Location Driven Business Monitoring and Optimization Solutions
|
|
|
- Ashlie Gibbs
- 5 years ago
- Views:
Transcription
1 Location Driven Business Monitoring and Optimization Solutions for Manufacturing Nicolai Karl at the RFID Journal LIVE! Europe 2010



2 Business what Business? Manufacturing non dynamic inflexible highly structured controlled off line in line partly controlled very flexible non structured highly dynamic 2
3 Monitoring Business when we say Business Monitoring, we mean Business activity monitoring (BAM) in combination with Business intelligence (BI) BAM BI business activity time 3
 is Gartner's term defining how we can provide real time access to critical business performance indicators to improve the speed and effectiveness of business")
4 Business activity monitoring (BAM) Do we want to view all activity on the shop floor? Better tell a BAM product what events interest you, e.g. signify that a business process is too slow or a policy is in danger of being violated, and let it alert you when those events happen. Business activity monitoring (BAM) is Gartner's term defining how we can provide real time access to critical business performance indicators to improve the speed and effectiveness of business operations. Source: Gartner Research Publication ID Number: LE from April

5 Business intelligence (BI) Business intelligence refers to computer based techniques used in spotting, digging out, and analyzing business data to provide historical, current, and predictive views of business operations Source: Common functions of business intelligence technologies are reporting, online analytical processing, analytics, data mining, business performance management, benchmarking, text mining, and predictive analytics Sample Dashboard using BI techniques Source: 5
6 What to look at in Manufacturing? Quality we are interested in Key Performance Indicators (KPI) to measure the performance against operational or strategic goals Overall Equipment Effectiveness (OEE) consisting of Availability, Quality and Performance gives us the framework. Availability available manufacturing time / scheduled manufacturing time good parts produced / parts started Performance (parts produced * cycle time)/ available manufacturing time 6

7 KPI s relating to Quality Process integrity Process order Tolerance verify that all process steps have been performed using the correct settings verify that all process steps have been performed in the correct sequence verify that all products have been produced in within the tolerance acceptable 7
8 KPI s relating to Performance Total Lead Time Manufacturing Lead Time Cycle Time total time from the time a purchase order is issued until the product is delivered at the purchaser total time from the beginning to end of a manufacturing process Buffer & Logistics Lead Time total time from the beginning to end of material preparation and transportation Order total time from the beginning to end of a manufacturing process step Start Manufacturing End Manufacturing Availability Delivery Point of Use Manufacturing Plant Buffers & Logistics Manufacturing Plant Production & Assembly Manufacturing Plant Buffers & Logistics Transport Customer Buffers & Logistics Buffers & Logistics Lead Time Manufacturing Lead Time Buffers & Logistics Lead Time Buffers & Logistics Lead Time Total Lead Time 8
9 Goals of business monitoring Provide an almost instantaneous view of reality through the capture of accurate, real time data of process steps identify actual start and end times measure actual total, buffer & logistics as well as manufacturing lead times measure cycle times identify process step order identify quantity of buffers as well as work in progress identify progression of the product against the industrial process provide synchronisation information Visibility is the key enabler for improving industrial flow and hence lean way of work takt pull zero variation improved flow 9
10 What data do we need? For each asset we need to know in real time process step name and time stamp whenever a process step begins whenever a process step ends And we need to know the planning data process step name and time stamp whenever a process step should begin whenever a process step should end In addition we could be interested in quality check results data indicating tolerance 10




11 Capture accurate data in real time? availability difficult availability no problem performance labor intensive performance no problem quality labor intensive quality no problem availability doable performance challenging quality challenging 11
12 Why don t use your ERP? (which is already in place) ERP systems are often not accurate (as operators have to manually input data and sometimes don t have the correct data at hand) ERP systems are not real time (as operators have to manually input data and don t do this as the events happen) ERP don t get the data about manufacturing process steps in the level of detail you d expect (as ERP systems tend to be extracting data from the shop floor to better accommodate the financial side of the business)
13 Material flow example of a semi automated, off line process Excerpt of a material flow in iron casting post processing, Fraunhofer ALI
14 Real time monitoring of semi automated, off line processes process steps are related to location (very often) by knowing where assets are, the process step can be deduced The idea is to continuously know the locations of assets while these are being moved through the industrial process Use a Real time Location System! to track your assets in real time either directly or indirectly by tracking equipment handlers in combination with using an identification technology
 emit UWB and conventional radio pulses to communicate with sensors active, battery powered (lifetime up to several years, depending")
 Sensing Hardware Network Sensors and Detectors Sensing hardware is")
 Middleware Software Ethernet Server A middleware software provides real time, interactive 3D models of the")

15 How Real time Location Systems work Mobile Nodes Tags Tags applied either to assets (for direct tracking) or to equipment handlers (indirect tracking) emit UWB and conventional radio pulses to communicate with sensors active, battery powered (lifetime up to several years, depending on application) UWB and conventional radio rugged (dust & water resistant) motion detector to instantly activate a stationary tag push button for interactive applications Wireless Links (UWB & Conventional Radio) Sensing Hardware Network Sensors and Detectors Sensing hardware is installed & connected into a building s existing network to calculate tags coordinates Manufacturing plant Mobile Detectors image courtesy of Airbus Cabled Link (Ethernet) Middleware Software Ethernet Server A middleware software provides real time, interactive 3D models of the coverage area to enabling Visual Management to analyse operations using the tags coordinate stream Middleware Software 3D Model Green Green dots dots are are the the tools tools moving moving in in 3D 3D and and in in real real time time with with accuracy accuracy of of 15cm 30cm screenshot of Ubisense Map
16 RTLS precise tracking mode UWB radio based continuous location tracking using TDOA + AOA Highly precise (up to ±30cm at reliability level >99% ) Moderate infrastructure (fixed readers) Tracking error indication
17 RTLS presence detection mode Conventional radio based presence detection using RSSI Room level / Spot detection precision Low infrastructure (fixed or mobile readers) Tracking error indication

18 RTLS multiple mode Common tag with UWB and conventional radio, GPS receiver Variable precision Control channel used for switching modes Sparse infrastructure for GPS data transfer to server Tracking error indication
19 Location Driven Monitoring The location middleware software is set up to use zones in the shop floor area. The zones can be stationary moving like e.g. a zone at a gate or around a machine like e.g. a zone around an asset Based on location tracking of tags, the monitoring zones are used to detect containment of assets to automatically generate events in case an asset enters or leaves a zone

20 Zone Monitoring Zones must be sized to accommodate both the precision of the RTLS and the variation in the process location!
21 Up to date positions of assets This information is a by product of Location Driven Monitoring!
22 Visual Industrial Process Tie process steps to the monitoring zones and set up schedules and up time asset types and assemblies process step attributes mandatory/optional percentage of product completion etc. process step sequence alerts process step dwell times (min/max/average) asset count for the process step (min/max) etc. plan import
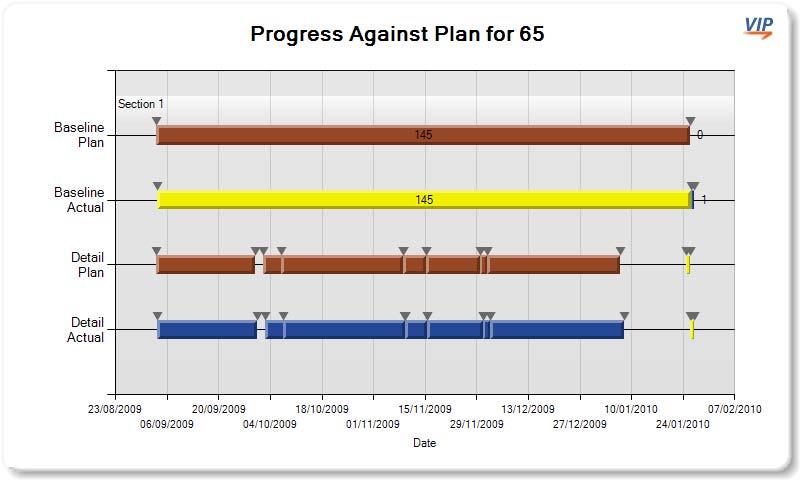
23 Visual Industrial Process And you get based on real time, location driven monitoring: an instant view of the whereabouts of your assets a Gantt chart style visualization of the manufacturing progress in the industrial process automatic alert notifications various reporting options



24 Visual Industrial Process may look like this Map View Panorama View Alert Log
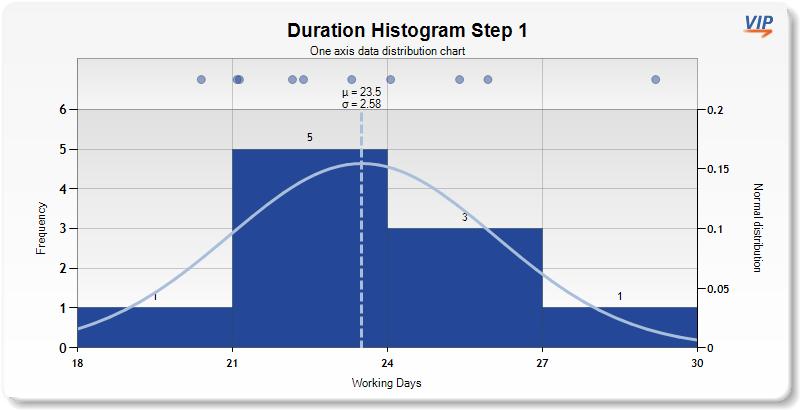


25 Visual Industrial Process Example reports
26 Who is using VIP? Airbus, EU Aston Martin, UK Cummins Engines, US




27 Airbus A380 pre final Assembly Plants Tracking Work In Progress Installation facts: 3 sites Sensors: 100 Tags: 210 Accuracy: 1m Problem A380 major component assemblies (e.g. fuselage sections, wings) are manufactured at different sites across Europe prior to final assembly in Toulouse and Hamburg. In order to react to customer and scheduling changes quickly and effectively, it is necessary to have an up to date view of the current process status of all MCAs at the central site. The Ubisense solution Sensors are mounted in the hangers to track tags fixed to the MCAs. The location data is aggregated locally and transmitted to a central server in Toulouse which then displays in schematic form each MCA and at which step it is in the assembly process. Result Track actual lead times and eliminate delays in reporting, identify quantity of WIP and track its location, compare assembly process vs plan, monitor and control buffer size, factory-tofactory synchronisation, enable impact assessment of re-ranking Enterprise Intranet Ubisense Visual Industrial Process Site 1 Site 2 Site 3 MCA Bay /Area association & process rules images found on flickr.com


.")


28 Aston Martin Car Plant Gaydon, UK Finishing Process Tracking Installation facts: Covered area m² m Sensors: 58 Accuracy: 50 cm in 2D Reliability: 99.9% Problem As cars come off-line into the finishing area, they can miss process steps leading to rework or become stuck in a step creating inventory build up. The Ubisense solution The Ubisense system tracks the vehicles as they come off-line and move through specific process stages (rolling road, wheel alignment, paint inspection, etc.). Defined rules specify the process order and dwell time thresholds (time spent in a step). Exceptions trigger alerts visible to shop-floor operators and reported on intranet. Result Time reduction and Work In Progress (WIP) throughput improvement as cars are always visible through the finish and rework process. Reduced rework and improved quality. Enterprise Intranet Ubisense Visual Industrial Process Vehicle Bay /Area association & process rules images from the official Aston Martin website


29 Questions? Find out more and see the VIP software at our booth! Nicolai Karl Senior Technical Sales Consultant Office Address Freie-Vogel-Strasse 393 D Dortmund Phone Mobile