009 GP010 CO Hourly Emissions lb/hr Annual Emissions tons/yr Pb Hourly Emissions lb/hr Annual Emissions tons/yr NOx Hourly Emissions lb/hr Annual Emissions tons/yr PM Hourly Emissions lb/hr Annual Emissions tons/yr PM10 Hourly Emissions lb/hr Annual Emissions tons/yr SOx Hourly Emissions lb/hr Annual Emissions tons/yr VOC Hourly Emissions lb/hr Annual Emissions tons/yr Capacity Annual Throughput tons/yr 49,992 49,200 49,200 49,200 22,140 13, ,572 18, ,776 MMBtu/yr 36,285 47,400 13,200 gal/yr 822 Maximum Hourly Throughput tons/hr MMBtu/hr gal/hr 0.1 Controls Control Device Varies Varies Varies Varies Varies None Varies None None Baghouses PM Control Efficiency % SOx Control Efficiency % NOx Control Efficiency % VOC Control Efficiency % CO Control Efficiency % Pb Control Efficiency % Factors PM Emission Factor lb/ton Varies lb/mmbtu PM10 Emission Factor lb/ton Varies lb/mmbtu SOx Emission Factor lb/ton lb/mmbtu NOx Emission Factor lb/ton lb/mmbtu VOC Emission Factor lb/ton Varies lb/mmbtu CO Emission Factor lb/ton lb/mmbtu Pb Emission Factor lb/ton Varies Varies lb/mmbtu Sage Environmental Consulting, Inc. 1/5/2006 8:44 AM Page 1 of 1 Prospect Foundry, Inc. PTE Calcs 1005.xls Summary
70 Prospect Foundry, Inc. Potential to Emit Calculations Summary of Inputs for Individual Emission Sources INPUTS UNITS Scrap Scrap Scrap Electric Ductile Metal Metal Duct. Iron, Duct. Iron, Duct. Iron, Gray Iron, Gray Iron, Gray Iron, Metal Prospect Foundry, Inc. Handling Preheat Preheat Induction Iron Auto Semi-auto GS Molds, GS Molds, GS Molds, GS Molds, GS Molds, GS Molds, Auto & Charging Furnace - NG Furnace - LPG Furnaces Treatment Pouring Pouring NB Cores Pour HB Cores Pour CB Cores Pour NB Cores Pour HB Cores Pour CB Cores Pour Cooling EU010 EU001NG EU001LPG EU002, 011, 012 EU013 EU004, P EU018 P DGAP DGSP DGIP GGAP GGSP GGIP EU004, C Annual Maximum Rate tons/yr 49,992 49,200 39,360 34,440 14,760 24,108 10, ,332 4, ,440 MMBTU/yr 36,285 0 gal/yr Hourly Capacity tons/hr MMBTU/hr gal/hr PM Factor lb/ton lb/mmbtu PM10 Factor lb/ton lb/mmbtu SOx Factor lb/ton lb/mmbtu NOx Factor lb/ton lb/mmbtu VOC Factor lb/ton lb/mmbtu CO Factor lb/ton 2.1 lb/mmbtu Pb Factor lb/ton lb/mmbtu ,3-Butadiene lb/unit Acetaldehyde lb/unit Acrolein lb/unit Benzene lb/unit Biphenyl lb/unit Cresol Isomers lb/unit Cumene lb/unit Ethylbenzene lb/unit Formaldehyde lb/unit Hexane lb/unit Methyl Ethyl Ketone lb/unit Naphthalene lb/unit Phenol lb/unit Styrene lb/unit Toluene lb/unit Xylene Isomers lb/unit Antimony (Sb) lb/unit Arsenic (As) lb/unit Beryllium (Be) lb/unit Cadmium (Cd) lb/unit Chromium (Cr) lb/unit Cobalt (Co) lb/unit Lead (Pb) lb/unit Manganese (Mn) lb/unit Mercury (Hg) lb/unit Nickel (Ni) lb/unit Selenium (Se) lb/unit Control Device Cyclone CE008, Cyclone CE008, Baghouse CE014 Baghouse CE014 Baghouse CE014 Baghouse CE013 Tundish Ladles Building Building Building Building Building Building Building Building Building Capture Efficiency % PM Control Efficiency % Pb Control Efficiency % Uncaptured PM/PM10 Settling % PM Adjusted Control Eff % Pb Adjusted Control Eff % Sage Environmental Consulting 1/5/2006 9:13 AM Page 1 of 4 Prospect Foundary, Inc. PTE Calcs 1005.xls, Input Data
71 Prospect Foundry, Inc. Potential to Emit Calculations Summary of Inputs for Individual Emission Sources INPUTS Prospect Foundry, Inc. Annual Maximum Rate Hourly Capacity UNITS tons/yr MMBTU/yr gal/yr tons/hr MMBTU/hr gal/hr Metal Duct. Iron, Duct. Iron, Duct. Iron, Gray Iron, Gray Iron, Gray Iron, Casting Casting Casting Casting Duct. Iron, Duct. Iron, Duct. Iron, Semi-auto GS Molds, GS Molds, GS Molds, GS Molds, GS Molds, GS Molds, Shakeout to Shakeout to Shakeout Shakeout GS Molds, GS Molds, GS Molds, Cooling NB Cores Cool HB Cores Cool CB Cores Cool NB Cores Cool HB Cores Cool CB Cores Cool Scrubber/Baghouse Scrubber/Baghouse Uncontrolled to Baghouse NB Cores Shake HB Cores Shake CB Cores Shake EU018 C DGAC DGSC DGIC GGAC GGSC GGIC EU005, 019 S EU020 S EU S EU026 S DGAS DGSS DGIS 14,760 24,108 10, ,332 4, ,760 5,740 22,960 5,740 24,108 10, PM Factor PM10 Factor SOx Factor NOx Factor VOC Factor CO Factor Pb Factor 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit Control Device Capture Efficiency % PM Control Efficiency % Pb Control Efficiency % Uncaptured PM/PM10 Settling % PM Adjusted Control Eff % Pb Adjusted Control Eff % Baghouse CE015, Fabric Filter CE002 Baghouse CE015, Fabric Filter CE002 Baghouse CE015, Fabric Filter CE002 Building Building Building Building Building Building Building Baghouse CE016 Baghouse CE016 Building Fabric Filter CE Sage Environmental Consulting 1/5/2006 9:13 AM Page 2 of 4 Prospect Foundary, Inc. PTE Calcs 1005.xls, Input Data
72 Prospect Foundry, Inc. Potential to Emit Calculations Summary of Inputs for Individual Emission Sources INPUTS Prospect Foundry, Inc. Annual Maximum Rate Hourly Capacity UNITS tons/yr MMBTU/yr gal/yr tons/hr MMBTU/hr gal/hr Gray Iron, Gray Iron, Gray Iron, Casting Casting Core Core Annealing Annealing Annealing New Sand Green Sand Furan No-bake GS Molds, GS Molds, GS Molds, Sawing / Blast Oven - Oven - Furnaces - Furnaces - Furnaces - Sand Reclaimation Molds (Air Set) NB Cores Shake HB Cores Shake CB Cores Shake Grinding Cleaning Nat. Gas Propane Metal Nat. Gas Propane Systems Systems Making Core Making GGAS GGSS GGIS EU006, EU COven COven2 EU007, 073 M EU007, 073 NG EU007, 073 LPG EU107, 108 EU025, EU003, 097 FCM 10, , , ,584 13,284 18, ,776 49,200 4,797 13, , PM Factor PM10 Factor SOx Factor NOx Factor VOC Factor CO Factor Pb Factor 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit Control Device Capture Efficiency % PM Control Efficiency % Pb Control Efficiency % Uncaptured PM/PM10 Settling % PM Adjusted Control Eff % Pb Adjusted Control Eff % Baghouse CE015, Fabric Filter CE002 Baghouse CE015, Fabric Filter CE002 Baghouse CE015, Fabric Filter CE002 Fabric Filters Fabric Filters CE003, 004, 005, CE006, None None None None None Baghouse CE016, Fabric Filter CE002 Baghouse CE016 Vent Filter CE010 Building Sage Environmental Consulting 1/5/2006 9:13 AM Page 3 of 4 Prospect Foundary, Inc. PTE Calcs 1005.xls, Input Data
73 Prospect Foundry, Inc. Potential to Emit Calculations Summary of Inputs for Individual Emission Sources INPUTS Prospect Foundry, Inc. UNITS Techniset Shell Core Core Core Core Oil Oil Core Core Wash Wash Making - Making - Core Core Making Making - Isopropanol - Velvalite Release Agent Glues Making Baking TCM SCM CWI CWV CMR CMG OCM OCB Annual Maximum Rate Hourly Capacity tons/yr MMBTU/yr gal/yr tons/hr MMBTU/hr gal/hr 8,635 5, PM Factor PM10 Factor SOx Factor NOx Factor VOC Factor CO Factor Pb Factor 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/ton lb/mmbtu lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit lb/unit Control Device Capture Efficiency % PM Control Efficiency % Pb Control Efficiency % Uncaptured PM/PM10 Settling % PM Adjusted Control Eff % Pb Adjusted Control Eff % Building Building None None None None Building None Sage Environmental Consulting 1/5/2006 9:13 AM Page 4 of 4 Prospect Foundary, Inc. PTE Calcs 1005.xls, Input Data
74 Prospect Foundry, Inc. Summary of Maximum Potential Emissions for Hazardous Air Pollutants (HAPs) HOURLY EMISSIONS HAP CAS # Units Total Electric Metal Casting Casting Nat. Gas Emissions Induction Pouring Shakeout Cleaning & Combustion Core Furnaces & Cooling Finishing All Sources Making GP002 GP004 GP005 GP006 GP001, 007, 009 GP008 1,3-Butadiene lb/hr Acetaldehyde lb/hr Acrolein lb/hr Biphenyl lb/hr Benzene lb/hr Cresol Isomers lb/hr Cumene lb/hr Ethylbenzene lb/hr Formaldehyde lb/hr Hexane lb/hr Methyl Ethyl Ketone lb/hr Naphthalene lb/hr Phenol lb/hr Styrene lb/hr Toluene lb/hr Xylene Isomers lb/hr MDI lb/hr Trietylamine lb/hr Methyl Alcohol lb/hr Antimony (Sb) lb/hr Arsenic (As) lb/hr Beryllium (Be) lb/hr Cadmium (Cd) lb/hr Chromium (Cr) lb/hr Cobalt (Co) lb/hr Lead (Pb) lb/hr Manganese (Mn) lb/hr Mercury (Hg) lb/hr Nickel (Ni) lb/hr Selenium (Se) lb/hr Sage Environmetnal Consulting, Inc. 11/4/2005 1:18 PM Page 1 of 2 Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls HAP Summary
75 Prospect Foundry, Inc. Summary of Maximum Potential Emissions for Hazardous Air Pollutants (HAPs) ANNUAL EMISSIONS HAP CAS # Units Total Electric Metal Casting Casting Nat. Gas Emissions Induction Pouring Shakeout Cleaning & Combustion Core Furnaces & Cooling Finishing All Sources Making GP002 GP004 GP005 GP006 GP001, 007, 009 GP008 1,3-Butadiene tpy Acetaldehyde tpy Acrolein tpy Biphenyl tpy Benzene tpy Cresol Isomers tpy Cumene tpy Ethylbenzene tpy Formaldehyde tpy Hexane tpy Methyl Ethyl Ketone tpy Naphthalene tpy Phenol tpy Styrene tpy Toluene tpy Xylene Isomers tpy MDI tpy Trietylamine tpy Methyl Alcohol tpy Antimony (Sb) tpy Arsenic (As) tpy Beryllium (Be) tpy Cadmium (Cd) tpy Chromium (Cr) tpy Cobalt (Co) tpy Lead (Pb) tpy Manganese (Mn) tpy Mercury (Hg) tpy Nickel (Ni) tpy Selenium (Se) tpy Total HAPs tpy Sage Environmetnal Consulting, Inc. 11/4/2005 1:18 PM Page 2 of 2 Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls HAP Summary
76 Flow Diagram Designation EU010 Usage Rate 49,992 Tons/year (Metal Charged) 49,200 Tons/year (Metal Produced) Rated Capacity 8.31 Tons/hour (Metal Charged) Process Description: 8.18 Tons/hour (Metal Produced) Prospect Foundry, Inc. Scrap Handling & Charging Control Device - Baghouse CE014 Facility Process Name: Criteria Pollutants Scrap Handling & Charging Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal charged Emission Factors: lb/ton (source) Notes 1, 2 Notes 1, 3 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Emission factor is from the latest version of the U.S. EPA's Factor Information Retrieval System (FIRE) The factor is for SCC (Charge Handling) Emission factor is in pounds per ton of metal produced Emission factor is in pounds per ton of metal charged Comments: 95.2% control efficiency result of the control equipment and indoor settling. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU010
77 Usage Rate 36,285 MMBtu/year Flow Diagram Designation EU001NG Rated Capacity MMBtu/hour Process Description: Prospect Foundry, Inc. Scrap Preheat Furnace - NG Control Device - Cyclone CE008, Baghouse CE014 Facility Process Name: Criteria Pollutants Scrap Preheat Furnace - NG Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/mmbtu Emission Factors: lbs/mmbtu (source) Note 1 Note 1 Note 1 Note 1 Note 1 Note 1 Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Emission factor from AP-42, 5th Edition, Supplement D (July 1998) Section 1.4, Tables and Note 2: Note 3: Comments: Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU001NG
78 Usage Rate - MMBtu/year Flow Diagram Designation Rated Capacity EU001LPG - MMBtu/hour Process Description: Prospect Foundry, Inc. Scrap Preheat Furnace - LPG Control Device - Cyclone CE008, Baghouse CE014 Facility Process Name: Criteria Pollutants Scrap Preheat Furnace - LPG Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/mmbtu Emission Factors: lbs/mmbtu (source) Note 1 Note 1 Note 1 Note 1 Note 1 Note 1 Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Emission factor from AP-42, 5th Edition, Supplement D (July 1998) Converted to lb/mmbtu using 1420 Btu/scf for propane Note 2: Note 3: Comments: NG combustion has higher emission factors for all criteria pollutants; therefore, the LPG combustion is not represented in the PTE calculations. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU001LPG
79 Flow Diagram Designation EU002, 011, 012 Usage Rate 49,992 Tons/year (Metal Charged) 49,200 Tons/year (Metal Produced) Rated Capacity 8.31 Tons/hour (Metal Charged) Process Description: 8.18 Tons/hour (Metal Produced) Prospect Foundry, Inc. Electric Induction Furnaces Control Device - Baghouse CE013 Facility Process Name: Criteria Pollutants Electric Induction Furnaces Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal produced Emission Factors: lb/ton (source) Notes 1, 2 Notes 1, 2 Notes 1, 3 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Emission factor is from the latest version of the U.S. EPA's Factor Information Retrieval System (FIRE) The factor is for SCC (Electric Induction Furnace) Emission factor is in pounds per ton of metal produced Emission factor is in pounds per ton of metal charged Comments: 97.2% control efficiency result of the control equipment and indoor settling. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU002, 011, 012
80 Prospect Foundry, Inc. Electric Induction Furnaces HAP Emission Estimates from Metal Melting HAP's from Volatile Organics 8.31 = Hourly Capacity (Tons/hr) (Metal Charged) 49,992 = Usage Rate (Tons/yr) (Metal Charged) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers No emission speciation is available for Induction Furnaces HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) HAP speciation based on EPA-450/ b "Air Emissions Species Manual" PM speciation profile # "Cast Iron Induction Furnace" The factors are calculated as wt.% in the profile times PM emission factor from FIRE/AP-42 Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU002 HAP
81 Usage Rate 39,360 Tons/year Flow Diagram Designation EU013 Rated Capacity 8.18 Tons/hour Process Description: Prospect Foundry, Inc. Ductile Iron Treatment Control Device - Tundish Ladles Facility Process Name: Criteria Pollutants Ductile Iron Treatment Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal produced Emission Factors: lb/ton (source) Note 1 Note 2 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Emission factor from EPA-454/R (FIRE v. 5.0); SCC AP-42 5th Edition, Section 12.10, Table , p Note 2: PM10 is assumed 90.0% of TSP as for cupolas and EAFs from Table , p of AP-42 5th Edition Note 3: Comments: 96.6% control efficiency result of pressure sealed Tundish ladels, baghouses, and settling. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU013
82 Usage Rate 18,796 Tons/year Flow Diagram Designation EU107, 108 Rated Capacity 3.13 Tons/hour Process Description: Prospect Foundry, Inc. New Sand Systems Control Device - Vent Filter CE010 Facility Process Name: Criteria Pollutants New Sand Systems Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton sand handled Emission Factors: lb/ton (source) Note 1 Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: Emission factors are from FIRE database for SCC (Sand Grinding/Handling) These calculations are for handling of new (fresh) sand used in mold making only. Fresh sand represents approximately 5% of total sand used in core and mold making. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU107, 108
83 Usage Rate 345,776 Tons/year Flow Diagram Designation EU025, Rated Capacity Tons/hour Process Description: Prospect Foundry, Inc. Sand Reclaimation Systems Control Device - Baghouse CE015, Fabric Filter CE002 Facility Process Name: Criteria Pollutants Sand Reclaimation Systems Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton sand handled Emission Factors: lb/ton (source) Note 1 Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: Emission factors are from FIRE database for SCC (Sand Grinding/Handling) These calculations are for handling of recycled (reclaimed) sand used in mold making only. Reclaimed sand represents approximately 90% of total sand used in core and mold making. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU025,
84 Usage Rate 49,200 Tons/year Flow Diagram Designation EU003, 097 Rated Capacity 8.18 Tons/hour Process Description: Prospect Foundry, Inc. Green Sand Molds Making Control Device - Baghouse CE015 Facility Process Name: Criteria Pollutants Green Sand Molds Making Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal poured Emission Factors: lb/ton (source) Note 1 Note 2 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Emission factors are from "Fugitive Emissions from Iron Foundries," EPA-600/ , 1979 This factor is for mold setting emissions. Note 2: PM10 emissions are assumed to be 60% of PM emissions. See additional Sage memo. Note 3: Comments: Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU003, 097
85 Usage Rate 34,440 Tons/year Flow Diagram Designation EU004, P Rated Capacity 5.73 Tons/hour Process Description: Prospect Foundry, Inc. Metal Auto Pouring Control Device - Building Facility Process Name: Criteria Pollutants Metal Auto Pouring Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal produced Emission Factors: lb/ton (source) Note 3 Note 1 Note 1 Note 1 Note 2 Note 3 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: Emission factor is from the latest version of the U.S. EPA's Factor Information Retrieval System (FIRE) The factor is for SCC (Pouring/Casting) See HAP calculation sheets for individual mold type/metal type combinations Emission factor developed by Sage Environmental Consulting, Inc. in 2005 as desribed in the Supporting Documentation FIRE factors for SCC are in lb/ton of metal charged. Analyses of the emission factors for other SCC's and the background documentation indicate that the emission factors should be in fact in lb/ton of metal processed in molds. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU004, P
86 Usage Rate 14,760 Tons/year Flow Diagram Designation EU018 P Rated Capacity 2.45 Tons/hour Process Description: Prospect Foundry, Inc. Metal Semi-auto Pouring Control Device - Building Facility Process Name: Criteria Pollutants Metal Semi-auto Pouring Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal produced Emission Factors: lb/ton (source) Note 3 Note 1 Note 1 Note 1 Note 2 Note 3 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: Emission factor is from the latest version of the U.S. EPA's Factor Information Retrieval System (FIRE) The factor is for SCC (Pouring/Casting) See HAP calculation sheets for individual mold type/metal type combinations Emission factor developed by Sage Environmental Consulting, Inc. in 2005 as desribed in the Supporting Documentation FIRE factors for SCC are in lb/ton of metal charged. Analyses of the emission factors for other SCC's and the background documentation indicate that the emission factors should be in fact in lb/ton of metal processed in molds. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU018 P
87 Prospect Foundry, Inc. Duct. Iron, GS Molds, NB Cores Pour (DGAP) HAP Emission Estimates from Casting Pouring HAP's from Volatile Organics 5.73 = Hourly Capacity (Tons/hr) 24,108 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for air set molds/ductile iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for air set molds/ductile iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls DGAP
88 Prospect Foundry, Inc. Duct. Iron, GS Molds, HB Cores Pour (DGSP) HAP Emission Estimates from Casting Pouring HAP's from Volatile Organics 2.45 = Hourly Capacity (Tons/hr) 10,332 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls DGSP
89 Prospect Foundry, Inc. Duct. Iron, GS Molds, CB Cores Pour (DGIP) HAP Emission Estimates from Casting Pouring HAP's from Volatile Organics 0.00 = Hourly Capacity (Tons/hr) 0 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls DGIP
90 Prospect Foundry, Inc. Gray Iron, GS Molds, NB Cores Pour (GGAP) HAP Emission Estimates from Casting Pouring HAP's from Volatile Organics 1.72 = Hourly Capacity (Tons/hr) 10,332 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for air set molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for air set molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls GGAP
91 Prospect Foundry, Inc. Gray Iron, GS Molds, HB Cores Pour (GGSP) HAP Emission Estimates from Casting Pouring HAP's from Volatile Organics 0.74 = Hourly Capacity (Tons/hr) 4,428 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for air set molds/ductile iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for air set molds/ductile iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls GGSP
92 Prospect Foundry, Inc. Gray Iron, GS Molds, CB Cores Pour (GGIP) HAP Emission Estimates from Casting Pouring HAP's from Volatile Organics 0.00 = Hourly Capacity (Tons/hr) 0 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for air set molds/ductile iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for air set molds/ductile iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls GGIP
93 Usage Rate 34,440 Tons/year Flow Diagram Designation EU004, C Rated Capacity 5.73 Tons/hour Process Description: Prospect Foundry, Inc. Metal Auto Cooling Control Device - Building Facility Process Name: Criteria Pollutants Metal Auto Cooling Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal produced Emission Factors: lb/ton (source) Note 2 Note 1 Note 2 Note 3 Note 2 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Developed from "Chemical Emissions from Foundry Molds"; EPA 450/4-90/003 Note 2: Emission factor developed by Sage Environmental Consulting, Inc. in 2005 as desribed in the Supporting Documentation Note 3: See HAP calculation sheets for individual mold type/metal type combinations Comments: Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU004, C
94 Usage Rate 14,760 Tons/year Flow Diagram Designation EU018 C Rated Capacity 2.45 Tons/hour Process Description: Prospect Foundry, Inc. Metal Semi-auto Cooling Control Device - Building Facility Process Name: Criteria Pollutants Metal Semi-auto Cooling Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal produced Emission Factors: lb/ton (source) Note 2 Note 1 Note 2 Note 3 Note 2 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Developed from "Chemical Emissions from Foundry Molds"; EPA 450/4-90/003 Note 2: Emission factor developed by Sage Environmental Consulting, Inc. in 2005 as desribed in the Supporting Documentation Note 3: See HAP calculation sheets for individual mold type/metal type combinations Comments: Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU018 C
95 Prospect Foundry, Inc. Duct. Iron, GS Molds, NB Cores Cool (DGAC) HAP Emission Estimates from Casting Cooling HAP's from Volatile Organics 5.73 = Hourly Capacity (Tons/hr) 24,108 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for air set molds/ductile iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for air set molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls DGAC
96 Prospect Foundry, Inc. Duct. Iron, GS Molds, HB Cores Cool (DGSC) HAP Emission Estimates from Casting Cooling HAP's from Volatile Organics 2.45 = Hourly Capacity (Tons/hr) 10,332 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls DGSC
97 Prospect Foundry, Inc. Duct. Iron, GS Molds, CB Cores Cool (DGIC) HAP Emission Estimates from Casting Cooling HAP's from Volatile Organics 0.00 = Hourly Capacity (Tons/hr) 0 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls DGIC
98 Prospect Foundry, Inc. Gray Iron, GS Molds, NB Cores Cool (GGAC) HAP Emission Estimates from Casting Cooling HAP's from Volatile Organics 1.72 = Hourly Capacity (Tons/hr) 10,332 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for air set molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for air set molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls GGAC
99 Prospect Foundry, Inc. Gray Iron, GS Molds, HB Cores Cool (GGSC) HAP Emission Estimates from Casting Cooling HAP's from Volatile Organics 0.74 = Hourly Capacity (Tons/hr) 4,428 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for air set molds/ductile iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for air set molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls GGSC
100 Prospect Foundry, Inc. Gray Iron, GS Molds, CB Cores Cool (GGIC) HAP Emission Estimates from Casting Cooling HAP's from Volatile Organics 0.00 = Hourly Capacity (Tons/hr) 0 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for air set molds/ductile iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for air set molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls GGIC
101 Usage Rate 14,760 Tons/year Flow Diagram Designation EU005, 019 S Rated Capacity 2.45 Tons/hour Process Description: Prospect Foundry, Inc. Casting Shakeout to Scrubber/Baghouse Control Device - Baghouse CE015 Facility Process Name: Criteria Pollutants Casting Shakeout to Scrubber/Baghouse Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal produced Emission Factors: lb/ton (source) Note 2 Note 2 Note 1 Note 2 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: Emission factor developed by Sage Environmental Consulting, Inc. in 2005 as desribed in the Supporting Documentation Emission factor from the EPA's FIRE database for SCC (Casting Shakeout) FIRE factors for SCC for VOC are in lb/ton of metal charged. Analyses of the emission factors for other SCC's and the background documentation indicate that the emission factors should be in fact in lb/ton of metal processed in molds. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU005, 019 S
102 Usage Rate 5,740 Tons/year Flow Diagram Designation EU020 S Rated Capacity 0.95 Tons/hour Process Description: Prospect Foundry, Inc. Casting Shakeout to Scrubber/Baghouse Control Device - Baghouse CE015 Facility Process Name: Criteria Pollutants Casting Shakeout to Scrubber/Baghouse Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal produced Emission Factors: lb/ton (source) Note 1 Note 2 Note 1 Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: Emission factor developed by Sage Environmental Consulting, Inc. in 2005 as desribed in the Supporting Documentation Emission factor from the EPA's FIRE database for SCC (Casting Shakeout) FIRE factors for SCC for VOC are in lb/ton of metal charged. Analyses of the emission factors for other SCC's and the background documentation indicate that the emission factors should be in fact in lb/ton of metal processed in molds. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU020 S
103 Usage Rate 22,960 Tons/year Flow Diagram Designation EU S Rated Capacity 3.82 Tons/hour Process Description: Prospect Foundry, Inc. Casting Shakeout Uncontrolled Control Device - Building Facility Process Name: Criteria Pollutants Casting Shakeout Uncontrolled Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal produced Emission Factors: lb/ton (source) Note 1 Note 2 Note 1 Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: Emission factor developed by Sage Environmental Consulting, Inc. in 2005 as desribed in the Supporting Documentation Emission factor from the EPA's FIRE database for SCC (Casting Shakeout) FIRE factors for SCC for VOC are in lb/ton of metal charged. Analyses of the emission factors for other SCC's and the background documentation indicate that the emission factors should be in fact in lb/ton of metal processed in molds. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU S
104 Usage Rate 5,740 Tons/year Flow Diagram Designation EU026 S Rated Capacity 0.95 Tons/hour Process Description: Prospect Foundry, Inc. Casting Shakeout to Baghouse Control Device - Fabric Filter CE002 Facility Process Name: Criteria Pollutants Casting Shakeout to Baghouse Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal produced Emission Factors: lb/ton (source) Note 1 Note 2 Note 1 Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: Emission factor developed by Sage Environmental Consulting, Inc. in 2005 as desribed in the Supporting Documentation Emission factor from the EPA's FIRE database for SCC (Casting Shakeout) FIRE factors for SCC for VOC are in lb/ton of metal charged. Analyses of the emission factors for other SCC's and the background documentation indicate that the emission factors should be in fact in lb/ton of metal processed in molds. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU026 S
105 Prospect Foundry, Inc. Duct. Iron, GS Molds, NB Cores Shake (DGAS) HAP Emission Estimates from Casting Shakeout HAP's from Volatile Organics 5.73 = Hourly Capacity (Tons/hr) 24,108 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for green sand molds/ductile iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for green sand molds/ductile iron combination are developed based on the "Ferrous Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls DGAS
106 Prospect Foundry, Inc. Duct. Iron, GS Molds, HB Cores Shake (DGSS) HAP Emission Estimates from Casting Shakeout HAP's from Volatile Organics 2.45 = Hourly Capacity (Tons/hr) 10,332 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls DGSS
107 Prospect Foundry, Inc. Duct. Iron, GS Molds, CB Cores Shake (DGIS) HAP Emission Estimates from Casting Shakeout HAP's from Volatile Organics 0.00 = Hourly Capacity (Tons/hr) 0 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls DGIS
108 Prospect Foundry, Inc. Gray Iron, GS Molds, NB Cores Shake (GGAS) HAP Emission Estimates from Casting Shakeout HAP's from Volatile Organics 1.72 = Hourly Capacity (Tons/hr) 10,332 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for green sand molds/gray iron combination are developed based on the "Ferrous Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls GGAS
109 Prospect Foundry, Inc. Gray Iron, GS Molds, HB Cores Shake (GGSS) HAP Emission Estimates from Casting Shakeout HAP's from Volatile Organics 0.74 = Hourly Capacity (Tons/hr) 4,428 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for green sand molds/ductile iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for green sand molds/ductile iron combination are developed based on the "Ferrous Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls GGSS
110 Prospect Foundry, Inc. Gray Iron, GS Molds, CB Cores Shake (GGIS) HAP Emission Estimates from Casting Shakeout HAP's from Volatile Organics 0.00 = Hourly Capacity (Tons/hr) 0 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors for green sand molds/ductile iron combination are developed based on the "Ferrous Foundry Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Emission factors for green sand molds/ductile iron combination are developed based on the "Ferrous Air Emissions Study" final report (University of Alabama in Birmingham, January 9, 1999). The report summarizes the results of multiple studies of HAP emissions from different types of foundries. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls GGIS
111 Usage Rate 22,140 Tons/year Flow Diagram Designation EU006, Rated Capacity 3.68 Tons/hour Process Description: Prospect Foundry, Inc. Casting Sawing / Grinding Control Device - Fabric Filters CE006, 007 Facility Process Name: Criteria Pollutants Casting Sawing / Grinding Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal produced Emission Factors: lb/ton (source) Notes 1 Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Emission factor from EPA-454/R (FIRE v. 5.0); SCC adjusted to tons of metal produced Note 2: Note 3: Comments: The FIRE emission factor for PM10 is 1.70 lb/ton of metal charged. For Prospect Foundry, tons of metal charged is approximately 1.6% more than tons of metal produced Therefore, the emission factor was multiplied to adjust it to complete calculations based on the tons of metal produced basis. Only clean casting weight is used in the calculations. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU006,
112 Usage Rate 271,584 Tons/year Flow Diagram Designation EU Rated Capacity Tons/hour Process Description: Prospect Foundry, Inc. Casting Blast Cleaning Control Device - Fabric Filters CE003, 004, 005, 007 Facility Process Name: Criteria Pollutants Casting Blast Cleaning Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton blast shot Emission Factors: lb/ton (source) Notes 1, 2 Note 3 Notes 1, 2 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: The emission factor is from Air Quality Permits -- A Handbook for Regulators and Industry, Vol. I, Sect. 3 Confined Abrasive Blasting Cabinets/Rooms, Table 3-2. (STAPPA/ALAPCO, May 1991) The emission factors used are for steel shot. See the calculation spreadsheet for Casting Blast Cleaning HAPs. The shot blast maximum throughput is estimated based on 82.8 ton of shot per hour units design capacity and 3,280 hours of operation per year. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU
113 Prospect Foundry, Inc. Casting Blast Cleaning HAP Emission Estimates from Casting Cleaning and Finishing HAP's from Volatile Organics 3.68 = Hourly Capacity (Tons/hr) 22,140 = Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers No emission factors for organic HAPs are available HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) HAP emission factors for shot blast and grinding were developed based on "Review of Foundry Emissions Data" publication, October 1993 The emission factors are in lb per ton of metal cleaned (casting clean weight) Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls CF HAP
114 Usage Rate 13,284 Tons/year Flow Diagram Designation EU007, 073 M Rated Capacity 2.21 Tons/hour Process Description: Prospect Foundry, Inc. Annealing Furnaces - Metal Control Device - None Facility Process Name: Criteria Pollutants Annealing Furnaces - Metal Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton metal processed Emission Factors: lb/ton (source) Note 1 Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: Emission factor from the EPA's FIRE database for SCC (Annealing Operation) This calculation is for metal processing only. Emissions from gas combustion are estimated on the next spreadsheet. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU007, 073 M
115 Usage Rate 47,400 MMBtu/year Flow Diagram Designation EU007, 073 NG Rated Capacity 7.90 MMBtu/hour Process Description: Prospect Foundry, Inc. Annealing Furnaces - Nat. Gas Control Device - None Facility Process Name: Criteria Pollutants Annealing Furnaces - Nat. Gas Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/mmbtu Emission Factors: lbs/mmbtu (source) Note 1 Note 1 Note 1 Note 1 Note 1 Note 1 Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Emission factor from AP-42, 5th Edition, Supplement D (July 1998) Section 1.4, Tables and Note 2: Note 3: Comments: This calculation is for gas combustion only. Emissions from the metal processing are estimated on the previous spreadsheet. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU007, 073 NG
116 Usage Rate - MMBtu/year Flow Diagram Designation Rated Capacity EU007, 073 LPG - MMBtu/hour Process Description: Prospect Foundry, Inc. Annealing Furnaces - Propane Control Device - None Facility Process Name: Criteria Pollutants Annealing Furnaces - Propane Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/mmbtu Emission Factors: lbs/mmbtu (source) Note 1 Note 1 Note 1 Note 1 Note 1 Note 1 Overall Control Efficiencies: Emission Rate: Hourly (lb/hr) Annual (TPY) % lb/hr TPY Note 1: Emission factor from AP-42, 5th Edition, Supplement D (July 1998) Section 1.4, Tables and Note 2: Note 3: Comments: Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls EU007, 073 LPG
117 Prospect Foundry, Inc. All Natural Gas Combustion Sources HAP Emission Estimates from Natural Gas Combustion HAP's from Volatile Organics 27.1 = Hourly Capacity (MMBtu/hr) 96,885 = Usage Rate (MMBtu/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/mmbtu wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Organic HAP emission factors are from AP-42, 5th edition, Supplement D (July, 1998), Table 1.4-3, p ; converted to lb/mmbtu. HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/mmbtu wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Inorganic HAP emission factors are from AP-42, 5th edition, Supplement D (July, 1998), Table 1.4-4, p ; converted to lb/mmbtu. Lead E.F. is from Table 1.4-2, p Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls NGC HAP
118 Flow Diagram Designation FCM Usage Rate 4,797 Tons/year (Tons of Air Set Core Sand) 12,300 Tons/year (Tons of Metal Poured in Molds with Air Set Cores, see notes and comments) Rated Capacity 0.80 Tons/hour (Tons of Air Set Core Sand) Process Description: 2.05 Tons/hour (Tons of Metal Poured in Molds with Air Set Cores, see notes and comments) Prospect Foundry, Inc. Furan No-bake (Air Set) Core Making Control Device - Building Facility Process Name: Criteria Pollutants Furan No-bake (Air Set) Core Making Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton sand processed or lb/ton of metal produced (see notes below) Emission Factors: lb/ton (source) Note 1 Note 3 Note 2 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: Emission factors are from FIRE database for SCC (Core Making, Baking). The emission factor is in lb PM/ton of metal produced. Emission factor is from FIRE database for SCC (Core Ovens). The emission factor is in lb PM10/ton of metal produced. Based on Ohio study of VOC emissions from various manufacturers' Nobake binders. This emission factor is in lb VOC/ton of sand processed. Air Set cores comprise approximately 15% of total cores. Therefore, it was assumed that approximately 15% of total metal is poured in molds with Air Set cores. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls FCM
119 Prospect Foundry, Inc. Furan No-bake (Air Set) Core Making HAP Emission Estimates from Isocure Coremaking EPN: FCM Constants and Assumptions: Binder Type: Furan No-bake (Chem-Rez) Chem-Rez 240 Usage: 36.5 tons 69.23% of total binder Chem-Rez Catalyst LI Usage: 16.2 tons 30.77% of total binder Total Binder Usage is 52.8 tons Total VOC Emissions (from FCM worksheet) 0.93 lb/hr and 2.81 tpy Assumptions (1) Percent of each HAP in a chemical is a maximum from the Section Regulatory Information - of the MSDS. (2) Individual chemicals emissions are proportional to their percent in the binder Percent of Air HAP Contents in the Binder Chemical Emissions CAS NO. Weight % in VOC (lbs/yr) (tpy) CHEM-REZ 240 VOC (1) 76.00% Formaldehyde % 0.62% Phenol % 1.97% CHEM-REZ CATALYST LI VOC 32.50% Methyl Alcohol % 16.92% SUMMARY OF SPECIATED HAP EMISSIONS Actual EMISSIONS (lbs/hr) (tons/yr) Formaldehyde Phenol Methyl Alcohol Example calculations: 1. Annual phenol potential emissions from Chem-Rez 240: 2.81 (tpy VOC) * 0.69 (Part I/Total binder) * (Phenol/Total Part I VOC) = (tpy Phenol) Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls FCM HAP
120 Flow Diagram Designation TCM Usage Rate 8,635 Tons/year (Tons of Techniset Core Sand) 22,140 Tons/year (Tons of Metal Poured in Molds with Techniset Cores, see notes and comments) Rated Capacity 1.44 Tons/hour (Tons of Techniset Core Sand) Process Description: 3.68 Tons/hour (Tons of Metal Poured in Molds with Techniset Cores, see notes and comments) Prospect Foundry, Inc. Techniset Core Making Control Device - Building Facility Process Name: Criteria Pollutants Techniset Core Making Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton sand processed or lb/ton of metal produced (see notes below) Emission Factors: lb/ton (source) Note 1 Note 3 Note 2 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: Emission factors are from FIRE database for SCC (Core Making, Baking). The emission factor is in lb PM/ton of metal produced. Emission factor is from FIRE database for SCC (Core Ovens). The emission factor is in lb PM10/ton of metal produced. Based on Ohio study of VOC emissions from various manufacturers' Nobake binders. This emission factor is in lb VOC/ton of sand processed. Techniset cores comprise approximately 35% of total cores. Therefore, it was assumed that approximately 35% of total metal is poured in molds with Techniset cores. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls TCM
121 Prospect Foundry, Inc. Techniset Core Making HAP Emission Estimates from Phenolic Urethane No-Bake Coremaking (PepSet) EPN: TCM Constants and Assumptions: Binder Type: Phenolic Urethane No-bake (PepSet) Techiset Resin Part I Usage: 46.3 tons 48.78% of total binder Techiset Coreactant Part II Usage: 43.8 tons 46.15% of total binder and Techikure Activators Usage: 4.8 tons 5.07% of total binder Total Binder Usage is 95.0 tons Total VOC Emissions (from NBMCM worksheet) 1.68 lb/hr and 5.05 tpy Assumptions (1) Percent of each HAP in a chemical is an average or a maximum from the respective MSDS. From two MSDSs for the activator, maximum naphthtalene contents was used. (2) Individual chemicals emissions are proportional to their percent in the binder (3) The diisocyanates emissions are calculated as 0.01% of total amount of diisocyanates in Technikure Part II binder as recommended in the"form R Reporting of Binder Chemicals Used in Foundries," 2nd Edition, AFS and CISA 1998 publication. The reason is that 99.99% diisocyanates react during the core formation. This estimation method was was discussed for another foundry with EPA inspector Mr. Lawrence V. Stranny and was approved. Percent of Air HAP Contents in the Binder Chemical Emissions CAS NO. Weight % in VOC (lbs/yr) (tpy) PEPSET PART I VOC (1) 52.50% Naphthalene % 4.27% Phenol % 13.71% PEPSET PART II VOC % Naphthalene % 3.70% Methylene bis(phenylisocyanate) (MDI) % N/A PEPSET CATALYST VOC % Naphthalene % 9.00% SUMMARY OF SPECIATED HAP EMISSIONS Actual EMISSIONS (lbs/hr) (tons/yr) Naphthalene Phenol MDI Example calculations: 1. Annual phenol potential emissions from Techniset Part I: Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls TCM HAP Pep
122 Prospect Foundry, Inc. Techniset Core Making HAP Emission Estimates from Phenolic Urethane No-Bake Coremaking (PepSet) EPN: TCM 5.05 (tpy VOC) * 0.49 (Part I/Total binder) * (Phenol/Total Part I VOC) = (tpy Phenol) 2. Annual MDI potential emissions from Techniset Part II: ( tpy Part II usage) * 57% (MDI/Total Part II) * 0.01% (escaped MDI/total MDI) = (tpy MDI) Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls TCM HAP Pep
123 Prospect Foundry, Inc. Techniset Core Making HAP Emission Estimates from Phenolic Urethane No-Bake Coremaking (Techniset) EPN: TCM Constants and Assumptions: Binder Type: Phenolic Urethane No-bake (Techniset) Techiset Resin Part I Usage: 46.3 tons 48.78% of total binder Techiset Coreactant Part II Usage: 43.8 tons 46.15% of total binder and Techikure Activators Usage: 4.8 tons 5.07% of total binder Total Binder Usage is 95.0 tons Total VOC Emissions (from NBMCM worksheet) 1.68 lb/hr and 5.05 tpy Assumptions (1) Percent of each HAP in a chemical is an average or a maximum from the respective MSDS. From two MSDSs for the activator, maximum naphthtalene contents was used. (2) Individual chemicals emissions are proportional to their percent in the binder (3) The diisocyanates emissions are calculated as 0.01% of total amount of diisocyanates in Technikure Part II binder as recommended in the"form R Reporting of Binder Chemicals Used in Foundries," 2nd Edition, AFS and CISA 1998 publication. The reason is that 99.99% diisocyanates react during the core formation. This estimation method was was discussed for another foundry with EPA inspector Mr. Lawrence V. Stranny and was approved. Percent of Air HAP Contents in the Binder Chemical Emissions CAS NO. Weight % in VOC (lbs/yr) (tpy) TECHNISET PART I VOC (1) 52.50% Naphthalene % 5.71% Phenol % 12.38% TECHNISET PART II VOC % Naphthalene % 4.00% Methylene bis(phenylisocyanate) (MDI) % N/A TECHNISET ACTIVATOR VOC % Naphthalene % 9.00% SUMMARY OF SPECIATED HAP EMISSIONS Actual EMISSIONS (lbs/hr) (tons/yr) Naphthalene Phenol MDI Example calculations: 1. Annual phenol potential emissions from Techniset Part I: Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls TCM HAP Techni
124 Prospect Foundry, Inc. Techniset Core Making HAP Emission Estimates from Phenolic Urethane No-Bake Coremaking (Techniset) EPN: TCM 5.05 (tpy VOC) * 0.49 (Part I/Total binder) * (Phenol/Total Part I VOC) = (tpy Phenol) 2. Annual MDI potential emissions from Techniset Part II: ( tpy Part II usage) * 62.5% (MDI/Total Part II) * 0.01% (escaped MDI/total MDI) = (tpy MDI) Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls TCM HAP Techni
125 Usage Rate 8.75 Tons/year Flow Diagram Designation CWI Rated Capacity Tons/hour Process Description: Prospect Foundry, Inc. Core Wash - Isopropanol Control Device - None Facility Process Name: Criteria Pollutants Core Wash - Isopropanol Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton chemical used Emission Factors: lb/ton (source) Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) 2.91 lb/hr Annual (TPY) 8.75 TPY Note 1: Note 2: Note 3: Comments: Emission factor developed based on the Isopropanol MSDS. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls CWI
126 Usage Rate 6.25 Tons/year Flow Diagram Designation CWV Rated Capacity Tons/hour Process Description: Prospect Foundry, Inc. Core Wash - Velvalite Control Device - None Facility Process Name: Criteria Pollutants Core Wash - Velvalite Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton chemical used Emission Factors: lb/ton (source) Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) 0.81 lb/hr Annual (TPY) 2.44 TPY Note 1: Note 2: Note 3: Comments: Emission factor developed based on the Velvalite MSDS Velvalite contains no HAPs and contains 39 wt.% of isopropanol. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls CWV
127 Usage Rate 4.22 Tons/year Flow Diagram Designation CMR Rated Capacity Tons/hour Process Description: Prospect Foundry, Inc. Core Making - Release Agent Control Device - None Facility Process Name: Criteria Pollutants Core Making - Release Agent Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton chemical used Emission Factors: lb/ton (source) Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) 1.26 lb/hr Annual (TPY) 3.80 TPY Note 1: Note 2: Note 3: Comments: Emission factor developed based on the most conservative MSDS. This chemical contains no HAPs. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls CMR
128 Usage Rate 2.76 Tons/year Flow Diagram Designation CMG Rated Capacity Tons/hour Process Description: Prospect Foundry, Inc. Core Making - Glues Control Device - None Facility Process Name: Criteria Pollutants Core Making - Glues Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton chemical used Emission Factors: lb/ton (source) Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) 0.60 lb/hr Annual (TPY) 1.79 TPY Note 1: Note 2: Note 3: Comments: Emission factor developed based on the most conservative MSDS. This chemical does not contain HAPs. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls CMG
129 Usage Rate 384 Tons/year Flow Diagram Designation OCM Rated Capacity 0.06 Tons/hour Process Description: Prospect Foundry, Inc. Oil Core Making Control Device - Building Facility Process Name: Criteria Pollutants Oil Core Making Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton sand processed Emission Factors: lb/ton (source) Note 1 Note 2 Note 2 Note 2 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: Emission factor is from FIRE database for SCC (Sand Handling/Grinding). Emission factor is from FIRE database for SCC (Core Ovens). Emissions from core baking are estimated separately (see additional calculation spreadsheet) The PM sand handling factor, though considered conservative, is used because of lack of better factors. Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls OCM
130 Usage Rate 822 Gals/yr Flow Diagram Designation OCB Rated Capacity 0.14 Gals/hr Process Description: Prospect Foundry, Inc. Oil Core Baking Control Device - None Facility Process Name: Criteria Pollutants Oil Core Baking Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/gal of core oil Emission Factors: 0.50 lb/gal (source) Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Comments: Emission factor is from FIRE database for SCC (Core Ovens). Emissions from sand handling and baking are estimated separately (see additional calculation spreadsheet) Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls OCB
131 Usage Rate 13,200 MMBtu/year Flow Diagram Designation COven Rated Capacity 2.20 MMBtu/hour Process Description: Prospect Foundry, Inc. Core Oven - Nat. Gas Control Device - None Facility Process Name: Criteria Pollutants Core Oven - Nat. Gas Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/mmbtu Emission Factors: lbs/mmbtu (source) Note 1 Note 1 Note 1 Note 1 Note 1 Note 1 Note 1 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Emission factor from AP-42, 5th Edition, Supplement D (July 1998) Section 1.4, Tables and Note 2: Note 3: Comments: Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls COven
132 Usage Rate - MMBtu/year Flow Diagram Designation Rated Capacity COven2 - MMBtu/hour Process Description: Prospect Foundry, Inc. Core Oven - Propane Control Device - None Facility Process Name: Criteria Pollutants Core Oven - Propane Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/mmbtu Emission Factors: lbs/mmbtu (source) Note 1 Note 1 Note 1 Note 1 Note 1 Note 1 Note 1 Overall Control Efficiencies: Emission Rate: Hourly (lb/hr) Annual (TPY) % lb/hr TPY Note 1: Emission factor from AP-42, 5th Edition, Supplement D (July 1998) Converted to lb/mmbtu using 1420 Btu/scf for propane Note 2: Note 3: Comments: Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls COven2
133 Usage Rate 5,373 Tons/year Flow Diagram Designation SCM Rated Capacity 0.89 Tons/hour Process Description: Prospect Foundry, Inc. Shell Core Making Control Device - Building Facility Process Name: Criteria Pollutants Shell Core Making Emission Factor Basis: PM SOx NOx VOC CO Lead PM10 Units lb/ton core produced Emission Factors: lb/ton (source) Note 1 Note 4 Note 4 Note 3 Note 2 Overall Control Efficiencies: % Emission Rate: Hourly (lb/hr) lb/hr Annual (TPY) TPY Note 1: Note 2: Note 3: Note 4: Comments: Emission factor is developed based on the engineering judgement. Shell sand is resin-precoated and does not generate significant particulate emissions. PM10 is assumed 80.0% of TSP From Borden, Inc. Dept. of Quality Assurance and Env. Compliance Technical Report for HAPs * 2.0 safety factor Emission factor is from FIRE database for SCC (Shell Core Machine). Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls SCM
134 Prospect Foundry, Inc. Shell Core Making HAP Emission Estimates from Shell Core Making HAP's from Volatile Organics 0.89 = Hourly Capacity (Tons/hr) 5373 = 1999 Usage Rate (Tons/yr) HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr 1,3-Butadiene Acetaldehyde Acrolein Benzene Biphenyl Cresol Isomers Cumene Ethylbenzene Formaldehyde Hexane Methyl Ethyl Ketone Naphthalene Phenol Styrene Toluene Xylene Isomers Emission factors are developed based on the Borden, Inc.'s Department of Quality Assurance and Environmental Compliance Technical Report HAP's from Particulates HAP CAS # Emission Control Actual Factor Efficiency Emissions lb/ton wt % lb/hr tons/yr Antimony (Sb) Arsenic (As) Beryllium (Be) Cadmium (Cd) Chromium (Cr) Cobalt (Co) Lead (Pb) Manganese (Mn) Mercury (Hg) Nickel (Ni) Selenium (Se) Shell core resin contains no metal HAPs Sage Environmental Consulting, Inc. 11/4/2005 1:29 PM Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls SCM HAP
135 Prospect Foundry, Inc. Potential to Emit Calculations Overall Control Efficiency Estimation Methodology The PTE calculations for PM/PM 10 include overall control efficiencies. The Overall Control Efficiency for any individual emission source is estimated as a combination of three factors: 1. Capture Efficiency. This factor represents the percentage of particles captured by the vent system and routed to the control device. 2. Control Efficiency. This factor represents the percentage of particles restrained by the control device. 3. Settling Efficiency. This factor represents the percentage of particles not captured by the control device, which settle inside the building and do not reach the atmosphere. Particles tend to settle inside buildings or enclosed structures due to reduced airflows. The Overall Control efficiency can therefore be separated in two: the captured (stack) emission efficiency and the uncaptured (fugitive) efficiency. Stack Efficiency = Capture Efficiency * Control Efficiency Fugitive Efficiency = (100% - Capture Efficiency) * Settling Factor The overall or adjusted control efficiency is the sum of the stack and fugitive efficiencies: Adjusted CE = (Capture Efficiency * Control Efficiency) + ((100% - Capture Efficiency) * Settling Efficiency) Example Calculation for Scrap Handling Operations (EU 010): Adjusted CE = 80% * 99% + (100% - 80%) * 80% = 95.2% Sage Environmental Consulting, Inc. October 2005 Prospect Foundry, Inc. H:\PERMITS\Prospect\PTE Calcs 1005 Protected.xls, CE methodology
136 Prospect Foundry, Inc. Potential to Emit Calculations Particulate Matter (PM) Emissions from the Sand Storage Silos (EPN: GP010) Equation Used: Input Data: Hourly Emission Rate = Design Outlet Air Flow (each Silo)= 800 scfm Silo Loading Rate= 7.5 tph Number of Silos = 4 PM/PM 10 maximum outlet loading = 0.01 gr/dscf Design Air Flow (dscf/hr) * Outlet Particulate Loading (gr/dscf) Calculations: Hourly PM/PM 10 Emission Rate = Flow (scfm) * Outlet loading (gr/scf) * 60 (min/hr) / 7,000 (gr/lb) * Number of Silos= = 800 (scfm) * 0.01 (gr/dscf)*60 (min/hr) / 7,000 (gr/lb) * 4 Silos = = 0.27 (lb/hr) Annual Hours of Operation = Annual Maximum Uncoated Core Sand Weight (tons/yr) / Silo Loading Rate (ton/hr) = (tons sand/yr) / 7.5 (tons sand/hr) = = 2123 (hrs/yr) Annual PM/PM 10 Emission Rate = Hourly Emission Rate (lb/hr) * Annual Hours of Loading (hr/yr) / 2000 (lb/ton) = 0.27 (lb/hr) * 2123 (hrs/yr) / 2000 (lb/ton) = = 0.29 (tons/yr) Notes: 1. The maximum outlet loading of 0.01 grain/dscf is based on manufacturer guarantees for fabric filters used to control silo emissions. 2. Emissions are controlled by fabric filters. It is assumed that all the particulates are less than 10 microns. Sage Environmental Consulting, Inc. October 2005 Prospect Foundry, Inc. H:\PERMITS\Prospect\PTE Calcs 1005 Protected.xls, Silos
137 Prospect Foundry, Inc. Metal Material Balance Foundry Returns Foundry Returns 55% of #1 55% of #1 Automatic Shakeout #2 #1 70% of #1 Good Metal Input Metal Metal Metal 100% of #1 Pouring, Castings Grinding, 46.6% of #1 Charged Poured Treated Cooling 45% of #1 Finishing 101.6% of #1 100% Floor Shakeout 70-80% of #1 30% of #1 1.6% of #1 Slag
138 Prospect Foundry, Inc. Sand Material Balance #7: Reclaimed 90.1% of #1 Sand 7.8:1 = Sand-to-Metal Ratio 90.1% of #1 #1 = 7.8 * total metal poured #6: #1: Fresh Sand 3.1% of #1 Green Sand Mold Molds Sand in Sand Wastes Additives Premix 1.8% of #1 Production 95% of #1 Assembled Molds 9.9% of #1 Chem-Rez Part % of #2 Chem-Rez Part % of #2 Furan No-bake Core Production 25% of cores #2: 1.25% of #1 Cores 5% of #1 Techniset Part % of #3 Techniset Part % of #3 Phenolic Urethane No Bake Core 45% of cores Techniset Activator 5.34% of total resins Production #3: 2.25% of #1 Resin Coated 100% of #4 Shell Sand Shell Core 28% of cores Production #4: 1.40% of #1 New Sand = 5.85 % of #1 Core Oil 0.1% of #5 Oil Core 2% of cores Production #5: 0.10% of #1
139 Prospect Foundry, Inc. Additional Information for Form GI-09I, Item 4d Particulate Limit Determination Part 1 Table 1: Maximum Hourly Solids Handling Basis Emission Unit Grouping Number Description Stack Vent Emission Unit GP 001 Scrap Handling/ Preheating GP 002 Melting Maximum Hourly Handling Rate (units/hr) Hourly Charge Rate (lb/hr) Allowed Emissions (lb/hr) Unit Scrap/Charge Handling tons charged 16, Scrap/Charge Handling tons charged 16, Scrap/Charge Handling tons charged 16, Preheater tons charged 16, Preheater tons charged 16, Preheater tons charged 16, Elect. Induction Furnace tons charged 8, Elect. Induction Furnace tons charged 8, Elect. Induction Furnace tons charged 8, Elect. Induction Furnaces , 011, tons charged 16, Magnesium Treatment tons charged 5, Magnesium Treatment tons charged 5, Magnesium Treatment tons charged 5, Sage Environmental Consulting, Inc. April 2005, Revised September 2005 Page 1 of 4 Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls, Part. Limit 1
140 Prospect Foundry, Inc. Additional Information for Form GI-09I, Item 4d Particulate Limit Determination Part 1 Table 1: Maximum Hourly Solids Handling Basis Emission Unit Grouping Number Description Stack Vent Emission Unit GP 003 Sand Handling Mulling and Molding GP 004 Casting, Pouring, & Cooling Maximum Hourly Handling Rate (units/hr) Unit Hourly Charge Rate (lb/hr) Allowed Emissions (lb/hr) Return Sand System Units tons sand 114, Return Sand Elevator tons sand 57, Plow Conveyor tons sand 57, Sand Tank tons sand recvd 1, Sand Tank tons sand recvd 1, Sand Tank tons sand recvd 1, Sand Tank tons sand recvd 1, New Sand Tank tons sand recvd 4, Bond Tank tons clay recvd 2, Return Sand System Units tons sand 114, Sand Mullor A tons sand 60, Sand Mullor B tons sand 60, Sand Mullors , tons sand 121, Auto 1 Line tons poured 2, Auto 1 Line tons poured 2, Auto 2 Line tons poured 2, Auto 2 Line tons poured 2, Auto 3 Line tons poured 2, Auto 3 Line tons poured 2, Auto 4 Line tons poured 2, Auto 4 Line tons poured 2, Auto 4 Line tons poured 2, Auto 5 Line tons poured 2, Auto 5 Line tons poured 2, Floor tons poured 4, Floor tons poured 4, Floor tons poured 4, Floor tons poured 4, Floor tons poured 4, Sage Environmental Consulting, Inc. April 2005, Revised September 2005 Page 2 of 4 Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls, Part. Limit 1
141 Prospect Foundry, Inc. Additional Information for Form GI-09I, Item 4d Particulate Limit Determination Part 1 Table 1: Maximum Hourly Solids Handling Basis Emission Unit Grouping Number Description Stack Vent Emission Unit GP 005 Shakeout GP 006 Sawing Grinding and Abrasives Blasting Maximum Hourly Handling Rate (units/hr) Unit Hourly Charge Rate (lb/hr) Allowed Emissions (lb/hr) Floor Shakeout tons castings 2, Long Oscillator tons castings 2, Auto 4 Dump Conveyor tons castings 1, Floor Shakeout tons castings 2, Long Oscillator tons castings 2, Auto 4 Dump Conveyor tons castings 1, Auto 4 Exten Dump Cnvyr tons castings 1, Auto 1 Dump Conveyor tons castings 1, Auto 5 Dump Conveyor tons castings 1, Auto 2 Dump Conveyor tons castings 1, Lump Breaker tons castings 1, Wheelabrator tons blast 52, Wheelabrator tons blast 52, Table Blast Booth tons blast 36, , , 044, All 029 Equipment tons metal 1, Small Tumble Blast Booth tons blast 24, All 030 Equipment , 045, tons metal 4, All 050 Equipment tons metal GP 007 Annealing Oven # tons metal 4, Annealing Annealing Oven # tons metal 2, Annealing Oven # tons metal 2, Sage Environmental Consulting, Inc. April 2005, Revised September 2005 Page 3 of 4 Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls, Part. Limit 1
142 Prospect Foundry, Inc. Additional Information for Form GI-09I, Item 4d Particulate Limit Determination Part 1 Table 1: Maximum Hourly Solids Handling Basis Emission Unit Grouping Number Description Stack Vent Emission Unit GP 008 Core Making GP 009 Ovens (Core Baking) GP 010 (Sand Silos) Maximum Hourly Handling Rate (units/hr) Hourly Charge Rate (lb/hr) Allowed Emissions (lb/hr) Unit Cold Box #1,4 (ABC 6) , tons sand 1, Cold Box #2,3 (ABC 6) , tons sand 1, Airset Machine, Tank , tons sand 1, Various Mixers, Tanks 019 7, 078, 081, 082; 109, tons sand 1, Hot Box tons sand Hot Box 5, , tons sand Hot Box tons sand Hot Box 11-13, , tons sand Tower Oven tons metal 4, Tower Oven tons metal 4, Tower Oven tons metal 4, Despatch Oven tons metal 2, Despatch Oven tons metal 2, ABC Sand Silos , tons sand 2, Uncoated Sand Silos , tons sand 1, Sage Environmental Consulting, Inc. April 2005, Revised September 2005 Page 4 of 4 Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls, Part. Limit 1
143 Prospect Foundry, Inc. Additional Information for Form GI-09I, Item 4d Particulate Limit Determination Part 2 Table 2: Vent Exhaust Flow Rate Basis Gas Flow Rate (acfm) Gas Flow Rate (scfm) Allowed Concentration* (gr/dscf) Allowed Emissions (lb/hr) Stack Vent Gas Temp ( F) ,000 45, ,400 7, ,000 43, ,000 32, ,000 42, ,000 23, ,750 25, ,700 37, ,000 23, ,000 32, ,000 32, ,000 34, ,000 27, ,700 32, ,800 18, ,000 17, ,000 11, ,400 8, ,000 6, ,500 6, Sage Environmental Consulting, Inc. April 2005, Revised September 2005 Page 1 of 3 Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls, Part. Limit 2
144 Prospect Foundry, Inc. Additional Information for Form GI-09I, Item 4d Particulate Limit Determination Part 2 Table 2: Vent Exhaust Flow Rate Basis Stack Vent Gas Temp ( F) Gas Flow Rate (acfm) Gas Flow Rate (scfm) Allowed Concentration* (gr/dscf) Allowed Emissions (lb/hr) ,500 7, ,250 2, ,000 19, ,000 39, ,000 46, ,000 46, ,000 9, ,000 46, ,000 43, ,000 34, ,100 27, ,600 13, ,000 48, ,000 28, ,000 24, ,600 33, ,000 24, ,000 15, ,000 9, , ,700 1, Sage Environmental Consulting, Inc. April 2005, Revised September 2005 Page 2 of 3 Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls, Part. Limit 2
145 Prospect Foundry, Inc. Additional Information for Form GI-09I, Item 4d Particulate Limit Determination Part 2 Table 2: Vent Exhaust Flow Rate Basis Stack Vent Gas Temp ( F) Gas Flow Rate (acfm) Gas Flow Rate (scfm) Allowed Concentration* (gr/dscf) Allowed Emissions (lb/hr) ,500 15, ,000 19, , ,000 27, ,000 27, Note: * - PM emissions from any single vent are in no case more than 0.3 gr/dscf. Sage Environmental Consulting, Inc. April 2005, Revised September 2005 Page 3 of 3 Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls, Part. Limit 2
146 Prospect Foundry, Inc. Additional Information for Form GI-09I, Item 4d Particulate Limit Determination Part 3 Table 3: Emission Limit Determination and Compliance Demonstration Handling Hourly Emission Limit Flow Rate Hourly Emission Limit Least Stringent Emission Limit Potential to Emit for PM Exceedance? Potential to Emit for PM10, avg Stack Vent Emission Units (lb/hr) (lb/hr) (lb/hr) (lb/hr) (lb/hr) (FUG) NO NO , 013 (FUG) NO , 013 (FUG) NO , 013 (FUG) NO , 003, 005, 010, 019, 020, 097 (STK, CE001/016) NO , 026, 027, 028, 029, 030, 031 (STK, CE002) NO , 026, 027, 028, 029, 030, 031 (FUG) NO Formerly Sand Tank NO Formerly Sand Tank NO Formerly Sand Tank NO NO NO , NO NO , NO NO NO , 078, 081, 082; 109, NO NO , 092, 093; NO , 089, NO NO Sage Environmental Consulting, Inc. April 2005, Revised September 2005 Page 1 of 3 Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls, Part. Limit 3
147 Prospect Foundry, Inc. Additional Information for Form GI-09I, Item 4d Particulate Limit Determination Part 3 Table 3: Emission Limit Determination and Compliance Demonstration Handling Hourly Emission Limit Flow Rate Hourly Emission Limit Least Stringent Emission Limit Potential to Emit for PM Exceedance? Potential to Emit for PM10, avg Stack Vent Emission Units (lb/hr) (lb/hr) (lb/hr) (lb/hr) (lb/hr) NO NO (STK, CE003) NO (STK, CE004) NO (STK, CE005) NO , , 044, 046 (STK, CE006) NO , 045, , 101 (STK, CE007) NO Grinding 006, , 044, 046, 100 (FUG) NO NO NO NO NO NO Formerly Sand Tank NO NO , NO NO , NO NO NO NO (FUG) NO , 112 (piped to SV 048) NO Sage Environmental Consulting, Inc. April 2005, Revised September 2005 Page 2 of 3 Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls, Part. Limit 3
148 Prospect Foundry, Inc. Additional Information for Form GI-09I, Item 4d Particulate Limit Determination Part 3 Table 3: Emission Limit Determination and Compliance Demonstration Handling Hourly Emission Limit Flow Rate Hourly Emission Limit Least Stringent Emission Limit Potential to Emit for PM Exceedance? Potential to Emit for PM10, avg Stack Vent Emission Units (lb/hr) (lb/hr) (lb/hr) (lb/hr) (lb/hr) , NO , 003, 005, 019, 020, NO , 071, NO , NO NO NO , NO , NO , NO NO , NO , 011, 012 (STK) NO , 010 (STK) NO Note: Minnesota's Industrial Process Equipment Rule and Indirect and Direct Heating Equipment Rules do not specifically limit PM10. The information regarding the PTE for PM10 has been added at the request of the permit engineer. Sage Environmental Consulting, Inc. April 2005, Revised September 2005 Page 3 of 3 Prospect Foundry, Inc. PTE Calcs 1005 Protected.xls, Part. Limit 3
149 Attachment 5 Facility Description Forms (Emission Units and Control Equipment)
150 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN January, :46 FACILITY DESCRIPTION: EMISSION UNIT (EU) Show: Pending Records Only Action: PER 001 AQD Facility ID: Facility Name: Prospect Foundry Inc ID No. Added By (Action) Retired By (Action) Insignificant Activity Operator ID for Item Stack/ Vent ID No(s). Control Equip. ID No(s). Operator Description Manufacturer Model Number SIC Max. Design Capacity Maximum Design Capacity Units Maximum Fuel Input (million Btu) 1 EU 001 PER SV 002 SV 006 SV 068 CE 008 CE 014 Preheater Brown Boveri na ton/hour 17 2 EU 002 PER SV 003 SV 067 CE 013 Electric Induction Furnace 1 Brown Boveri IT ton/hour 3 EU 003 PER SV 006 SV EU 004 PER SV 017 SV EU 005 PER SV 006 SV 049 CE 001 CE 016 CE 001 CE 016 Sand Muller A Beardsley & Piper 85B Auto Pouring Line 1 Tru-Flo Tru-Flo Floor Shakeout General Kinematics C EU 006 PER SV 029 CE 006 Cut-off Saw 1 Tabor CR EU 007 PER SV 031 Annealing Oven 1 Johnston EU 008 PER SV 057 Core Making Cold Box 1 Beardsley & Piper ABC EU 009 PER SV 053 SV 054 Core Baking Oven Despatch EU 010 PER SV 001 SV 045 SV 068 CE 014 Scrap/Charge Handling P & H P & H EU 011 PER SV 004 SV 067 CE 013 Electric Induction Furnace 2 Brown Boveri IT ton/hour 12 EU 012 PER SV 005 SV 067 CE 013 Electric Induction Furnace 3 Brown Boveri IT6P ton/hour 13 EU 013 PER SV 003 SV 004 SV 005 SV 067 CE 013 Magnesium Treatment na na ton/hour 14 EU 014 PER SV 012 SV 041 Auto Pouring Line 2 Tru-Flo na EU 015 PER SV 018 SV 043 Auto Pouring Line 3 Tru-Flo na EU 016 PER SV 013 SV 014 SV 037 Auto Pouring Line 4 Tru-Flo na EU 017 PER SV 038 SV 040 Auto Pouring Line 5 Foundry Equipment na EU 018 PER SV 015 SV 016 SV 042 SV 044 SV 064 Floor Casting & Cooling Hayes Lemmer Z na 3321 Page 1 of 5 (a)
151 10 January, :46 FACILITY DESCRIPTION: EMISSION UNIT (EU) ID No. Added By (Action) Commence Const. Date Initial Startup Date Removal Date Firing Method Pct. Fuel/ Space Heat Bottleneck Elevator Type Emission Unit Status 1 EU 001 PER /01/ /01/1970 Active 2 EU 002 PER /01/ /01/1970 Active 3 EU 003 PER /01/ /01/1972 Active 4 EU 004 PER /01/ /01/1970 Active 5 EU 005 PER /01/ /01/1994 Active 6 EU 006 PER /31/ /31/1965 Active 7 EU 007 PER /01/ /01/1974 Active 8 EU 008 PER /01/ /01/1988 Active 9 EU 009 PER /01/ /01/1950 Active 10 EU 010 PER /01/ /01/1970 Active 11 EU 011 PER /01/ /01/1970 Active 12 EU 012 PER /01/ /01/1978 Active 13 EU 013 PER /01/ /01/1970 Active 14 EU 014 PER /01/ /01/1977 Active 15 EU 015 PER /01/ /01/1978 Active 16 EU 016 PER /01/ /01/1985 Active 17 EU 017 PER /01/ /01/1997 Active 18 EU 018 PER /01/ /07/1994 Active Page 1 of 5 (b)
152 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN January, :46 FACILITY DESCRIPTION: EMISSION UNIT (EU) Show: Pending Records Only Action: PER 001 AQD Facility ID: Facility Name: Prospect Foundry Inc ID No. Added By (Action) Retired By (Action) Insignificant Activity Operator ID for Item Stack/ Vent ID No(s). Control Equip. ID No(s). Operator Description Manufacturer Model Number SIC Max. Design Capacity Maximum Design Capacity Units Maximum Fuel Input (million Btu) 19 EU 019 PER SV 006 SV EU 020 PER SV 006 SV 049 CE 001 CE 016 CE 001 CE 016 Long Oscillator (shakeout) General Kinematics Auto Line 4 Dump Conveyor General Kinematics C EU 021 PER SV 014 Auto Line 4 Extension Dump Conveyor General Kinematics C EU 022 PER SV 016 Auto Line 1 Dump Conveyor General Kinematics C EU 023 PER SV 038 Auto Line 5 Dump Conveyor General Kinematics C EU 024 PER SV 041 Auto Line 2 Dump Conveyor General Kinematics C EU 025 PER SV 007 CE 002 Incline Conveyor General Kinematics C EU 026 PER SV 007 CE 002 Lump Breaker General Kinematics C EU 027 PER SV 007 CE 002 Sorting Conveyor General Kinematics C EU 028 PER SV 007 CE 002 Sand Screen General Kinematics C EU 029 PER SV 007 SV 035 CE 002 Sand Elevator 30 EU 030 PER SV 007 CE 002 Plow Conveyor SV EU 031 PER SV 007 CE 002 Return Sand Tank 32 EU 032 PER SV 029 CE 006 Cut Off Saw 2 Tabor CR EU 033 PER SV 029 CE 006 Cut Off Saw 3 Fox 6TMC 34 EU 034 PER SV 029 CE 006 Cut Off Saw 4 Fox 6TMC 35 EU 035 PER SV 029 CE 006 Cut Off Saw 5 Tabor CR EU 036 PER SV 029 CE 006 Swing Saw Tabor C25SFF 37 EU 037 PER SV 029 CE 006 Heavy Portable Grinder 1 Jetson Iron 38 EU 038 PER SV 029 CE 006 Heavy Portable Grinder 2 Jetson Iron 39 EU 039 PER SV 029 CE 006 Heavy Portable Grinder 3 Jetson Iron 40 EU 040 PER SV 029 CE 006 Heavy Portable Grinder 4 Jetson Iron 41 EU 041 PER SV 030 CE 007 Heavy Portable Grinder 5 Jetson Iron 42 EU 042 PER SV 030 CE 007 Heavy Portable Grinder 6 Jetson Iron 43 EU 043 PER SV 030 CE 007 Heavy Portable Grinder 7 Jetson Iron 44 EU 044 PER SV 029 CE 006 Swing Grinder Setco EU 045 PER SV 030 CE 007 Big Trimmer Gardner Machine 3CB Page 2 of 5 (a)
153 10 January, :46 FACILITY DESCRIPTION: EMISSION UNIT (EU) ID No. Added By (Action) Commence Const. Date Initial Startup Date Removal Date Firing Method Pct. Fuel/ Space Heat Bottleneck Elevator Type Emission Unit Status 19 EU 019 PER /01/ /01/1978 Active 20 EU 020 PER /01/ /01/1985 Active 21 EU 021 PER /01/ /01/1997 Active 22 EU 022 PER /01/ /01/1978 Active 23 EU 023 PER /01/ /01/1997 Active 24 EU 024 PER /01/ /01/1978 Active 25 EU 025 PER /01/ /01/1978 Active 26 EU 026 PER /01/ /01/1978 Active 27 EU 027 PER /01/ /01/1978 Active 28 EU 028 PER /01/ /01/1978 Active 29 EU 029 PER /01/ /01/1978 Active 30 EU 030 PER /01/ /01/1978 Active 31 EU 031 PER /01/ /01/1978 Active 32 EU 032 PER /31/ /31/1969 Active 33 EU 033 PER /01/ /01/1997 Active 34 EU 034 PER /01/ /01/1997 Active 35 EU 035 PER /01/ /01/1969 Active 36 EU 036 PER /01/ /01/1975 Active 37 EU 037 PER /01/ /01/1980 Active 38 EU 038 PER /01/ /01/1980 Active 39 EU 039 PER /01/ /01/1980 Active 40 EU 040 PER /01/ /01/1980 Active 41 EU 041 PER /01/ /01/1980 Active 42 EU 042 PER /01/ /01/1980 Active 43 EU 043 PER /01/ /01/1980 Active 44 EU 044 PER /01/ /01/1983 Active 45 EU 045 PER /01/ /01/1975 Active Page 2 of 5 (b)
154 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN January, :46 FACILITY DESCRIPTION: EMISSION UNIT (EU) Show: Pending Records Only Action: PER 001 AQD Facility ID: Facility Name: Prospect Foundry Inc ID No. Added By (Action) Retired By (Action) Insignificant Activity Operator ID for Item Stack/ Vent ID No(s). Control Equip. ID No(s). Operator Description Manufacturer Model Number SIC Max. Design Capacity Maximum Design Capacity Units Maximum Fuel Input (million Btu) 46 EU 046 PER SV 029 CE 006 Hoist Grinder A Setco 47 EU 047 PER SV 030 CE 007 Hoist Grinder B Setco 48 EU 048 PER SV 030 CE 007 Grinder 1 Setco HS36EW EU 049 PER SV 030 CE 007 Grinder 2 Setco HS36EW EU 050 PER SV 030 CE 007 Grinder 3 Setco HS36EW EU 051 PER SV 030 CE 007 Grinder 4 Setco HS36EW EU 052 PER SV 030 CE 007 Grinder 5 Setco HS36EW EU 053 PER SV 030 CE 007 Grinder 6 Setco HS36EW EU 054 PER SV 030 CE 007 Grinder 7 Setco HS36EW EU 055 PER SV 030 CE 007 Grinder 8 Setco HS36EW EU 056 PER SV 030 CE 007 Grinder 9 Setco HS36EW EU 057 PER SV 030 CE 007 Grinder 10 Setco HS36EW EU 058 PER SV 030 CE 007 Grinder 11 Fox G50SSR 59 EU 059 PER SV 030 CE 007 Grinder 12 Fox G50SSL 60 EU 060 PER SV 030 CE 007 Grinder 13 Setco SPL 61 EU 061 PER SV 030 CE 007 Trimmer 1-2 Setco 62 EU 062 PER SV 030 CE 007 Trimmer 3-4 Setco 63 EU 063 PER SV 030 CE 007 Trimmer EU 064 PER SV 030 CE 007 Light Portable Grinder 1 Jetson Iron 65 EU 065 PER SV 030 CE 007 Light Portable Grinder 2 Jetson Iron 66 EU 066 PER SV 030 CE 007 Light Portable Grinder 3 Jetson Iron 67 EU 067 PER SV 030 CE 007 Light Portable Grinder 4 Jetson Iron 68 EU 068 PER SV 030 CE 007 Light Portable Grinder 5 Jetson Iron 69 EU 069 PER SV 030 CE 007 Brinnell Grinder 70 EU 070 PER SV 030 SV EU 071 PER SV 030 SV EU 072 PER SV 030 SV 050 CE 007 Valve Bench 1 Jetson Iron CE 007 Valve Bench 2 Jetson Iron CE 007 Valve Bench 3 Jetson Iron Page 3 of 5 (a)
155 10 January, :46 FACILITY DESCRIPTION: EMISSION UNIT (EU) ID No. Added By (Action) Commence Const. Date Initial Startup Date Removal Date Firing Method Pct. Fuel/ Space Heat Bottleneck Elevator Type Emission Unit Status 46 EU 046 PER /01/ /01/1975 Active 47 EU 047 PER /01/ /01/1975 Active 48 EU 048 PER /01/ /01/1975 Active 49 EU 049 PER /01/ /01/1975 Active 50 EU 050 PER /01/ /01/1975 Active 51 EU 051 PER /01/ /01/1975 Active 52 EU 052 PER /01/ /01/1975 Active 53 EU 053 PER /01/ /01/1975 Active 54 EU 054 PER /01/ /01/1975 Active 55 EU 055 PER /01/ /01/1975 Active 56 EU 056 PER /01/ /01/1975 Active 57 EU 057 PER /01/ /01/1975 Active 58 EU 058 PER /01/ /01/1998 Active 59 EU 059 PER /01/ /01/1998 Active 60 EU 060 PER /01/ /01/1975 Active 61 EU 061 PER /31/ /31/1965 Active 62 EU 062 PER /31/ /31/1965 Active 63 EU 063 PER /01/ /01/1975 Active 64 EU 064 PER /01/ /01/1980 Active 65 EU 065 PER /01/ /01/1980 Active 66 EU 066 PER /01/ /01/1980 Active 67 EU 067 PER /01/ /01/1980 Active 68 EU 068 PER /01/ /01/1980 Active 69 EU 069 PER /01/ /01/1975 Active 70 EU 070 PER /01/ /01/1975 Active 71 EU 071 PER /01/ /01/1975 Active 72 EU 072 PER /01/ /01/1975 Active Page 3 of 5 (b)
156 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN January, :46 FACILITY DESCRIPTION: EMISSION UNIT (EU) Show: Pending Records Only Action: PER 001 AQD Facility ID: Facility Name: Prospect Foundry Inc ID No. Added By (Action) Retired By (Action) Insignificant Activity Operator ID for Item Stack/ Vent ID No(s). Control Equip. ID No(s). Operator Description Manufacturer Model Number SIC Max. Design Capacity Maximum Design Capacity Units Maximum Fuel Input (million Btu) 73 EU 073 PER SV 032 Annealing Oven 2 Johnston SV EU 074 PER SV 056 Core Making Cold Box 2 Beardsley & Piper ABC 6 75 EU 075 PER SV 056 Core Making Cold Box 3 Beardsley & Piper ABC EU 076 PER SV 057 Core Making Cold Box 4 Beardsley & Piper ABC EU 077 PER SV 019 Whirl Air Flow Mixer Whirl Air Flow 78 EU 078 PER SV 019 Whirl Air Flow Tank Whirl Air Flow 79 EU 079 PER SV 062 Air Set Machine Dependable Pace Master EU 080 PER SV 062 Air Set Tank EU 081 PER SV 019 Swift-Mul 250 Mixer Swift-Mul 250 ML lb/batch 82 EU 082 PER SV 019 Carver Mixer Carver 2G-F43A lb/batch 83 EU 083 PER SV 020 Core Machine 1 Shalco U EU 084 PER SV 020 Core Machine 2 Shalco U EU 085 PER SV 020 Core Machine 3 Shalco U EU 086 PER SV 051 Core Machine 5 Shalco U EU 087 PER SV 051 Core Machine 7 Shalco M EU 088 PER SV 022 Core Machine 8 Shalco U EU 089 PER SV 022 Core Machine 9 Shalco U EU 090 PER SV 022 Core Machine 10 Shalco U EU 091 PER SV 021 Core Machine 11 Shalco U EU 092 PER SV 021 Core Machine 12 Shalco U EU 093 PER SV 021 Core Machine 13 Shalco SF EU 094 PER SV 023 Tower Oven 1 Jetson Iron 95 EU 095 PER SV 024 Tower Oven 2 Jetson Iron 96 EU 096 PER SV 025 Tower Oven 3 Jetson Iron 97 EU 097 PER 001 SV 006 SV 049 CE 001 CE 016 Sand Muller B Beardsley & Piper 85B 98 EU 098 PER 001 SV 027 CE 004 Tumblast Booth 1 Wheelabrator 34 Super 3 99 EU 099 PER 001 SV 026 CE 003 Tumblast Booth 2 Wheelabrator 34 Super Page 4 of 5 (a)
157 10 January, :46 FACILITY DESCRIPTION: EMISSION UNIT (EU) ID No. Added By (Action) Commence Const. Date Initial Startup Date Removal Date Firing Method Pct. Fuel/ Space Heat Bottleneck Elevator Type Emission Unit Status 73 EU 073 PER /01/ /01/1978 Active 74 EU 074 PER /01/ /01/1988 Active 75 EU 075 PER /01/ /01/1986 Active 76 EU 076 PER /01/ /01/1986 Active 77 EU 077 PER /01/ /15/1960 Active 78 EU 078 PER /01/ /15/1960 Active 79 EU 079 PER /01/ /01/1971 Active 80 EU 080 PER /01/ /01/1971 Active 81 EU 081 PER /01/ /01/1971 Active 82 EU 082 PER /31/ /31/1965 Active 83 EU 083 PER /01/ /01/1981 Active 84 EU 084 PER /01/ /01/1974 Active 85 EU 085 PER /01/ /01/1974 Active 86 EU 086 PER /01/ /01/1968 Active 87 EU 087 PER /31/ /31/1965 Active 88 EU 088 PER /01/ /01/1974 Active 89 EU 089 PER /01/ /01/1974 Active 90 EU 090 PER /01/ /01/1981 Active 91 EU 091 PER /01/ /01/1974 Active 92 EU 092 PER /01/ /01/1974 Active 93 EU 093 PER /01/ /01/1973 Active 94 EU 094 PER /31/ /31/1965 Active 95 EU 095 PER /31/ /31/1965 Active 96 EU 096 PER /31/ /31/1965 Active 97 EU 097 PER /01/ /01/1998 Active 98 EU 098 PER /01/ /01/2000 Active 99 EU 099 PER /01/ /01/1977 Active Page 4 of 5 (b)
158 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN January, :46 FACILITY DESCRIPTION: EMISSION UNIT (EU) Show: Pending Records Only Action: PER 001 AQD Facility ID: Facility Name: Prospect Foundry Inc ID No. Added By (Action) Retired By (Action) Insignificant Activity Operator ID for Item Stack/ Vent ID No(s). Control Equip. ID No(s). Operator Description Manufacturer Model Number SIC Max. Design Capacity Maximum Design Capacity Units Maximum Fuel Input (million Btu) 100 EU 100 PER 001 SV 028 CE 005 Table Blast Booth Wheelabrator 66" Swing 101 EU 101 PER 001 SV 030 CE 007 Small Tumblast Booth Wheelabrator 33x EU 107 PER 001 SV 066 CE 010 Sand Tank no data available no data available 103 EU 108 PER 001 SV 066 CE 010 Bond Tank no data available no data available 104 EU 109 PER 001 SV 019 CE 011 Uncoated Sand Silo EU 110 PER 001 SV 019 CE 011 Uncoated Sand Silo EU 111 PER 001 SV 048 CE 012 ABC Sand Silo EU 112 PER 001 SV 048 CE 012 ABC Sand Silo EU 113 PER 001 SV 021 Core Machine 14 Shalco SF Page 5 of 5 (a)
159 10 January, :46 FACILITY DESCRIPTION: EMISSION UNIT (EU) ID No. Added By (Action) Commence Const. Date Initial Startup Date Removal Date Firing Method Pct. Fuel/ Space Heat Bottleneck Elevator Type Emission Unit Status 100 EU 100 PER /01/ /01/1947 Active 101 EU 101 PER /01/ /01/1954 Active 102 EU 107 PER /01/ /01/1974 Active 103 EU 108 PER /01/ /01/1974 Active 104 EU 109 PER 001 Active 105 EU 110 PER 001 Active 106 EU 111 PER 001 Active 107 EU 112 PER 001 Active 108 EU 113 PER /01/ /01/1981 Active Page 5 of 5 (b)
160 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN November, :54 FACILITY DESCRIPTION: CONTROL EQUIPMENT (CE) Show: Pending Records Only Action: PER 001 AQD Facility ID: Facility Name: Prospect Foundry Inc ID No. Added By (Action) Retired By (Action) Operator ID for Item Control Equip. Type Control Equipment Description Manufacturer Model Pollutants Controlled Capture Efficiency (%) Destruction/ Collection Efficiency (%) Afterburner Combustion Parameters Control Equip. Status 1 CE 001 PER 001 CE Wet Scrubber - High Efficiency Schneible 1201 CMW PM Active PM CE 002 PER 001 CE Fabric Filter - Low Temperature, i.e., T<180 Degrees Carborundum 210M 10 cp3 PM Active F PM CE 003 PER 001 CE Fabric Filter - Low Temperature, i.e., T<180 Degrees F 4 CE 004 PER 001 CE Fabric Filter - Low Temperature, i.e., T<180 Degrees F 5 CE 005 PER 001 CE Fabric Filter - Low Temperature, i.e., T<180 Degrees F 6 CE 006 PER 001 CE Fabric Filter - Low Temperature, i.e., T<180 Degrees F 7 CE 007 PER 001 CE Fabric Filter - Low Temperature, i.e., T<180 Degrees F Wheelabrator PM10 PM Wheelabrator DA PM10 PM Small Wheelabrator PM10 PM Torit 192HPW8 PM10 PM Steelcraft MS PM10 PM Giese Custom PM10 PM Dynamic Air 84A-16 PM10 PM Dynamic Air 84A-16 PM10 PM Dynamic Air 84A-16 PM10 PM tbd tbd PM10 PM tbd tbd PM10 PM tbd tbd PM10 PM 8 CE 008 PER 001 CE Gravity Collector - High Efficiency 100 Active CE 010 PER 001 CE Fabric Filter - Low Temperature, i.e., T<180 Degrees 100 Active F CE 011 PER 001 CE Fabric Filter - Low Temperature, i.e., T<180 Degrees F 11 CE 012 PER 001 CE Fabric Filter - Low Temperature, i.e., T<180 Degrees F 12 CE 013 PER 001 CE Fabric Filter - Low Temperature, i.e., T<180 Degrees F 13 CE 014 PER 001 CE Fabric Filter - Low Temperature, i.e., T<180 Degrees F 14 CE 016 PER 001 CE Fabric Filter - Low Temperature, i.e., T<180 Degrees F Active Active Active Active Active Active Active Active Active Active Page 1 of 1
161 Attachment 6 Compliance Demonstration Plan (CD-01 Forms)
162 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: Total Facility NC/ CA hdr Citation 40 CFR 52.21(d), Minn. R and continued from above hdr Minn. R Minn. R , subp. 2; Minn. R , subp. 16(J) Minn. R , subp. 14 and Minn. R , subp. 16(J) MODELING REQUIREMENTS Requirement Parameters Used in Modeling: The stack heights, emission rates, and other parameters used in modeling done to demonstrate compliance with the National Ambient Air Quality Standards are listed in Appendix E of this permit. The Permittee must submit to the Commissioner for approval, any revisions of these parameters and must wait for written approval before making such changes. Information submitted with a request to make a change must include, but is not limited to: - locations, heights and diameters of stacks; - locations and dimensions of nearby buildings; - velocity and temperatures of gases emitted; and, - emission rates of the pollutants being modeling. The plume dispersion characteristics due to the revisions of the information from the proposed change must be equivalent to or better than the dispersion characteristics modeled in Appendix E. The Permittee shall demonstrate this equivalency in their proposal. If the information does not demonstrate equivalent or better dispersion characteristics, or if a conclusion cannot readily be made about the dispersion, the Permittee must remodel. OPERATIONAL REQUIREMENTS Circumvention: Do not install or use a device or means that conceals or dilutes emissions, which would otherwise violate a federal or state air pollution control rule, without reducing the total amount of pollutant emitted. Air Pollution Control Equipment: Operate all pollution control equipment whenever the corresponding process equipment and emission units are operated, unless otherwise noted in Table A. Updated Operation and Maintenance Plan: The Permittee shall update their Operation and Maintenance (O & M) plan dated March 10, 2000 to include all new control equipment authorized to be installed by this permit. The Permittee shall retain the plan at the stationary source for all air pollution control equipment. At a minimum, the O & M plan shall identify all air pollution control equipment and control practices and shall include a preventative maintenance program for the equipment and practices, a description of (the minimum but not necessarily the only) corrective actions to be taken to restore the equipment and practices to proper operation to meet applicable permit conditions, a description of the employee training program for proper operation and maintenance of the control equipment and practices, and the records kept to demonstrate plan implementation. The Permittee shall conduct an annual review and, if neccessary, update of their O & M plan following Permit Issuance Minn. R , subp. 14 and Minn. R , subp. 16(J) Minn. R , subp. 14 and Minn. R , subp. 16(J) Minn. R , subp. 4 Minn. R Inspections and Maintenance of Air Pollution Control Equipment: The Permittee shall conduct the inspection and maintenance for all pollution control equipment according to the manufacturer's most protective recommendations. Updated Operation and Maintenance Plan: due 60 days after Permit Issuance Operation Changes: In any shutdown, breakdown, or deviation the Permittee shall immediately take all practical steps to modify operations to reduce the emission of any regulated air pollutant. The Commissioner may require feasible and practical modifications in the operation to reduce emissions of air pollutants. No emissions units that have an unreasonable shutdown or breakdown frequency of process or control equipment shall be permitted to operate. Fugitive Emissions: Do not cause or permit the handling, use, transporting, or storage of any material in a manner which may allow avoidable amounts of particulate matter to become airborne. Comply with all other requirements listed in Minn. R Minn. R Noise: The Permittee shall comply with the noise standards set forth in Minn. R to at all times during the operation of any emission units. This is a state only requirement and is not enforceable by the EPA Administrator or citizens under the Clean Air Act. Page 1 of 31
163 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD Minn. R , subp. 9(A) Inspections: The Permittee shall comply with the inspection procedures and requirements as found in Minn. R , subp. 9(A). Minn. R , subp. 16 The Permittee shall comply with the General Conditions listed in Minn. R , subp. 16. hdr PERFORMANCE TESTING Minn. R. ch Performance Testing: Conduct all performance tests in accordance with Minn. R. ch unless otherwise noted in Tables A and/or B. Minn. R Limits set as a result of a performance test (conducted before or after permit issuance) apply until superseded as specified by Minn. R following formal review of a subsequent performance test on the same unit. hdr NEGATIVE PRESSURE DEMONSTRATION Title I Condition: Monitoring to verify negative pressure for hood capture efficiency used in calculations to determine source status under 40 CFR 52.21; Minn. R , subps. 1(A) and 1(F) Negative Pressure Demonstration: Within 180 days of Permit Issuance, the Permittee shall contract with an independent firm that employs licensed professional engineers and certified industrial hygienists qualified in the design, inspection and evaluation of industrial ventilation and air pollution control systems. The firm shall verify that the ground-level openings in the buildings enclosing the following sources are under negative pressure: 20.0 continued from above 1) GP 003, Sand Handling 2) GP 005, Casting Shakeout 3) GP 006, Grinding, Sawing and Abrasives Blasting Negative Pressure Demonstration Report: Within 360 days of Permit Issuance, the Permittee shall submit a report to the Commissioner which explains the process taken to verify that the ground-level openings in the buildings enclosing the following sources are under negative pressure: Title I Condition: Monitoring to verify negative pressure for hood capture efficiency used in calculations to determine source status under 40 CFR 52.21; Minn. R , subps. 1(A) and 1(F) hdr Minn. R , subp. 4(D) Minn. R , subp. 4(D) hdr 1) GP 003, Sand Handling 2) GP 005, Casting Shakeout 3) GP 006, Grinding, Sawing and Abrasives Blasting Performance Test Report: due 360 days after Permit Issuance. The Permittee shall submit a report which explains the process taken to verify that the buildings enclosing the following sources are under negative pressure: 1) GP 003, Sand Handling 2) GP 005, Casting Shakeout 3) GP 006, Grinding, Sawing and Abrasives Blasting MONITORING REQUIREMENTS Monitoring Equipment Calibration: Annually calibrate all required monitoring equipment (any requirements applying to continuous emission monitors are listed separately in this permit). Operation of Monitoring Equipment: Unless otherwise noted in Tables A and/or B monitoring a process or control equipment connected to that process is not necessary during periods when the process is shutdown, or during checks of the monitoring systems, such as calibration checks and zero and span adjustments. If monitoring records are required, they should reflect any such periods of process shutdown or checks of the monitoring system. RECORDKEEPING Minn. R , subp. 5(C) Recordkeeping: Retain all records at the stationary source for a period of five (5) years from the date of monitoring, sample, measurement, or report. Records which must be retained at this location include all calibration and maintenance records, all original recordings for continuous monitoring instrumentation, and copies of all reports required by the permit. Records must conform to the requirements listed in Minn. R , subp. 5(A). Minn. R , subp. 5(B) Recordkeeping: Maintain records describing any insignificant modifications (as required by Minn. R , subp. 3) or changes contravening permit terms (as required by Minn. R subp. 2), including records of the emissions resulting from those changes. hdr REPORTING/SUBMITTALS Page 2 of 31
164 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD Minn. R , subp. 3 Minn. R , subp. 2 Minn. R , subp. 1 Minn. R , subp. 1 Minn. R , subp. 6(A)(2) Minn. R through Minn. R Minn. R , subp. 2 Minn. R , subp. 1(H) Minn. R , subp. 6(C) Minn. R through Minn. R Minn. R through Minn. R Shutdown Notifications: Notify the Commissioner at least 24 hours in advance of a planned shutdown of any control equipment or process equipment if the shutdown would cause any increase in the emissions of any regulated air pollutant. If the owner or operator does not have advance knowledge of the shutdown, notification shall be made to the Commissioner as soon as possible after the shutdown. However, notification is not required in the circumstances outlined in Items A, B and C of Minn. R , subp. 3. At the time of notification, the owner or operator shall inform the Commissioner of the cause of the shutdown and the estimated duration. The owner or operator shall notify the Commissioner when the shutdown is over. Breakdown Notifications: Notify the Commissioner within 24 hours of a breakdown of more than one hour duration of any control equipment or process equipment if the breakdown causes any increase in the emissions of any regulated air pollutant. The 24-hour time period starts when the breakdown was discovered or reasonably should have been discovered by the owner or operator. However, notification is not required in the circumstances outlined in Items A and/or B of Minn. R , subp. 2. At the time of notification or as soon as possible thereafter, the owner or operator shall inform the Commissioner of the cause of the breakdown and the estimated duration. The owner or operator shall notify the Commissioner when the breakdown is over. Notification of Deviations Endangering Human Health or the Environment: As soon as possible after discovery, notify the Commissioner or the state duty officer, either orally or by facsimile, of any deviation from permit conditions which could endanger human health or the environment. Notification of Deviations Endangering Human Health or the Environment Report: Within 2 working days of discovery, notify the Commissioner in writing of any deviation from permit conditions which could endanger human health or the environment. Include the following information in this written description: 1. the cause of the deviation; 2. the exact dates of the period of the deviation, if the deviation has been corrected; 3. whether or not the deviation has been corrected; 4. the anticipated time by which the deviation is expected to be corrected, if not yet corrected; and 5. steps taken or planned to reduce, eliminate, and prevent reoccurrence of the deviation. Semiannual Deviations Report: due 30 days after end of each calendar half-year following Permit Issuance. The first semiannual report submitted by the Permittee shall cover the calendar half-year in which the permit is issued. The first report of each calendar year covers January 1 - June 30. The second report of each calendar year covers July 1 - December 31. If no deviations have occured, the Permittee shall submit the report stating no deviations. This is a state-only requirement (Minn. R , subp. 6(A)(2)) and is not enforceable by the Administrator or citizens under the Clean Air Act. Application for Permit Amendment: If a permit amendment is needed, submit an application in accordance with the requirements of Minn. R through Minn. R Submittal dates vary, depending on the type of amendment needed. Application for Permit Reissuance: due 180 days before expiration of Existing Permit Extension Requests: The Permittee may apply for an Administrative Amendment to extend a deadline in a permit by no more than 120 days, provided the proposed deadline extension meets the requirements of Minn. R , subp. 1(H). Compliance Certification: due 31 days after end of each calendar year following Permit Issuance (for the previous calendar year). To be submitted on a form approved by the Commissioner, to the Commissioner. This report covers all deviations experienced during the calendar year. This is a state-only requirement (Minn. R , subp. 6(C)) and is not enforceable by the Administrator or citizens under the Clean Air Act. Emission Inventory Report: due 91 days after end of each calendar year following permit issuance (April 1). To be submitted on a form approved by the Commissioner. Emission Fees: due 60 days after receipt of an MPCA bill. Page 3 of 31
165 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: Associated Items: GP 001 Scrap Handling and Preheating EU 001 Preheater EU 010 Scrap/Charge Handling NC/ CA hdr Citation EMISSION LIMITS Requirement Minn. R , subp. 1(A)(1) Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit applies to EU 001. Minn. R , subp. 1(A) Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit applies to EU 010. Minn. R , subp. 1(A)(2) Opacity: less than or equal to 20 percent opacity except for one six-minute period per hour of not more than 60 percent opacity. This limit is applicable to EU 001. Minn. R , subp. 1(B) Opacity: less than or equal to 20 percent. This limit applies to EU 010. hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R OPERATIONAL REQUIREMENTS The Permittee shall vent emissions from GP 001 to CE 014 at all times emission units in GP 001 are in operation. For EU 010, this requirement only applies only to loading of the scrap/charge into the preheater and furnaces. See CE 014 for additional specific operating requirements. Page 4 of 31
166 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: GP 002 Melting and Refining Associated Items: EU 002 Electric Induction Furnace 1 EU 011 Electric Induction Furnace 2 EU 012 Electric Induction Furnace 3 EU 013 Magnesium Treatment NC/ CA hdr Citation Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R hdr Minn. R , subp. 1(A) Minn. R , subp. 1(B) hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R OPERATIONAL LIMITS Requirement Material Usage: less than or equal to 50,000 tons/year using 12-month Rolling Sum of metal melted. This limit applies to EUs 002, 011 and 012 in GP 002. EMISSION LIMITS Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 002. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 002. OPERATIONAL REQUIREMENTS The Permittee shall vent emissions from GP 002 to the CE 013 at all times emission units in GP 002 are in operation. See CE 013 for additional specific operating requirements. Minn. R , subp. 2 Covers On Induction Furnaces: The Permittee shall keep the covers on EUs 002, 011 and 012 at all times during melting, except when charging; routine, periodic temperature checks; refining and pouring into ladles. Minn. R , subp. 2 Covers On Transfer Ladles: The Permittee shall keep the covers on the transfer ladles at all times during each magnesium treatment process (EU 013). hdr MONITORING AND RECORDKEEPING REQUIREMENTS Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R Minn. R , subp. 4 and 5 Daily Recordkeeping (Metal Melted): Each day, record the total amount of metal melted in EUs 002, 011 and 012. Monthly Recordkeeping (Metal Melted): By the 15th day of each month, calculate and record the total amount of metal melted of EUs 002, 011 and 012 during the previous month, and the total amount of metal melted of EUs 002, 011 and 012 during the previous 12 months (12-month rolling sum). Page 5 of 31
167 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: Associated Items: GP 003 Sand Handling EU 003 Sand Muller A EU 025 Incline Conveyor EU 027 Sorting Conveyor EU 028 Sand Screen EU 029 Sand Elevator EU 030 Plow Conveyor EU 031 Return Sand Tank EU 097 Sand Muller B EU 107 Sand Tank EU 108 Bond Tank NC/ CA hdr Citation Minn. R , subp. 1(A) Minn. R , subp. 1(B) hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R EMISSION LIMITS Requirement Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 003. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 003. OPERATIONAL REQUIREMENTS The Permittee shall vent emissions from GP 003 to the control equipment in GP 015 and/or GP 017 at all times emission units in GP 003 are in operation. See GP 015 and GP 017 for additional specific operating requirements. Page 6 of 31
168 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: GP 004 Casting/Pouring/Cooling Associated Items: EU 004 Auto Pouring Line 1 EU 014 Auto Pouring Line 2 EU 015 Auto Pouring Line 3 EU 016 Auto Pouring Line 4 EU 017 Auto Pouring Line 5 EU 018 Floor Casting & Cooling NC/ CA Citation hdr Minn. R , subp. 1(A) Minn. R , subp. 1(B) EMISSION LIMITS Requirement Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 004. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 004. Page 7 of 31
169 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: Associated Items: GP 005 Casting Shakeout EU 005 Floor Shakeout EU 019 Long Oscillator (shakeout) EU 020 Auto Line 4 Dump Conveyor EU 021 Auto Line 4 Extension Dump Conveyor EU 022 Auto Line 1 Dump Conveyor EU 023 Auto Line 5 Dump Conveyor EU 024 Auto Line 2 Dump Conveyor EU 026 Lump Breaker NC/ CA hdr Citation Minn. R , subp. 1(A) Minn. R , subp. 1(B) hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R EMMISSION LIMITS Requirement Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 005. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 005. OPERATIONAL REQUIREMENTS The Permittee shall vent emissions from GP 005 to the control equipment in GP 015 as shown below at all times the emission units are in operation. See GP 015 for additional specific operating requirements. PRIOR TO CE 001's REPLACEMENT WITH CE 016: CE 001: EU 005, EU 019 and EU 020 CE 002: EU 026 FOLLOWING CE 001's REPLACEMENT WITH CE 016: CE 002: EU 026 CE 016: EU 005, EU 019 and EU 020 Page 8 of 31
170 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Subject Item: GP 006 Sawing, Grinding and Abrasives Blasting Booths Associated Items: EU 006 Cut-off Saw 1 EU 032 Cut Off Saw 2 EU 033 Cut Off Saw 3 EU 034 Cut Off Saw 4 EU 035 Cut Off Saw 5 EU 036 Swing Saw EU 037 Heavy Portable Grinder 1 EU 038 Heavy Portable Grinder 2 EU 039 Heavy Portable Grinder 3 EU 040 Heavy Portable Grinder 4 EU 041 Heavy Portable Grinder 5 EU 042 Heavy Portable Grinder 6 EU 043 Heavy Portable Grinder 7 EU 044 Swing Grinder EU 045 Big Trimmer EU 046 Hoist Grinder A EU 047 Hoist Grinder B EU 048 Grinder 1 EU 049 Grinder 2 EU 050 Grinder 3 EU 051 Grinder 4 EU 052 Grinder 5 EU 053 Grinder 6 EU 054 Grinder 7 EU 055 Grinder 8 EU 056 Grinder 9 EU 057 Grinder 10 EU 058 Grinder 11 EU 059 Grinder 12 EU 060 Grinder 13 EU 061 Trimmer 1-2 EU 062 Trimmer 3-4 EU 063 Trimmer 5-6 EU 064 Light Portable Grinder 1 EU 065 Light Portable Grinder 2 EU 066 Light Portable Grinder 3 EU 067 Light Portable Grinder 4 EU 068 Light Portable Grinder 5 EU 069 Brinnell Grinder EU 070 Valve Bench 1 EU 071 Valve Bench 2 EU 072 Valve Bench 3 EU 098 Tumblast Booth 1 18 Jan, :46 COMPLIANCE PLAN CD-01 Page 9 of 31
171 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Associated Items: EU 099 Tumblast Booth 2 EU 100 Table Blast Booth EU 101 Small Tumblast Booth NC/ CA hdr Citation Minn. R , subp. 1(A) Minn. R , subp. 1(B) hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R EMMISSION LIMITS Requirement Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 006. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 006. OPERATIONAL REQUIRMENTS The Permittee shall vent emissions from GP 006 to the control equipment in GP 014 at all times the emission units in GP 006 are in operation. See GP 014 for additional specific operating requirements. Page 10 of 31
172 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: GP 007 Annealing Associated Items: EU 007 Annealing Oven 1 EU 073 Annealing Oven NC/ CA Citation hdr Minn. R , subp. 1(A)(1) Minn. R , subp. 1(A)(2) hdr Minn. R , subp. 35a Minn. R , subp. 4 and 5 EMMISSION LIMITS Requirement Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 007. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 007. OPERATING REQUIREMENTS Fuels: Limited to natural gas or propane only. This limit is applicable to each unit listed in GP 007. Potential emissions from the annealing ovens are lb/hr and lb/hr; limit at the stacks where emissions occur, SV 031 and SV 032 is 21.7 lb/hr. Recordkeeping: Record and maintain records of the amounts of each fuel combusted on a monthly basis. These records may consist of purchase records or receipts. Page 11 of 31
173 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: GP 008 Core Making Associated Items: EU 008 Core Making Cold Box 1 EU 074 Core Making Cold Box 2 EU 075 Core Making Cold Box 3 EU 076 Core Making Cold Box 4 EU 077 Whirl Air Flow Mixer EU 078 Whirl Air Flow Tank EU 079 Air Set Machine EU 080 Air Set Tank EU 081 Swift-Mul 250 Mixer EU 082 Carver Mixer EU 083 Core Machine 1 EU 084 Core Machine 2 EU 085 Core Machine 3 EU 086 Core Machine 5 EU 087 Core Machine 7 EU 088 Core Machine 8 EU 089 Core Machine 9 EU 090 Core Machine 10 EU 091 Core Machine 11 EU 092 Core Machine 12 EU 093 Core Machine 13 EU 113 Core Machine NC/ CA Citation hdr Minn. R , subp. 1(A) Minn. R , subp. 1(B) EMMISSION LIMITS Requirement Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 008. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 008. Page 12 of 31
174 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: Associated Items: GP 009 Core Baking Ovens EU 009 Core Baking Oven EU 094 Tower Oven 1 EU 095 Tower Oven 2 EU 096 Tower Oven NC/ CA Citation hdr Minn. R , subp. 1(A)(1) Minn. R , subp. 1(A)(2) hdr Minn. R , subp. 35a Minn. R , subp. 4 and 5 EMMISSION LIMITS Requirement Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 009. Opacity: less than or equal to 20 percent opacity except for one six-minute period per hour of not more than 60 percent opacity. This limit is applicable to each unit listed in GP 009. OPERATING REQUIREMENTS Fuels: Limited to natural gas or propane only. Potential emissions from the core baking ovens are lb/hr, lb/hr, lb/hr and lb/hr; limit at the stacks where emissions occur, SV 023, SV 024, SV 025, SV 053 and SV 054 are 5.6 lb/hr, 5.6 lb/hr, 5.6 lb/hr, 3.6 lb/hr and 3.6 lb/hr, respectively. Recordkeeping: Record and maintain records of the amount of each fuel combusted on a monthly basis. These records may consist of purchase records or receipts. Page 13 of 31
175 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: GP 010 Core Making Sand Silos Associated Items: EU 109 Uncoated Sand Silo 1 EU 110 Uncoated Sand Silo 2 EU 111 ABC Sand Silo 1 EU 112 ABC Sand Silo NC/ CA hdr Citation Minn. R , subp. 1(A) Minn. R , subp. 1(B) hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R hdr 40 CFR pt. 50; Minn. Stat. Section , subds. 4a and 9; Minn. R , subps. 7A, 7L and 7M; Minn. R , subps. 1, 2 and 4; and Minn. R through EMMISSION LIMITS Requirement Total Particulate Matter: less than or equal to 0.3 grains/dry standard cubic foot of exhaust gas unless required to further reduce emissions to comply with the less stringent limit of either Minn. R or Minn. R This limit is applicable to each unit listed in GP 010. Opacity: less than or equal to 20 percent opacity. This limit is applicable to each unit listed in GP 010. OPERATING REQUIREMENTS The Permittee shall vent emissions from GP 010 to the control equipment in GP 017 at all times emission units in GP 010 are in operation. See GP 017 for additional specific operating requirements. STACK HEIGHT REQUIREMENTS Stack Height: The minimum exhaust stack height for the stacks below shall be: SV 019 (CE 011) 45 feet above grade SV 048 (CE 012) 51 feet above grade by November 30, CE 011's exhaust shall vent inside the building near SV 019. Page 14 of 31
176 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: GP 013 Non-Combustion Equipment Subject to HAP Limit Associated Items: EU 002 Electric Induction Furnace 1 EU 004 Auto Pouring Line 1 EU 005 Floor Shakeout EU 008 Core Making Cold Box 1 EU 011 Electric Induction Furnace 2 EU 012 Electric Induction Furnace 3 EU 014 Auto Pouring Line 2 EU 015 Auto Pouring Line 3 EU 016 Auto Pouring Line 4 EU 017 Auto Pouring Line 5 EU 018 Floor Casting & Cooling EU 019 Long Oscillator (shakeout) EU 020 Auto Line 4 Dump Conveyor EU 021 Auto Line 4 Extension Dump Conveyor EU 022 Auto Line 1 Dump Conveyor EU 023 Auto Line 5 Dump Conveyor EU 024 Auto Line 2 Dump Conveyor EU 026 Lump Breaker EU 074 Core Making Cold Box 2 EU 075 Core Making Cold Box 3 EU 076 Core Making Cold Box 4 EU 079 Air Set Machine EU 083 Core Machine 1 EU 084 Core Machine 2 EU 085 Core Machine 3 EU 086 Core Machine 5 EU 087 Core Machine 7 EU 088 Core Machine 8 EU 089 Core Machine 9 EU 090 Core Machine 10 EU 091 Core Machine 11 EU 092 Core Machine 12 EU 093 Core Machine 13 EU 113 Core Machine NC/ CA hdr Citation Title I Condition: To avoid classification as a major source under 40 CFR Section 63.2; to avoid classification as a major source under 40 CFR Section 70.2 and Minn. R EMISSION LIMITS Requirement HAP-Single: less than or equal to 9.0 tons/year using 12-month Rolling Sum, to be calculated as described in the permit by the 15th day of each month for the previous 12-month period. Calculations shall include all HAP emissions from the sources listed in GP 013. Page 15 of 31
177 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD Title I Condition: To avoid classification as a major source under 40 CFR Section 63.2; to avoid classification as a major source under 40 CFR Section 70.2 and Minn. R hdr Title I Condition: To avoid classification as a major source under 40 CFR Section 63.2; to avoid classification as a major source under 40 CFR Section 70.2 and Minn. R Minn. R , subp. 4 and 5 Minn. R , subp. 4 and 5 Minn. R , subp. 4 and 5 HAPs - Total: less than or equal to 22.5 tons/year using 12-month Rolling Sum, to be calculated as described in the permit by the 15th day of each month for the previous 12-month period. Calculations shall include all HAP emissions from the sources listed in GP 013. RECORDKEEPING REQUIREMENTS Daily Recordkeeping: Each day, the Permittee shall record the quantity of each organic material used in core production and maintain a current MSDS for each HAP-containing material used. Maintenance and retention of daily core and mold schedules satisifes this requirement. Material Content: HAP contents in the organic coremaking materials shall be determined by the Material Safety Data Sheet (MSDS) provided by the supplier for each material used. If a material content range is given on the MSDS, the highest number in the range shall be used in all compliance calculations. Other alternative methods approved by the MPCA may be used to determine the HAP contents. The Commissioner reserves the right to require the Permittee to determine the HAP contents of any material, according to EPA or ASTM reference methods. If an EPA or ASTM reference method is used for material content determination, the data obtained shall supersede the MSDS. Monthly Recordkeeping: By the 15th day of each month, the Permittee shall determine and record the following: 1. The quantity of each HAP-containing material used or purchased during the previous month; 2. The quantity of gray and ductile iron poured for the previous month; 3. The individual and combined HAP emissions for the previous month; and, 4. The 12-month rolling sum of individual and combined HAP emissions for the previous month. Single HAP Monthly Calculation: The Permittee shall calculate monthly HAP emissions for each individual HAP as shown below in Equation 1. Equation 1: HAP(ti) = HAP(mix) + HAP(mpcs) Where, 9.0 HAP(ti) = total emissions of the individual HAP for the previous month, in tons HAP(mix) = emissions of the individual HAP from mixing the binder resins and catalysts with sand (tons), calculated as shown in Equation 2 HAP(mpcs) = emissions of the individual HAP from melting, pouring, cooling and shakeout (tons), calculated as shown in Equation 3 Minn. R , subp. 4 and 5 Equation 2: HAP(mix) = CS x EFvoc x (CR1 / CRt x H1 + CR2 / CRt x H2 + etc.) / 2000 Where, I-HAP(mix) = emissions of the individual HAP from mixing the binder resins and catalysts with sand to make molds or cores during the previous month (tons) CS = quantity of core sand used in each type of process (e.g., Furan No-bake) EFvoc = VOC emission factor specific for the process of the individual HAP for the resin and/or catalyst in each binder formula used during the previous month (percent) (See Note 1) CRi = total quantity of resins and/or catalyst used in the process CR1, CR2... CRn = the quantity of resin and/or catalyst used in each binder formula for molds and cores during the previous month (pound) H1, H2... Hn = the individual HAP content of the resin and/or catalyst in each binder formula used during the previous month (individual HAP, weight percent) Page 16 of 31
178 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD Minn. R , subp. 4 and 5 Equation 3: Minn. R , subp. 4 and 5 Minn. R , subp. 4 and 5 Minn. R , subp. 4 and 5 I-HAP(mpcs) = (MP1 x Hef1 / 2000) + (MP2 x Hef2 / 2000) +... etc. Where, I-HAP(mpcs) = the total emissions of the individual HAP from pouring/cooling and shakeout during the previous month in each type of process (i.e. ductile iron, green sand molds, isocure cores, pouring) (tons), MP1, MP2... MPn = the quantity of metal processed during the previous month (tons) Hef1, Hef2...Hefn = the emission factor for the invidual HAP for each type of process during the previous month (pound/pound) (See Note 2) Note 1: The VOC emission factors used in Equation 2 (EFvoc) shall be 0.65 lb VOC per ton of core sand for Cold Box process and 1.17 lb VOC per ton of core sand for all other processes using binder resins and/or catalysts. Additions of core making processes that do not belong to No-bake or Cold Box classification will require pre-approval from the MPCA. Any changes in these emission factors shall be submitted to the MPCA with the Annual Compliance Certification. Note 2: The emission factor for the particular HAP shall be the emission factor for the appropriate metal-mold-core combination from Appendix C, developed based on the University of Alamabama-Birmingham's January 1999 report entitled "Ferrous Air Emissions Study." The Permittee shall keep records of the metal throughput, the corresponding emission factors and all supporting documentation. Any changes to the emission factors shall be submitted to the MPCA with the Annual Compliance Certification. Combined HAP Monthly Calculation: The Permittee shall calculate monthly HAP emissions for combined HAPs as shown below in Equation 4. Equation 4: HAP(tc) = the sum of the individual single HAPs (HAP(ti)) for the previous month The 12-month rolling sum of combined HAPs shall be calculated by summing the values of HAP(tc) calculated during each of the pervious months. Page 17 of 31
179 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: Associated Items: GP 014 Fabric Filter Baghouses - Sawing, Grinding and Abrasives Blasting CE 003 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 004 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 005 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 006 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 007 Fabric Filter - Low Temperature, i.e., T<180 Degrees F NC/ CA hdr Citation Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R Minn. R , subps. 4 and 5 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 OPERATIONAL REQUIREMENTS Requirement The Permittee shall operate and maintain each piece of control equipment at all times that any emissions unit listed in GP 006 controlled by the equipment is in operation. The Permittee shall operate and maintain the control equipment in accordance with the most recent Operation and Maintenance (O & M) Plan. The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Particulate Matter < 10 micron: greater than or equal to 99 percent collection efficiency The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Total Particulate Matter: greater than or equal to 99 percent collection efficiency The pressure drop ranges listed below apply unless or until a new range is set pursuant to Minn. R , subp. 3, based on the values recorded during the most recent MPCA approved performance test where compliance was demonstrated. CE 003 Pressure Drop: greater than or equal to 2 inches of water column and less than or equal to 6 inches of water column CE 004 Pressure Drop: greater than or equal to 5 inches of water column and less than or equal to 7 inches of water column CE 005 Pressure Drop: greater than or equal to 2 inches of water column and less than or equal to 6 inches of water column CE 006 Pressure Drop: greater than or equal to 1 inches of water column and less than or equal to 6 inches of water column CE 007 Pressure Drop: greater than or equal to 2 inches of water column and less than or equal to 6 inches of water column Page 18 of 31
180 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD Minn. R , subp. 2 hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R Minn. R , subps. 4 and 5 Minn. R , subps. 4 and 5 Minn. R , subp. 4 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Minn. R , subp. 4, 5 and 14 Minn. R , subp. 4, 5 and 14 hdr Minn. R , subp. 2; Minn. R , subp. 4 The Permittee shall immediately cease operation of all emission unit(s) connected to a piece of control equipment in GP 014 should the bag leak-detection system indicate a leaking bag or bags. The emission unit(s) shall not be operated again until the neccessary repairs have been made to whichever piece of control equipment in GP 014 had their bag leak-detection system indicate a leaking bag or bags. MONITORING AND RECORDKEEPING REQUIREMENTS Visible Emissions and Pressure Drop: The Permittee shall check each fabric filter stack (listed below) for any visible emissions once each day of operation during daylight hours. The Permittee shall read and record the pressure drop across each fabric filter, once each day of operation, until the installation of the bag leak-detection systems. CE 003: SV 026 CE 004: SV 027 CE 005: SV 028 CE 006: SV 029 CE 007: SV 030 Initial Hood Certification and Evaluation: The control device hoods in GP 014 must conform to the requirements listed in Minn. R , subp. 1, and the Permittee shall certify this as specified in Minn. R , subp. 3. The Permittee shall maintain a copy of the evaluation and certification on site. Annual Hood Evaluation: The Permittee shall measure and record at least once every 12 months the fan rotation speed, fan power draw, or face velocity of each hood in GP 014, or other comparable air flow indication method. The Permittee shall maintain a copy of the annual evaluation on site. Monitoring Equipment: The Permittee shall maintain the necessary monitoring equipment for measuring and recording pressure drop as required by this permit until the installation of the bag leak-detection systems. The monitoring equipment must be in use and properly maintained when the monitored fabric filter is in operation. Recordkeeping of Visible Emissions, Pressure Drop and Bag Leak Detection System: The Permittee shall record the time and date of each visible emission inspection, pressure drop reading and bag leak detection system reading, and whether or not any visible emissions were observed, whether or not the observed pressure drop was within the range specified in this permit and whether or not the bag leak detection system indicated that a filter, or filters, require(s) replacement. If pressure drop readings vary from past data, the Permittee shall, at a minimum: 1. Inspect the lines going to the magnehelic gauge. 2. Confirm that the cleaning cycles are working properly. 3. Examine the ventilation ducts and pipes for leaks. 4. Inspect the fabric filter bags inside the compartment. Corrective Actions: The Permittee shall take corrective action as soon as possible if any of the following occur: - visible emissions are observed; - the recorded pressure drop is outside the required operating range; - the bag leak detection system indicates that a filter, or filters, require(s) replacement; or, - the fabric filters or any of their components are found during the inspections to need repair. Corrective actions shall return the pressure drop to within the permitted range and/or include completion of necessary repairs identified during the inspection, as applicable. Corrective actions include, but are not limited to, those outlined in the O & M Plan for the fabric filters. The Permittee shall keep a record of the type and date of any corrective action taken for each filter. Periodic Inspections: At least once per calendar quarter, or more frequently as required by the manufacturing specifications, the Permittee shall inspect the control equipment components. The Permittee shall maintain a written record of these inspections. MONITORING EQUIPMENT INSTALLATION REQUIREMENTS Bag Leak Detection Systems: The Permittee shall install bag leak detection systems meeting the requirements of Appendix F on CE 003, CE 004, CE 005, CE 006 and CE 007 by November 30, Page 19 of 31
181 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD hdr 40 CFR pt. 50; Minn. Stat. Section , subds. 4a and 9; Minn. R , subps. 7A, 7L and 7M; Minn. R , subps. 1, 2 and 4; and Minn. R through STACK HEIGHT REQUIREMENTS Stack Height: The minimum exhaust stack heights for the stacks below shall be: SV 026 (CE 003) 45 feet above grade SV 027 (CE 004) 45 feet above grade SV 028 (CE 005) 50 feet above grade by November 30, Page 20 of 31
182 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: Associated Items: GP 015 Control Equipment - Sand Handling and Casting Shakeout CE 001 Wet Scrubber - High Efficiency CE 002 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 010 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 016 Fabric Filter - Low Temperature, i.e., T<180 Degrees F NC/ CA hdr Citation Minn. R , subp. 2 hdr Minn. R , subp. C(3) Minn. R , subp. C(3) hdr Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R Minn. R , subps. 4 and 5 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 EQUIPMENT REPLACEMENT Requirement Should a Performance Test (see CE 001) show that CE 001 is no longer achieving 90 percent control efficiency for PM and PM10, the Permittee is authorized to replace CE 001 with CE 016 within 180 days of the Performance Test showing that CE 001 is no longer achieving 90 percent control efficiency for PM and PM10. CONTROL EQUIPMENT REPLACEMENT NOTIFICATION Notification: due 7 days before Equipment Installation. The written notice can be an , but must be received by the agency seven working days prior to the replacement of CE 001 with CE 016. Notification: due 7 days before Equipment Installation The written notice can be an , but must be received by the agency seven working days prior to the replacement of CE 001 with CE 016. OPERATIONAL REQUIREMENTS The Permittee shall operate and maintain each piece of control equipment at all times that any emissions unit listed in GP 003 or GP 005 controlled by the equipment in GP 015 is in operation. The Permittee shall operate and maintain the control equipment in accordance with the most recent Operation and Maintenance (O & M) Plan. Until it is replaced with CE 016, the Permittee shall operate and maintain CE 001 such that it achieves a control efficiency for Total Particulate Matter: greater than or equal to 90 percent control efficiency Until it is replaced with CE 016, the Permittee shall operate and maintain CE 001 such that it achieves a control efficiency for Particulate Matter < 10 micron: greater than or equal to 90 percent control efficiency The Permittee shall operate and maintain CE 002, CE 010 and CE 016 such that they achieve a control efficiency for Particulate Matter < 10 micron: greater than or equal to 99 percent control efficiency The Permittee shall operate and maintain CE 002, CE 010 and CE 016 such that they achieve a control efficiency for Total Particulate Matter: greater than or equal to 99 percent control efficiency The pressure drop ranges listed below apply unless or until a new range is set pursuant to Minn. R , subp. 3, based on the values recorded during the most recent MPCA approved performance test where compliance was demonstrated. Until it is replaced with CE 016, CE 001's Pressure Drop: greater than or equal to 5 inches of water column and less than or equal to 8 inches of water column Page 21 of 31
183 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 hdr Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R Title I Condition: To avoid major source classification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 and Minn. R Minn. R , subps. 4 and 5 Minn. R , subps. 4 and 5 Minn. R , subp. 4 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 CE 002 Pressure Drop: greater than or equal to 6 inches of water column and less than or equal to 8 inches of water column Following its replacement of CE 001, CE 016's Pressure Drop: greater than or equal to 2 inches of water column and less than or equal to 6 inches of water column MONITORING AND RECORDKEEPING REQUIREMENTS Visible Emissions: The Permittee shall check each stack listed below for any visible emissions once each day of operation during daylight hours. CE 001 (until replaced with CE 016): SV 006 CE 002: SV 007 CE 010: SV 066 CE 016 (immediately following the replacement of CE 001): SV 006 Pressure Drop: The Permittee shall read and record the pressure drop across each piece of control equipment listed below, once each day of operation until the installation of the bag leak-detection system on CE 016. CE 001 (until replaced with CE 016) CE 002 CE 016 (immediately following the replacement of CE 001) Blacklighting of CE 002: Once per week while in operation, the Permittee shall blacklight the inside of CE 002 to determine if there are any leaks. The Permittee shall take corrective action including, but not limited to, neccessary repairs and/or bag replacement of leaking bag(s) immediately upon the blacklighting showing leaks. Initial Hood Certification and Evaluation: The control device hood in GP 015 must conform to the requirements listed in Minn. R , subp. 1, and the Permittee shall certify this as specified in Minn. R , subp. 3. The Permittee shall maintain a copy of the evaluation and certification on site. Annual Hood Evaluation: The Permittee shall measure and record at least once every 12 months the fan rotation speed, fan power draw, or face velocity of each hood in GP 015, or other comparable air flow indication method. The Permittee shall maintain a copy of the annual evaluation on site. Monitoring Equipment: The Permittee shall maintain the necessary monitoring equipment for measuring and recording pressure drop as required by this permit until the installation of the bag leak-detection system on CE 016. The monitoring equipment must be in use and properly maintained when the monitored fabric filter is in operation. Recordkeeping of Visible Emissions, Pressure Drop and Bag Leak Detection System: The Permittee shall record the time and date of each visible emission inspection, pressure drop reading and bag leak detection system reading, and whether or not any visible emissions were observed, whether or not the observed pressure drop was within the range specified in this permit and whether or not the bag leak detection system indicated that a filter, or filters, require(s) replacement. If pressure drop readings on CE 002 and CE 016 vary from past data, the Permittee shall, at a minimum: 1. Inspect the lines going to the magnehelic gauge. 2. Confirm that the cleaning cycles are working properly. 3. Examine the ventilation ducts and pipes for leaks. 4. Inspect the fabric filter bags inside the compartment. Page 22 of 31
184 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD Minn. R , subp. 4, 5 and 14 Minn. R , subp. 4, 5 and 14 hdr Minn. R , subp. 2; Minn. R , subp. 4 hdr 40 CFR pt. 50; Minn. Stat. Section , subds. 4a and 9; Minn. R , subps. 7A, 7L and 7M; Minn. R , subps. 1, 2 and 4; and Minn. R through Corrective Actions: The Permittee shall take corrective action as soon as possible if any of the following occur: - visible emissions are observed; - the recorded pressure drop is outside the required operating range; - the bag leak detection system indicates that a filter, or filters, require(s) replacement; or, - the fabric filter or any of its components are found during the inspections to need repair. Corrective actions shall return the pressure drop to within the permitted range and/or include completion of necessary repairs identified during the inspection, as applicable. Corrective actions include, but are not limited to, those outlined in the O & M Plan for the fabric filters. The Permittee shall keep a record of the type and date of any corrective action taken for each filter. Periodic Inspections: At least once per calendar quarter, or more frequently as required by the manufacturing specifications, the Permittee shall inspect the control equipment components. The Permittee shall maintain a written record of these inspections. MONITORING EQUIPMENT INSTALLATION REQUIREMENTS Bag Leak Detection Systems: By November 30, 2006, the Permittee shall install a bag leak-detection system meeting the requirements of Appendix F on CE 016 within 180 days after replacement of CE 001 with CE 016. STACK HEIGHT REQUIREMENTS Stack Height: The minimum exhaust stack height for SV 006 shall be 25 feet above grade within 180 days after replacement of CE 001 with CE 016. Page 23 of 31
185 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: Associated Items: GP 017 Vent Fabric Filters CE 011 Fabric Filter - Low Temperature, i.e., T<180 Degrees F CE 012 Fabric Filter - Low Temperature, i.e., T<180 Degrees F NC/ CA hdr Citation Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R hdr Minn. R , subp. 4(B) Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Minn. R , subp. 4, 5 and 14 Minn. R , subp. 4, 5 and 14 OPERATIONAL REQUIREMENTS Requirement Within 180 days of Permit Issuance, the Permittee shall install CE 011 and CE 012. The Permittee shall operate and maintain each piece of control equipment at all times that any emissions unit listed in GP 017 controlled by the equipment is in operation, in accordance with the most recent Operation and Maintenance (O & M) Plan. The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Particulate Matter < 10 micron: greater than or equal to 99 percent collection efficiency The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Total Particulate Matter: greater than or equal to 99 percent collection efficiency MONITORING AND RECORDKEEPING REQUIREMENTS Visible Emissions: The Permittee shall check each filter (listed below) for any visible emissions one time during each time that sand is loaded. CE 011: SV 019 CE 012: SV 048 Recordkeeping of Visible Emissions: The Permittee shall record the time and date of each visible emission inspection and whether or not any visible emissions were observed. Corrective Actions: The Permittee shall take corrective action as soon as possible if any of the following occur: - visible emissions are observed; - the filter or any of its components are found during the inspections to need repair. Corrective actions shall include completion of necessary repairs identified during the inspection, as applicable. Corrective actions also include, but are not limited to, those outlined in the O & M Plan for the filters. The Permittee shall keep a record of the type and date of any corrective action taken for each filter. Periodic Inspections: At least once per calendar quarter, or more frequently as required by the manufacturing specifications, the Permittee shall inspect the control equipment components. The Permittee shall maintain a written record of these inspections. Page 24 of 31
186 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: EU 024 Auto Line 2 Dump Conveyor Associated Items: GP 005 Casting Shakeout GP 013 Non-Combustion Equipment Subject to HAP Limit SV 041 A-2 Line Pouring/Cooling NC/ CA Citation Minn , subps. 1(A) and 1(F) hdr Minn. R , subp. 1 Minn. R , subp. 1-4; Minn. R and Minn. R , subp. 1-2 hdr Minn. R , subp. 1(A)-1(B) Requirement Performance Test Report: due 45 days after Performance Test to measure PM for the purpose of demonstrating compliance with Minn. R , subp. 1(A) through 1(B). PERFORMANCE TESTING REQUIREMENTS Performance Test: due 180 days after Permit Issuance to measure total particulate matter (PM) from EU 024. Performance Test Notifications and Submittals; Performance Test Notification (written): due 30 days before each Performance Test Performance Test Plan: due 30 days before each Performance Test Performance Test Pre-Test Meeting: due 7 day before each Performance Test Performance Test Report: due 45 days after each Performance Test Performance Test Report - Microfiche Copy or CD: due 105 day after each Performance Test. The Notification, Test Plan, and Test Report may be submitted in alternative format as allowed by Minn. R OPERATIONAL REQUIREMENTS Emissions from EU 024: Should the performance test required above show that EU 024 is not meeting the requirements of Minn. R , subp. 1(A)-1(B), the Permittee shall, within 180 days of Permit Issuance, connect EU 024 to, and vent emissions to, one of the pieces of control equipment listed in GP 015 such that the emission limits in Minn. R , subp. 1(A)-1(B) are met. Page 25 of 31
187 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: CE 001 Wet Scrubber - High Efficiency Associated Items: EU 003 Sand Muller A EU 005 Floor Shakeout EU 019 Long Oscillator (shakeout) EU 020 Auto Line 4 Dump Conveyor EU 097 Sand Muller B GP 015 Control Equipment - Sand Handling and Casting Shakeout NC/ CA hdr Citation Minn. R , subp. 2 Minn. R , subp. 2 hdr Minn. R , subp. 1 Minn. R , subp. 1-4; Minn. R and Minn. R , subp. 1-2 Minn. R , subp. 1 NOTIFICATION REQUIREMENTS Requirement Notification of the date of Equipment Removal/Dismantlement: due 60 days after the Initial Startup of CE 016. Notification of the date of Equipment Removal/Dismantlement: due 60 days after Initial Startup of CE 016. PERFORMANCE TESTING REQUIREMENTS Performance Test: due 180 days after Permit Issuance to measure PM and PM10 control efficiency for the purpose of demonstrating compliance with the limit in GP 015 and determining when replacement with CE 016 is appropriate. Performance Test Notifications and Submittals; Performance Test Notification (written): due 30 days before each Performance Test Performance Test Plan: due 30 days before each Performance Test Performance Test Pre-Test Meeting: due 7 day before each Performance Test Performance Test Report: due 45 days after each Performance Test Performance Test Report - Microfiche Copy or CD: due 105 day after each Performance Test. The Notification, Test Plan, and Test Report may be submitted in alternative format as allowed by Minn. R Testing Frequency Plan: due 60 days after Initial Performance Test for PM/PM10 control efficiency. The plan shall specify a testing frequency based on the test data and MPCA guidance. Future performance tests based on one-year (12 month), 36 month, and 60 month intervals, or as applicable, shall be required upon written approval of the MPCA. This is being required because periodic testing is warranted but there is insufficient past data to establish a frequency to aid in determining when replacement of CE 001 with CE 016 is appropriate Page 26 of 31
188 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: CE 013 Fabric Filter - Low Temperature, i.e., T<180 Degrees F Associated Items: EU 002 Electric Induction Furnace 1 EU 011 Electric Induction Furnace 2 EU 012 Electric Induction Furnace 3 EU 013 Magnesium Treatment NC/ CA hdr Citation Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R Minn. R , subps. 4 and 5 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 hdr Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Minn. R , subp. 4 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 OPERATIONAL REQUIREMENTS Requirement Within 180 days of Permit Issuance, the Permittee shall install CE 013. The Permittee shall operate and maintain CE 013 at all times that any emissions unit listed in GP 002 controlled by CE 013 is in operation, in accordance with the most recent Operation and Maintenance (O & M) Plan. The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Particulate Matter < 10 micron: greater than or equal to 99 percent collection efficiency The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Total Particulate Matter: greater than or equal to 99 percent collection efficiency The pressure drop range listed below applies unless or until a new range is set pursuant to Minn. R , subp. 3, based on the values recorded during the most recent MPCA approved performance test where compliance was demonstrated. CE 013. Pressure Drop: greater than or equal to 2 inches of water column and less than or equal to 6 inches of water column MONITORING AND RECORDKEEPING REQUIREMENTS Visible Emissions and Pressure Drop: The Permittee shall check CE 013's stack, SV 067, for any visible emissions once each day of operation during daylight hours. The Permittee shall read and record the pressure drop across the fabric filter, once each day of operation. Monitoring Equipment: The Permittee shall maintain the necessary monitoring equipment for measuring and recording pressure drop as required by this permit. The monitoring equipment must be in use and properly maintained when the monitored fabric filter is in operation. Recordkeeping of Visible Emissions and Pressure Drop: The Permittee shall record the time and date of each visible emission inspection and pressure drop reading, and whether or not any visible emissions were observed and whether or not the observed pressure drop was within the range specified in this permit. Page 27 of 31
189 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD Minn. R , subp. 4, 5 and 14 Minn. R , subp. 4, 5 and 14 Corrective Actions: The Permittee shall take corrective action as soon as possible if any of the following occur: - visible emissions are observed; - the recorded pressure drop is outside the required operating range; - the fabric filter or any of its components are found during the inspections to need repair. Corrective actions shall return the pressure drop to within the permitted range and/or include completion of necessary repairs identified during the inspection, as applicable. Corrective actions include, but are not limited to, those outlined in the O & M Plan for the fabric filter. The Permittee shall keep a record of the type and date of any corrective action taken for the filter. Periodic Inspections: At least once per calendar quarter, or more frequently as required by the manufacturing specifications, the Permittee shall inspect the control equipment components. The Permittee shall maintain a written record of these inspections. Page 28 of 31
190 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: CE 014 Fabric Filter - Low Temperature, i.e., T<180 Degrees F Associated Items: EU 001 Preheater EU 010 Scrap/Charge Handling NC/ CA hdr Citation Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R Minn. R , subps. 4 and 5 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 hdr Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Minn. R , subp. 4 Title I Condition: Limit to avoid classification as major source and modification under 40 CFR Section and Minn. R ; to avoid major source classification under 40 CFR Section 70.2 Minn. R , subp. 4, 5 and 14 OPERATIONAL REQUIREMENTS Requirement By November 30, 2006, the Permittee shall install CE 014. The Permittee shall operate and maintain CE 014 at all times that any emissions unit listed in GP 002 controlled by CE 014 is in operation, in accordance with the most recent Operation and Maintenance (O & M) Plan. The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Particulate Matter < 10 micron: greater than or equal to 99 percent collection efficiency The Permittee shall operate and maintain the control equipment such that it achieves a collection efficiency for Total Particulate Matter: greater than or equal to 99 percent collection efficiency The pressure drop range listed below applies unless or until a new range is set pursuant to Minn. R , subp. 3, based on the values recorded during the most recent MPCA approved performance test where compliance was demonstrated. CE 014 Pressure Drop: greater than or equal to 2 inches of water column and less than or equal to 6 inches of water column MONITORING AND RECORDKEEPING REQUIREMENTS Visible Emissions and Pressure Drop: The Permittee shall check CE 014's stack (SV 068) for any visible emissions once each day of operation during daylight hours. The Permittee shall read and record the pressure drop across the fabric filter, once each day of operation. Monitoring Equipment: The Permittee shall maintain the necessary monitoring equipment for measuring and recording pressure drop as required by this permit. The monitoring equipment must be in use and properly maintained when the monitored fabric filter is in operation. Recordkeeping of Visible Emissions and Pressure Drop: The Permittee shall record the time and date of each visible emission inspection and pressure drop reading, and whether or not any visible emissions were observed and whether or not the observed pressure drop was within the range specified in this permit. Corrective Actions: The Permittee shall take corrective action as soon as possible if any of the following occur: - visible emissions are observed; - the recorded pressure drop is outside the required operating range; - the fabric filter or any of its components are found during the inspections to need repair. Corrective actions shall return the pressure drop to within the permitted range and/or include completion of necessary repairs identified during the inspection, as applicable. Corrective actions include, but are not limited to, those outlined in the O & M Plan for the fabric filter. The Permittee shall keep a record of the type and date of any corrective action taken for the filter. Page 29 of 31
191 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD Minn. R , subp. 4, 5 and 14 Periodic Inspections: At least once per calendar quarter, or more frequently as required by the manufacturing specifications, the Permittee shall inspect the control equipment components. The Permittee shall maintain a written record of these inspections. Page 30 of 31
192 MINNESOTA POLLUTION CONTROL AGENCY AIR QUALITY 520 LAFAYETTE ROAD ST. PAUL, MN Facility Name: Prospect Foundry Inc Permit Number: Jan, :46 COMPLIANCE PLAN CD-01 Subject Item: CE 016 Fabric Filter - Low Temperature, i.e., T<180 Degrees F Associated Items: EU 003 Sand Muller A EU 005 Floor Shakeout EU 019 Long Oscillator (shakeout) EU 020 Auto Line 4 Dump Conveyor EU 097 Sand Muller B GP 015 Control Equipment - Sand Handling and Casting Shakeout NC/ CA Citation hdr Minn. R , subp. 2 Minn. R , subp. 2 NOTIFICATION REQUIREMENTS Requirement Notification of the Actual Date of Initial Startup: due 60 days after Initial Startup of CE 016. Notification of the Actual Date of Initial Startup: due 60 days after the Initial Startup of CE 016. Page 31 of 31
193 Attachment 7 Determination of the 50,000 Tons Per Year Limit
194 Determination of the 50,000 tons per year capacity limit Hourly melt capacity: Melting capacity per hour is limited by the connected electrical power 4500 kw power available (2250 kw each - two power supplies) 550 KWH is required to melt one ton of iron to 2750 degrees F (this is considered an excellent melt rate by industry standards, historically it has taken Prospect Foundry about 600KWH to melt one ton of iron to 2750 degrees F) No efficiency reduction is included in the calculation 4500KW / 550 KWH per ton = 8.18 tons per hour Annual melt limit: 20 hours per day operating capacity 20 hours per day is limited by cleanup and daily maintenance of equipment. Currently Prospect operates at 17 to 18 hours per day. 6 days per week maximum Current union contract constraints limit the plant operations to only two mandatory Saturdays per month. Using the other two Saturdays each month and ignoring holidays in the calculation provides a measure of cushion for any unforeseen circumstance. 50 weeks per year available Prospect Foundry currently has two mandatory maintenance shutdown periods annually that limits the facility to only 50 operating weeks. 8.2 tons per hour x 20 hours per day x 6 days per week x 50 weeks per year = 49,200 tons per year
195 Attachment 8 MPCA's Response to Comments/Questions/Concerns Received During 30-Day Public Notice
196 MPCA's Response to Comments/Questions/Concerns Received During 30-Day Public Notice The MPCA received comments/questions/concerns on Prospect Foundry's draft air permit and technical support document (TSD) from a total of seven parties: one from the Prospect's air permitting/modeling consultant (Sage Environmental) with markedup versions of the permit and TSD attached to it; one letter from the City of Minneapolis' Regulatory Services Department Director of Inspections; one letter from the Southeast Como Improvement Association's Board President; one from a former Minneapolis resident; and, three letters from Minneapolis residents. MPCA staff responded to comments/questions/concerns on the draft permit and TSD in an order from the most specific (i.e. those making suggestions to, or seeking clarification of, actual terms and conditions of the permit) to more general topics and issues. The MPCA views a reasonable request as one that can be granted within the scope of its air permitting authority under existing state and federal law. 3.7.A. PROSPECT FOUNDRY (THROUGH SAGE ENVIRONMENTAL) 3.7.a.1. Draft Permit Prospect Foundry's General Comments/Questions/Concerns on Clarifications, etc.: Cover Page: removal of "these" before "extraneous pieces of metal" (5th paragraph of Facility Description); Page A-1: removal of "not" before "demonstrate equivalent or better dispersion characteristics" (second section of Modeling Requirements); Page A-12: removal of references to increase in stacks heights as this is already required in GP 010 (last two sections); Page A-13: addition of SV 054 and its associated potential emissions in GP 010; Page A-14: clarification that CE 011's exhaust vents inside the building (last section); Page A-16: clarification on language making Equation 2 and Note 1 more consistent with each other; Pages A-18, A-19 and A-21: clarification that visible emissions and pressure drop readings only need to be taken on baghouses until they are equipped with their bag leak-detection systems; and Page A-22: clarification that visible emissions readings of the sand loading's control equipment must only be done when sand is being loaded. MPCA Staff's Response to Prospect Foundry's General Comments/Questions/Concerns on Clarifications, etc.: MPCA staff believe that the above requests are reasonable and made the changes to the permit. Prospect Foundry's Comment/Question/Concern 1: Page A-16: request to use the average of a material content range in compliance calculations instead of the maximum whenever one is given on a Material Safety Data Sheet. MPCA Staff's Response to Prospect Foundry's Comment/Question/Concern 1: MPCA staff is unaware of an air quality permit being issued in Minnesota that did not require that the maximum of a material content range be used in compliance demonstration calculations. This is because U.S. EPA requires that potential emissions be calculated and compared to a limit that is restricting a facility's potential emissions. The only case where MPCA staff are aware of U.S. EPA requesting an average be used is where they are determining past actual emissions for New Source Review applicability. MPCA staff did not make this change to the permit. Response to Comments Received on Prospect Foundry's Permit Number Page 1 of 10
197 3.7.a.2. Technical Support Document Prospect Foundry's General Comments/Questions/Concerns on Clarifications, etc.: Pages 5 and 6: clarifications in Table 4 regarding non-existing limits, which items are to be overviewed, and correction of a rule citation to be consistent with the permit; Page 8: insertion of an additional reference source for pouring/casting/cooling emissions; Page 9: correction of three typos; Page 10: several clarifications and the addition of the word "annual average concentrations" in the last sentence of paragraph two; Page 14: clarifications regarding GPs 010 and 013 in Table 5; and, Attachment 4 (Emission Calculations) removal of GP 011 for the emissions summary. MPCA Staff's Response to Prospect Foundry's General Comments/Questions/Concerns on Clarifications, etc.: MPCA staff believe that the above requests are reasonable and made the changes to the TSD. 3.7.B. CITY OF MINNEAPOLIS' REGULATORY SERVICES DEPARTMENT City of Minneapolis's Comment/Question/Concern 1: Page A-1: Add "The Permittee shall conduct an annual review and update of the O & M Plan" to the Updated Operation and Maintenance Plan section. MPCA Staff's Response to City of Minneapolis's Comment/Question/Concern 1: MPCA staff believe that the above request is reasonable and made the changes to the draft permit. City of Minneapolis's Comment/Question/Concern 2: Page A-1: Add "One year after Permit Issuance, the Permittee shall conduct a review of the frequency and efficacy of the performance testing of pollution control equipment" to the Updated Operation and Maintenance Plan section. MPCA Staff's Response to City of Minneapolis's Comment/Question/Concern 2: Because it is almost 40 years old, MPCA staff are most concerned with the performance of the existing wet scrubber. This is why the Permit requires Prospect to test the wet scrubber to make sure it is as efficient as their permit says it has to be, currently 90%. How well it performs on that first test will allow them to develop what is known as a 'Testing Frequency Plan'. If the results of the first test are high (i.e., above 95%), their Testing Frequency Plan will require them test it less often, because it is still in good operating condition. If the results of the first test are closer to 90%, their Testing Frequency Plan will require them test it more often, because it may be nearing the end of its useful life. Their Testing Frequency Plan will also help Prospect determine when they need to replace the wet scrubber with a fabric filter baghouse. MPCA staff believe that the above permit requirement satisfies the above request for the wet scrubber. MPCA staff further believe the permit requirement to install bag leakdetection systems on most of the fabric filter baghouses satisfies the above request because the information collected by the systems will provide continuous data on how well the baghouses are performing. City of Minneapolis's Comment/Question/Concern 3: Page A-1: Add "The Permittee shall conduct the inspection and maintenance for all pollution control equipment according to the manufacturers' most protective recommendations." to the Updated Operation and Plan section. MPCA Staff's Response to City of Minneapolis's Comment/Question/Concern 3: MPCA staff believe that the above request is reasonable and made the change to the draft permit. Response to Comments Received on Prospect Foundry's Permit Number Page 2 of 10
198 City of Minneapolis's Comment/Question/Concern 4: Page A-2: Add "The Permittee shall also provide breakdown notification to Southeast Como Improvement Association and the City of Minneapolis' Regulatory Services Department." to the Breakdown Notifications section. MPCA Staff's Response to City of Minneapolis's Comment/Question/Concern 4: The above request is outside the scope of the MPCA's authority therefore MPCA staff did not make the requested change to the draft permit. However, Prospect communicated to MPCA staff on December 29, 2005 that they would not have a problem notifying the City of Minneapolis' Regulatory Services Department in the case of an air pollution control equipment breakdown and agreed that they should do so in such instances. City of Minneapolis's Comment/Question/Concern 5: Page A-22: Keep the 180 day implementation for the GP 017 Vent Fabric Filters and deny any request that would have the effect of delaying implementation of the new equipment. MPCA Staff's Response to City of Minneapolis's Comment/Question/Concern 5: MPCA staff plans to keep the 180 day implementation for the installation of the Vent Fabric Filters (GP 017), however, they are unaware of any request that would delay the installation of this new equipment and believe it to be already installed. The permit that was placed on public notice had a 180 day implementation for performance testing of the existing scrubber and the one remaining shakeout conveyor. However, in that permit there was a deadline of November 30, 2006 for the installation of other new equipment and the modification to the facility's stacks. This was done before the permit was placed on public notice to give Prospect's parent company access to the millions of dollars in capital necessary to make the changes by allowing that deadline to cross fiscal years for budgeting purposes. No extensions or delays were granted as a result of a request from Prospect during the public notice period. 3.7.C. SOUTHEAST COMO IMPROVEMENT ASSOCIATION (SECIA) Many of SECIA's comments received on the draft permit dealt with general issues and did not include many specific references to different parts of the permit. However, there were some specific references to general areas of the permit towards the end of their comment letter. SECIA's Comment/Question/Concern 1: At a March Meeting, Prospect Foundry completely assured attendees that the problems were fixed and that there would be no more releases to the neighborhood. MPCA Staff's Response to SECIA's Comment/Question/Concern 1: MPCA staff remember that portion of the meeting differently than SECIA. MPCA staff recall Prospect Foundry's parent company's representative, Jim Brunson, stating that they were committed to lowering their emissions by accepting limits in order to qualify for a state-only permit and they were willing to install additional measures required by the permit to do, and in order to minimize, and hopefully eliminate, future releases. To date, those additional measures have not been installed as they will require this permit to install them. SECIA's Comment/Question/Concern 2: On behalf of the committee we applaud the work of the MPCA permit staff to spend the amount of effort and detail on this permit. It provides some of the most detailed language and well thought out control measures we have yet seen. We are impressed with the thoroughness and encouraged that the Foundry has largely agreed to comply with State law. Response to Comments Received on Prospect Foundry's Permit Number Page 3 of 10
199 MPCA Staff's Response to SECIA's Comment/Question/Concern 2: MPCA staff appreciate SECIA's support and believe this was a cooperative effort between SECIA, the City of Minneapolis, the MPCA and Prospect Foundry. SECIA's Comment/Question/Concern 3: It would be in the neighborhoods best interest if the Foundry would cease operations until it can come up with a plan on how they will comply not only with State Laws, but uphold the terms of their business license (not on file) and comply with City of Minneapolis Ordinances. MPCA Staff's Response to SECIA's Comment/Question/Concern 3: The above request is outside the scope of the MPCA's authority therefore MPCA staff did not make the requested change to the draft permit. Furthermore, Prospect Foundry is allowed to continue operation under Minn. R , subp. 3 known as their Permit Application Shield ("if the applicant fails to submit, by the deadline specified in writing by the agency, any additional information identified as being needed to process the application, the protection provided in item A does not apply"). The "protection provided in item A" basically allows a Company to continue operating without a permit required by the Clean Air Act Amendments of 1990 provided they had sent the MPCA a complete and timely application, and complete and timely updates to that application. Prospect has sent the MPCA a complete and timely application, and complete and timely updates to that application. MPCA staff have found Prospect's new environmental contacts to be prompt and responsive. SECIA's Comment/Question/Concern 4: Blacklighting of filter bags until the baghouse leak-detection systems can be installed and running should be added to the Permit. MPCA Staff's Response to SECIA's Comment/Question/Concern 4: MPCA staff believe that the above request is reasonable and made the change to the draft permit. However, SECIA raises a good point as to what additional requirements may be appropriate that MPCA staff could apply to the baghouses that are not being equipped with bag leak-detection systems. Therefore, in addition to visible emissions and pressure drop readings, the permit now requires that the baghouses not equipped with bag leak-detection systems be blacklighted on a weekly basis. SECIA's Comment/Question/Concern 5: Implementation of control measures that require that 90% of permit requirements be met within 180 days, the remaining 10% and any additional to be finished by November 2006 should be added to the permit. MPCA Staff's Response to SECIA's Comment/Question/Concern 5: MPCA staff plans to keep the 180 day implementation requirements for the installation of the Vent Fabric Filters (GP 017), performance testing of the existing scrubber and the one remaining shakeout conveyor. However, in the permit that was placed on public notice, there was already a deadline of November 30, 2006 for the installation of other new equipment and the modification to the facility's stacks. As explained previously, this was done before the permit was placed on public notice to give Prospect's parent company access to the millions of dollars in capital necessary to make the changes by allowing that deadline to cross fiscal years for budgeting purposes. No extensions or delays were granted as a result of a request from Prospect during the public notice period. Response to Comments Received on Prospect Foundry's Permit Number Page 4 of 10
200 SECIA's Comment/Question/Concern 6: A requirement that direct notification sent to the Southeast Como Neighborhood office in the event of a baghouse failure, any proposed permit/zoning changes or other amendments affecting operations should be added to the permit. MPCA Staff's Response to SECIA's Comment/Question/Concern 6: The first two above requests are outside the scope of the MPCA's authority therefore MPCA staff did not make the requested changes to the draft permit. However, if Prospect Foundry were to need a future permit amendment that affected operations, MPCA staff believes SECIA is on a list to receive such direct notification. SECIA's Comment/Question/Concern 7: The permit should require that a $1.5 million "mitigation fund" be established to deal with property damage issues due to releases and should include a one-time donation of $250,000 to the neighborhood organization to be used for community projects. MPCA Staff's Response to SECIA's Comment/Question/Concern 7: The above requests are outside the scope of the MPCA's permitting authority therefore MPCA staff did not make the requested changes to the draft permit. Mitigation funds, more commonly known as Supplemental Environmental Projects, or SEPs, are sometimes included as part of the MPCA's enforcement authority. However, an enforcement action was already taken against Prospect Foundry for past alleged violations that included a monetary penalty. SECIA's Comment/Question/Concern 8: Additional measures should be required by the Foundry to control processes which release about 1.5 tons of benzene. MPCA Staff's Response to SECIA's Comment/Question/Concern 8: The permit already requires that the facility limit its HAP emissions (i.e. benzene) to less than major federal source thresholds. Based on only their current levels of single and combined HAPs emissions, the Prospect Foundry could apply, and qualify for, an Option D Registration Permit; but their levels of emissions of criteria pollutants prohibit them from doing so. 3.7.D. FORMER AND CURRENT MINNEAPOLIS RESIDENTS Most of the comments received on the draft permit from former and current Minneapolis residents dealt with general issues and did not include many specific references to different parts of the permit. However, the from one former resident included the same specific references to general areas of the permit that SECIA included towards the end of their comment letter. The responses to all the references SECIA letter have not been repeated here. The remaining areas of comments, questions and concerns dealt with 5 main general issues: 1) Mitigation for property damage from baghouse failures and previously uncontrolled equipment; 2) Potential health impacts; 3) Prospect Foundry's public image (i.e., Prospect is not responsive, is not doing enough, needs to do more, etc.); 4) Safety; and, 5) Parking. Response to Comments Received on Prospect Foundry's Permit Number Page 5 of 10
201 Comments, questions and concerns on each of those 5 issues from the letters have been grouped together and summarized below. 1) Residents' Comments/Questions/Concerns on Property Damage: The damage that has been to neighborhood property has not been acknowledged or compensated. The foundry needs to be made accountable for all the property damage they have done to the residents' homes and vehicles. A neighborhood trust would be good. The permit should require that a $1.5 million "mitigation fund" be established to deal with property damage issues due to releases and should include a one-time donation of $250,000 to the neighborhood organization to be used for community projects. Iron dust released to the neighborhood drifts and settles on houses, siding, skylights, windows, ledges, porches, furniture, planters, sidewalks. Iron dust permanently damages paint on vehicles. Property and vehicle damage has been well documented. Neighbors have complained of property damage as a result of insufficient pollution control. MPCA Staff's Response Residents' Comments/Questions/Concerns on Property Damage: Damage to property, and requiring mitigation for it as part of an air quality operating permit, is outside the scope of the MPCA's authority therefore MPCA staff cannot require it in the draft permit. However, the permit does require the foundry to minimize, and hopefully eliminate, future emissions releases. This is because the bag-leak-detection systems that they are installing on their baghouse will meet the maximum achievable control technology requirements (i.e., those required of a major federal source). The draft permit also requires that the furnaces the scrap preheater be controlled by new fabric filter baghouses which will reduce these emissions by at least 99%. 2) Residents' Comments/Questions/Concerns on Potential Health Impacts At a public meeting in March, residents voiced health concerns, problems with asthma and lung problems. If vehicles and vinyl siding can be damaged by the emissions that have occurred, then it is reasonable to think that our health, in particular the health of our children has been effected as well. Particles are emitted and are inhaled by residents. Lead can contaminate drinking water or be inhaled, causing brain damage. Will there be emissions of lead? What other metals in fine particulate form will enter the air? Response to Comments Received on Prospect Foundry's Permit Number Page 6 of 10
202 2) MPCA Staff's Response to Residents' Comments/Questions/Concerns on Potential Health Impacts: While the MPCA is aware of the potential for health impacts associated with fine particulate matter emissions, please note that Prospect Foundry is not the only source with type of emissions in the area. Other major sources include cars, trucks and other heavy transportation vehicles. Interstate 35W carries some of the heaviest traffic in the Twin Cities Metropolitan Area, and there is an active railroad that runs very close by the foundry. While the MPCA cannot affect these other sources directly, the permit will require Prospect Foundry to reduce particulate matter emissions from the furnaces and scrap preheater by at least 99%. The MPCA is also aware of the health impacts associated with exposure to lead. However, in Minnesota, the hazard occurs primarily not from industrial point sources but from exposure to dust from lead-based paint. When lead-based paint deteriorates, paint dust containing lead is released. This paint dust can be inhaled and eaten by the people living and working in buildings painted with leadbased paints. Since lead-based paint was used on steel structures in Minnesota until 1990, lead can be found in many places. This includes: paint on bridges, storage structures, railcars, the exterior of buildings, and others. When lead paint is removed from a steel structure, lead paint dust has the potential of being emitted. This can cause inhalation, absorption, or ingestion of lead-laden dust by workers and/or surrounding inhabitants to occur. According to staff in the MPCA's Emissions Inventory Unit, Prospect Foundry's lead emissions are small when compared to these or other industrial point sources. The metallic oxide fume that will be emitted in the largest measurable quantities by three previously uncontrolled furnaces is iron oxide, an extremely fine brown dust, which will be reduced by at least 99% following the installation of the new fabric filter baghouses. The other fine metallic particulate emitted is iron dust when a bag tears in a fabric filter baghouse controlling the cutting, grinding and abrasives blasting operations. The bag leak-detection systems will allow Prospect to immediately cease whichever operation may be emitting iron dust until the appropriate repairs have been made. Past actual emissions information can be found on the MPCA's website at: while the foundry s future limited emissions, including which chemicals will be used, can be found in Appendix D of the permit. Response to Comments Received on Prospect Foundry's Permit Number Page 7 of 10
203 3) Residents' Comments/Questions/Concerns on Prospect's Public Image The Foundry has been largely uncommunicative with neighborhood organization or any of the adjacent property owners. Due to their wanton disregard for their neighbors property, health or safety, and complete lack of consideration for any other neighborhood or business, the foundry does not even deserve this restrictive permit. The foundry in the past was very unwilling to communicate with us and has denied any wrongdoing. While the foundry is adding new fabric filter baghouses and extending their stacks it can t stop there. All of this means nothing if there isn t strict monitoring systems in place. I want to see stronger controls. Monitoring equipment should be in place. Proper emissions controls must be implemented and monitored. Accurate daily records must be kept on all the baghouses. When there are pollution control equipment failures, the processes connected to that equipment need to be shut down immediately. I certainly hope this company has a Good Neighbor Policy with its adjacent neighborhoods. The foundry could offer an open house after they complete the improvements. The neighborhood could feel a lot more comfortable with the foundry if they went all out and built a car wash for the nearby residents and their employees. 3) MPCA Staff's Response to Residents' Comments/Questions/Concerns on Prospect's Public Image Requiring that a Permittee communicate with a neighborhood organization or adjacent property owners is outside the scope of the MPCA's permitting authority. MPCA staff agree that in the in the past the foundry was unwilling to communicate with the neighbors. However, MPCA staff recall four representatives from either Prospect Foundry or their parent company attending the public meeting in March, their parent company's Director of Environmental Management from Kansas attending the MPCA's update to SECIA's Environmental Committee meeting in October, and them answering questions on both occasions. MPCA staff have also found Prospect's new environmental contacts to be prompt and responsive. MPCA staff is unaware that Prospect Foundry has denied any wrongdoing. An enforcement action was previously taken against Prospect Foundry for past alleged violations that included a monetary penalty. Prospect also recognized that they were responsible for the two pollution control equipment breakdowns and notified the MPCA accordingly. Response to Comments Received on Prospect Foundry's Permit Number Page 8 of 10
204 MPCA staff does not agree that making these improvements constitutes a wanton disregard for complete lack of consideration for the neighbors, and this permit is required to be issued to Prospect Foundry to meet the Clean Air Act Amendments of MPCA staff believes that this permit requires that stricter monitoring systems be put in place. These requirements include them having to: Install bag leak-detection systems that meet the federal standard for the maximum achievable control technology available, Record the pressure drop daily and blacklight weekly the baghouses that are not going to be equipped with bag leak-detection systems. Demonstrate that their building air evacuation system is under negative pressure, essentially proving that the building isn t leaking. To do this, they will have to hire an independent, licensed professional firm that specializes in industrial ventilation systems. Evaluate and certify, once every year, that their capture hoods and enclosures are working properly and are getting the efficiency that they are claiming also using an independent, licensed professional firm that specializes in industrial ventilation systems. While Minnesota Rules require that a Permittee "shall immediately take all practical steps to modify operations to reduce the emission of any regulated air pollutant" following the breakdown of air pollution control equipment, MPCA staff agrees with commenter that this could considered ambiguous. The request to require that Prospect Foundry cease whichever operation may be emitting iron dust until the appropriate repairs have been made following a bag leak-detection alarm notification is reasonable. MPCA staff included the requirement to cease operating whichever process is emitting iron dust until appropriate repairs have been made to the permit. Requiring that a Permittee sign a Good Neighbor Agreement with a neighborhood organization, hold an Open House or build a car wash is outside the scope of the MPCA's permitting authority, therefore MPCA staff did not include any of those requests in the draft permit. A request to hold an Open House or tour would need to be coordinated directly with Prospect Foundry. Their new environmental contact is: Michael J. Suchy Manager of Plant Engineering Prospect Foundry 1225 Winter Street Northeast Minneapolis, Minnesota (612) , Extension 233 msuchy@americasttech.com Response to Comments Received on Prospect Foundry's Permit Number Page 9 of 10
205 4) Residents' Comments/Questions/Concerns on Safety What will the safety issues be to the community? What are the company's safety plans? What are the chances of another accident like that which killed three employees in 1999 at Prospect Foundry's former parent company's plant in Massachusetts happening here? 4) MPCA Staff's Response to Residents' Comments/Questions/Concerns on Safety The MPCA does not currently require that a facility submit their Safety Plan as part of the air permitting process as it would be outside the scope of MPCA's authority. However, MPCA staff does believe that these improvements will reduce emissions of particulate matter from the facility which will lower the ambient particulate concentrations in the nearby community. MPCA staff is not aware of any such accident ever happening here. 5) Resident's Comment on Traffic Employee's parking on the streets annoys the residents because street parking is in such short supply. 5) MPCA Staff's Response to Resident's Comment on Traffic While MPCA staff can appreciate the resident's frustration, directing where a Permittee's employees park is outside the scope of the MPCA's permitting authority. Response to Comments Received on Prospect Foundry's Permit Number Page 10 of 10

206
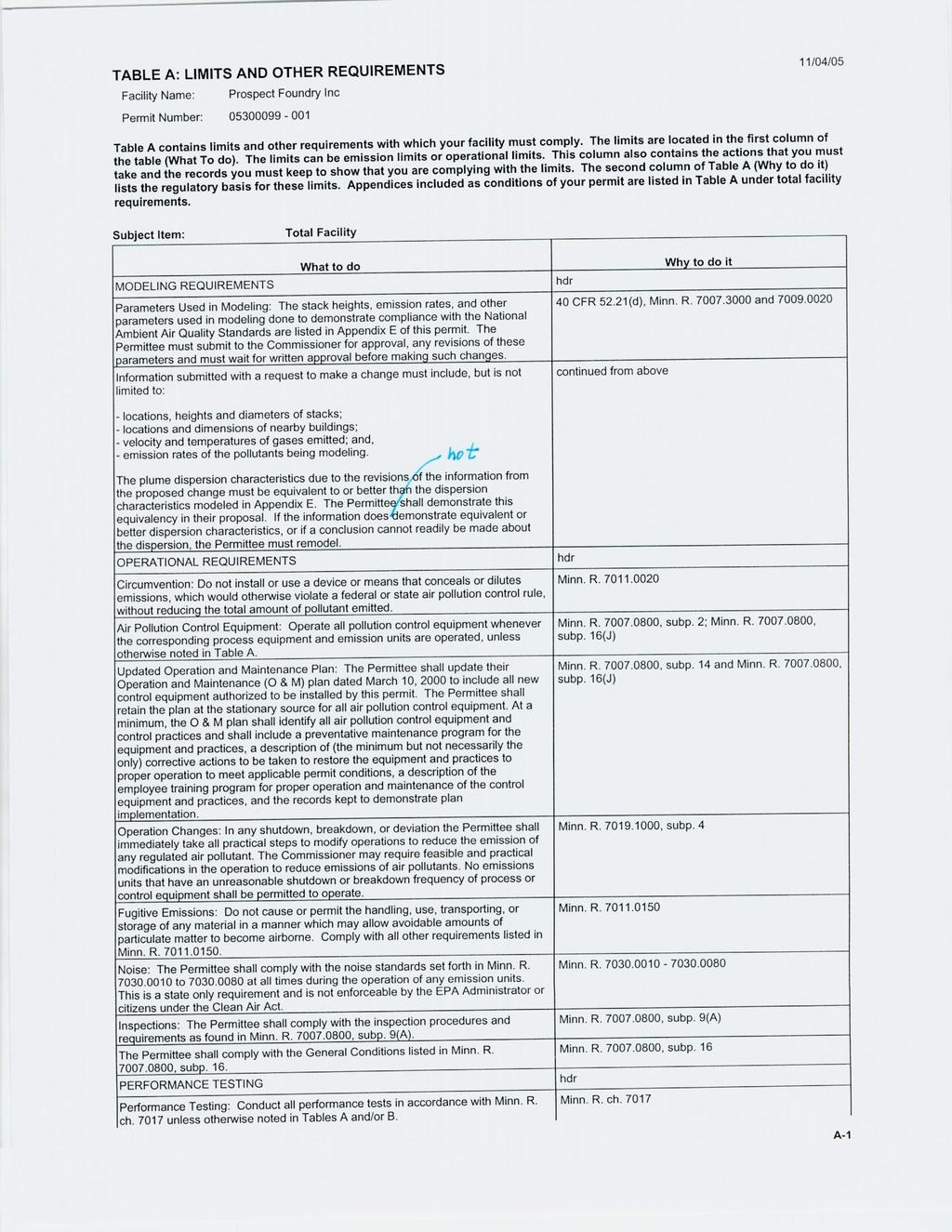
207

208
209

210

211

212
213

214

215

216

217

218

219
220
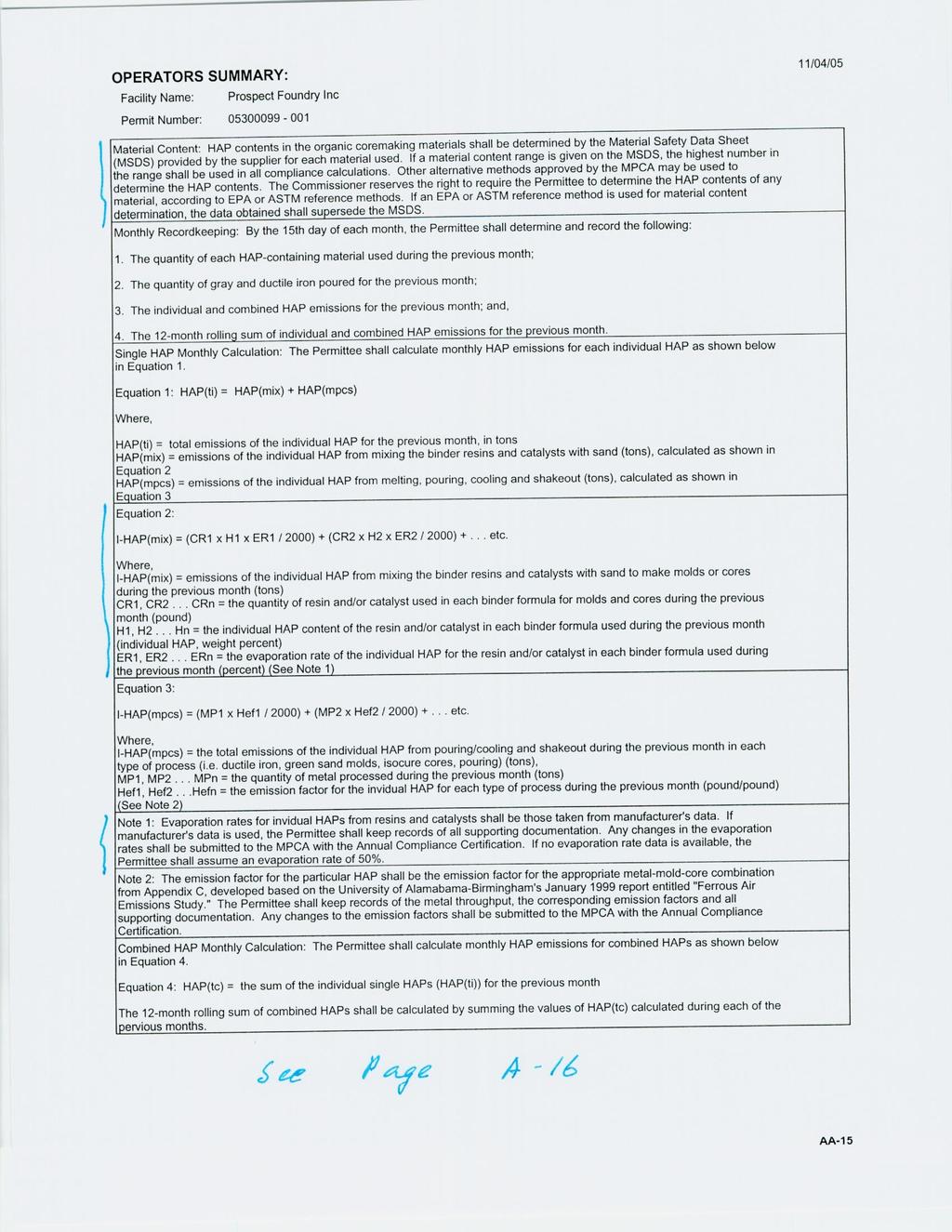
221

222
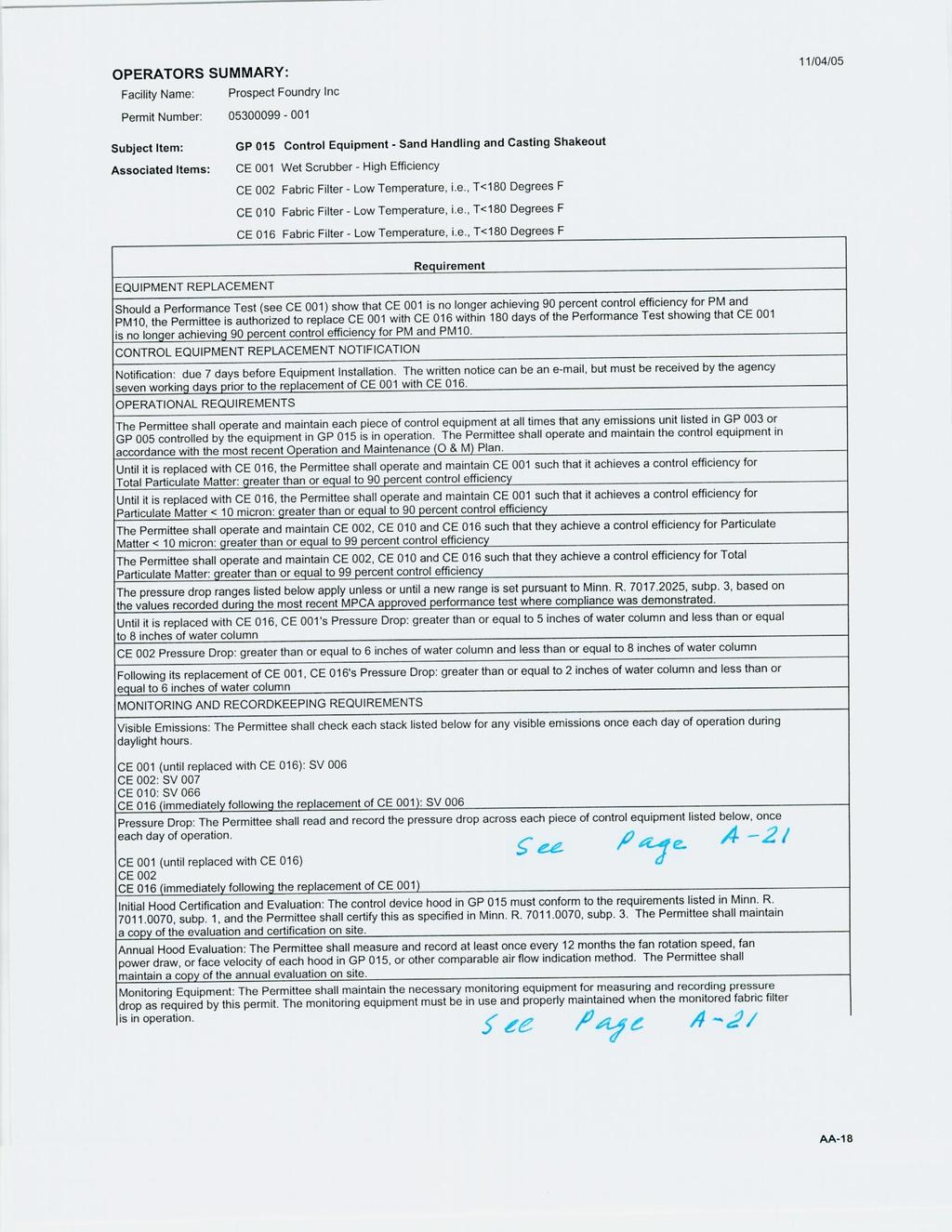
223

224

225
226
227
228
229

230
231
232
233

234
235
236
237
238
239
240
241
242
243
244
245
246
247
248

249
250
251
252

253

254
255