Using Simulation in the Process Industries. Bennett Foster Sr. Consultant, DuPont Co.
|
|
|
- Naomi Hood
- 6 years ago
- Views:
Transcription
1 Using Simulation in the Process Industries Bennett Foster Sr. Consultant, DuPont Co.
2 What s different about the Process Industries? Processes are often difficult (and/or expensive) to start and stop Relatively fewer manufacturing steps than for assembly operations but very expensive equipment
3 What s different about the Process Industries? Order of production is often very important because of high transition costs (cleanup, waste disposal,...) and sometimes required transition products Product wheels are commonly used Product Family A Product Family C Product Family B

4 What s different about the Process Industries? Labor is typically used to monitor and service equipment: Adding labor frequently has little impact on production Very high labor utilization may lead to lower production due to equipment waiting for service Crew skills and cross training can be critical

5 What s different about the Process Industries? Toyota doesn t sell cars at an intermediate stage of production (except for parts) but... Process industries routinely sell both a finished product and one or more of the intermediates that go into that finished product (which has implications for setting inventory levels!)
6 What s different about the Process Industries? Frequently more cost effective to hold inventory in intermediate forms because greater product differentiation occurs as you get closer to finished products (paint, chemicals, sheet goods,...) Finished Products V Type Process Material Flow
 of containment Longer lead time for adding inventory space")
7 What s different about the Process Industries? Inventory: Cost (and imperative) of containment Longer lead time for adding inventory space Potential hazards sometimes dictate very small inventories
8 Discrete Event Simulation Computer simulation that jumps time from event to event - where an event is a change in the system such as batch start, batch completion, equipment failure,... (As opposed to continuous simulation that employ integration techniques and model processes which change continuously.)
9
10 Why simulate? Two main drivers: Variability ( randomness ) Shared resources
11 Why simulate? A (worthy!) goal of Lean operation is to drive out variation of all kinds in manufacturing systems Still randomness happens Customer demand Processing: equipment failures, yield losses,... Delivery: raw material arrival, between plants, to the customer
12 Why simulate? Limited in-process inventory increases production system interconnectedness Complexity & Interdependency - (heat exchanger fouling related to throughput, product transitions, processing rules, moving bottlenecks)
13 Why simulate? Shared resources equipment used in more than one system, people assigned to multiple lines,... Large scale systems -determining individual component impact on whole... Control dynamics - different rules for different system states...
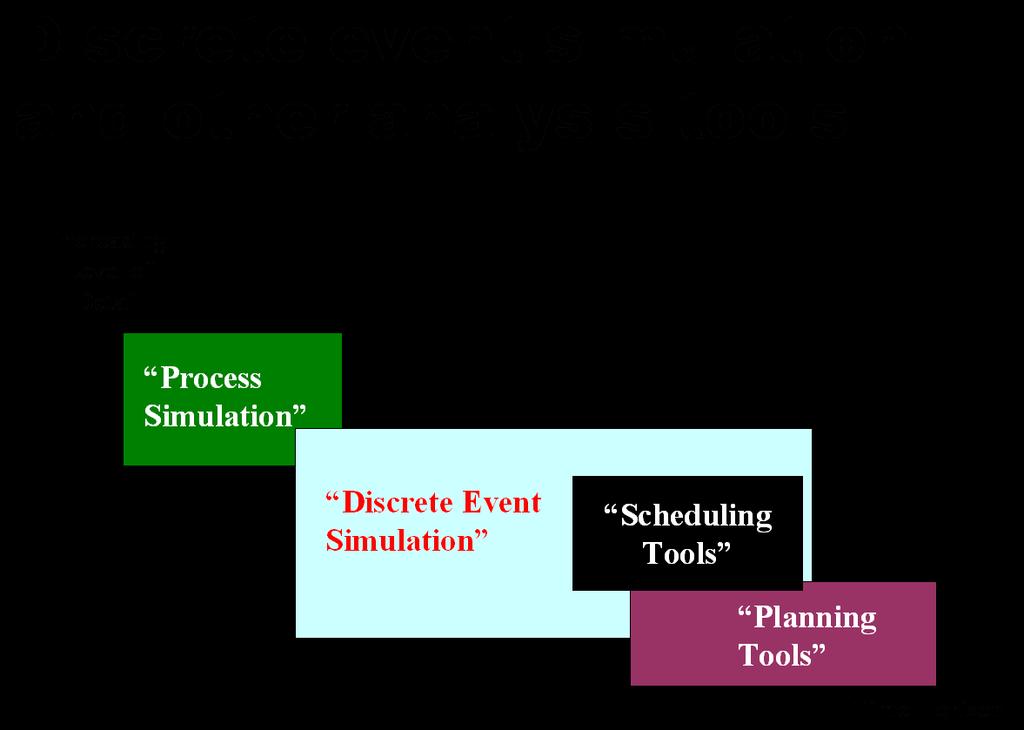
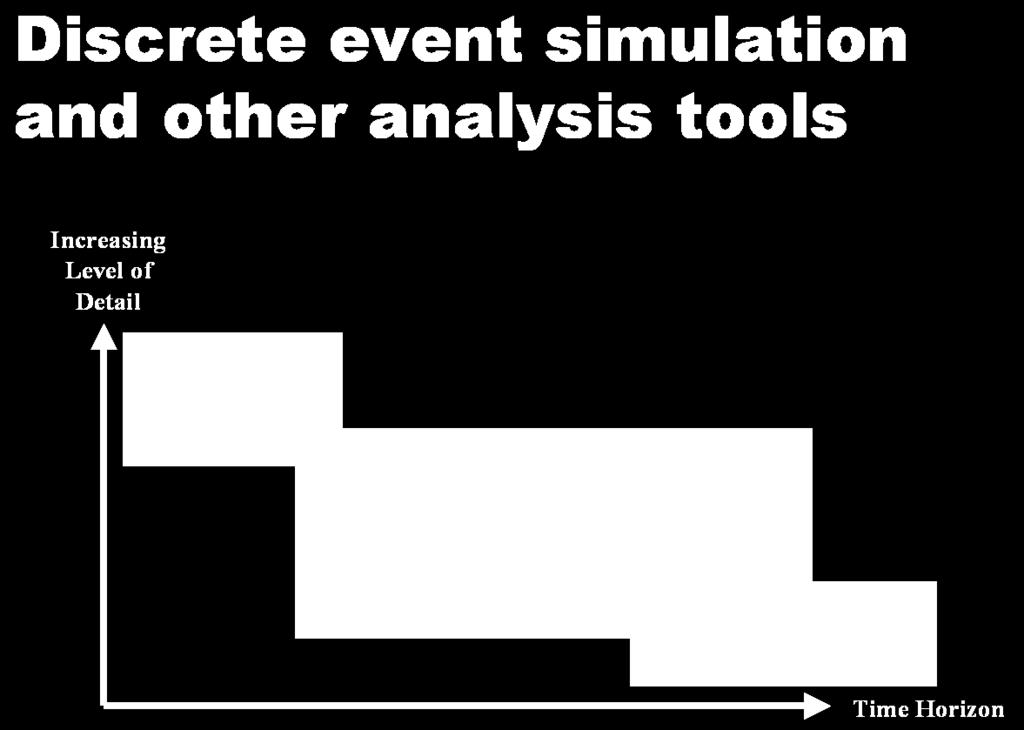
14 Why simulate? Simulation can be used to Span Multiple Planning Horizons and Levels Strategic Planning Strategic Plan Tactical Planning Simulation (Supply Chain) Modeling
15 Process Industry Transitions - Lengthy, Expensive, or Both Plug Flow requires processing transition material Batch thorough cleaning Transition cost and time often drives the use of product wheels
16 Why simulate? Why not just use statistics or queueing theory? The world is not linearly related or normally distributed... J.W. Schmidt Compound function variability frequently not amenable to statistical methods or queueing theory For instance the Bowersox formula for calculating safety stock does a good job if demand and production lead time are normally distributed and independent but what if lead time varies and amount delivered randomly varies from the order amount?
17 Why simulate? Won t Value Stream Mapping give us all of the high level analysis that we need? Value Stream Mapping (VSM) is always the place to start before doing a simulation. Sometimes VSM is adequate no simulation required. However, when there are a number of interacting random processes and/or substantial sharing of resources VSM is frequently not enough.
18 Simulation VSM: Randomness Uptime percentage is often not adequate for describing operations 90% uptime? Typically up for 9 hours and down for 1 hour? Or up for 9 months and down for 1 month? Takt implicitly assumes a steady demand. Lean operation calls for smoothed demand but sometimes it s just not very smooth. Customer demand variability (and leadtime) plus capacity utilization and uptime profile drive production and inventory strategy.
19 Value Stream Map - Disadvantages One product or product family at a time... Impact of product mix? Uptime expressed as a percent frequency and duration matter Only one transition time shown Shared resources Logic for sharing? Impact on storage? I x Cars x,xxx,xxx lbs (paid) for NVAx.x Days Weekly Schedule Ordered Frequency Spinning Machine (Lx or x, Lx) Production Planning T-xx Can be Auto -Charted Bonding Machine (Lx, Lx, Txx) I Slitters (x, x, x) I Belts Inspection C/T (mill) roll = xxx C/T (mill) roll = xxx sec C/T (sec /lb) = x.xx C/T (sec /lb) = x.x Rolls = xx Uptime = xx% I Uptime = xx% (High) Rise Uptime = xx% Uptime = xxx% Lbs. = xx,xxx xx,xxx sec. avail. (High) Rise Efficiency = xx% Efficiency = xx% xx,xxx sec. avail. (xx-xx min /roll /machine ) xx,xxx sec. avail. Rolls = xxx xx,xxx sec. avail. xxxx Lbs./Mill Roll c/o = x hour Rolls = xxx (xxmin /roll /machine ) Lbs. = x,xxx,xxx x Pkgs./Mill Roll xxxx c/o Lbs =./Mill x Roll waist = x-x min Lbs. = xxx,xxx c/o = x-xx min x,xxx locations x.xx sec /lb xxx sec /mill roll Production Model based on history and forcast Weekly Schedule Bonded Hot x min trasnport x.x Days x.xx sec /lb xxx sec /mill roll x.x Days Future Needs Report Charting Weekley Schedule MTOSAP COLT System x.x Days x.xx sec /lb xxx sec /mill roll x.x sec /lb xxx sec /mill roll CSC Wilmington Ship from Stock Stretch wrappers (x) C/T (sec /lb) = x.x Uptime = xx% xx,xxx sec. avail. C/T (sec /lb) = x.xx Uptime = xx% xx,xxx sec. avail. Daily Order Shipper C/T (sec /lb) = x.xx Uptime = xxx% xx,xxx sec. avail. I (Warehouse ) Lbs. = xx,xxx,xxx xx Days x.xx sec /lb x.xx sec /lb xxx sec /mill roll xxx sec /mill roll xx.x Days x.xx sec /lb xxxx sec /mill roll xx.x min /mill roll
20 Simulation VSM Lacks Multi-Product Detail VSM maps either a typical product or product group. More detail may be needed. Capacity at many (most?) manufacturing facilities is a function of product mix. Product proliferation is a fact of life as we find ways to differentiate products for special applications. The product mix changes!
21 Simulation VSM: Analysis Through Time Many industrial lines or plants exhibit some type of cyclic behavior due to order patterns, maintenance schedules, product scheduling techniques, or even process characteristics. When this behavior strongly impacts production (or ordering), then simulation analysis is probably indicated.
22 Potential Simulation Projects for Process Industry Operations
23 1. Plant Capacity Analysis Process industry plants often have multiple processing steps with little storage to buffer between the steps. Random outages, quality issues, and variable feedstocks all make capacity analysis difficult Simulation can provide a testbed for determining the impact of adding equipment and storage or changing operating rules

24 2. Transportation Fleet Sizing High cost of equipment Long order lead times for special tankcars, double/triple wall tanks, cryogenic spheres,... Highly variable shipping times (rail and sea) tie up equipment Interaction between on-site storage and shipping fleet capacities

25 3. Set Storage Requirements (WIP and Finished Product Inventories) Some Lean texts compare setting inventory standards to gradually lowering the water (inventory) level until you feel your boat gently touching bottom. A Process Industry planner may view that approach as taking the Exxon Valdes down the channel without radar or a depth finder. Simulation can provide the radar and depth finder!
26 3a. Examine Tradeoffs between Storage Capacity at Different Places in the Supply Chain In the process industries much of the product differentiation occurs late in the process. Therefore the tradeoff between work in process and finished goods may be favorable. Increasing downstream capacity for fast processing Finish to Order (similar to the Assemble to Order done by companies like Dell) may allow a reduction in finished product inventory.
27 4. Determine Labor Requirements Simulation is particularly useful for operators serving equipment that randomly needs attention Simulation models can be used to determine the $ value of merging crews (and responsibilities) and cross training.
28 5. Evaluate Complex Flow Rules and Serial Product Wheels Before Making Major Changes in the Plant Ovens Finish-to-Order Point 1 Final Stage Supermkt Finish-to-Order Point 3 Edge Trim Packaging Slitter #2 Short Lead Time SKUs Special Film Supermkt CUSTOMER Long Lead Time SKUs Coating Coated Film Supermkt Slitting #3 Finish-to-Order Point 2 Slit Buffer Layering Moving to a Pull system or other significant changes to operations involve a lot of decisions about how to run the different areas and how they interact. Simulation can test for practices that work and that don t work.
29 Building a Simulation Model 1. What should the simulation model cover? 2. At what level of detail should operations be modeled? 3. What simulation output to produce and how to use it.
30 Building a Model How Broad? (Covering What?) Flow through the system include raw materials delivery if an issue Include BOM and production steps Include in-process inventories (especially if pull ) Include finished product inventories Include independent demand
31 Building a Model Demand Data Demand what s in the demand data? (Does the data show accepted demand (shipments) or does it show actual demand? What s the difference? Why is it important? Here s how much I want This is what I ll agree to ship
32 Building a Model Demand Data Characterizing demand variability is critical: Order frequency Order size Seasonality, periodicity ( Monday effect ),... One way to capture this level of detail (at least for the past) is to use detailed historic order data


33 Building a Model Customer Service Follow customer orders in the model model when they arrive and when they are fulfilled Keep up with inventory and simulate Pull logic if used. Calculate inventory position including WIP and unfilled demand.
34 Building a Model Customer Service Define rules for filling demand (and for classifying when order fulfillment performance is subpar) FCFS?, Categories of customers? Order lead time your dock or theirs? Negotiable?
35 Building a Model Production Flow Production Facilities Rates - by product, by equipment? (other factors?) Shared with other product lines? Scheduled? Pumps, transfer lines, chillers,... Shared? Outages (unscheduled, scheduled,...)
36 Building a Model Inventories Inventories (at various levels) Finished product inventories Individual supermarkets Raw material order fulfillment?
37 Building a Model How Deep? Target the model to the problem. Include only enough detail to adequately describe production flow limits and variability (typically not modeling operators) Model in order to tell management where to look to improve the system (not necessarily how exactly to improve it a more detailed (and limited scope) model may be necessary for that).
38 Building a Model How Deep? Spend time on the floor to find out how flow really goes and how variable it is Find out what is holding up flow and model in enough detail to reflect that hold up.
39 Building a Model How Deep? Simulation models do not have to have equivalent level of detail in all areas: Model in more detail where there are known problems (suspected bottlenecks, holdups,...) Model in more detail if that detail is necessary for the model to have credibility with those charged with implementing the results
40 Building a Model How Deep? Detail is not your friend in simulation modeling just model what you need to (either for technical or credibility reasons) Just because you can model a particular situation in significant detail doesn t mean you should. Modeling a miracle occurs here and this product is produced in x hours may be o.k. (so long as you have a good handle on x )


41 Building a Model Shared Resources Example: Limited number of pumps and cleanup units to serve packers Silo-pump-cleanuppacker connections also limited Non-limiting areas modeled in much less detail
42 Building a Model Shared Resources Where there are shared resources and a resource is used by both the product group in your Pull project and a different product group see if you can get agreement on hours per week the other product group uses the resource when (days, shifts) those hours occur. Put a floor under performance of the shared resource it won t be worse than this... (You can t just keep extending the borders of the model!!!)


43 How do we USE simulation? Start by validating the model - typically a material balance check is necessary (but not sufficient)


44 How do we USE simulation? Also validate equipment overall utilization and downtime for baseline case(s). Note that individual unit utilizations may be different from reality due to allocation logic. But the overall utilization had better be right.



45 How do we USE simulation? Show both the running model and the results to experienced operating personnel. Does it pass the smell test? (Failing the smell test does not always mean the model is wrong but probably means you ll need to explain the odor before having the results accepted.)
46 How do we USE simulation? Use simulation to help design Lean systems: Classic Lean analysis encourages a cut and try approach that may not be appropriate for large scale Process Industry plants Large scale Process Industry investment encourages a more rigorous approach that explicitly considers variability - simulation


47 Simulation Analysis for Lean Implementation Analyze WIP waiting in front of equipment to determine problems with the system

48 Simulation Analysis for Lean Implementation Keep track of inventory WIP and finished products to determine where/when system is falling short
49 How do we USE simulation? Once you ve developed a system design, test the robustness of the system design to: Varying product demand Changes in product mix Variable equipment uptime

50 How do we USE simulation? Change supermarket sizes and note how customer service responds design the pull system to provide maximum customer service with minimum investment in inventory

51 How do we USE simulation? The Bottom Line : Determine how customer service changes with system changes (adding equipment, changing product mix, changing Kanban levels,...)
52 Comments and Questions?
Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation
 Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation Atanu Mukherjee, President, Dastur Business and Technology Consulting,
Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation Atanu Mukherjee, President, Dastur Business and Technology Consulting,
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007
 "Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
Best practices in demand and inventory planning
 whitepaper Best practices in demand and inventory planning WHITEPAPER Best Practices in Demand and Inventory Planning 2 about In support of its present and future customers, Aptean sponsored this white
whitepaper Best practices in demand and inventory planning WHITEPAPER Best Practices in Demand and Inventory Planning 2 about In support of its present and future customers, Aptean sponsored this white
Flow and Pull Systems
 Online Student Guide Flow and Pull Systems OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 BENEFITS OF FLOW AND PULL... 5 CLEARING ROADBLOCKS... 5 APPROACH
Online Student Guide Flow and Pull Systems OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 BENEFITS OF FLOW AND PULL... 5 CLEARING ROADBLOCKS... 5 APPROACH
The Future State Map. Future State. Map
 The Future State Map The Future State Map The purpose of value stream mapping is to highlight sources of waste and eliminate them by implementation of a future value stream that can become reality within
The Future State Map The Future State Map The purpose of value stream mapping is to highlight sources of waste and eliminate them by implementation of a future value stream that can become reality within
THE EVOLUTION OF LEAN
 THE EVOLUTION OF LEAN FROM CARS TO CHEMICALS TO SUPPLY CHAINS. AND BEYOND Peter L. King Lean Dynamics, LLC September 2014 PETER L KING BS Electrical Engineering Virginia Tech DuPont Company 42 years R
THE EVOLUTION OF LEAN FROM CARS TO CHEMICALS TO SUPPLY CHAINS. AND BEYOND Peter L. King Lean Dynamics, LLC September 2014 PETER L KING BS Electrical Engineering Virginia Tech DuPont Company 42 years R
IT 470a Six Sigma Chapter X
 Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Finished goods available to meet Takt time when variations in customer demand exist.
 Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
The Quality Group. All Rights Reserved
 Online Student Guide The Quality Group. All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 LEAN VALUE STREAM... 4 CALCULATING TAKT TIME... 5 TAKT TIME OVERVIEW... 5 TAKT
Online Student Guide The Quality Group. All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 LEAN VALUE STREAM... 4 CALCULATING TAKT TIME... 5 TAKT TIME OVERVIEW... 5 TAKT
Instructor Info: Bruce Gladwin, PMP, 6σBB VP, Commercial Products Office:
 Instructor Info: Bruce Gladwin, PMP, 6σBB VP, Commercial Products Office: 801.223.4639 bgladwin@promodel.com 1 Materials for this Session Value Stream Mapping vs. Process Simulation Discuss Case Model
Instructor Info: Bruce Gladwin, PMP, 6σBB VP, Commercial Products Office: 801.223.4639 bgladwin@promodel.com 1 Materials for this Session Value Stream Mapping vs. Process Simulation Discuss Case Model
Best Practices in Demand and Inventory Planning
 W H I T E P A P E R Best Practices in Demand and Inventory Planning for Chemical Companies Executive Summary In support of its present and future customers, CDC Software sponsored this white paper to help
W H I T E P A P E R Best Practices in Demand and Inventory Planning for Chemical Companies Executive Summary In support of its present and future customers, CDC Software sponsored this white paper to help
JUST IN TIME. Manuel Rincón, M.Sc. October 22nd, 2004
 JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
Drum Buffer-Rope. Skorkovský. Based on : R. Holt, Ph.D., PE
 Drum Buffer-Rope Skorkovský Based on : R. Holt, Ph.D., PE Traditional Approach: Divide and Conquer Division of Labor breaks down linkages complex systems into manageable chunks. Which is harder to manage?
Drum Buffer-Rope Skorkovský Based on : R. Holt, Ph.D., PE Traditional Approach: Divide and Conquer Division of Labor breaks down linkages complex systems into manageable chunks. Which is harder to manage?
Value Stream Mapping Train the Trainer
 Value Stream Mapping Train the Trainer Information For A Process Data Box (to be collected on the shop floor) Cycle time Changeover time Process reliability (uptime) Scrap/Rework/Defect rate Number of
Value Stream Mapping Train the Trainer Information For A Process Data Box (to be collected on the shop floor) Cycle time Changeover time Process reliability (uptime) Scrap/Rework/Defect rate Number of
Value Stream Mapping
 Value Stream Mapping Dr. Bob Gee Dean Scott Bonney Professor William G. Journigan American Meridian University 1 Learning Objectives Upon successful completion of this module, the student should be able
Value Stream Mapping Dr. Bob Gee Dean Scott Bonney Professor William G. Journigan American Meridian University 1 Learning Objectives Upon successful completion of this module, the student should be able
PLUS VALUE STREAM MAPPING
 LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
Lean Principles. Jerry D. Kilpatrick. This article was originally written for and published by MEP Utah in 2003 (
 Lean Principles By Jerry D. Kilpatrick This article was originally written for and published by MEP Utah in 2003 (www.mep.org) Page 1 of 6 Introduction Lean operating principles began in manufacturing
Lean Principles By Jerry D. Kilpatrick This article was originally written for and published by MEP Utah in 2003 (www.mep.org) Page 1 of 6 Introduction Lean operating principles began in manufacturing
SCM 302 OPERATIONS MANAGEMENT JIT
 SCM 302 OPERATIONS MANAGEMENT JIT 2 Agenda for this Module 1. Define just-in-time, TPS, and lean operations 2. Define the seven wastes and the 5Ss 3. Explain JIT partnerships 4. Determine optimal setup
SCM 302 OPERATIONS MANAGEMENT JIT 2 Agenda for this Module 1. Define just-in-time, TPS, and lean operations 2. Define the seven wastes and the 5Ss 3. Explain JIT partnerships 4. Determine optimal setup
Outline. Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations
 JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
Knowing how to identify fake flow develops your eyes for recognizing continuous flow
 COVER STORY Knowing how to identify fake flow develops your eyes for recognizing continuous flow By Rick Harris You read the books, took the seminars, and brought your new knowledge back to the factory
COVER STORY Knowing how to identify fake flow develops your eyes for recognizing continuous flow By Rick Harris You read the books, took the seminars, and brought your new knowledge back to the factory
Energy Savings through Lean Thinking. Learning to See through Value Stream Mapping
 Learning to See through Value Stream Mapping Value Stream Mapping Continuous Improvement Teams Pull/Kanban Cellular/Flow Changeover Reduction Batch Reduction Visual Control Supermarkets Quality 5S Standard
Learning to See through Value Stream Mapping Value Stream Mapping Continuous Improvement Teams Pull/Kanban Cellular/Flow Changeover Reduction Batch Reduction Visual Control Supermarkets Quality 5S Standard
Lean Initiatives in Metalcasting at ME Elecmetal
 Lean Initiatives in Metalcasting at ME Elecmetal TPPEN Presentation August 2014 ME Elecmetal - Duluth Facility Loren Auch Process Engineer Justin Meller Sr. Industrial Engineer Overview Introduction to
Lean Initiatives in Metalcasting at ME Elecmetal TPPEN Presentation August 2014 ME Elecmetal - Duluth Facility Loren Auch Process Engineer Justin Meller Sr. Industrial Engineer Overview Introduction to
Supply Chain VideoCast
 Supply Chain VideoCast Building Smarter Consumer Goods Supply Chain Videocast Series Part III: Agility in Consumer Goods Demand Driven Manufacturing Broadcast Made Possible by: Making Retail Smarter and
Supply Chain VideoCast Building Smarter Consumer Goods Supply Chain Videocast Series Part III: Agility in Consumer Goods Demand Driven Manufacturing Broadcast Made Possible by: Making Retail Smarter and
Subbu Ramakrishnan. Manufacturing Finance with SAP. ERP Financials. Bonn Boston
 Subbu Ramakrishnan Manufacturing Finance with SAP ERP Financials Bonn Boston Contents at a Glance 1 Overview of Manufacturing Scenarios Supported by SAP... 25 2 Overview of Finance Activities in a Make-to-Stock
Subbu Ramakrishnan Manufacturing Finance with SAP ERP Financials Bonn Boston Contents at a Glance 1 Overview of Manufacturing Scenarios Supported by SAP... 25 2 Overview of Finance Activities in a Make-to-Stock
Justifying Simulation. Why use simulation? Accurate Depiction of Reality. Insightful system evaluations
 Why use simulation? Accurate Depiction of Reality Anyone can perform a simple analysis manually. However, as the complexity of the analysis increases, so does the need to employ computer-based tools. While
Why use simulation? Accurate Depiction of Reality Anyone can perform a simple analysis manually. However, as the complexity of the analysis increases, so does the need to employ computer-based tools. While
Value Stream Mapping in the Converting Industry. Lance Cullen October 22 nd, 2012
 Value Stream Mapping in the Converting Industry Lance Cullen October 22 nd, 2012 Topics to be Covered 2 1. Why VSM? 2. VSM Overview and Basics 3. VSM in Action 4. Conclusion 5. Questions? Traditional Supply
Value Stream Mapping in the Converting Industry Lance Cullen October 22 nd, 2012 Topics to be Covered 2 1. Why VSM? 2. VSM Overview and Basics 3. VSM in Action 4. Conclusion 5. Questions? Traditional Supply
A Thought Leadership White Paper By Howard W. Coleman, MCA Associates
 Do Wholesale Distributors Really Need Better Forecasting? Exploit the Constraints - Lean Thinking Can Take Time and Cost Out of Your Inventory and Supply Chain A Thought Leadership White Paper By Howard
Do Wholesale Distributors Really Need Better Forecasting? Exploit the Constraints - Lean Thinking Can Take Time and Cost Out of Your Inventory and Supply Chain A Thought Leadership White Paper By Howard
Development of Lean Enterprise Simulation Tools
 Development of Lean Enterprise Simulation Tools NSRP Program Dr. Alok K. Verma P.E., CMfgE Ray Ferrari Professor & Principle Investigator Old Dominion University William McHenry Lean Training Coordinator
Development of Lean Enterprise Simulation Tools NSRP Program Dr. Alok K. Verma P.E., CMfgE Ray Ferrari Professor & Principle Investigator Old Dominion University William McHenry Lean Training Coordinator
SOME TYPICAL REAL BENEFITS Some benefits I have seen companies achieve with simulation modeling as part of their approach include
 G-07 James J. Curry Simulation Modeling in Lean Programs This presentation provides examples where simulation modeling was used as a tool in lean improvement programs, as a complement to other techniques
G-07 James J. Curry Simulation Modeling in Lean Programs This presentation provides examples where simulation modeling was used as a tool in lean improvement programs, as a complement to other techniques
Case Study. Cosma International improves systems through collaboration with Solarsoft. Customer Spotlight.
 Case Study Cosma International improves systems through collaboration with Solarsoft Customer Spotlight Victor Manufacturing (Cosma) Tier-1 supplier of automotive assemblies A division of Magna International
Case Study Cosma International improves systems through collaboration with Solarsoft Customer Spotlight Victor Manufacturing (Cosma) Tier-1 supplier of automotive assemblies A division of Magna International
SIMUL8-PLANNER FOR COMPOSITES MANUFACTURING
 Proceedings of the 2006 Winter Simulation Conference L. F. Perrone, F. P. Wieland, J. Liu, B. G. Lawson, D. M. Nicol, and R. M. Fujimoto, eds. SIMUL8-PLANNER FOR COMPOSITES MANUFACTURING Kim Hindle Project
Proceedings of the 2006 Winter Simulation Conference L. F. Perrone, F. P. Wieland, J. Liu, B. G. Lawson, D. M. Nicol, and R. M. Fujimoto, eds. SIMUL8-PLANNER FOR COMPOSITES MANUFACTURING Kim Hindle Project
An Optimized and Integrated Supply Chain Planning Architecture for Paper and Film Manufacturers
 An Optimized and Integrated Supply Chain ning Architecture for Paper and Film Manufacturers Bart Van de Velde Executive Vice President OM Partners USA 1700 Water Place SE, Ste 304 Atlanta, GA 30339 USA
An Optimized and Integrated Supply Chain ning Architecture for Paper and Film Manufacturers Bart Van de Velde Executive Vice President OM Partners USA 1700 Water Place SE, Ste 304 Atlanta, GA 30339 USA
Nine Ways Food and Beverage Companies Can Use Supply Chain Design to Drive Competitive Advantage
 White Paper Nine Ways Food and Beverage Companies Can Use Supply Chain Design to Drive Competitive Advantage From long-term, strategic decision-making to tactical production planning, supply chain modeling
White Paper Nine Ways Food and Beverage Companies Can Use Supply Chain Design to Drive Competitive Advantage From long-term, strategic decision-making to tactical production planning, supply chain modeling
Push and Pull Production Systems
 Push and Pull Production Systems The Key Difference Between Push and Pull You say yes. I say no. You say stop. and I say go, go, go! Push Systems: schedule work releases based on demand. inherently due-date
Push and Pull Production Systems The Key Difference Between Push and Pull You say yes. I say no. You say stop. and I say go, go, go! Push Systems: schedule work releases based on demand. inherently due-date
Key Steps in Implementing a Kaizen Event
 Northeast Supply Chain Conference Key Steps in Implementing a Kaizen Event Tom McBride Partners for Creative Solutions, Inc. (508) 845-1546 What We Will Cover What are kaizen events? Choosing the best
Northeast Supply Chain Conference Key Steps in Implementing a Kaizen Event Tom McBride Partners for Creative Solutions, Inc. (508) 845-1546 What We Will Cover What are kaizen events? Choosing the best
Manufacturing Resource Planning
 Outline Manufacturing Resource Planning MRP The Strategic Importance of Short- Term Scheduling Scheduling Issues Forward and Backward Scheduling Scheduling Criteria Outline Continued Scheduling Process-Focused
Outline Manufacturing Resource Planning MRP The Strategic Importance of Short- Term Scheduling Scheduling Issues Forward and Backward Scheduling Scheduling Criteria Outline Continued Scheduling Process-Focused
OM (Fall 2016) Outline
 Outline") Lean Operations Outline Global Company Profile: Toyota Motor Corporation Lean Operations Lean and Just-in-Time Lean and the Toyota Production System Lean Organizations Lean in Services 2 Toyota Motor Corporation
Lean Operations Outline Global Company Profile: Toyota Motor Corporation Lean Operations Lean and Just-in-Time Lean and the Toyota Production System Lean Organizations Lean in Services 2 Toyota Motor Corporation
The basic concept of waste
 The basic concept of waste Waste Value-adding Customer demand Value stream = all processes and work steps between withdrawal of raw material and delivery of finished good Customer satisfaction The customer
The basic concept of waste Waste Value-adding Customer demand Value stream = all processes and work steps between withdrawal of raw material and delivery of finished good Customer satisfaction The customer
Outline. Pull Manufacturing. Push Vs. Pull Scheduling. Inventory Hides Problems. Lowering Inventory Reveals Problems
 Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
GE Intelligent Platforms. Resource Intensity The Metric That Links Operational and Sustainability Goals
 GE Intelligent Platforms Resource Intensity The Metric That Links Operational and Sustainability Goals Resource Intensity The Metric That Links Operational and Sustainability Goals Introduction As manufacturing
GE Intelligent Platforms Resource Intensity The Metric That Links Operational and Sustainability Goals Resource Intensity The Metric That Links Operational and Sustainability Goals Introduction As manufacturing
Drum Buffer-Rope. Based on : R. Holt, Ph.D., PE
 Drum Buffer-Rope Based on : R. Holt, Ph.D., PE Traditional Approach: Divide and Conquer Division of Labor breaks down linkages complex systems into manageable chunks. Which is harder to manage? Left or
Drum Buffer-Rope Based on : R. Holt, Ph.D., PE Traditional Approach: Divide and Conquer Division of Labor breaks down linkages complex systems into manageable chunks. Which is harder to manage? Left or
Lean manufacturing concept: the main factor in improving manufacturing performance a case study
 Int. J. Manufacturing Technology and Management, Vol. 17, No. 4, 2009 353 Lean manufacturing concept: the main factor in improving manufacturing performance a case study N. Zakuan* Lecturer, UTHM, Parit
Int. J. Manufacturing Technology and Management, Vol. 17, No. 4, 2009 353 Lean manufacturing concept: the main factor in improving manufacturing performance a case study N. Zakuan* Lecturer, UTHM, Parit
MSMGT 782 Lesson 2 Important note: Transcripts are not substitutes for textbook assignments.
 MSMGT 782 Lesson 2 Important note: Transcripts are not substitutes for textbook assignments. Supply chain cost to serve analysis is really the powerful tool that we use to weed out alternatives on how
MSMGT 782 Lesson 2 Important note: Transcripts are not substitutes for textbook assignments. Supply chain cost to serve analysis is really the powerful tool that we use to weed out alternatives on how
Implementation of Kanban based Pull Production in Finish Match Grinding Lines
 Implementation of Kanban based Pull Production in Finish Match Grinding Lines Vishwanath V K 1 M.Tech student, Department of Industrial Engineering M S Ramaiah Institute of Technology Bangalore, India
Implementation of Kanban based Pull Production in Finish Match Grinding Lines Vishwanath V K 1 M.Tech student, Department of Industrial Engineering M S Ramaiah Institute of Technology Bangalore, India
PRODUCTION SCHEDULING PART-A
 PRODUCTION SCHEDULING PART-A 1. List out any five priority sequencing rules. (Nov-2017) First come, first served (FCFS) Last come, first served (LCFS) Earliest due date (EDD) Shortest processing time (SPT)
PRODUCTION SCHEDULING PART-A 1. List out any five priority sequencing rules. (Nov-2017) First come, first served (FCFS) Last come, first served (LCFS) Earliest due date (EDD) Shortest processing time (SPT)
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
Generic Case Study. Initial Condition. 1. Stability
 Generic Case Study This example is based on an actual project. Names of people and details about processes have been hidden. To achieve the current state it took 25 months, 1 fulltime kaizen leader, dedicated
Generic Case Study This example is based on an actual project. Names of people and details about processes have been hidden. To achieve the current state it took 25 months, 1 fulltime kaizen leader, dedicated
Level & Stable Operations
 Getting Started with Lean Manufacturing Principles in Flexible Substrate Coating and Converting Dave Schoellerman Tollcoating.com by Carestream Health, Incorporated info@tollcoating.com Abstract Lean manufacturing
Getting Started with Lean Manufacturing Principles in Flexible Substrate Coating and Converting Dave Schoellerman Tollcoating.com by Carestream Health, Incorporated info@tollcoating.com Abstract Lean manufacturing
A Case Study Analysis of a Plastic Packaging Company Using Value Stream Mapping Technique
 Volume 03 - Issue 12 December 2018 PP. 28-35 A Case Study Analysis of a Plastic Packaging Company Using Value Stream Mapping Technique Priyank S. Shah 1, Dr. Emmanuel S. Eneyo 2 1 (Department of Mechanical
Volume 03 - Issue 12 December 2018 PP. 28-35 A Case Study Analysis of a Plastic Packaging Company Using Value Stream Mapping Technique Priyank S. Shah 1, Dr. Emmanuel S. Eneyo 2 1 (Department of Mechanical
Business Plan. Distribution Strategies. McGraw-Hill/Irwin. Copyright 2008 by The McGraw-Hill Companies, Inc. All rights reserved.
 Business Plan Distribution Strategies McGraw-Hill/Irwin Copyright 2008 by The McGraw-Hill Companies, Inc. All rights reserved. 7.1 Introduction Focus on the distribution function. Various possible distribution
Business Plan Distribution Strategies McGraw-Hill/Irwin Copyright 2008 by The McGraw-Hill Companies, Inc. All rights reserved. 7.1 Introduction Focus on the distribution function. Various possible distribution
There are three options available for coping with variations in demand:
 Module 3E10 Operations management for Engineers - Crib 1 (a) Define the theoretical capacity of a manufacturing line. Explain why the actual capacity of a manufacturing line is often different from its
Module 3E10 Operations management for Engineers - Crib 1 (a) Define the theoretical capacity of a manufacturing line. Explain why the actual capacity of a manufacturing line is often different from its
Production Scheduling
 Production Scheduling MRP, TOC & Lean Arthur Greef Software Architect Dynamics AX Production Microsoft Corporation Outline 2 Product & production classification MRP, CRP and job dispatching TOC scheduling
Production Scheduling MRP, TOC & Lean Arthur Greef Software Architect Dynamics AX Production Microsoft Corporation Outline 2 Product & production classification MRP, CRP and job dispatching TOC scheduling
9.7 Summary. 9.8 Training Cases. 394 Business Process Modeling, Simulation and Design
 394 Business Process Modeling, Simulation and Design experience more than 14 min of cycle time under the new design, which more than satisfies the goal of at most 30 min. Furthermore, no type 3 patient
394 Business Process Modeling, Simulation and Design experience more than 14 min of cycle time under the new design, which more than satisfies the goal of at most 30 min. Furthermore, no type 3 patient
Lesson 1: Introduction to Production, Planning, and Control (PPC) Systems
 Systems") 1. Production, Planning and Control (PPC). This module covers: An introduction to Production, Planning and Control. Guidelines on Sales and Operations Planning (S&OP) and Aggregate Planning. Definition
1. Production, Planning and Control (PPC). This module covers: An introduction to Production, Planning and Control. Guidelines on Sales and Operations Planning (S&OP) and Aggregate Planning. Definition
Copyright 2000 Society of Manufacturing Engineers MANUFACTURING INSIGHTS. An Introduction to Lean Manufacturing
 MANUFACTURING INSIGHTS An Introduction to Lean Manufacturing WARNING federal law provides severe civil and criminal penalties for the unauthorized reproduction, distribution or exhibition of copyrighted
MANUFACTURING INSIGHTS An Introduction to Lean Manufacturing WARNING federal law provides severe civil and criminal penalties for the unauthorized reproduction, distribution or exhibition of copyrighted
Product, Service & Process Design
 Strategies for new product introduction market pull we make what we can sell example: food industry technology push we sell what we can make example: electronics inter-functional view example: personal
Strategies for new product introduction market pull we make what we can sell example: food industry technology push we sell what we can make example: electronics inter-functional view example: personal
Unit WorkBook 1 Level 5 ENG U48 Manufacturing Systems Engineering UniCourse Ltd. All Rights Reserved. Sample
 Pearson BTEC Levels 5 Higher Nationals in Engineering (RQF) Unit 48: Manufacturing Systems Engineering Unit Workbook 1 in a series of 1 for this unit Learning Outcome LO1 to LO4 Manufacturing Systems Engineering
Pearson BTEC Levels 5 Higher Nationals in Engineering (RQF) Unit 48: Manufacturing Systems Engineering Unit Workbook 1 in a series of 1 for this unit Learning Outcome LO1 to LO4 Manufacturing Systems Engineering
WHEN SCHEDULING IS OUT OF CONTROL
 WHEN SCHEDULING IS OUT OF CONTROL Overview When scheduling is out of control, the production schedule is in a constant state of flux and chaos reigns on the shop floor. This is not an uncommon situation
WHEN SCHEDULING IS OUT OF CONTROL Overview When scheduling is out of control, the production schedule is in a constant state of flux and chaos reigns on the shop floor. This is not an uncommon situation
MASTER PRODUCTION SCHEDULE (MPS)
") MASTER PRODUCTION SCHEDULE (MPS) Anticipated build schedule for manufacturing end products (or product options) A statement of production, not a statement of market demand MPS takes into account capacity
MASTER PRODUCTION SCHEDULE (MPS) Anticipated build schedule for manufacturing end products (or product options) A statement of production, not a statement of market demand MPS takes into account capacity
The What, How, When and Why of Warehouse Slotting
 The What, How, When and Why of Warehouse Slotting The Impact of Slotting Decisions (and Non-Decisions) on the Bottom Line Measuring The Operational & Financial Impact of Slotting One problem in judging
The What, How, When and Why of Warehouse Slotting The Impact of Slotting Decisions (and Non-Decisions) on the Bottom Line Measuring The Operational & Financial Impact of Slotting One problem in judging
Material Handling Automation Driving Wider Adoption of WES Warehouse Execution Systems (WES) Evolve to Meet E-commerce Demands
 Evolve to Meet E-commerce Demands") Material Handling Automation Driving Wider Adoption of WES Warehouse Execution Systems (WES) Evolve to Meet E-commerce Demands Material Handling Automation Driving Wider Adoption of WES www.intelligrated.com
Material Handling Automation Driving Wider Adoption of WES Warehouse Execution Systems (WES) Evolve to Meet E-commerce Demands Material Handling Automation Driving Wider Adoption of WES www.intelligrated.com
2. Before DFA training, the engineering team must build the baseline product and create Pareto chart of part count by part type.
 Six Lessons Learned from a Successful Design For Assembly Program Dr. Mike Shipulski, Director of Engineering, Hypertherm, Inc. June 2006, International DFMA Forum Each company works with Design for Assembly
Six Lessons Learned from a Successful Design For Assembly Program Dr. Mike Shipulski, Director of Engineering, Hypertherm, Inc. June 2006, International DFMA Forum Each company works with Design for Assembly
Printed Circuit Board Assembly. Value Stream Mapping Activity
 Printed Circuit Board Assembly Value Stream Mapping Activity NMI Manufacturing Excellence Conference Presentation SLIDE 2 Presentation Title Printed Circuit Board Assembly value stream mapping improvement
Printed Circuit Board Assembly Value Stream Mapping Activity NMI Manufacturing Excellence Conference Presentation SLIDE 2 Presentation Title Printed Circuit Board Assembly value stream mapping improvement
An Introduction to Lean. Heidi Maier Sagstad
 An Introduction to Lean Heidi Maier Sagstad Agenda Objective: Provide you with a basic understanding of key lean principles and tools. Topics: Lean defined Waste Value Stream Mapping 5S Balanced Flow 2
An Introduction to Lean Heidi Maier Sagstad Agenda Objective: Provide you with a basic understanding of key lean principles and tools. Topics: Lean defined Waste Value Stream Mapping 5S Balanced Flow 2
The motivation for Optimizing the Supply Chain
 The motivation for Optimizing the Supply Chain 1 Reality check: Logistics in the Manufacturing Firm Profit 4% Logistics Cost 21% Profit Logistics Cost Marketing Cost Marketing Cost 27% Manufacturing Cost
The motivation for Optimizing the Supply Chain 1 Reality check: Logistics in the Manufacturing Firm Profit 4% Logistics Cost 21% Profit Logistics Cost Marketing Cost Marketing Cost 27% Manufacturing Cost
Introduction screen. Good morning everybody.
 Introduction screen Good morning everybody. My name is Mike Corbett and I am the Applications Manager here at XYZ Machine Tools and my talk this morning is about how machine tools fit into the world of
Introduction screen Good morning everybody. My name is Mike Corbett and I am the Applications Manager here at XYZ Machine Tools and my talk this morning is about how machine tools fit into the world of
MODELING OF A SHAFT PRODUCTION SYSTEM
 , TECHNOLOGIES IN MACHINE BUILDING, ISSN 11-5, 15 MODELING OF A SHAFT PRODUCTION SYSTEM Florin BURUIANA 1, Mihaela BANU, Alice BURUIANA 1 1 Department of Manufacturing Engineering, Faculty of Engineering,
, TECHNOLOGIES IN MACHINE BUILDING, ISSN 11-5, 15 MODELING OF A SHAFT PRODUCTION SYSTEM Florin BURUIANA 1, Mihaela BANU, Alice BURUIANA 1 1 Department of Manufacturing Engineering, Faculty of Engineering,
OTOMES. MES for Steel Industry. Production Management Intelligence. Steel
 Steel OTOMES MES for Steel Industry Production Management Intelligence OTOMES is a highly flexible and modular «MES» (Manufacturing Execution System) addressed specifically to the steel industry and in
Steel OTOMES MES for Steel Industry Production Management Intelligence OTOMES is a highly flexible and modular «MES» (Manufacturing Execution System) addressed specifically to the steel industry and in
Lean Operations. PowerPoint slides by Jeff Heyl. Copyright 2017 Pearson Education, Inc.
 Lean Operations 16 PowerPoint presentation to accompany Heizer, Render, Munson Operations Management, Twelfth Edition Principles of Operations Management, Tenth Edition PowerPoint slides by Jeff Heyl 16-1
Lean Operations 16 PowerPoint presentation to accompany Heizer, Render, Munson Operations Management, Twelfth Edition Principles of Operations Management, Tenth Edition PowerPoint slides by Jeff Heyl 16-1
White Paper. The Waveless Warehouse: Why Wave Picking Might Not Be the Best for Your Distribution Center
 White Paper The Waveless Warehouse: Why Wave Picking Might Not Be the Best for Your Distribution Center Contents What is Waveless? Why Waveless? Foundational Elements What is WES and Why You Need It Putting
White Paper The Waveless Warehouse: Why Wave Picking Might Not Be the Best for Your Distribution Center Contents What is Waveless? Why Waveless? Foundational Elements What is WES and Why You Need It Putting
ThermoFab and DBR: Manufacturing At Warp Speed. A White Paper Report
 ThermoFab and DBR: Manufacturing At Warp Speed A White Paper Report June 2004 You probably know ThermoFab as a leading custom thermoforming provider of high-quality plastic enclosures for a wide range
ThermoFab and DBR: Manufacturing At Warp Speed A White Paper Report June 2004 You probably know ThermoFab as a leading custom thermoforming provider of high-quality plastic enclosures for a wide range
ACCT323, Cost Analysis & Control H Guy Williams, 2005
 Costing is a very interesting area because there are many different ways to come up with cost for something. But these principles are generally applicable across the board. Because at any point once you
Costing is a very interesting area because there are many different ways to come up with cost for something. But these principles are generally applicable across the board. Because at any point once you
Objectives of Chapters1, 2, 3
 Objectives of Chapters1, 2, 3 Building a Strategic Framework to Analyze a SC: (Ch1,2,3) Ch1 Define SC, expresses correlation between SC decisions and a firms performance. Ch2 Relationship between SC strategy
Objectives of Chapters1, 2, 3 Building a Strategic Framework to Analyze a SC: (Ch1,2,3) Ch1 Define SC, expresses correlation between SC decisions and a firms performance. Ch2 Relationship between SC strategy
Stop Planning Semiconductor Chips Like Potato Chips!
 epaper Series Version A.1.0 Stop Planning Semiconductor Chips Like Potato Chips! Overview It s no surprise that the Semiconductor industry is very asset-intensive, with long leadtimes and expensive capital
epaper Series Version A.1.0 Stop Planning Semiconductor Chips Like Potato Chips! Overview It s no surprise that the Semiconductor industry is very asset-intensive, with long leadtimes and expensive capital
Five Tips to Achieve a Lean Manufacturing Business
 Five Tips to Achieve a Lean Manufacturing Business Executive Overview Introduction The more successful manufacturers today are those with the ability to meet customer delivery schedules while maintaining
Five Tips to Achieve a Lean Manufacturing Business Executive Overview Introduction The more successful manufacturers today are those with the ability to meet customer delivery schedules while maintaining
Lean Supply Chain Management Essentials
 Lean Supply Chain Management Essentials A Framework for Materials Managers Bill Kerber and Brian J. Dreckshage Ltfi) CRC Press ^^ J Taylor & Francis Croup Boca Raton London New York CRC Press is an imprint
Lean Supply Chain Management Essentials A Framework for Materials Managers Bill Kerber and Brian J. Dreckshage Ltfi) CRC Press ^^ J Taylor & Francis Croup Boca Raton London New York CRC Press is an imprint
Lean Is a Journey, Not a Destination. Phillip Poston Director of Communications Hytrol
 Lean Is a Journey, Not a Destination Phillip Poston Director of Communications Hytrol The Journey Begins 2003 Research Visited different companies Attended seminars & consulted with academia Analyzed the
Lean Is a Journey, Not a Destination Phillip Poston Director of Communications Hytrol The Journey Begins 2003 Research Visited different companies Attended seminars & consulted with academia Analyzed the
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar. L9: Lean synchronization
 Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
turning data into dollars
 turning data into dollars Tom s Ten Data Tips August 2012 Kanban Kanban is a relatively new party to the Agile family, a process improvement method aimed at making work flow more efficiently. You enhance
turning data into dollars Tom s Ten Data Tips August 2012 Kanban Kanban is a relatively new party to the Agile family, a process improvement method aimed at making work flow more efficiently. You enhance
Kanban Replenishment Triggers
 YOUR LEAN, RELIABLE PARTNER Kanban Replenishment Triggers Table of Contents Introduction...1 Kanban Bin...2 Kanban Order Quantity vs Economic Order Quantity...2 Break-a-Bin Trigger Timing...4 Empty-a-Bin
YOUR LEAN, RELIABLE PARTNER Kanban Replenishment Triggers Table of Contents Introduction...1 Kanban Bin...2 Kanban Order Quantity vs Economic Order Quantity...2 Break-a-Bin Trigger Timing...4 Empty-a-Bin
PRINCIPLES OF LEAN MANUFACTURING. Purdue Manufacturing Extension Partnership (800)
") PRINCIPLES OF LEAN MANUFACTURING Purdue Manufacturing Extension Partnership (800) 877-5182 www.mep.purdue.edu What Is Lean? 2 Defining Lean Manufacturing Lean manufacturing is a systematic approach to
PRINCIPLES OF LEAN MANUFACTURING Purdue Manufacturing Extension Partnership (800) 877-5182 www.mep.purdue.edu What Is Lean? 2 Defining Lean Manufacturing Lean manufacturing is a systematic approach to
Optimizing Inventory Control at PT. Total Pack Indonesia by Using Kanban System
 ISSN 1816-6075 (Print), 1818-0523 (Online) Journal of System and Management Sciences Vol. 5 (2015) No. 1, pp. 52-66 Optimizing Inventory Control at PT. Total Pack Indonesia by Using Kanban System Leonardo
ISSN 1816-6075 (Print), 1818-0523 (Online) Journal of System and Management Sciences Vol. 5 (2015) No. 1, pp. 52-66 Optimizing Inventory Control at PT. Total Pack Indonesia by Using Kanban System Leonardo
OPSM 305 Supply Chain Management
 OPSM 305 Supply Chain Management Chapter 3 Supply Chain Drivers and Obstacles Chopra and Meindl Outline Drivers of supply chain performance A framework for structuring drivers Facilities Inventory Transportation
OPSM 305 Supply Chain Management Chapter 3 Supply Chain Drivers and Obstacles Chopra and Meindl Outline Drivers of supply chain performance A framework for structuring drivers Facilities Inventory Transportation
MOVING TO FLOW. by Ian Glenday. Background
 MOVING TO FLOW by Ian Glenday Background What is lean? The majority of people when asked this question reply waste elimination. This is true. However Taiichi Ohno s original definition of lean was the
MOVING TO FLOW by Ian Glenday Background What is lean? The majority of people when asked this question reply waste elimination. This is true. However Taiichi Ohno s original definition of lean was the
22 ways to get the most out of OEE and lean manufacturing disciplines
 automation technology & consulting 22 ways to get the most out of OEE and lean manufacturing disciplines Overall equipment effectiveness (OEE) and lean manufacturing have won many converts. These two disciplines
automation technology & consulting 22 ways to get the most out of OEE and lean manufacturing disciplines Overall equipment effectiveness (OEE) and lean manufacturing have won many converts. These two disciplines
10 Steps to become a Lean Enterprise. Level 2 Lean Practitioner In Manufacturing Training Course. Step 1 - Part 2
 10 Steps to become a Lean Enterprise Level 2 Lean Practitioner In Manufacturing Training Course Step 1 - Part 2 Table of Contents Welcome to Lean Certification Online... 3 Course Objectives... 4 Elements
10 Steps to become a Lean Enterprise Level 2 Lean Practitioner In Manufacturing Training Course Step 1 - Part 2 Table of Contents Welcome to Lean Certification Online... 3 Course Objectives... 4 Elements
Operational Logistics Management (OLM612S)
") Ester Kalipi (M.LSCM.; B. Hons Logistics; B-tech. BA.; Dip. BA.; Cert. BA.) Operational Logistics Management (OLM612S) Unit 2: Logistics Planning 21 February 2018 Table of contents Unit Objectives The
Ester Kalipi (M.LSCM.; B. Hons Logistics; B-tech. BA.; Dip. BA.; Cert. BA.) Operational Logistics Management (OLM612S) Unit 2: Logistics Planning 21 February 2018 Table of contents Unit Objectives The
MANAGERIAL ACCOUNTING Hilton Chapter 4 Adobe Connect Process Costing
 1 MANAGERIAL ACCOUNTING Hilton Chapter 4 Adobe Connect Process Costing Overview Chapter 4 introduces another classic cost accounting system, Process Costing. Then, combined with knowledge of Job-Order
1 MANAGERIAL ACCOUNTING Hilton Chapter 4 Adobe Connect Process Costing Overview Chapter 4 introduces another classic cost accounting system, Process Costing. Then, combined with knowledge of Job-Order
Drum-Buffer-Rope in PlanetTogether Galaxy
 Drum-Buffer-Rope in PlanetTogether Galaxy This document provides background on Theory of Constraints and Drum-Buffer-Rope scheduling. It describes how to assess whether the DBR approach is appropriate
Drum-Buffer-Rope in PlanetTogether Galaxy This document provides background on Theory of Constraints and Drum-Buffer-Rope scheduling. It describes how to assess whether the DBR approach is appropriate
Certification Workshop: Mastering the Essential Tools of Value Stream Mapping, A3 Writing and Kata
 Certification Workshop: Mastering the Essential Tools of Value Stream Mapping, A3 Writing and Kata Using simple Concepts to Generate Significant Benefits in Your Lab Rita D Angelo Lab Quality Confab New
Certification Workshop: Mastering the Essential Tools of Value Stream Mapping, A3 Writing and Kata Using simple Concepts to Generate Significant Benefits in Your Lab Rita D Angelo Lab Quality Confab New
ACTIVITY 8: QUESTION. Identify some ways in which businesses can lose stock. ACTIVITY 8: ANSWER
 The weekly schedule will be adjusted for stock in plant. There are various models for calculating the reorder quantity for stock which takes into account various practical issues. For example, a manufacturer
The weekly schedule will be adjusted for stock in plant. There are various models for calculating the reorder quantity for stock which takes into account various practical issues. For example, a manufacturer
Food and Beverage Companies Become Market Leaders with Vanguard Predictive Planning
 Food and Beverage Companies Become Market Leaders with Vanguard Predictive Planning The food and beverage industry is not for the faint of heart. A company s success depends heavily on its ability to effectively
Food and Beverage Companies Become Market Leaders with Vanguard Predictive Planning The food and beverage industry is not for the faint of heart. A company s success depends heavily on its ability to effectively
Online Course Manual By Craig Pence. Module 12
 Online Course Manual By Craig Pence Copyright Notice. Each module of the course manual may be viewed online, saved to disk, or printed (each is composed of 10 to 15 printed pages of text) by students enrolled
Online Course Manual By Craig Pence Copyright Notice. Each module of the course manual may be viewed online, saved to disk, or printed (each is composed of 10 to 15 printed pages of text) by students enrolled
Process design Push-pull boundary 35C03000 Process Analysis and Management Max Finne, Assistant Professor of Information and Service management
 Process design Push-pull boundary 35C03000 Process Analysis and Management Max Finne, Assistant Professor of Information and Service management Arrangements for lectures 9 and 10 In class Studying outside
Process design Push-pull boundary 35C03000 Process Analysis and Management Max Finne, Assistant Professor of Information and Service management Arrangements for lectures 9 and 10 In class Studying outside
sap and impactecs for manufacturers
 sap and impactecs for manufacturers cost management and profitability analysis solutions a publication from who wrote this book? Founded in 1988, 3C Software has become the leading provider of enterprise
sap and impactecs for manufacturers cost management and profitability analysis solutions a publication from who wrote this book? Founded in 1988, 3C Software has become the leading provider of enterprise
ANYTIME 500 KANBAN REPLENISHMENT
 ANYTIME 500 KANBAN REPLENISHMENT Automate Manual Kanban Systems with Sage 500 ERP Blanket Purchase Orders. Kanban is a lean manufacturing and replenishment philosophy that originated from Japanese car
ANYTIME 500 KANBAN REPLENISHMENT Automate Manual Kanban Systems with Sage 500 ERP Blanket Purchase Orders. Kanban is a lean manufacturing and replenishment philosophy that originated from Japanese car
Push vs. Pull: How Pull-driven Order Fulfillment Enables Greater Flexibility in Distribution Operations. Fortna
 Push vs. Pull: How Pull-driven Order Fulfillment Enables Greater Flexibility in Distribution Operations www.fortna.com Fortna The demands of e-commerce and omni-channel fulfillment are increasing the need
Push vs. Pull: How Pull-driven Order Fulfillment Enables Greater Flexibility in Distribution Operations www.fortna.com Fortna The demands of e-commerce and omni-channel fulfillment are increasing the need
Log into TBS Input User ID Input Password. PO Entry v
 Log into TBS Input User ID Input Password 1 Click PO Click PO Maintain 2 Click on New to create new Purchase Order New For Create a New Purchase Order to Vendor Edit Input the Existing Purchase Order #
Log into TBS Input User ID Input Password 1 Click PO Click PO Maintain 2 Click on New to create new Purchase Order New For Create a New Purchase Order to Vendor Edit Input the Existing Purchase Order #
Meeting Tight Software Schedules Through Cycle Time Reduction
 Meeting Tight Software Schedules Through Cycle Time Reduction Dennis J. Frailey Retired Principal Fellow, Raytheon Company Sole Proprietor, DJF CO Frailey@ACM.ORG Copyright 1995-2014, Dennis J. Frailey
Meeting Tight Software Schedules Through Cycle Time Reduction Dennis J. Frailey Retired Principal Fellow, Raytheon Company Sole Proprietor, DJF CO Frailey@ACM.ORG Copyright 1995-2014, Dennis J. Frailey
Table of Contents A. Organization Production MRP Controller Person Responsible for the Supply Area... 5 B. Master Data...
 Table of Contents A. Organization... 4 1. Production... 4 1.1. MRP Controller... 4 1.2. Person Responsible for the Supply Area... 5 B. Master Data... 5 1. Production... 6 1.1. Discrete Production... 6
Table of Contents A. Organization... 4 1. Production... 4 1.1. MRP Controller... 4 1.2. Person Responsible for the Supply Area... 5 B. Master Data... 5 1. Production... 6 1.1. Discrete Production... 6