METHOD STUDY. Definition: WHY:
|
|
|
- Preston Harrington
- 6 years ago
- Views:
Transcription
1 1
2 METHOD STUDY Definition: It is a systematic recording and critical examination of existing and proposed ways of doing work, as a means of developing and applying easier and more effective methods and reducing costs. WHY: The improvement of processes and procedures. The improvement of factory, shop and workplace layout. The improvement of the design of plant and equipment. Economy in human effort and the reduction of unnecessary fatigue. Improvements in the use of materials, machines and manpower. The development of a better physical working environment. Improvement of quality of the products. 2
3 Recording Techniques in Method study Indicating Process Sequence Outline process chart Using a time scale Multiple activity chart Diagrams indicating movements Flow Diagrams Flow process chart Man type chart Material type chart Machine type chart Two -Handed process chart Simo chart P.M.T.S. chart String Diagram Cycle Graph Chrono-cycle Graph Travel Chart 3
4 1.Operation Process Chart Symbols Indicates the main steps in a process, method or procedure. Usually the part, material or product concerned is modified or changed during the operation. 2.Inspection Indicates an inspection for quality and / or check for quantity 3.Transport Indicates the movement of workers, materials or equipment from place to place 4
5 4.Temporary Storage or Delay Indicates a delay in the sequence of events : for example, work waiting between consecutive operations, or any object laid aside temporarily without record until required. 5.Permanent Storage Indicates a controlled storage in which material is received into or issued from a store under some form of authorization; or an item is retained for reference purposes. 6.Combined Activities Indicates a controlled storage in which material is received into or issued from a store under some form of authorization; or an item is retained for reference purposes. 5
6 E X A P M L E S Figure: 6
7 Outline Process Chart Definition: An outline process chart is a process chart giving an overall picture by recording in sequence only the main operations and inspections. While preparing the outline process chart we use Symbols of Operation and Inspection A brief note of the nature of each operation is made beside the symbol In an outline process chart, only the principal operations and the inspections carried out are recorded to ensure effectiveness 7

8 Example: Outline process chart of plywood manufacture is given 8
9 Flow process charts Definition: Flow process charts are graphic representations of the sequences of operations, transportation, inspections, delays and storages occurring during a process or a procedure and include information considered for analysis such as, time required and distance moved. To develop an understanding how a process or work happening and clearly documenting how a particular job is done, in addition of that mapping a process in flow chart format helps us where the process can be improved. 9
10 Types of Flow Process Charts Material or product type. Man type. Machine type or equipment. Material or product type flow process chart:- Records what happens to the material or product i.e. the changes the material or product undergoes in location or condition (includes operation and transportation). Man type process flow process chart:- Records the activities of worker or operator i.e. what a worker or operator does. In this type of chart usually storage term is not applicable. Machine or equipment type flow process charts:- Records the manner in which a machine or an equipment is used. 10
11 STANDARD FORMATS USED FOR FLOW PROCESS CHART 11

12 Job:- Writing a letter using a shorthand typist 12

13 Example: Collection of materials from store (Man Type) 13

14 Material type flow process chart 14

15 Machine type flow process chart Job : Assembly of flange at shrink fitting m/c. 15
16 Two Hand Process Chart Two-Handed Flow Process Chart, is a motion study where the study is done to analyse the motions used by the worker in performing an activity. In this chart the activities of a worker s hands (or limbs) are recorded in their relationship to one another. A Two-Handed Process Flow Chart individually shows the movement of each hand in a manual process. It is typically used for repetitive operation when analyzing a manual assembly process, to help make it easier to perform. 16
17 Why: The objective of this investigation is to eliminate or reduce the unwanted motions and to arrange the remaining motions in a best sequence. How: A two-handed process chart is made up of two columns in which the activities of the left hand and right hand and the appropriate symbols are respectively recorded in sequence. The activities of the two hands are inter-related by aligning the symbols on the chart so that movements by both hands appear opposite to each other. Additional columns can be designed to record the activities of the other parts of the body whenever necessary. 17
18 Operation Transport Delay Hold Inspection An operation occurs when the hand grasps, releases or assembles tool, material, component etc. Transport occurs when the hand moves from one position to another at the work place. Delay occurs when the hand is Idle in the sense that it is not performing any activity. The term storage is not used in connection with the two handed process chart. Instead the symbol is re designated as hold. A hold occurs when the hand holds an object so that the other hand may be able to do something to that object. This symbol is not generally used in this. 18
19 Standard format of a Two-handed process flowchart 19
20 Fig. 1. Example of a Two-handed process flowchart Fixing Screw on a Assembly 20
21 Fig. 1. Example of a Two-handed process flowchart Fixing Screw on a Assembly 21
22 MULTIPLE ACTIVITY CHART A Chart in which the activities of more than one item are recorded on a common time scale to show their interrelationship. Man machine chart is the type of multiple activity charts. TYPES: Man - Machine chart: One man handling one job or one machine. Man - Multi machine chart: One man handling a numbers of machines. Machine Multi - man chart: A group or gang doing collectively one job as in riveting. Multi Man - Machine chart: A number of persons working on a computer system. 22
23 MULTIPLE ACTIVITY CHART Definition: A Multiple activity chart is a form of process chart recording the related sequence of work of a number of operators and/or machines on common time scale. In it, the activities of more than one item, worker, machine or equipment are recorded on a common time scale to show their inter relation ship. Why: Multiple Activity Charts are very useful tool for understanding the flow of work in a cyclic process and as a consequence understanding which resource is controlling the overall progress of the work. The tool can be used to model different scenarios to determine the optimum mix of resources for the work. 23
24 Multiple activity chart brings out the comparative utilisation of men and machines very clearly and helps to synchronise the various activities and improve the situation. It is a useful tool for planning team work and determining the staffing pattern. The multiple activity charts shows up clearly the periods of ineffective time and by rearrangement of work it becomes possible to eliminate or reduce the injective time. How: Activities of the machines are recorded in relation to that of the operator, the chart is sometimes called as the man machine chart; This is only a special variant of the multiple activity chart 24
25 Example on Man Machine Chart (Present Method) TIME (MIN) MAN MACHINE TIME (MIN) 0.2 Remove finished casting cleans with compressed air 0.4 Gauge depth of slot on surface plate IDLE 0.2 IDLE PLACE in a box obtains new casting 1.0 Cleans machine with compressed air 1.2 Locates castings in fixture, starts machine IDLE 0.8 IDLE 1.0 IDLE IDLE Cutting slot IDLE Cutting slot IDLE Cutting slot IDLE Cutting slot
26 EXAMPLE ON MAN MACHINE CHART (Summary of Present method) CYCLE TIME(MIN)= 2.0 Man Machine Working Time (min.) Idle Time (min.) Utilizatio n (%) MAN % MACHINE % 26
27 Example on Man Machine Chart (Improved Method) TIME (MIN) MAN 0.2 REMOVED FINISHED CASTING CLEANS WITH COM PRESED AIR MACHI NE TIME (MIN) IDLE CLEAN MACHINE WITH COMPRESED AIR 0.6 LOCATEES A NEW CASTING IN A FIXTURE START MACHINE IDLE 0.4 IDLE BREAKS SHARP EDGES WITH FILES CLEANS WITH COMPRESSED AIR 1.0 GAUGE DEPTH OF SLOT ON SURFACE PLATE 1.2 PLACES CASTING IN A BOX PICKS UP NEW CASTING AND PLATE BY MACHINE CUTTING SLOT 1 CUTTING SLOT 2 CUTTING SLOT IDLE CUTTING SLOT
28 EXAMPLE ON MAN MACHINE CHART (Summary of Improved method) CYCLE TIME(MIN)= 1.4 Man Machine Working Time (min.) Idle Time (min.) Utilizatio n (%) MAN % MACHINE % 28
29 PRESENT METHOD CYCLE TIME (MIN) MAN IDLE TIME(MIN ) MACHINE IDLE TIME ( MIN) IMPROVED METHOD
30 Micro motion study Micro motion study is the study of fundamental element or subdivision of an operation by means of a motion picture camera and a timing device which accurately indicates the time interval on motion picture film. Micro motion study provides a valuable technique for making minute analysis of those operation that are short in cycle contain rapid movement and involve high production over a long period of time. For example. Sewing of garment, assembly of small parts. 30
31 Applicable for operations with very short cycles which are repeated thousands of times. Goes into greater details to determine where movements and efforts can be saved and to develop the best possible patterns of movements. Enables operators to perform the operation repeatedly with minimum effort and fatigue. The technique used for this typically involves filming the operation and hence is known as micromotion study. Examples of operators studied could be cashier in the bank routine job of taking payment slips from customer and issuing cash! 31
32 Based on the idea that human activity can be divided into movements or group of movements (therbligs) according to the purpose for which they are made. The therbligs cover movements or reasons for the absence of movement. Each therblig has specific color, symbol and letter for recording purposes. Therbligs refer primarily to motions of the human body at the workplace and to the mental activities associated with them. 32
33 They permit a much more precise and detailed description of the work than any other method described. Considerable practice is required in identification of therbligs before they can be used for analysis with confidence. 33
34 Main advantages of films over visual methods are: Permit greater detailing than eye observation; Provide greater accuracy than pencil, paper and stop watch; More convenient; Provide a positive record; Help in the development of the work study person. 34
35 Objective of Micro motion study 1. To find most efficient way of doing work 2. Helps to study repetitive short cycle operation which cannot be studied by ordinary method. 3. To train operator regarding motion economy. 4. It is permanent means of keeping record of method. 5. It assists in research project in the field of work study 6. It helps to study complex activities of short duration performed with extreme rapidity. 35
36 Procedure/ Step in micro motion study 1. Filming the operation to be studied. 2. Analyzing the film. 3. Charting the result of analysis. 4. Developing and improve method. Filming :- The filming speed is 16 frames per second with a 16 mm movie camera. Film Analysis:- 1.A Projector is used for analysis purpose. 2. Projector runs the films very slowly and film can be stopped & reversed whenever required. 36





37 EQUIPMENT REQUIRED mm film. 2. Movie Camera. 3. wink counter. Exposure meter. Motion picture projector with screen 37


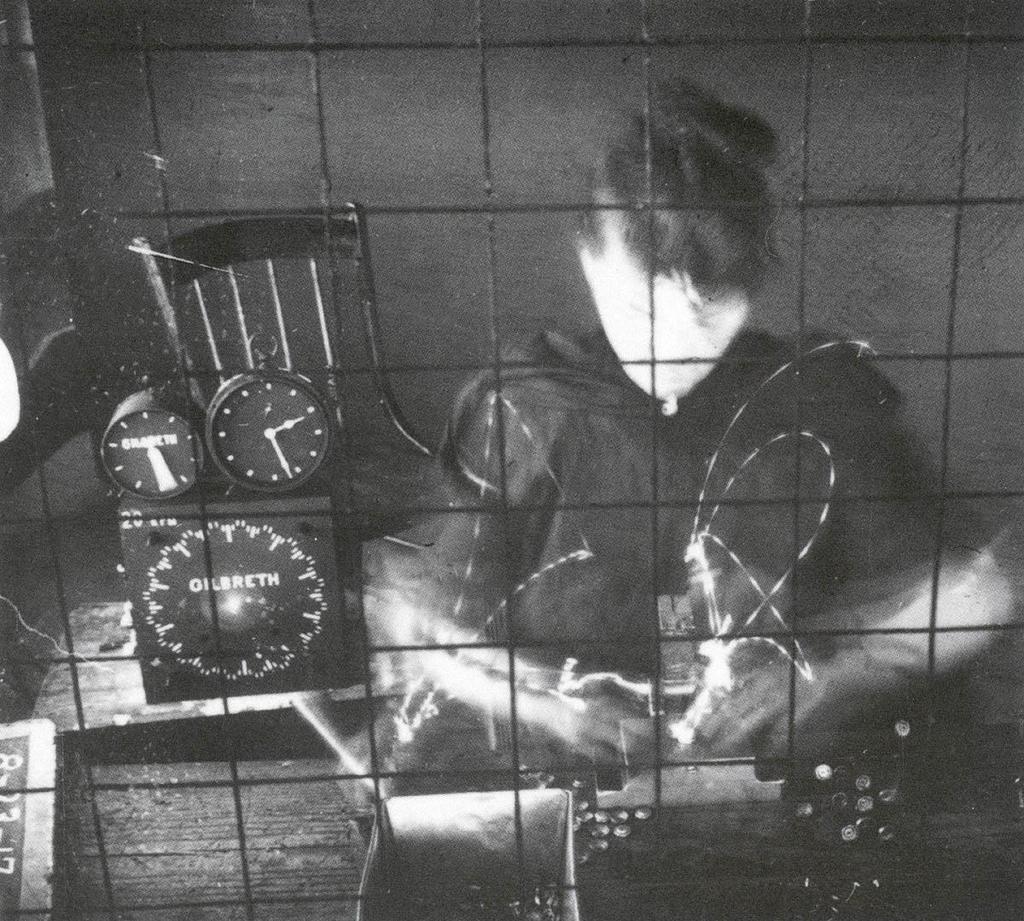
38 A record of path of movements, usually traced by a continuous source of a light on a photograph. The path of movement of a hand, may be recorded on a photograph by putting a ring carrying small light on worker s hand. A path of light resembling a white wire is seen. Later it is used with a stereoscopic camera to show the path in three dimensions. 38

39 Light (bulb) attached to the hand 39
40 This is a development of the cycle graph by interrupting the flow of current so as to obtain, in the resulting sequence of flashes, a record of the time and direction of the motions under observation. The resulting image was a chronocyclograph. The path of light appears as a series of pear-shaped dots, the movement being in the direction in which the dots point. The spacing between the dots indicate the speed of movement and show acceleration and deceleration. This is done by using a turning fork, which is vibrating at a known speed, and connected with a make and break contact. 40
41 41
42 42
43 43
44 Diagrams Diagrams gives pictorial view of the layout of workplace on which locations of different equipment, machines etc. are indicated. The movement of subject(man or machine) is then indicated on the diagram by a line or a string. The diagram are valuable in highlighting the movement so the analyst can take steps to simplify or reduce it so as to obtain saving in time. The most commonly used method study diagrams are: o Flow diagram o String diagram o Travel chart o Cyclegraph and Chronocyclegraph 44

45 Flow diagram It s a top view of the work area correctly indicating the positions of machining and other locations affecting the movement of subject. Therefor it gives on-the-spot observation of the paths of movement of product sometimes using symbols of process charts. 45
46 A scale plan or model on which a thread is used to trace and measure the path of workers, material or equipment. A thread is used to measure distance. Necessary that the string diagram be drawn correctly to scale, whereas regular flow diagram can be drawn only approximately to scale. Thus, string diagram and flow chart can give clearest possible picture of what is actually being done. String diagram can be used to plot movements of material to know how far the materials travel. Most commonly, the string diagram is used for plotting the movements of workers. 46

47 Examples 0 10ft 47


48 FOLD DRILL+CUT RIVET MARK OQC IQC SHEET METAL START END STACK 48
49 Travel chart String diagram is good to explain movements and critical examination but o it takes longer time to get constructed and o many movement along complex paths may lead to a diagram with maze of crisscrossing line. Therefore, when movements are very complex travel chart is quick and more effectively manageable recording technique. How is it made? o A travel chart is a tabular record for pressing quantitative data about the movements of subject between any numbers of places a over a given period of time. o This chart is a square table and each square within table represents a station. o It has number of rows and columns equal to the number of stations that can be visited by the subject. 49
WORK STUDY COMPONENTS
 WORK STUDY WORK STUDY It is a generic term for those techniques, method study and work measurement which are used in the examination of human work in all its context. And which lead systematically to the
WORK STUDY WORK STUDY It is a generic term for those techniques, method study and work measurement which are used in the examination of human work in all its context. And which lead systematically to the
A term used to embrace the techniques of method study and work measurement, which are employed to ensure the best possible use of human and material
 A term used to embrace the techniques of method study and work measurement, which are employed to ensure the best possible use of human and material resources in carrying out specified activity. A generic
A term used to embrace the techniques of method study and work measurement, which are employed to ensure the best possible use of human and material resources in carrying out specified activity. A generic
Compiled by RKS. Industrial Engineering
 UNIT 1. Basic Concepts of Industrial Engineering: Definition, Objectives, Method study, Principle of motion economy, Techniques of method study - Various charts, THERBLIGS, Work measurement - various methods,
UNIT 1. Basic Concepts of Industrial Engineering: Definition, Objectives, Method study, Principle of motion economy, Techniques of method study - Various charts, THERBLIGS, Work measurement - various methods,
TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balan
 TOPIC 2 WORK METHODS TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balancing 2.5 Machine and process studies
TOPIC 2 WORK METHODS TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balancing 2.5 Machine and process studies
Some Definitions. Introduction to Work Measurement
 Introduction to Work Measurement Some Definitions Chapter 12 Sections: 1. Time Standards and How They Are Determined 2. Prerequisites for Valid Time Standards 3. Allowances in Time Standards Work measurement
Introduction to Work Measurement Some Definitions Chapter 12 Sections: 1. Time Standards and How They Are Determined 2. Prerequisites for Valid Time Standards 3. Allowances in Time Standards Work measurement
Chapter 5 Productivity Improvement Techniques
 Chapter 5 Productivity Improvement Techniques L E A R N I N G O U T C O M E S After reading this chapter, you will be able to: LO 5.1 Understand the industrial engineering techniques and economic analysis
Chapter 5 Productivity Improvement Techniques L E A R N I N G O U T C O M E S After reading this chapter, you will be able to: LO 5.1 Understand the industrial engineering techniques and economic analysis
Operations Management
 7-1 Design of Work Systems 7-2 Design of Work Systems Operations Management William J. Stevenson CHAPTER 7 Design of Work Systems 8 th edition McGraw-Hill/Irwin Operations Management, Eighth Edition, by
7-1 Design of Work Systems 7-2 Design of Work Systems Operations Management William J. Stevenson CHAPTER 7 Design of Work Systems 8 th edition McGraw-Hill/Irwin Operations Management, Eighth Edition, by
Finished goods available to meet Takt time when variations in customer demand exist.
 Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Continuous Improvement Toolkit. Flow Process Chart. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Flow Process Chart The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit Flow Process Chart The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
CHAPTER 1. Business Process Management & Information Technology
 CHAPTER 1 Business Process Management & Information Technology Q. Process From System Engineering Perspective From Business Perspective In system Engineering Arena Process is defined as - a sequence of
CHAPTER 1 Business Process Management & Information Technology Q. Process From System Engineering Perspective From Business Perspective In system Engineering Arena Process is defined as - a sequence of
13 Project Graphics Introduction
 Page 725 13 Project Graphics 13.0 Introduction In Chapter 11, we defined the steps involved in establishing a formal program plan with detailed schedules such that the total program can be effectively
Page 725 13 Project Graphics 13.0 Introduction In Chapter 11, we defined the steps involved in establishing a formal program plan with detailed schedules such that the total program can be effectively
Chapter 07 Design of Work Systems
 Chapter 07 Design of Work Systems True / False Questions 1. Ergonomics is the use of computers and robots in the workplace. TLO: 2 2. Specialization is one of the sources of disagreement between the efficiency
Chapter 07 Design of Work Systems True / False Questions 1. Ergonomics is the use of computers and robots in the workplace. TLO: 2 2. Specialization is one of the sources of disagreement between the efficiency
PLUS VALUE STREAM MAPPING
 LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
1. What is a key difference between an Affinity Diagram and other tools?
 1) AFFINITY DIAGRAM 1. What is a key difference between an Affinity Diagram and other tools? Affinity Diagram builds the hierarchy 'bottom-up', starting from the basic elements and working up, as opposed
1) AFFINITY DIAGRAM 1. What is a key difference between an Affinity Diagram and other tools? Affinity Diagram builds the hierarchy 'bottom-up', starting from the basic elements and working up, as opposed
RESTORATION TECHNICIAN. Job Description
 RESTORATION TECHNICIAN Job Description FLSA STATUS: Non-Exempt CLASS: Full-Time; Benefit Eligible/Class 2 WAGE RANGE: 60 ($12.50 Min; $15.00 Mid; $18.00 Max) DEPARTMENT: Restoration DEPARTMENT #: 601 REPORTS
RESTORATION TECHNICIAN Job Description FLSA STATUS: Non-Exempt CLASS: Full-Time; Benefit Eligible/Class 2 WAGE RANGE: 60 ($12.50 Min; $15.00 Mid; $18.00 Max) DEPARTMENT: Restoration DEPARTMENT #: 601 REPORTS
Plant Layout and Material Handling
 Plant Layout and Material Handling IV year-ii semester COURSE CODE A80365 Prepared by G S Vivek, Assistant Professor A.Venu Prasad, Assistant Professor MECHANICAL ENGINEERING INSTITUTE OF AERONAUTICAL
Plant Layout and Material Handling IV year-ii semester COURSE CODE A80365 Prepared by G S Vivek, Assistant Professor A.Venu Prasad, Assistant Professor MECHANICAL ENGINEERING INSTITUTE OF AERONAUTICAL
Designing with Energy-Efficient Lighting
 Designing with Energy-Efficient Lighting Why Care? Why Care? Reducing energy use helps decelerate climate change by preventing greenhouse gas emissions As energy prices continue to rise, the importance
Designing with Energy-Efficient Lighting Why Care? Why Care? Reducing energy use helps decelerate climate change by preventing greenhouse gas emissions As energy prices continue to rise, the importance
SYSTEM AND SOFTWARE DESIGN USING THE UNIFIED MODELING LANGUAGE (UML)
") Michael Weintraub And Frank Tip SYSTEM AND SOFTWARE DESIGN USING THE UNIFIED MODELING LANGUAGE (UML) Thanks go to Martin Schedlbauer and to Andreas Zeller for allowing incorporation of their materials
Michael Weintraub And Frank Tip SYSTEM AND SOFTWARE DESIGN USING THE UNIFIED MODELING LANGUAGE (UML) Thanks go to Martin Schedlbauer and to Andreas Zeller for allowing incorporation of their materials
Optimization of Cycle Time for Wire Harness Assembly Line Balancing and Kaizen Approach
 Optimization of Cycle Time for Wire Harness Assembly Line Balancing and Kaizen Approach Aasheet Kumar 1, Gaurav Chaudhary 2, Manish Kalra 3, Binit Kumar Jha 4 U. G. Student, Dept of Manufacturing Technology,
Optimization of Cycle Time for Wire Harness Assembly Line Balancing and Kaizen Approach Aasheet Kumar 1, Gaurav Chaudhary 2, Manish Kalra 3, Binit Kumar Jha 4 U. G. Student, Dept of Manufacturing Technology,
BIN LINER INSTALLATION MANUAL IMPORTANT!
 BIN LINER INSTALLATION MANUAL IMPORTANT! Bins with 44 seam spacing require drilling of the liner and the bin & additional rows of bolts between existing seam rows. CAUTION Edges may be sharp, wear gloves
BIN LINER INSTALLATION MANUAL IMPORTANT! Bins with 44 seam spacing require drilling of the liner and the bin & additional rows of bolts between existing seam rows. CAUTION Edges may be sharp, wear gloves
Design Molded Plastics, Inc.
 Design Molded Plastics, Inc. Part Design Assistance Design Molded Plastics offers the added resources to take their projects to the next level Key Points: Capturing the design intent Establish part tolerances
Design Molded Plastics, Inc. Part Design Assistance Design Molded Plastics offers the added resources to take their projects to the next level Key Points: Capturing the design intent Establish part tolerances
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
Scheduling. Why Schedule? Scheduling will: Delivering On Your Promises
 Scheduling Delivering On Your Promises Why Schedule? Don t need to, I ve done this before. I have the schedule in my head. Nobody will pay attention to it. Why bother, it just changes. I m on the line
Scheduling Delivering On Your Promises Why Schedule? Don t need to, I ve done this before. I have the schedule in my head. Nobody will pay attention to it. Why bother, it just changes. I m on the line
Subject: Apparel Production Management. Unit 3: Manufacturing Systems. Quadrant 1 e-text. Describe the various types of production systems.
 Subject: Apparel Production Management Unit 3: Manufacturing Systems Quadrant 1 e-text Learning Objectives The learning objectives of this unit are: Describe the various types of production systems. Identify
Subject: Apparel Production Management Unit 3: Manufacturing Systems Quadrant 1 e-text Learning Objectives The learning objectives of this unit are: Describe the various types of production systems. Identify
PRODUCTION PLANNING AND CONTROL
 5 PRODUCTION PLANNING AND CONTROL CHAPTER OUTLINE 5.1 Introduction and Meaning 5.2 Need for Production Planning and Control 5.3 Objectives of PP & C 5.4 Phases of PP & C 5.5 Functions of PP & C 5.6 Operations
5 PRODUCTION PLANNING AND CONTROL CHAPTER OUTLINE 5.1 Introduction and Meaning 5.2 Need for Production Planning and Control 5.3 Objectives of PP & C 5.4 Phases of PP & C 5.5 Functions of PP & C 5.6 Operations
Comparative time study of different sewing operation of a T-shirt
 ABSTRACT Comparative time study of different sewing operation of a T-shirt Mohammad Abdul Baset Lecturer, Department of Textile Engineering Daffodil International University Bangladesh Traditionally operated
ABSTRACT Comparative time study of different sewing operation of a T-shirt Mohammad Abdul Baset Lecturer, Department of Textile Engineering Daffodil International University Bangladesh Traditionally operated
1. Explain how design simplification can be applied to the manufacturing process.
 Chapter 3 Operation Analysis Questions 1. Explain how design simplification can be applied to the manufacturing process. Simplicity in product design invariably results in better production. A complex
Chapter 3 Operation Analysis Questions 1. Explain how design simplification can be applied to the manufacturing process. Simplicity in product design invariably results in better production. A complex
ENM 102 Introduction to Industrial Engineering. Chapter 4 Facilities Location and Layout
 ENM 102 Introduction to Industrial Engineering Chapter 4 Facilities Location and Layout 1 Introduction A facility is something built or established to serve a purpose. Facilities management is a location
ENM 102 Introduction to Industrial Engineering Chapter 4 Facilities Location and Layout 1 Introduction A facility is something built or established to serve a purpose. Facilities management is a location
Electric and Magnetic Forces
 Imagine that you had two superpowers. Both powers allow you to move things without touching them. You can even move things located on the other side of a wall! One power is the ability to pull something
Imagine that you had two superpowers. Both powers allow you to move things without touching them. You can even move things located on the other side of a wall! One power is the ability to pull something
Fully automatic CNC machining production system
 Fully automatic CNC machining production system Jeng-Dao Lee, Cheng-Wei Tsai-Lin, Yi-Cheng Lee, Min-Che Liu, and Li-Yin Chen National Formosa University, Automation Engineering Department, 632 Yunlin County,
Fully automatic CNC machining production system Jeng-Dao Lee, Cheng-Wei Tsai-Lin, Yi-Cheng Lee, Min-Che Liu, and Li-Yin Chen National Formosa University, Automation Engineering Department, 632 Yunlin County,
ASEMEP National Technical Symposium
 1st APPLICATION of WORK SAMPLING and ECRS (Eliminate, Combine, Re-lay out and Simplify) PRINCIPLES of IMPROVEMENT at TO1 ASSEMBLY Fritzie Ann A. Miranda Manufacturing Department /Cleanroom, Section 1 SANYO
1st APPLICATION of WORK SAMPLING and ECRS (Eliminate, Combine, Re-lay out and Simplify) PRINCIPLES of IMPROVEMENT at TO1 ASSEMBLY Fritzie Ann A. Miranda Manufacturing Department /Cleanroom, Section 1 SANYO
MET-FAB FABRICATION & MACHINE, INC. P.O. Box 363, Batavia, Ohio Ph. (513) Fax (513)
 Fax (513)") 1 2 MET-FAB FABRICATION & MACHINE, INC. P.O. Box 363, Batavia, Ohio 45103 Ph. (513) 724-3715 Fax (513) 724-1336 The people who can help you with your material handling needs Fact! A note about our references.
1 2 MET-FAB FABRICATION & MACHINE, INC. P.O. Box 363, Batavia, Ohio 45103 Ph. (513) 724-3715 Fax (513) 724-1336 The people who can help you with your material handling needs Fact! A note about our references.
Queuing Theory 1.1 Introduction
 Queuing Theory 1.1 Introduction A common situation occurring in everyday life is that of queuing or waiting in a line. Queues (waiting lines) are usually seen at bus stop, ticket booths, doctor s clinics,
Queuing Theory 1.1 Introduction A common situation occurring in everyday life is that of queuing or waiting in a line. Queues (waiting lines) are usually seen at bus stop, ticket booths, doctor s clinics,
White Paper Using S-Curves to improve Project Performance
 White Paper Using S-Curves to improve Project Performance Ever increasing pressure on businesses to deliver projects on time and to budget means that accurate monitoring of progress, resources and costs
White Paper Using S-Curves to improve Project Performance Ever increasing pressure on businesses to deliver projects on time and to budget means that accurate monitoring of progress, resources and costs
Overview of standardized work Introduction to standardized work Objective of standardized work Elements of standardized work Takt time Cycle time
 Overview of standardized work Introduction to standardized work Objective of standardized work Elements of standardized work Takt time Cycle time Standard time Time Study on Continuous Observation Standardized
Overview of standardized work Introduction to standardized work Objective of standardized work Elements of standardized work Takt time Cycle time Standard time Time Study on Continuous Observation Standardized
Chapter 7. Process Analysis and Diagramming
 Chapter 7 Process Analysis and Diagramming Chapter 5 introduced the concept of business process composition as an aspect of process design. But how can you recognize a process in a description of some
Chapter 7 Process Analysis and Diagramming Chapter 5 introduced the concept of business process composition as an aspect of process design. But how can you recognize a process in a description of some
OPERATIONS RESEARCH Code: MB0048. Section-A
 Time: 2 hours OPERATIONS RESEARCH Code: MB0048 Max.Marks:140 Section-A Answer the following 1. Which of the following is an example of a mathematical model? a. Iconic model b. Replacement model c. Analogue
Time: 2 hours OPERATIONS RESEARCH Code: MB0048 Max.Marks:140 Section-A Answer the following 1. Which of the following is an example of a mathematical model? a. Iconic model b. Replacement model c. Analogue
Line of balance programming
 Line of balance programming 1. INTRODUCTION Most contractors are familiar with programming a single project where a critical path analysis or, more likely, a bar chart is drawn up indicating what activities
Line of balance programming 1. INTRODUCTION Most contractors are familiar with programming a single project where a critical path analysis or, more likely, a bar chart is drawn up indicating what activities
HTS Report. d2-r. Test of Attention Revised. Technical Report. Another Sample ID Date 14/04/2016. Hogrefe Verlag, Göttingen
 d2-r Test of Attention Revised Technical Report HTS Report ID 467-500 Date 14/04/2016 d2-r Overview 2 / 16 OVERVIEW Structure of this report Narrative Introduction Verbal interpretation of standardised
d2-r Test of Attention Revised Technical Report HTS Report ID 467-500 Date 14/04/2016 d2-r Overview 2 / 16 OVERVIEW Structure of this report Narrative Introduction Verbal interpretation of standardised
JOB INSTRUCTION. Instructors Guide Session 3
 JOB INSTRUCTION Instructors Guide Session 3 SESSION 3 - INSTRUCTIONS It is important to read this manual and have a clear understanding of the contents, prior to the start of training. Before the session
JOB INSTRUCTION Instructors Guide Session 3 SESSION 3 - INSTRUCTIONS It is important to read this manual and have a clear understanding of the contents, prior to the start of training. Before the session
The 5S Philosophy. A better Work Environment for Everyone
 The 5S Philosophy A better Work Environment for Everyone TOPICS 5S PHILOSOPHY WHY 5S 5S OBJECTIVES PURPOSE OF 5S ELEMENTS OF 5S SORTING SYSTEMATIC ARRANGEMENT SPIC AND SPAN STANDARDISATION SELF DISCIPLINE
The 5S Philosophy A better Work Environment for Everyone TOPICS 5S PHILOSOPHY WHY 5S 5S OBJECTIVES PURPOSE OF 5S ELEMENTS OF 5S SORTING SYSTEMATIC ARRANGEMENT SPIC AND SPAN STANDARDISATION SELF DISCIPLINE
Engaging All Employees to Eliminate the Eight Wastes
 Engaging All Employees to Eliminate the Eight Wastes Abstract Charles Aubrey Vice President, Anderson Pharmaceutical Packaging, USA Kaizen means continuous improvement in Japanese. It has become closely
Engaging All Employees to Eliminate the Eight Wastes Abstract Charles Aubrey Vice President, Anderson Pharmaceutical Packaging, USA Kaizen means continuous improvement in Japanese. It has become closely
360 SIMS AUTOMOTIVE SOLUTIONS MAP SMART INLINE MEASUREMENT SOLUTIONS
 AUTOMOTIVE SOLUTIONS MAP SMART INLINE MEASUREMENT SOLUTIONS APPLICATIONS AND CELL CONFIGURATIONS AUTOMOTIVE OEM AND SUPPLIER BENEFITS AND ROI CONSIDERATIONS for Underbody/BiW for Closures / Subassemblies
AUTOMOTIVE SOLUTIONS MAP SMART INLINE MEASUREMENT SOLUTIONS APPLICATIONS AND CELL CONFIGURATIONS AUTOMOTIVE OEM AND SUPPLIER BENEFITS AND ROI CONSIDERATIONS for Underbody/BiW for Closures / Subassemblies
Bulk Deformation Processes
 Bulk Deformation Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What is Bulk Deformation? Classification of Bulk Deformation Processes Types
Bulk Deformation Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What is Bulk Deformation? Classification of Bulk Deformation Processes Types
Backer Box INSTALLATION
 Backer Box INSTALLATION & BUILDING GUIDE 10.625" 17.5" Green Glue Cement Board Light Fixture 7/16 OSB 1 Building a Backer Box We all love the look of the light from an array of recessed ceiling cans. Be
Backer Box INSTALLATION & BUILDING GUIDE 10.625" 17.5" Green Glue Cement Board Light Fixture 7/16 OSB 1 Building a Backer Box We all love the look of the light from an array of recessed ceiling cans. Be
CONCEPTUAL DESIGN OF AN AUTOMATED REAL-TIME DATA COLLECTION SYSTEM FOR LABOR-INTENSIVE CONSTRUCTION ACTIVITIES
 CONCEPTUAL DESIGN OF AN AUTOMATED REAL-TIME DATA COLLECTION SYSTEM FOR LABOR-INTENSIVE CONSTRUCTION ACTIVITIES H. Randolph Thomas The Pennsylvania State University Research Building B University Park,
CONCEPTUAL DESIGN OF AN AUTOMATED REAL-TIME DATA COLLECTION SYSTEM FOR LABOR-INTENSIVE CONSTRUCTION ACTIVITIES H. Randolph Thomas The Pennsylvania State University Research Building B University Park,
Activplant essentials
 DATASHEET Activplant essentials The toolkit to build your custom MES solution. ActivEssentials the manufacturing operations platform. ActivEssentials lies at the heart of the Activplant solution, where
DATASHEET Activplant essentials The toolkit to build your custom MES solution. ActivEssentials the manufacturing operations platform. ActivEssentials lies at the heart of the Activplant solution, where
7.9.6 Magnetic Poles. 85 minutes. 117 marks. Page 1 of 37
 7.9.6 Magnetic Poles 85 minutes 117 marks Page 1 of 37 Q1. The diagram shows an electromagnet used in a door lock. (a) The push switch is closed and the door unlocks. Explain in detail how this happens.
7.9.6 Magnetic Poles 85 minutes 117 marks Page 1 of 37 Q1. The diagram shows an electromagnet used in a door lock. (a) The push switch is closed and the door unlocks. Explain in detail how this happens.
Productivity Improvement Techniques in Apparel Manufacturing Industry
 Productivity Improvement Techniques in Apparel Manufacturing Industry Introduction In this article, a study was conducted in the sewing section under a garment manufacturing company. We have mentioned
Productivity Improvement Techniques in Apparel Manufacturing Industry Introduction In this article, a study was conducted in the sewing section under a garment manufacturing company. We have mentioned
PRACTICE PROBLEM SET Topic 1: Basic Process Analysis
 The Wharton School Quarter II The University of Pennsylvania Fall 1999 PRACTICE PROBLEM SET Topic 1: Basic Process Analysis Problem 1: Consider the following three-step production process: Raw Material
The Wharton School Quarter II The University of Pennsylvania Fall 1999 PRACTICE PROBLEM SET Topic 1: Basic Process Analysis Problem 1: Consider the following three-step production process: Raw Material
Line Balancing through Cycle Time Reduction
 International Journal of Advance Industrial Engineering E-ISSN 2320 5539 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijaie/ Research Article Kanagaraj A #, Vivek C #,
International Journal of Advance Industrial Engineering E-ISSN 2320 5539 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijaie/ Research Article Kanagaraj A #, Vivek C #,
Project: Simulation of parking lot in Saint-Petersburg Airport
 Project: Simulation of parking lot in Saint-Petersburg Airport worked by: Khabirova Maja Course: 4IT496 SImulation of Systems VŠE, FIS-KI 2012 1. Problem definition 1.1 Introduction Anyone who has ever
Project: Simulation of parking lot in Saint-Petersburg Airport worked by: Khabirova Maja Course: 4IT496 SImulation of Systems VŠE, FIS-KI 2012 1. Problem definition 1.1 Introduction Anyone who has ever
Experiment 2b X-Ray Diffraction* Optical Diffraction Experiments
 * Experiment 2b X-Ray Diffraction* Adapted from Teaching General Chemistry: A Materials Science Companion by A. B. Ellis et al.: ACS, Washington, DC (1993). Introduction Inorganic chemists, physicists,
* Experiment 2b X-Ray Diffraction* Adapted from Teaching General Chemistry: A Materials Science Companion by A. B. Ellis et al.: ACS, Washington, DC (1993). Introduction Inorganic chemists, physicists,
GUIDE SPECIFICATIONS CURA ADJUSTABLE REROOF FRAMING SYSTEMS SECTION REROOFING ADJUSTABLE FRAMING SYSTEM
 - --- -- ----..-------~------------------------------------ GUIDE SPECIFICATIONS CURA ADJUSTABLE REROOF FRAMING SYSTEMS SECTION 07415 REROOFING ADJUSTABLE FRAMING SYSTEM PART 1 - GENERAL 1.01 SCOPE A.
- --- -- ----..-------~------------------------------------ GUIDE SPECIFICATIONS CURA ADJUSTABLE REROOF FRAMING SYSTEMS SECTION 07415 REROOFING ADJUSTABLE FRAMING SYSTEM PART 1 - GENERAL 1.01 SCOPE A.
BPMN Guide Quick Start. by Bizagi BPM
 BPMN Guide Quick Start by Bizagi BPM Recruitment and Selection 1 Table of Contents Scope... 2 BPMN 2.0 Business Process Modeling Notation... 2 Why Is It Important To Model With BPMN?... 2 Introduction
BPMN Guide Quick Start by Bizagi BPM Recruitment and Selection 1 Table of Contents Scope... 2 BPMN 2.0 Business Process Modeling Notation... 2 Why Is It Important To Model With BPMN?... 2 Introduction
Demag cranes. The ideal solution for load handling in wind power installations
 Demag cranes The ideal solution for load handling in wind power installations Wind energy our future Demag stands for quality, efficiency and reliability at the highest level. Every crane and every component
Demag cranes The ideal solution for load handling in wind power installations Wind energy our future Demag stands for quality, efficiency and reliability at the highest level. Every crane and every component
Productivity Improvement
 Productivity Improvement Thailand seminar (modified) Limited to Thailand seminar use only Toshitsugu Nakai Japan Productivity Center 1 Contents What is productivity? IE method Analysis approach process
Productivity Improvement Thailand seminar (modified) Limited to Thailand seminar use only Toshitsugu Nakai Japan Productivity Center 1 Contents What is productivity? IE method Analysis approach process
SPECIAL CONTROL CHARTS
 INDUSTIAL ENGINEEING APPLICATIONS AND PACTICES: USES ENCYCLOPEDIA SPECIAL CONTOL CHATS A. Sermet Anagun, PhD STATEMENT OF THE POBLEM Statistical Process Control (SPC) is a powerful collection of problem-solving
INDUSTIAL ENGINEEING APPLICATIONS AND PACTICES: USES ENCYCLOPEDIA SPECIAL CONTOL CHATS A. Sermet Anagun, PhD STATEMENT OF THE POBLEM Statistical Process Control (SPC) is a powerful collection of problem-solving
THE PLAZA AT PPL CENTER ALLENTOWN, PA
 Introduction Moment Frame Analysis The moment frames in the Plaza for PPL Center were analyzed as four different systems defined by AISC: 1. Special Moment Frames 2. Intermediate Moment Frames 3. Ordinary
Introduction Moment Frame Analysis The moment frames in the Plaza for PPL Center were analyzed as four different systems defined by AISC: 1. Special Moment Frames 2. Intermediate Moment Frames 3. Ordinary
 RE
RE PRODUCTION PROCESS ANALYSIS ON MANUFACTURING OF HYDRAULIC GEAR PUMP
 PRODUCTION PROCESS ANALYSIS ON MANUFACTURING OF HYDRAULIC GEAR PUMP J.J.Kathiriya 1, V.D.Amareliya 2,S.H.Kapadiya 3 1 Department of mechanical, Shantilal Shah Engineering College, Bhavnagar, Gujarat, INDIA
PRODUCTION PROCESS ANALYSIS ON MANUFACTURING OF HYDRAULIC GEAR PUMP J.J.Kathiriya 1, V.D.Amareliya 2,S.H.Kapadiya 3 1 Department of mechanical, Shantilal Shah Engineering College, Bhavnagar, Gujarat, INDIA
Planning and installation instructions
 Planning and installation instructions Stofix Oy Ahlmaninkatu 2 E 40100 Jyväskylä Finland stofixgroup@stofix.com www.stofix.com 2 PLANNING AND INSTALLATION INSTRUCTIONS... 1 1 General... 3 2 Project Design...
Planning and installation instructions Stofix Oy Ahlmaninkatu 2 E 40100 Jyväskylä Finland stofixgroup@stofix.com www.stofix.com 2 PLANNING AND INSTALLATION INSTRUCTIONS... 1 1 General... 3 2 Project Design...
Journal of American Science 2015;11(5) Implementation of Lean Logistics in Apparel Manufacturing
 Implementation of Lean Logistics in Apparel Manufacturing") Implementation of Lean Logistics in Apparel Manufacturing Sherien N. El-Kateb Faculty of Engineering, Department of Textile Engineering, Alexandria University, Egypt k_sherien@yahoo.com Abstract: Is Lean
Implementation of Lean Logistics in Apparel Manufacturing Sherien N. El-Kateb Faculty of Engineering, Department of Textile Engineering, Alexandria University, Egypt k_sherien@yahoo.com Abstract: Is Lean
Estimating. Chapter 11 Estimating 11. 1
 11 Estimating Chapter 11 Estimating 11. 1 Estimating A. INTRODUCTION A material estimate is a list of the quantities of materials, sundries and accessories necessary for completely installing resilient
11 Estimating Chapter 11 Estimating 11. 1 Estimating A. INTRODUCTION A material estimate is a list of the quantities of materials, sundries and accessories necessary for completely installing resilient
Considerations for Planning and Scheduling. Howard W Penrose, Ph.D., CMRP President, SUCCESS by DESIGN
 Considerations for Planning and Scheduling Howard W Penrose, Ph.D., CMRP President, SUCCESS by DESIGN Introduction Planning and scheduling tasks tend to be based upon fixed times in both the internal and
Considerations for Planning and Scheduling Howard W Penrose, Ph.D., CMRP President, SUCCESS by DESIGN Introduction Planning and scheduling tasks tend to be based upon fixed times in both the internal and
Level 2- Lean Practitioner in Healthcare Course Workbook Part 4 Step 3. Table of Contents
 Table of Contents Introduction.... 3 Course Objectives.... 4 10 Steps to become a Lean Enterprise.... 5 Take the 30 Second Challenge.... 6 Step 3 Workplace Organization.... 8 The 5S Levels of Achievement....
Table of Contents Introduction.... 3 Course Objectives.... 4 10 Steps to become a Lean Enterprise.... 5 Take the 30 Second Challenge.... 6 Step 3 Workplace Organization.... 8 The 5S Levels of Achievement....
The entire document shall be read and understood before proceeding with a test. ISTA 3B Page 1 of 35
 Packaged-Products for Less-Than-Truckload (LTL) Shipment ISTA 3 Series General Simulation Performance Test PROCEDURE VERSION DATE Last TECHNICAL Change: MARCH 2017 Last EDITORIAL Change: MARCH 2017 For
Packaged-Products for Less-Than-Truckload (LTL) Shipment ISTA 3 Series General Simulation Performance Test PROCEDURE VERSION DATE Last TECHNICAL Change: MARCH 2017 Last EDITORIAL Change: MARCH 2017 For
Chapter 11. In-Time and Lean Production
 Chapter 11 Just-In In-Time and Lean Production What is JIT? Producing only what is needed, when it is needed A philosophy An integrated management system JIT s mandate: Eliminate all waste Basic Elements
Chapter 11 Just-In In-Time and Lean Production What is JIT? Producing only what is needed, when it is needed A philosophy An integrated management system JIT s mandate: Eliminate all waste Basic Elements
2. Test Records - All records of analysis and tests shall be kept in suitable forms approved by the Bureau of Indian Standards.
 Doc. STI 1848/6 January 1995 SCHEME OF TESTING AND INSPECTION FOR CERTIFICATION OF WRITING AND PRINTING PAPERS ACCORDING TO IS : 1848-1991 (Third Revision) (Amendment No.1 OF September 1993) 1. Laboratory
Doc. STI 1848/6 January 1995 SCHEME OF TESTING AND INSPECTION FOR CERTIFICATION OF WRITING AND PRINTING PAPERS ACCORDING TO IS : 1848-1991 (Third Revision) (Amendment No.1 OF September 1993) 1. Laboratory
COSMOS. Design to Prevent Fatigue. COSMOSWorks. SolidWorks Corporation. Introduction. What is Fatigue?
 WHITE PAPER Design to Prevent Fatigue COSMOSWorks CONTENTS Introduction What is Fatigue? 1 Determining the fatigue strength of materials 2 Methods for calculating fatigue life 4 Fatigue life calculation
WHITE PAPER Design to Prevent Fatigue COSMOSWorks CONTENTS Introduction What is Fatigue? 1 Determining the fatigue strength of materials 2 Methods for calculating fatigue life 4 Fatigue life calculation
FREIGHT ELEVATOR. Safe and reliable control system. Variable Voltage Variable Frequency (VVVF) traction machine. Wide door opening
 traction machine. Wide door opening") FREIGHT ELEVATOR Wide door opening FUJI-YIDA freight elevator possesses multi-panel door to get the widest door opening, which will facilitate the passing in and out of large goods. Light Curtain Protection
FREIGHT ELEVATOR Wide door opening FUJI-YIDA freight elevator possesses multi-panel door to get the widest door opening, which will facilitate the passing in and out of large goods. Light Curtain Protection
Seminar on Internal Audit by WIRC. Technical Session - 5 Report Writing. CA S. Swaminathan 19/August/2017
 Seminar on Internal Audit by WIRC Technical Session - 5 Report Writing CA S. Swaminathan 19/August/2017 Re-cap of Previous Sessions Session 1 : Internal Audit Methodology Session 2 : Risk based IA Plan
Seminar on Internal Audit by WIRC Technical Session - 5 Report Writing CA S. Swaminathan 19/August/2017 Re-cap of Previous Sessions Session 1 : Internal Audit Methodology Session 2 : Risk based IA Plan
FORM HEADWALL. FORM HEADWALL (floating) (floating) Installation Manual
 (floating) Installation Manual") FORM HEADWALL (floating) Installation Manual FORM HEADWALL (floating) OVERVIEW The Form is a UL-listed configurable headwall system. This system includes multiple horizontal equipment channels integrated
FORM HEADWALL (floating) Installation Manual FORM HEADWALL (floating) OVERVIEW The Form is a UL-listed configurable headwall system. This system includes multiple horizontal equipment channels integrated
LPI 56 Technical Guide
 LPI 56 Technical Guide Floor & Roof Applications Product Specifications & Design Values 2 Floor Tables 3 Uniform Floor Load (PLF) Tables: Simple s 4 Uniform Floor Load (PLF) Tables: Continuous s 5 Uniform
LPI 56 Technical Guide Floor & Roof Applications Product Specifications & Design Values 2 Floor Tables 3 Uniform Floor Load (PLF) Tables: Simple s 4 Uniform Floor Load (PLF) Tables: Continuous s 5 Uniform
Task Control for bpm'online. User Manual
 Task Control for bpm'online User Manual Index of Contents Task Control for bpm'online OVERVIEW 3 Installation 4 Activities form 6 Quick filters at the Activities section 8 Activities control 9 child tasks
Task Control for bpm'online User Manual Index of Contents Task Control for bpm'online OVERVIEW 3 Installation 4 Activities form 6 Quick filters at the Activities section 8 Activities control 9 child tasks
1) Introduction to Information Systems
 Introduction to Information Systems") 1) Introduction to Information Systems a) System: A set of related components, which can process input to produce a certain output. b) Information System (IS): A combination of hardware, software and telecommunication
1) Introduction to Information Systems a) System: A set of related components, which can process input to produce a certain output. b) Information System (IS): A combination of hardware, software and telecommunication
ILM Assignment on Managing Operations. Words: Your topic: ILM assignment on managing operations
 1 Your topic: ILM assignment on managing operations Your desired style of citation: Harvard Referencing Your educational level: Guaranteed First Class Refrencing Style: Harvard Referencing Number of page:
1 Your topic: ILM assignment on managing operations Your desired style of citation: Harvard Referencing Your educational level: Guaranteed First Class Refrencing Style: Harvard Referencing Number of page:
Oracle Utilities Analytics Dasboards for Distribution Analytics, Outage Analytics
 Oracle Utilities Analytics Dasboards for Distribution Analytics, Outage Analytics Metric Reference Guide Release 2.5.2 E49006-06 August 2015 Oracle Utilities Analytics Dasboards for Distribution Analytics,
Oracle Utilities Analytics Dasboards for Distribution Analytics, Outage Analytics Metric Reference Guide Release 2.5.2 E49006-06 August 2015 Oracle Utilities Analytics Dasboards for Distribution Analytics,
RAJESH NAIR DIRECTOR CALF-NDDB, ANAND, GUJARAT
 RAJESH NAIR DIRECTOR CALF-NDDB, ANAND, GUJARAT 1 Coverage Need of AQC in food testing laboratories Analytical quality system of food testing laboratories Relationship between Quality System, Quality Assurance
RAJESH NAIR DIRECTOR CALF-NDDB, ANAND, GUJARAT 1 Coverage Need of AQC in food testing laboratories Analytical quality system of food testing laboratories Relationship between Quality System, Quality Assurance
GRP System FX. The «all in one» railway surveying solution
 GRP System FX The «all in one» railway surveying solution Rail traffic without limits New challenges for railway construction and operation Borders open, centres of economic activity spread, people and
GRP System FX The «all in one» railway surveying solution Rail traffic without limits New challenges for railway construction and operation Borders open, centres of economic activity spread, people and
Supply Chain Design and Alignment
 Supply Chain Design and Alignment A supply chain let s a company move product from its source to its final consumption. Companies now use their supply chain as a competitive weapon to compete. The activities,
Supply Chain Design and Alignment A supply chain let s a company move product from its source to its final consumption. Companies now use their supply chain as a competitive weapon to compete. The activities,
Testing and Analysis
 Testing and Analysis Fatigue and Failure Testing of Elastomers for Analysis By Kurt Miller, Introduction Elastomeric materials in engineering applications experience complicated strains and stresses. They
Testing and Analysis Fatigue and Failure Testing of Elastomers for Analysis By Kurt Miller, Introduction Elastomeric materials in engineering applications experience complicated strains and stresses. They
Continuous Improvement Toolkit. Value Analysis
 Continuous Improvement Toolkit Value Analysis VA NVA The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking***
Continuous Improvement Toolkit Value Analysis VA NVA The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking***
Design of Experiments Approach for Improving Wire Bonding Quality
 Design of Experiments Approach for Improving Wire Quality Worlaluck Satianrangsarith and Mongkol Tirakanogsathit Abstract This study concerned with the use Experimental Design to analyze the quality problem
Design of Experiments Approach for Improving Wire Quality Worlaluck Satianrangsarith and Mongkol Tirakanogsathit Abstract This study concerned with the use Experimental Design to analyze the quality problem
Manufacturing Technology
 Measuring What Matters in Job Ready Assessment Blueprint Manufacturing Technology Test Code: 2084 / Version: 01 Copyright 2007 General Assessment Information Blueprint Contents General Assessment Information
Measuring What Matters in Job Ready Assessment Blueprint Manufacturing Technology Test Code: 2084 / Version: 01 Copyright 2007 General Assessment Information Blueprint Contents General Assessment Information
Shadow An Employee / Observe A Process
 Shadow An Employee / Observe A Process Allowing a student to observe an employee at work can be a great way of training the student to do a task by letting them see an experienced employee do it first.
Shadow An Employee / Observe A Process Allowing a student to observe an employee at work can be a great way of training the student to do a task by letting them see an experienced employee do it first.
Agent Portal User Manual. Vision 1.2 October 2010
 Agent Portal User Manual Vision 1.2 October 2010 Document No. 016 Version No. V1.2/1010/2 Copyright SpliceCom Ltd SpliceCom Ltd The Hall Business Centre, Berry Lane Chorleywood, Herts WD3 5EX Tel: 01923
Agent Portal User Manual Vision 1.2 October 2010 Document No. 016 Version No. V1.2/1010/2 Copyright SpliceCom Ltd SpliceCom Ltd The Hall Business Centre, Berry Lane Chorleywood, Herts WD3 5EX Tel: 01923
TF20 Tray Feeder. Instruction Manual. for JEDEC and IEC Standard Trays
 for JEDEC and IEC Standard Trays Instruction Manual 096-0243-003 Data I/O assumes no liability for errors, or for any incidental, consequential, indirect, or special damages, including, without limitation,
for JEDEC and IEC Standard Trays Instruction Manual 096-0243-003 Data I/O assumes no liability for errors, or for any incidental, consequential, indirect, or special damages, including, without limitation,
THE MISSING LINK - OBJECT ORIENTED ESTIMATING
 71 THE MISSING LINK - OBJECT ORIENTED ESTIMATING A PAPER BY AAFJE JANSEN-ROMIJN During the decision making process of investment projects, it is often not possible to wait for the final cost estimate,
71 THE MISSING LINK - OBJECT ORIENTED ESTIMATING A PAPER BY AAFJE JANSEN-ROMIJN During the decision making process of investment projects, it is often not possible to wait for the final cost estimate,
SAS Enterprise Guide: Point, Click and Run is all that takes
 ABSTRACT SAS Enterprise Guide: Point, Click and Run is all that takes Aruna Buddana, TiVo Inc, Alviso, CA The Audience Research and Measurement team at TiVo constantly collects and processes anonymous
ABSTRACT SAS Enterprise Guide: Point, Click and Run is all that takes Aruna Buddana, TiVo Inc, Alviso, CA The Audience Research and Measurement team at TiVo constantly collects and processes anonymous
1. This Section includes administrative and procedural requirements for contract closeout including, but not limited to, the following:
 SECTION 01700 - CONTRACT CLOSEOUT PART 1 - GENERAL 1.01 RELATED DOCUMENTS 1. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 1 Specification
SECTION 01700 - CONTRACT CLOSEOUT PART 1 - GENERAL 1.01 RELATED DOCUMENTS 1. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 1 Specification
INDUSTRIAL ENGINEERING
 1 P a g e AND OPERATION RESEARCH 1 BREAK EVEN ANALYSIS Introduction 5 Costs involved in production 5 Assumptions 5 Break- Even Point 6 Plotting Break even chart 7 Margin of safety 9 Effect of parameters
1 P a g e AND OPERATION RESEARCH 1 BREAK EVEN ANALYSIS Introduction 5 Costs involved in production 5 Assumptions 5 Break- Even Point 6 Plotting Break even chart 7 Margin of safety 9 Effect of parameters
A guide for business professionals to help improve the effectiveness of their POS display design and manufacturing journey.
 A guide for business professionals to help improve the effectiveness of their design and manufacturing journey. How to turn your project into a success In the business world, presentation is everything.
A guide for business professionals to help improve the effectiveness of their design and manufacturing journey. How to turn your project into a success In the business world, presentation is everything.
of iron. The bug has a magnet attached to its bottom. The magnet in the bug sticks to the door.
 reflect Look at this picture. The bug sticks to the refrigerator door. Why does the bug stick to the door? We know it s not a real bug, so something else must be making the bug stick there. Magnets stick
reflect Look at this picture. The bug sticks to the refrigerator door. Why does the bug stick to the door? We know it s not a real bug, so something else must be making the bug stick there. Magnets stick
INTERMEDIATE EXAMINATION GROUP II (SYLLABUS 2012)
") INTERMEDIATE EXAMINATION GROUP II (SYLLABUS 2012) SUGGESTED ANSWERS TO QUESTIONS DECEMBER 2016 Paper - 9: OPERATION MANAGEMENT AND INFORMATION SYSTEM Time Allowed : 3 Hours Full Marks : 100 The figures
INTERMEDIATE EXAMINATION GROUP II (SYLLABUS 2012) SUGGESTED ANSWERS TO QUESTIONS DECEMBER 2016 Paper - 9: OPERATION MANAGEMENT AND INFORMATION SYSTEM Time Allowed : 3 Hours Full Marks : 100 The figures
3D PRINTED PARTS FOR ENGINEERING AND OPERATIONS APPLICATIONS NATHAN LUCERO
 3D PRINTED PARTS FOR ENGINEERING AND OPERATIONS APPLICATIONS NATHAN LUCERO PRINTED PARTS AND THE FABRICATION GAP Facade engineering is a balance of using standard stock shapes when possible and introducing
3D PRINTED PARTS FOR ENGINEERING AND OPERATIONS APPLICATIONS NATHAN LUCERO PRINTED PARTS AND THE FABRICATION GAP Facade engineering is a balance of using standard stock shapes when possible and introducing
Men at Work in Conrad Liveris +61 (0)
") Men at Work in 2017 Conrad Liveris +61 (0)430 449 116 conrad.liveris@gmail.com Executive summary The workplace and economy is changing. Casualisation is the norm, industry development is focused on efficiency
Men at Work in 2017 Conrad Liveris +61 (0)430 449 116 conrad.liveris@gmail.com Executive summary The workplace and economy is changing. Casualisation is the norm, industry development is focused on efficiency
Systems for Strategic Management and Support
 University of Pisa MSc in Computer Engineering Systems for Strategic Management and Support LECTURE 16 http://www.iet.unipi.it/m.cimino/ssms/ Mario G.C.A. Cimino Department of Information Engineering III)
University of Pisa MSc in Computer Engineering Systems for Strategic Management and Support LECTURE 16 http://www.iet.unipi.it/m.cimino/ssms/ Mario G.C.A. Cimino Department of Information Engineering III)
Suspension System Data Center Ceiling Solutions
 Hardware That Needs to be Purchased Separately Screws are fine listed as shown: Min 1-1/4" or longer #8 Truss head self-tapping screws for attaching structural wall angle, lateral support bar 16" or 4"
Hardware That Needs to be Purchased Separately Screws are fine listed as shown: Min 1-1/4" or longer #8 Truss head self-tapping screws for attaching structural wall angle, lateral support bar 16" or 4"
An Exercise In Process Modeling
 IS 2000 PRINCIPLES OF INFORMATION SCIENCE An Exercise In Process Modeling Assignment 7 Jennifer Varavithaya 11/18/2014 1 Contents Data Collection Method... 3 Flow Chart... 4 Flow Chart Explanation... 5
IS 2000 PRINCIPLES OF INFORMATION SCIENCE An Exercise In Process Modeling Assignment 7 Jennifer Varavithaya 11/18/2014 1 Contents Data Collection Method... 3 Flow Chart... 4 Flow Chart Explanation... 5