DEWI HARDININGTYAS, ST, MT, MBA #10_STANDARD DATA SYSTEM ANALISA DAN PENGUKURAN KERJA
|
|
|
- Piers Craig
- 6 years ago
- Views:
Transcription



1 DEWI HARDININGTYAS, ST, MT, MBA #10_STANDARD DATA SYSTEM ANALISA DAN PENGUKURAN KERJA






2 METODE PENGUKURAN [WAKTU] KERJA PENGUKURAN [WAKTU] KERJA DIRECT INDIRECT STOP-WATCH STANDARD DATA WORK SAMPLING PMTS
 of elemental time standards developed from a database collected over years of motion and time study.")
3 A standard data system (SDS) in work measurement is a database of normal time values, usually organized by work elements that can be used to establish time standards for tasks composed of work elements similar to those in the database. Standard data is a catalog (list) of elemental time standards developed from a database collected over years of motion and time study. Standard Data Systems
4 Standard Data System Defined The normal time values for the work elements are usually compiled from previous direct time studies (DTS). Using a standard data system, time standards can be established before the job is running. When a predetermined motion time system is used to develop times for a standard data system, it is for either of the following purposes: to supplement the database of direct time study values because some of those data are missing, or to develop the SDS database of work element normal times from the basic motion element times in the PMTS.

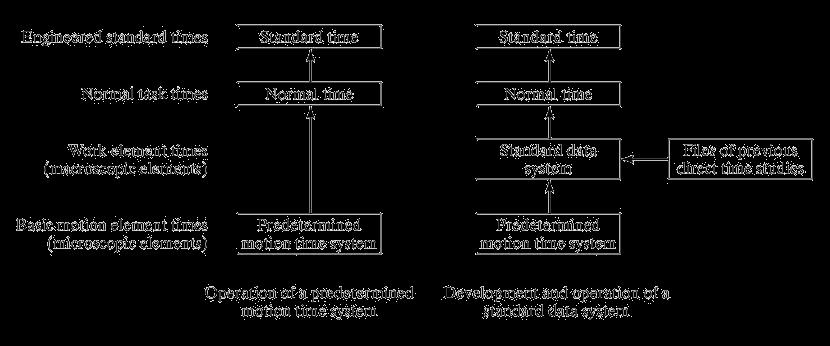
5 PMTS and SDS Compared
6 Why do we need Standard Data? Reduce time required to develop time standards (as compared to time study). Standard data times standards are chosen from a book or database of standards. It takes about 2 minutes to select a standard, compared to about 30 minutes per standard using stopwatch time standards techniques. Reduce cost of developing time standards (due primarily from reduced time required to develop the standards). Because we can set time standards so quickly, we can afford to set time standards for jobs that were previously too small to be covered economically by time standards. A job that occurs only once a month and lasts only an hour is an example. Permit the establishment of accurate time standards before the job is performed. This feature enables you to estimate the cost of new work, to estimate quotes and to subcontract products or services with confidence.
7 Why do we need Standard Data? Time standards from standard data are more consistent (and fair) than time standards that originate from a guess or from historical data. Standard data time standards are more consistent than other techniques because individual differences between jobs are smoothed out in curves, formulas, or graphs. During time studies, rating and watch readings may vary, creating small errors (+/- 5%), but these small errors creating what the employees call good jobs or bad jobs because the time standards are easy to achieve or difficult to achieve. Standard data time standards are more accurate than other time standard techniques because individual time studies are compared to all other time studies of the same machine or work center, and differences are averaged to make all standards uniform. Simplifies issues associated with unions. Time standards are easier to explain and adjust if needed. Could be used as a check for time study

8 When a SDS is Most Suitable? Similarity in tasks If the tasks performed in a given work facility are similar, and there are many such tasks, then a standard data system is probably a more efficient way to set standards than direct time study. Batch production Best suited to medium production quantities Large number of standards to be set More productive than direct time study Need to set standards before production Direct time study requires direct observation of the task in order to set a standard. This means that the job must already be in production. With a standard data system, the standard can be established before the job is running.
9 Classification of Work Elements The database in a standard data system is organized by work elements. The classification of work elements in a standard data system must account for differences between the following element types: Setup versus production elements Constant versus variable elements Worker-paced versus machine elements Regular versus irregular elements Internal versus external elements
10 Setup vs. Production Elements Setup elements - associated with activities required to change over from one batch to the next Performed once per batch Production elements - associated with the processing of work units within a given batch Performed once per work unit Batch time T b = T su + Q T c where T b = batch time, T su = setup time, Q = quantity, and T c = cycle time
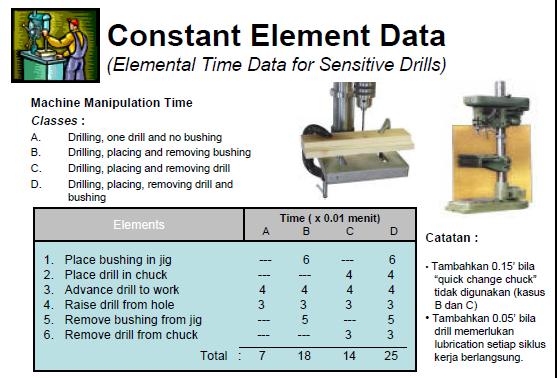
11 Constant vs. Variable Elements Constant elements - same time value in all time studies and tasks Replace cutting tool in tool post Dial telephone number of customer Variable elements - same basic motion elements but normal times vary due to differences in work units Load work piece into machine Keypunch address
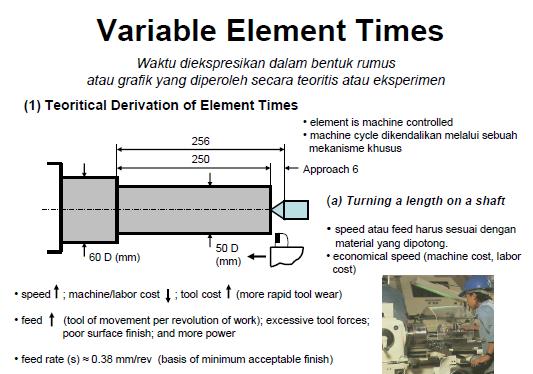
12 Operator-Paced vs. Machine Elements Operator-paced elements - manual elements Can be setup or production cycle elements Can be constant or variable Machine-controlled elements - machine time depends on machine operating parameters Once parameters are set, the machine time can be determined with great accuracy Characterized by little or no random variations
13 Other Work Element Differences Regular elements - performed once every cycle Irregular elements - performed less frequently than once per cycle Must be prorated in regular cycle External elements - manual elements performed in series with machine elements Internal elements - manual elements performed at same time machine is running
14
15 Work Cycle Standard Data A SDS that uses normal times for the entire task rather than dividing the task into work elements and determining element normal times When appropriate: Work elements of task are highly variable Elements are difficult to separate or identify Task consists of many elements Many elements are similar Time standard will not be used for wage incentive purposes

16 Work Cycle Standard Data Examples: Checkout of customers at supermarket counter Simpler to determine time per customer than to break the time into elements Prepare legal document for client Start with standard document form (e.g., will) and edit for specific needs of client Proofreading a document Time estimate based on the number of pages to proofread
17 Machine-Controlled Elements Examples: Power feed motion of a machine tool Once activated by worker, machine time depends on feed and speed settings and dimensions of work piece Semiautomatic cycle of a machine Machine cycle operates under computer numerical control (CNC) Fully automated cycle Operator periodically attends machine
18 Machine Times for Machining Machining - family of processes in which excess material is removed from a starting work piece by a sharp cutting tool so the remaining part has the desired geometry Common machining operations: Turning Drilling Milling Machining times can be calculated or measured with great accuracy, given the machine settings (feeds and speeds) and part dimensions

19 Turning Operation

20 Drilling Operation: Through Hole

21 Milling Operation: Peripheral Milling

22 Peripheral Milling: Approach Distance

23 Milling Operation: Face Milling

24 Face Milling: Approach and Over Travel
25 Calculation of Machining Times Basic approach to calculate machining times: Determine the length of the cut L = mm or inch Add allowances for approach and over travel if applicable Divide by feed rate, which is the travel speed of the cutting tool in the direction of the length f r = mm/min or inch/min Thus, machining time T m = L/f r
26
27
28
29
30 SDS Advantages Increased productivity in setting standards Associated costs savings Capability to set standards before production Avoids need for performance rating Controversial step in direct time study Consistency in the standards Based on averaging of much DTS data Inputs to other information systems Product cost estimating, computer-assisted process planning, MRP
31 SDS Disadvantages and Limitations High investment cost Developing a SDS requires considerable time and cost Source of data Large file of previous DTS data must exist Methods descriptions Documentation still required Risk of improper applications Attempting to set standard for tasks not covered by SDS



32 Knowing exactly what you want to do, and then seeing that they do it the best and cheapest way. - Frederick W. Taylor-
Chapter 24. Time/Job. Work Measurement. Goal: determine standard time for a task. Techniques
 Chapter 24 Time/Job 1 Work Measurement Goal: determine standard time for a task. Techniques Direct Time Study Predetermined Time Systems Standard Data Systems Work Sampling 2 Determining Time Standards
Chapter 24 Time/Job 1 Work Measurement Goal: determine standard time for a task. Techniques Direct Time Study Predetermined Time Systems Standard Data Systems Work Sampling 2 Determining Time Standards
Introduction to Work Measurement
 Introduction to Work Measurement Sections: 1. Time Standards and How They Are Determined part 1 2. Prerequisites for Valid Time part 2 3. Allowances in Time part 2 Introduction Some Definitions Time Study,
Introduction to Work Measurement Sections: 1. Time Standards and How They Are Determined part 1 2. Prerequisites for Valid Time part 2 3. Allowances in Time part 2 Introduction Some Definitions Time Study,
Some Definitions. Introduction to Work Measurement
 Introduction to Work Measurement Some Definitions Chapter 12 Sections: 1. Time Standards and How They Are Determined 2. Prerequisites for Valid Time Standards 3. Allowances in Time Standards Work measurement
Introduction to Work Measurement Some Definitions Chapter 12 Sections: 1. Time Standards and How They Are Determined 2. Prerequisites for Valid Time Standards 3. Allowances in Time Standards Work measurement
A term used to embrace the techniques of method study and work measurement, which are employed to ensure the best possible use of human and material
 A term used to embrace the techniques of method study and work measurement, which are employed to ensure the best possible use of human and material resources in carrying out specified activity. A generic
A term used to embrace the techniques of method study and work measurement, which are employed to ensure the best possible use of human and material resources in carrying out specified activity. A generic
Cost Analysis and Estimating for Engineering and Management
 Cost Analysis and Estimating for Engineering and Management Chapter 2 Labor Analysis Ch 2-1 Overview Labor and Labor Costs Determining Costs Labor Hour Time Study Work Sampling Wages and Fringe Benefits
Cost Analysis and Estimating for Engineering and Management Chapter 2 Labor Analysis Ch 2-1 Overview Labor and Labor Costs Determining Costs Labor Hour Time Study Work Sampling Wages and Fringe Benefits
CAD-CAM Software Wizard Driven Dynamic Machining Strategies
 TM What are? BobCAD-CAM, a well known CAD-CAM vender has recently developed Dynamic Machining Strategies. DMS functionality allows users to apply any number of machining operations to a single CAD model
TM What are? BobCAD-CAM, a well known CAD-CAM vender has recently developed Dynamic Machining Strategies. DMS functionality allows users to apply any number of machining operations to a single CAD model
Motion and Time Study
 IE 101-Industrial Engineering Orientation Fall 2009 Motion and Time Study Engin Topan Defining Work Systems Work consists of tasks Tasks consist of work elements Work elements consist of basic motion elements
IE 101-Industrial Engineering Orientation Fall 2009 Motion and Time Study Engin Topan Defining Work Systems Work consists of tasks Tasks consist of work elements Work elements consist of basic motion elements
Human Resources and Job Design. Learning Objectives. Human Resource Strategy. Dr. Richard Jerz
 Human Resources and Job Design Dr. Richard Jerz 1 Learning Objectives Explain the importance of work design. Describe the two basic approaches to job design. Discuss the advantages and disadvantages of
Human Resources and Job Design Dr. Richard Jerz 1 Learning Objectives Explain the importance of work design. Describe the two basic approaches to job design. Discuss the advantages and disadvantages of
DETERMINATION OF STANDARD TIME IN PACKAGING PROCESSING USING STOPWATCH TIME STUDY TO FIND OUTPUT STANDARD
 DOI 0.2776 DETERMINATION OF STANDARD TIME IN PACKAGING PROCESSING USING STOPWATCH TIME STUDY TO FIND OUTPUT STANDARD Rio Prasetyo Lukodono ), Siti Kholisotul Ulfa 2) ), 2) Department of Industrial Engineering
DOI 0.2776 DETERMINATION OF STANDARD TIME IN PACKAGING PROCESSING USING STOPWATCH TIME STUDY TO FIND OUTPUT STANDARD Rio Prasetyo Lukodono ), Siti Kholisotul Ulfa 2) ), 2) Department of Industrial Engineering
Industrial Engineering
 Industrial Engineering UNIT III Work measurements Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik Contact
Industrial Engineering UNIT III Work measurements Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik Contact
 PRODUCTION PLANNING ANDCONTROL AND COMPUTER AIDED PRODUCTION PLANNING Production is a process whereby raw material is converted into semi-finished products and thereby adds to the value of utility of products,
PRODUCTION PLANNING ANDCONTROL AND COMPUTER AIDED PRODUCTION PLANNING Production is a process whereby raw material is converted into semi-finished products and thereby adds to the value of utility of products,
Ch 18 Cellular Manufacturing
 Ch 18 Cellular Manufacturing Sections: 1. Part Families 2. Parts Classification and Coding 3. Production Flow Analysis 4. Cellular Manufacturing 5. Applications in Group Technology 6. Quantitative Analysis
Ch 18 Cellular Manufacturing Sections: 1. Part Families 2. Parts Classification and Coding 3. Production Flow Analysis 4. Cellular Manufacturing 5. Applications in Group Technology 6. Quantitative Analysis
Chapter 07 Design of Work Systems
 Chapter 07 Design of Work Systems True / False Questions 1. Ergonomics is the use of computers and robots in the workplace. TLO: 2 2. Specialization is one of the sources of disagreement between the efficiency
Chapter 07 Design of Work Systems True / False Questions 1. Ergonomics is the use of computers and robots in the workplace. TLO: 2 2. Specialization is one of the sources of disagreement between the efficiency
Time and Attendance Solution
 Time and Attendance Solution Develop a high-performance workforce with valuable insight that drives bottom-line results. Empower your teams with Time and Attendance solutions Keeping track of time is at
Time and Attendance Solution Develop a high-performance workforce with valuable insight that drives bottom-line results. Empower your teams with Time and Attendance solutions Keeping track of time is at
Planning manufacturing systems
 Planning manufacturing systems When planning manufacturing systems, the degree of automation that can economically be justified must be considered. Experience has shown that the most successful ones are
Planning manufacturing systems When planning manufacturing systems, the degree of automation that can economically be justified must be considered. Experience has shown that the most successful ones are
Manual Work & Worker-Machine. Work Systems and How They Work. Systems. Manual Work System. Three Categories of Work Systems.
 Work Systems and How They Work Manual Work & Worker-Machine Systems Part I Chapters: 2. Manual Work and Worker-Machine Systems 3. Work Flow and Batch Processing 4. Manual Assembly Lines 5. Logistics Operations
Work Systems and How They Work Manual Work & Worker-Machine Systems Part I Chapters: 2. Manual Work and Worker-Machine Systems 3. Work Flow and Batch Processing 4. Manual Assembly Lines 5. Logistics Operations
COMPENSATION AND REWARDS. The complex process includes decisions regarding variable pay and benefits
 COMPENSATION AND REWARDS Definition: The sum total of all forms of payments or rewards provided to employees for performing tasks to achieve organizational objectives. Compensation- Nature and scope The
COMPENSATION AND REWARDS Definition: The sum total of all forms of payments or rewards provided to employees for performing tasks to achieve organizational objectives. Compensation- Nature and scope The
ACCESSING TIME FROM THE WORKSPACE
 Timesheets Achieve effortless time entry from anywhere with a few clicks from your web browser. Enter time daily in a format by week or day using a template or your task list. Time is posted to projects
Timesheets Achieve effortless time entry from anywhere with a few clicks from your web browser. Enter time daily in a format by week or day using a template or your task list. Time is posted to projects
WORK STUDY COMPONENTS
 WORK STUDY WORK STUDY It is a generic term for those techniques, method study and work measurement which are used in the examination of human work in all its context. And which lead systematically to the
WORK STUDY WORK STUDY It is a generic term for those techniques, method study and work measurement which are used in the examination of human work in all its context. And which lead systematically to the
Quality Control. Dr. Richard Jerz rjerz.com
 Quality Control Dr. Richard Jerz 1 Specifying Quality Tolerances Fits Applies to manufacturing Applies to service, too 2 Purpose of Tolerances Impossible to make all parts to exact dimension Interchangeability
Quality Control Dr. Richard Jerz 1 Specifying Quality Tolerances Fits Applies to manufacturing Applies to service, too 2 Purpose of Tolerances Impossible to make all parts to exact dimension Interchangeability
TIME STUDY MODEL OF A COMPACT FLUORESCENT LAMP MANUFACTURER IN INDIA: A CASE STUDY
 Int. J. Mech. Eng. & Rob. Res. 2014 Ashutosh Gauniyal et al., 2014 Research Paper ISSN 2278 0149 www.ijmerr.com Special Issue, Vol. 1, No. 1, January 2014 National Conference on Recent Advances in Mechanical
Int. J. Mech. Eng. & Rob. Res. 2014 Ashutosh Gauniyal et al., 2014 Research Paper ISSN 2278 0149 www.ijmerr.com Special Issue, Vol. 1, No. 1, January 2014 National Conference on Recent Advances in Mechanical
Department of Industrial Engieering. Chapter 28: Stopwatch Time Study
 Department of Industrial Engieering Chapter 28: Stopwatch Time Study Assistant Prof. Abed Schokry Overview Select time study method. Observe one or more operators to find observed time. Give a rating to
Department of Industrial Engieering Chapter 28: Stopwatch Time Study Assistant Prof. Abed Schokry Overview Select time study method. Observe one or more operators to find observed time. Give a rating to
Chapter 3 Assembly Systems. Screen Titles
 Chapter 3 Assembly Systems Screen Titles System Input / Output Methods of Assembly Manual Assembly Automated Assembly Flexible Assembly Choice of Assembly Assembly Economics Assembly Line Components Assembly
Chapter 3 Assembly Systems Screen Titles System Input / Output Methods of Assembly Manual Assembly Automated Assembly Flexible Assembly Choice of Assembly Assembly Economics Assembly Line Components Assembly
Job Manager for Job Shops
 Job Manager for Job Shops What makes Job Shops unique? First, most orders are for a unique item or service. No two Jobs are alike. The Job is a one of a kind job, not a mass production type job. Mass Production
Job Manager for Job Shops What makes Job Shops unique? First, most orders are for a unique item or service. No two Jobs are alike. The Job is a one of a kind job, not a mass production type job. Mass Production
Overview. Presenter: Bill Cheney. Audience: Clinical Laboratory Professionals. Field Guide To Statistics for Blood Bankers
 Field Guide To Statistics for Blood Bankers A Basic Lesson in Understanding Data and P.A.C.E. Program: 605-022-09 Presenter: Bill Cheney Audience: Clinical Laboratory Professionals Overview Statistics
Field Guide To Statistics for Blood Bankers A Basic Lesson in Understanding Data and P.A.C.E. Program: 605-022-09 Presenter: Bill Cheney Audience: Clinical Laboratory Professionals Overview Statistics
Ch 16 Automated Production Lines
 Ch 16 Automated Production Lines Sections: 1. Fundamentals of Automated Production Lines 2. Applications of Automated Production Lines 3. Analysis of Transfer Lines Automation, Production Systems, and
Ch 16 Automated Production Lines Sections: 1. Fundamentals of Automated Production Lines 2. Applications of Automated Production Lines 3. Analysis of Transfer Lines Automation, Production Systems, and
P2 Performance Management
 DO NOT OPEN THIS QUESTION PAPER UNTIL YOU ARE TOLD TO DO SO Performance Pillar P2 Performance Management 20 November 2013 Wednesday Afternoon Session Instructions to candidates You are allowed three hours
DO NOT OPEN THIS QUESTION PAPER UNTIL YOU ARE TOLD TO DO SO Performance Pillar P2 Performance Management 20 November 2013 Wednesday Afternoon Session Instructions to candidates You are allowed three hours
Computer-Integrated Manufacturing
 Supplement F Supplement F Computer-Integrated Manufacturing Computer-Integrated Manufacturing TRUE/FALSE 1. Computer-integrated manufacturing (CIM) is an umbrella term for the total integration of product
Supplement F Supplement F Computer-Integrated Manufacturing Computer-Integrated Manufacturing TRUE/FALSE 1. Computer-integrated manufacturing (CIM) is an umbrella term for the total integration of product
MAM5C/ OPERATIONS MANAGEMENT UNIT I -V
 MAM5C/ OPERATIONS MANAGEMENT UNIT I -V Unit 1 - syllabus Introduction Nature and Scope of Operations Management Production Design Process Planning Plant Location 2 MAM5C/ Operations Management 2 INTRODUCTION
MAM5C/ OPERATIONS MANAGEMENT UNIT I -V Unit 1 - syllabus Introduction Nature and Scope of Operations Management Production Design Process Planning Plant Location 2 MAM5C/ Operations Management 2 INTRODUCTION
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
Kronos Time and Attendance
 Kronos Time and Attendance Develop a high-performance workforce with valuable insight that drives bottom-line results. Empower your teams with Time and Attendance solutions Keeping track of time is at
Kronos Time and Attendance Develop a high-performance workforce with valuable insight that drives bottom-line results. Empower your teams with Time and Attendance solutions Keeping track of time is at
2010 4월 15일박세종 / 이사. Siemens PLM Korea
 CAM-CNC CNC CAM-CNC CNC Integration for Maximizing Part Manufacturing Efficiency 2010 4월 15일박세종 / 이사 Siemens PLM Korea 2008. 2010. Siemens Product Lifecycle Software Inc. All rights reserved Teamcenter
CAM-CNC CNC CAM-CNC CNC Integration for Maximizing Part Manufacturing Efficiency 2010 4월 15일박세종 / 이사 Siemens PLM Korea 2008. 2010. Siemens Product Lifecycle Software Inc. All rights reserved Teamcenter
TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balan
 TOPIC 2 WORK METHODS TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balancing 2.5 Machine and process studies
TOPIC 2 WORK METHODS TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balancing 2.5 Machine and process studies
JIT AND Lean Operations 14-1
 Chapter 15 JIT AND Lean Operations 14-1 Product Structure Tree = Shop floor layouts A B(4) C(2) D(2) E(1) D(3) F(2) MRP vs. JIT 14-2 JIT/Lean Production Just-in-time: Repetitive production system in which
Chapter 15 JIT AND Lean Operations 14-1 Product Structure Tree = Shop floor layouts A B(4) C(2) D(2) E(1) D(3) F(2) MRP vs. JIT 14-2 JIT/Lean Production Just-in-time: Repetitive production system in which
Production Management and Scheduling
 Production Management and Scheduling Meet Your Due Dates Your production process can be simple or complex, time consuming or quick, but one thing remains constant the drive to meet your customer s delivery
Production Management and Scheduling Meet Your Due Dates Your production process can be simple or complex, time consuming or quick, but one thing remains constant the drive to meet your customer s delivery
CHAPTER 2 CASE STUDY-I COMPARATIVE ANALYSIS OF EDM FOR INCONEL 718 AND 625
 23 CHAPTER 2 CASE STUDY-I COMPARATIVE ANALYSIS OF EDM FOR INCONEL 718 AND 625 2.1 INTRODUCTION Inconel 625 and 718 super alloys are extremely versatile austenitic nickel based super alloys with excellent
23 CHAPTER 2 CASE STUDY-I COMPARATIVE ANALYSIS OF EDM FOR INCONEL 718 AND 625 2.1 INTRODUCTION Inconel 625 and 718 super alloys are extremely versatile austenitic nickel based super alloys with excellent
Question Paper Code: 60837
 Reg.NO: Question Paper Code: 60837 B.E / B.Tech. DEGREE EXAMINATION, NOVEMBER / DECEMBER 2016 Eighth Semester Mechanical Engineering ME2036 / ME802 / 10122 ME E144 PRODUCTION PLANNING AND CONTROL (Common
Reg.NO: Question Paper Code: 60837 B.E / B.Tech. DEGREE EXAMINATION, NOVEMBER / DECEMBER 2016 Eighth Semester Mechanical Engineering ME2036 / ME802 / 10122 ME E144 PRODUCTION PLANNING AND CONTROL (Common
Motion Study and Work Design
 Motion Study and Work Design Sections: 1. Basic Motion Elements and Work Analysis part 1 2. Micromotion Analysis part 1 3. Principles of Motion Economy and Work Design part 2 Definitions Motion study -
Motion Study and Work Design Sections: 1. Basic Motion Elements and Work Analysis part 1 2. Micromotion Analysis part 1 3. Principles of Motion Economy and Work Design part 2 Definitions Motion study -
Acceptance Sampling. CD Tutorial. Tutorial Outline
 Acceptance Sampling CD Tutorial 2 Tutorial Outline SAMLING LANS Single Sampling Double Sampling Sequential Sampling OERATING CHARACTERISTIC (OC) CURVES RODUCER S AND CONSUMER S RISK AVERAGE OUTGOING QUALITY
Acceptance Sampling CD Tutorial 2 Tutorial Outline SAMLING LANS Single Sampling Double Sampling Sequential Sampling OERATING CHARACTERISTIC (OC) CURVES RODUCER S AND CONSUMER S RISK AVERAGE OUTGOING QUALITY
Infor VISUAL 9 Features & Benefits through VE 9 R3. Copyright Infor. All Rights Reserved.
 Infor VISUAL 9 s & Benefits through VE 9 R3 1 Core Business s 2 Lifecycle Notifications s Send e-mail notification when sales and purchasing events occur Determine notification points at the business partner
Infor VISUAL 9 s & Benefits through VE 9 R3 1 Core Business s 2 Lifecycle Notifications s Send e-mail notification when sales and purchasing events occur Determine notification points at the business partner
LO1: Understand how inspection and testing methods and processes improve quality control
 Unit 19: Inspection and testing LO1: Understand how inspection and testing methods and processes improve quality control SPC moving range charts Instructions and answers for teachers These instructions
Unit 19: Inspection and testing LO1: Understand how inspection and testing methods and processes improve quality control SPC moving range charts Instructions and answers for teachers These instructions
Modeling and Analysis of a Manufacturing Plant Using Discrete Event Simulation
 ISSN : 48-9, Vol. 7, Issue, ( Part -3) February 07, pp.49-54 RESEARCH ARTICLE OPEN ACCESS Modeling and Analysis of a Manufacturing Plant Using Discrete Event Simulation Radha Krishna R., Siva Krishna S,
ISSN : 48-9, Vol. 7, Issue, ( Part -3) February 07, pp.49-54 RESEARCH ARTICLE OPEN ACCESS Modeling and Analysis of a Manufacturing Plant Using Discrete Event Simulation Radha Krishna R., Siva Krishna S,
Microsoft Dynamics 365 for Financials. CAPABILITIES GUIDE Fall 2016
 Microsoft CAPABILITIES GUIDE Fall 2016 Microsoft THE BETTER WAY TO CONNECT YOUR BUSINESS Microsoft is a business management solution that s connecting people and processes like never before. From day one,
Microsoft CAPABILITIES GUIDE Fall 2016 Microsoft THE BETTER WAY TO CONNECT YOUR BUSINESS Microsoft is a business management solution that s connecting people and processes like never before. From day one,
Where to Use Automated Production Lines. Automated Production Lines. Benefits of Automated Production Lines. Automated Production Line - Defined
 High production of parts requiring multiple processing operations Fixed automation Applications: Transfer lines used for machining Robotic spot welding lines in automotive final assembly Sheet metal stamping
High production of parts requiring multiple processing operations Fixed automation Applications: Transfer lines used for machining Robotic spot welding lines in automotive final assembly Sheet metal stamping
Standard Test Method for Measuring Compressive Properties of Thermal Insulations 1
 Designation: C 165 95 Standard Test Method for Measuring Compressive Properties of Thermal Insulations 1 This standard is issued under the fixed designation C 165; the number immediately following the
Designation: C 165 95 Standard Test Method for Measuring Compressive Properties of Thermal Insulations 1 This standard is issued under the fixed designation C 165; the number immediately following the
INDUSTRIAL ENGINEERING
 1 P a g e AND OPERATION RESEARCH 1 BREAK EVEN ANALYSIS Introduction 5 Costs involved in production 5 Assumptions 5 Break- Even Point 6 Plotting Break even chart 7 Margin of safety 9 Effect of parameters
1 P a g e AND OPERATION RESEARCH 1 BREAK EVEN ANALYSIS Introduction 5 Costs involved in production 5 Assumptions 5 Break- Even Point 6 Plotting Break even chart 7 Margin of safety 9 Effect of parameters
Module 05 Lecture 23. (Refer Slide Time: 00:45)
") Applied Ergonomics Prof. Shantanu Bhattacharya Department of Mechanical Engineering Indian Institute of Technology, Kanpur Dr. Ankur Gupta School of Mechanical Sciences Indian Institute of Technology,
Applied Ergonomics Prof. Shantanu Bhattacharya Department of Mechanical Engineering Indian Institute of Technology, Kanpur Dr. Ankur Gupta School of Mechanical Sciences Indian Institute of Technology,
#2 Importance and Factors Affecting Productivity. Dewi Hardiningtyas, ST., MT., MBA. Industrial Engineering Department, University of Brawijaya
 #2 Importance and Factors Affecting Productivity Dewi Hardiningtyas, ST., MT., MBA. Industrial Engineering Department, University of Brawijaya Review : What is Productivity? Productivity is the quality
#2 Importance and Factors Affecting Productivity Dewi Hardiningtyas, ST., MT., MBA. Industrial Engineering Department, University of Brawijaya Review : What is Productivity? Productivity is the quality
Topic 10 Production Methods. Higher Business Management
 Topic 10 Production Methods Higher Business Management 1 Learning Intentions / Success Criteria Learning Intentions Different methods of production. Success Criteria By end of the topic you will be able
Topic 10 Production Methods Higher Business Management 1 Learning Intentions / Success Criteria Learning Intentions Different methods of production. Success Criteria By end of the topic you will be able
Human Resources, Job Design, and Work Measurement
 Human Resources, Job Design, and Work Measurement 10 PowerPoint presentation to accompany Heizer and Render Operations Management, Eleventh Edition Principles of Operations Management, Ninth Edition PowerPoint
Human Resources, Job Design, and Work Measurement 10 PowerPoint presentation to accompany Heizer and Render Operations Management, Eleventh Edition Principles of Operations Management, Ninth Edition PowerPoint
MGT613 POMA A Lot of Solved MCQs
 QUIZ NO 5 Question # 10 of 10 ( Start time: 08:31:55 PM ) Total Marks: 1 Which one of the following is NOT a business application of forecasting? Budgeting Capacity planning Inventory management Quality
QUIZ NO 5 Question # 10 of 10 ( Start time: 08:31:55 PM ) Total Marks: 1 Which one of the following is NOT a business application of forecasting? Budgeting Capacity planning Inventory management Quality
International Journal of Research in Advent Technology Available Online at:
 ANALYSIS OF MOST TECHNIQUE FOR ELIMINATION OF IDEAL TIME BY SYNCHRONIZATION OF DIFFERENT LINES Rajesh Kanda 1, Shalom Akhai 1, Ripunjaya Bansal 3 1 Department of Mechanical Engineering, PEC University
ANALYSIS OF MOST TECHNIQUE FOR ELIMINATION OF IDEAL TIME BY SYNCHRONIZATION OF DIFFERENT LINES Rajesh Kanda 1, Shalom Akhai 1, Ripunjaya Bansal 3 1 Department of Mechanical Engineering, PEC University
October 31, of 10 BellHawkSystems Corporation
 Introduction The purpose of this paper is to examine issues in shop floor data collection. It primarily focuses on the relative advantages and disadvantages of using a barcode tracking module integrated
Introduction The purpose of this paper is to examine issues in shop floor data collection. It primarily focuses on the relative advantages and disadvantages of using a barcode tracking module integrated
Time and Motion Study & Work Measurement
 Department of Industrial Engineering Time and Motion Study & Work Measurement 1 Definitions Motion study or work methods design:for finding the preferred method of doing work. That is, the ideal method
Department of Industrial Engineering Time and Motion Study & Work Measurement 1 Definitions Motion study or work methods design:for finding the preferred method of doing work. That is, the ideal method
forging Another alternative was to buy a third press, of a smaller and dierent design, that could forge the preforms faster than the current presses T
 Case Study 6: Evaluating a New Technology Alternative Concepts illustrated: Incremental analysis, sensitivity analysis, breakeven analysis, and risk analysis Required readings: Chapters 7, 9, 12, 14, and
Case Study 6: Evaluating a New Technology Alternative Concepts illustrated: Incremental analysis, sensitivity analysis, breakeven analysis, and risk analysis Required readings: Chapters 7, 9, 12, 14, and
Company Background CNC Robotics are the UK s leading robotics integration company specialising in advanced robotics systems for machining.
 Request for Quotation New Website Development Company Background CNC Robotics are the UK s leading robotics integration company specialising in advanced robotics systems for machining. CNC Robotics is
Request for Quotation New Website Development Company Background CNC Robotics are the UK s leading robotics integration company specialising in advanced robotics systems for machining. CNC Robotics is
Ch 15 Manual Assembly Lines
 Ch 15 Manual Assembly Lines Sections: 1. Fundamentals of Manual Assembly Lines 2. Analysis of Single Model Assembly Lines 3. Line Balancing Algorithms 4. Mixed Model Assembly Lines 5. Workstation Considerations
Ch 15 Manual Assembly Lines Sections: 1. Fundamentals of Manual Assembly Lines 2. Analysis of Single Model Assembly Lines 3. Line Balancing Algorithms 4. Mixed Model Assembly Lines 5. Workstation Considerations
Human Resources, Job Design, and Work Measurement
 Human Resources, Job Design, and Work Measurement Outline Global Company Profile: Rusty Wallace's NASCAR Racing Team Human Resource Strategy for Competitive Advantage Labor Planning Job Design Ergonomics
Human Resources, Job Design, and Work Measurement Outline Global Company Profile: Rusty Wallace's NASCAR Racing Team Human Resource Strategy for Competitive Advantage Labor Planning Job Design Ergonomics
1.2 Main dimensions (for components exchange) The main dimensions to take into account when interchanging components are the ones listed below.
 The main dimensions to take into account when interchanging components are the ones listed below.") 1 TBK LINEAR GUIDES TBK linear guides are a high precision motion systems based on a recirculating ball technology that gives at the same time high rigidity and low friction features. TBK linear guides
1 TBK LINEAR GUIDES TBK linear guides are a high precision motion systems based on a recirculating ball technology that gives at the same time high rigidity and low friction features. TBK linear guides
Almost 500 Solved MCQs of MGT613 POMA & Papers
 Question No: 1 ( Marks: 1 ) - Please choose one Which of the following functions of an organization consists of all activities directly related to production of a good or service? Selected answer Operations
Question No: 1 ( Marks: 1 ) - Please choose one Which of the following functions of an organization consists of all activities directly related to production of a good or service? Selected answer Operations
Introduction. Chapter 1. Sections: 1. The Nature of Work 2. Defining Work Systems 3. Types of Occupations 4. Productivity 5. Organization of the Book
 Introduction Chapter 1 Sections: 1. The Nature of Work 2. Defining Work Systems 3. Types of Occupations 4. Productivity 5. Organization of the Book Historical Figures Related to Work Eli Whitney (1765-1825)
Introduction Chapter 1 Sections: 1. The Nature of Work 2. Defining Work Systems 3. Types of Occupations 4. Productivity 5. Organization of the Book Historical Figures Related to Work Eli Whitney (1765-1825)
Cost concepts, Cost Classification and Estimation
 Cost concepts, Cost Classification and Estimation BY G H A N E N DR A F A G O Cost Concepts Cost refers the amount of expenses spent to generate product or services. Cost refers expenditure that may be
Cost concepts, Cost Classification and Estimation BY G H A N E N DR A F A G O Cost Concepts Cost refers the amount of expenses spent to generate product or services. Cost refers expenditure that may be
Technology II. Jan Tomíček
 Technology II. Jan Tomíček Automation of machining Is connected with the rising demands of society and industry development. Is the way to intensification of manufacturing increasing productivity, improving
Technology II. Jan Tomíček Automation of machining Is connected with the rising demands of society and industry development. Is the way to intensification of manufacturing increasing productivity, improving
TRUE VIEW ENGAGEMENT PLATFORM
 TRUE VIEW ENGAGEMENT PLATFORM Provider Directory + Costs COMBINE YOUR PROVIDER DIRECTORY AND COST TRANSPARENCY INTO ONE PLATFORM Offer simple, smart health shopping with True View HELP PEOPLE CHOOSE THE
TRUE VIEW ENGAGEMENT PLATFORM Provider Directory + Costs COMBINE YOUR PROVIDER DIRECTORY AND COST TRANSPARENCY INTO ONE PLATFORM Offer simple, smart health shopping with True View HELP PEOPLE CHOOSE THE
3YOURMIND. How to automate ordering, pricing and production of metal AM parts. Stephan Kuehr. 3yourmind.com
 3YOURMIND How to automate ordering, pricing and production of metal AM parts Stephan Kuehr sk@3yourmind.com 3yourmind.com Platforms for Industrial 3D Printing Order Management Production Management Part
3YOURMIND How to automate ordering, pricing and production of metal AM parts Stephan Kuehr sk@3yourmind.com 3yourmind.com Platforms for Industrial 3D Printing Order Management Production Management Part
Introduction. The design challenge. Re-Engineering
 Introduction When we think about the cost of an aircraft, we tend to think of the cost of buying the product rather than the costs of running it! British Aerospace s service to the customer does not stop
Introduction When we think about the cost of an aircraft, we tend to think of the cost of buying the product rather than the costs of running it! British Aerospace s service to the customer does not stop
WORK STUDY. Arvind Shrouti,Option Positive
 WORK STUDY Work study consists of two complementary techniques: A. Method Study B. Work Measurement Method study: Is considered to one of the principal techniques by which the work involved in the product
WORK STUDY Work study consists of two complementary techniques: A. Method Study B. Work Measurement Method study: Is considered to one of the principal techniques by which the work involved in the product
PM B Task 5 Name : Page 1 Matr.-Nr. : PM II Task 1, 20 Points
 PM B Task 5 Name : Page 1 Matr.-Nr. : PM II Task 1, 20 Points After finishing your studies you start as an assistant to the management board of a medium-sized company that produces interior trims for the
PM B Task 5 Name : Page 1 Matr.-Nr. : PM II Task 1, 20 Points After finishing your studies you start as an assistant to the management board of a medium-sized company that produces interior trims for the
New adaptive machining methods for the foundry industry
 New adaptive machining methods for the foundry industry Peter Dickin Delcam, UK. Abstract Computer-based methods for machining and inspection are well established in the foundry industry. More recently,
New adaptive machining methods for the foundry industry Peter Dickin Delcam, UK. Abstract Computer-based methods for machining and inspection are well established in the foundry industry. More recently,
deep draw technology:
 deep draw technology: making high-quality mission-critical parts affordable to produce 7 23.04 Deep draw technology: Making high-quality mission-critical parts affordable to produce Some products simply
deep draw technology: making high-quality mission-critical parts affordable to produce 7 23.04 Deep draw technology: Making high-quality mission-critical parts affordable to produce Some products simply
Process Behavior Charts as Report Cards. The first of six uses
 Quality Digest Daily, June 6, 16 Manuscript 95 The first of six uses Donald J. Wheeler The simple process behavior chart can be used in may different ways. Since report card data are common in all types
Quality Digest Daily, June 6, 16 Manuscript 95 The first of six uses Donald J. Wheeler The simple process behavior chart can be used in may different ways. Since report card data are common in all types
QuoteCAM. Fast & Accurate Quoting for Machined Parts
 Fast & Accurate Quoting for Machined Parts Engineering is a business No business can survive without making a profit. This is quite a simple process for many types of business but in engineering, and especially
Fast & Accurate Quoting for Machined Parts Engineering is a business No business can survive without making a profit. This is quite a simple process for many types of business but in engineering, and especially
JANUARY 31, 2017 UPDATES TO MYAEROSPACE
 JANUARY 31, 2017 UPDATES TO MYAEROSPACE 2 WHAT S NEW? In a continued effort to improve our online experiences, we ve made some updates to MyAerospace. These updates will make finding information, contacting
JANUARY 31, 2017 UPDATES TO MYAEROSPACE 2 WHAT S NEW? In a continued effort to improve our online experiences, we ve made some updates to MyAerospace. These updates will make finding information, contacting
Microsoft Dynamics 365 for Finance and Operations, Business edition CAPABILITIES GUIDE
 Microsoft, Business edition CAPABILITIES GUIDE Microsoft THE BETTER WAY TO CONNECT YOUR BUSINESS Microsoft is a business management solution that s connecting people and processes like never before. From
Microsoft, Business edition CAPABILITIES GUIDE Microsoft THE BETTER WAY TO CONNECT YOUR BUSINESS Microsoft is a business management solution that s connecting people and processes like never before. From
YES to Time Tracking
 When to Say YES to Time Tracking TRACK TIME. MANAGE TIME. REPORT TIME. 888.836.2720 CAN YOU AFFORD NOT TO ACCURATELY TRACK TIME? The American Payroll Association estimates that companies can SAVE 2% OF
When to Say YES to Time Tracking TRACK TIME. MANAGE TIME. REPORT TIME. 888.836.2720 CAN YOU AFFORD NOT TO ACCURATELY TRACK TIME? The American Payroll Association estimates that companies can SAVE 2% OF
Job-SYS. Job Costing Module for Pastel Xpress and Pastel Partner. Compatible with Pastel Xpress and Pastel Partner 2009 & V11
 Job-SYS Job Costing Module for Pastel Xpress and Pastel Partner Compatible with Pastel Xpress and Pastel Partner 2009 & V11 Take Pastel beyond accounting with Job-SYS, a fully integrated REAL TIME Job
Job-SYS Job Costing Module for Pastel Xpress and Pastel Partner Compatible with Pastel Xpress and Pastel Partner 2009 & V11 Take Pastel beyond accounting with Job-SYS, a fully integrated REAL TIME Job
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa. JIT --Intro 02/11/03 page 1 of 28
 Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Cost Engineering Dr. Nabil I El Sawalhi Assistant professor Construction Management
 Cost Engineering Dr. Nabil I El Sawalhi Assistant professor Construction Management CE - L4 1 Labor Productivity and Analysis CE - L4 2 Labor Labor cost is classified in number of ways: 1. direct versus
Cost Engineering Dr. Nabil I El Sawalhi Assistant professor Construction Management CE - L4 1 Labor Productivity and Analysis CE - L4 2 Labor Labor cost is classified in number of ways: 1. direct versus
UNIT 3 INTRODUCTION TO OPERATIONS MANAGEMENT
 UNIT 3 INTRODUCTION TO OPERATIONS MANAGEMENT Plant location: Plant location is a strategic decision several factors influence this decision. The main objective of any business is to optimize its cost and
UNIT 3 INTRODUCTION TO OPERATIONS MANAGEMENT Plant location: Plant location is a strategic decision several factors influence this decision. The main objective of any business is to optimize its cost and
White Papers Application of Dominance in Validation
 White Papers Application of Dominance in Validation Introduction July 31, 2009 Richard Van Doel, President The purpose of this white paper is to provide the life science industry with an approach to process
White Papers Application of Dominance in Validation Introduction July 31, 2009 Richard Van Doel, President The purpose of this white paper is to provide the life science industry with an approach to process
Course is focused on fundamental possibilities of automatization of machine tools NC programme preparation using CAM solutions. CAM systems for NC
 Course is focused on fundamental possibilities of automatization of machine tools NC programme preparation using CAM solutions. CAM systems for NC program generation for milling operations. CAM system
Course is focused on fundamental possibilities of automatization of machine tools NC programme preparation using CAM solutions. CAM systems for NC program generation for milling operations. CAM system
Standard Practice for Electromagnetic (Eddy-Current) Sorting of Nonferrous Metals 1
 Sorting of Nonferrous Metals 1") Designation: E 703 98 An American National Standard Standard Practice for Electromagnetic (Eddy-Current) Sorting of Nonferrous Metals 1 This standard is issued under the fixed designation E 703; the number
Designation: E 703 98 An American National Standard Standard Practice for Electromagnetic (Eddy-Current) Sorting of Nonferrous Metals 1 This standard is issued under the fixed designation E 703; the number
Ch.8 Quality Management.
 Part 1 : System Management. Ch.8 Quality Management. Edited by Dr. Seung Hyun Lee (Ph.D., CPL) IEMS Research Center, E-mail : lkangsan@iems.co.kr - 1 - Definition of Quality. [APICS Dictionary] Fitness
Part 1 : System Management. Ch.8 Quality Management. Edited by Dr. Seung Hyun Lee (Ph.D., CPL) IEMS Research Center, E-mail : lkangsan@iems.co.kr - 1 - Definition of Quality. [APICS Dictionary] Fitness
TEN STEPS to Lean Electrical Controls
 Complements of: TEN STEPS to Lean Electrical Controls EXECUTIVE SUMMARY Globalization is forcing companies to constantly become more efficient. To drive efficiencies, many companies are implementing Lean
Complements of: TEN STEPS to Lean Electrical Controls EXECUTIVE SUMMARY Globalization is forcing companies to constantly become more efficient. To drive efficiencies, many companies are implementing Lean
Answer Key Testname: M1 06
 Testname: M1-06 1) B 2) D 3) A 4) B 5) C 6) C 7) B 8) A 9) D 10) B 11) A 12) D 13) B 14) A 15) B 16) B 17) B 18) D 19) A 20) B 21) B 22) D 23) B 24) B 25) A 26) With the pull method, customer demand (an
Testname: M1-06 1) B 2) D 3) A 4) B 5) C 6) C 7) B 8) A 9) D 10) B 11) A 12) D 13) B 14) A 15) B 16) B 17) B 18) D 19) A 20) B 21) B 22) D 23) B 24) B 25) A 26) With the pull method, customer demand (an
Professor Vipin Labour Cost
 Labour Cost Labour cost is a second major element of cost. The control of labour cost and its accounting is very difficult as it deals with human element. Labour is the most perishable commodity and as
Labour Cost Labour cost is a second major element of cost. The control of labour cost and its accounting is very difficult as it deals with human element. Labour is the most perishable commodity and as
Chapter 4 Accounting For Labour Ibrahim Sameer (MBA - Specialized in Finance, B.Com Specialized in Accounting & Marketing)
") Chapter 4 Accounting For Labour Ibrahim Sameer (MBA - Specialized in Finance, B.Com Specialized in Accounting & Marketing) Measuring Labour Activity Production & Productivity Production is the quantity
Chapter 4 Accounting For Labour Ibrahim Sameer (MBA - Specialized in Finance, B.Com Specialized in Accounting & Marketing) Measuring Labour Activity Production & Productivity Production is the quantity
IBM Workplace for Business Controls and Reporting lowers the cost of compliance
 IBM Case Study IBM Workplace solution IBM Workplace for Business Controls and Reporting lowers the cost of compliance Overview The Challenge Sarbanes-Oxley compliance threatened to consume 5 to 10 percent
IBM Case Study IBM Workplace solution IBM Workplace for Business Controls and Reporting lowers the cost of compliance Overview The Challenge Sarbanes-Oxley compliance threatened to consume 5 to 10 percent
Information Guide for Machinist Performance Test
 Information Guide for Machinist Performance Test Test Number: 4100 Human Resources Performance Assessment Services Southern California Edison An Edison International Company REV021413 Introduction The
Information Guide for Machinist Performance Test Test Number: 4100 Human Resources Performance Assessment Services Southern California Edison An Edison International Company REV021413 Introduction The
Activity-Based Costing Systems
 4 Activity-Based Costing Systems 4-2 Learning Objective 1 4-3 Traditional Costing Systems Traditional cost systems were created when manufacturing processes were labor intensive. A single company-wide
4 Activity-Based Costing Systems 4-2 Learning Objective 1 4-3 Traditional Costing Systems Traditional cost systems were created when manufacturing processes were labor intensive. A single company-wide
ME6005 PROCESS PLANNING AND COST EVALUATION QUESTION BANK UNIT-I: INTRODUCTION TO PROCESS PLANNING
 Part-I 2marks 1. Define product design & selection. 2. Define product design. ME6005 PROCESS PLANNING AND COST EVALUATION QUESTION BANK UNIT-I: INTRODUCTION TO PROCESS PLANNING 3. What designing includes
Part-I 2marks 1. Define product design & selection. 2. Define product design. ME6005 PROCESS PLANNING AND COST EVALUATION QUESTION BANK UNIT-I: INTRODUCTION TO PROCESS PLANNING 3. What designing includes
IT 470a Six Sigma Chapter X
 Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
5 Strategic Benefits of IDR: The 5 Strategic Benefits of Transforming Information Management with Intelligent Document Recognition
 The 5 Strategic Benefits of Transforming Information Management with Intelligent Document Recognition By Dan Lucarini The combination of pressure to reduce costs, comply with stringent regulations, and
The 5 Strategic Benefits of Transforming Information Management with Intelligent Document Recognition By Dan Lucarini The combination of pressure to reduce costs, comply with stringent regulations, and
FAX: Title of Presentation: Criticality Measurements for SNM Accountability
 Title of Presentation: Criticality Measurements for SNM Accountability Authors: Joetta Bohman, E. Ray Martin, Ken Butterfield, Richard Paternoster Institution: Los Alamos National Laboratory FAX: 505-665-3657
Title of Presentation: Criticality Measurements for SNM Accountability Authors: Joetta Bohman, E. Ray Martin, Ken Butterfield, Richard Paternoster Institution: Los Alamos National Laboratory FAX: 505-665-3657
POLI 343 Introduction to Political Research
 POLI 343 Introduction to Political Research Session 11-Probability Sampling Lecturer: Prof. A. Essuman-Johnson, Dept. of Political Science Contact Information: aessuman-johnson@ug.edu.gh College of Education
POLI 343 Introduction to Political Research Session 11-Probability Sampling Lecturer: Prof. A. Essuman-Johnson, Dept. of Political Science Contact Information: aessuman-johnson@ug.edu.gh College of Education
MAE 171A MECHANICAL ENGINEERING LABORATORY Materials Testing Laboratory Week 1 - LINEAR ELASTIC FRACTURE MECHANICS
 MAE 171A MECHANICAL ENGINEERING LABORATORY Materials Testing Laboratory Week 1 - LINEAR ELASTIC FRACTURE MECHANICS Objective: To gain an appreciation and understanding of the basic principles of fracture
MAE 171A MECHANICAL ENGINEERING LABORATORY Materials Testing Laboratory Week 1 - LINEAR ELASTIC FRACTURE MECHANICS Objective: To gain an appreciation and understanding of the basic principles of fracture
Investment calculations and production automation in welding
 Kemppi Oy Investment calculations and production automation in welding White paper Holamo, O-P. 23.2.2018 White paper 2(6) The focus of this paper is on aspects, which should be taken into consideration
Kemppi Oy Investment calculations and production automation in welding White paper Holamo, O-P. 23.2.2018 White paper 2(6) The focus of this paper is on aspects, which should be taken into consideration
Copyright 2000 Society of Manufacturing Engineers MANUFACTURING INSIGHTS. An Introduction to Lean Manufacturing
 MANUFACTURING INSIGHTS An Introduction to Lean Manufacturing WARNING federal law provides severe civil and criminal penalties for the unauthorized reproduction, distribution or exhibition of copyrighted
MANUFACTURING INSIGHTS An Introduction to Lean Manufacturing WARNING federal law provides severe civil and criminal penalties for the unauthorized reproduction, distribution or exhibition of copyrighted
CH 8 Facility Layout Part 1. Integrated Manufacturing System Class
 CH 8 Facility Layout Part 1 Integrated Manufacturing System Class 1 Facility Layout Means planning for the location of all machines, utilities, employee work stations, customer service area, material storage
CH 8 Facility Layout Part 1 Integrated Manufacturing System Class 1 Facility Layout Means planning for the location of all machines, utilities, employee work stations, customer service area, material storage
Automating AFP Tuning Using a Laser Sensor
 11ATC-0340 Automating AFP Tuning Using a Laser Sensor Josh Cemenska Copyright 2011 SAE International ABSTRACT Electroimpact Automatic Fiber Placement (AFP) machines lay-up composite parts by accurately
11ATC-0340 Automating AFP Tuning Using a Laser Sensor Josh Cemenska Copyright 2011 SAE International ABSTRACT Electroimpact Automatic Fiber Placement (AFP) machines lay-up composite parts by accurately