UNIVERSITY OF CINCINNATI
|
|
|
- Austin Anthony
- 6 years ago
- Views:
Transcription
1 UNIVERSITY OF CINCINNATI Date: May 11, 2006 I, Eric R Zimmer, hereby submit this work as part of the requirements for the degree of: Master of Science in: Civil Engineering It is entitled: Improving Lean Supply Chain Management in the Construction Industry This work and its defense approved by: Chair: Dr. Sam Salem Dr. Richard Shell Dr. Ash Genaidy Dr. Heng Wei
2 Improving Lean Supply Chain Management in the Construction Industry A thesis submitted to the Division of Graduate Studies Of the University of Cincinnati In partial fulfillment of the requirements for the degree of Master of Science In the Construction Engineering and Management Program Department of Civil and Environmental Engineering College of Engineering May, 2006 By Eric R. Zimmer B.S.I.E., University of Cincinnati, 2003 Committee Dr. Sam Salem (Chair and Advisor) Dr. Richard Shell Dr. Ashraf Genaidy Dr. Heng Wei
3 Abstract Development of lean construction principles has for the most part centered on the field activities themselves. However, the ideology of lean focuses on the entire value stream of an operation from raw material to final product delivery. Waste and inefficiency is still evident throughout construction supply chains. This thesis investigates improvement opportunities in this industry, utilizing the practice of lean supply chain management. Key initiatives are identified through a literature review. Field study with a medium size building construction company addresses applicability in the field, showing: differences between lean and non-lean fabricators and effects on construction, where just-in-time material delivery may apply, effective staging of materials on site, and other observations from site. It is stressed that changes in supplier activity can improve field operations. Another improvement opportunity in lean supply is seen through communication technology, by utilization of new project management software. Finally, ties with Last Planner are discussed. 2
4 3
5 Acknowledgements I would like to thank all those who have supported me throughout my thesis work. First, I want to recognize the University of Cincinnati Department of Civil and Environmental Engineering and Department of Industrial Engineering, for the continued support throughout this project and my academic career. I give special thanks to my advisor, Dr. Sam Salem, for his guidance and feedback. Also, I give my appreciation to the remainder of my thesis committee, Dr. Richard Shell, Dr. Ashraf Genaidy, and Dr. Heng Wei. I am very grateful to Messer Construction and their suppliers for working with me and giving me opportunity for case study. Finally, I express sincere gratitude to my family and friends for always staying behind me and pushing me to do what I want to do with my life. Eric Zimmer 4
6 Contents List of Figures 6 List of Tables 7 1. Introduction Background Objective Methods Literature Review Defining Supply Chain Management (SCM) Construction Supply Chains Manufacturing Supply Chains and Lean Practice Lean SCM and Construction a Detailed engineering 23 3D modeling 23 Engineering and supplier collaboration 23 Standardizing products b Purchasing and fabrication 25 Supplier and cost management 25 Lean manufacturing in fabrication shops 25 Quality control 26 Pre-assembly and moving work upstream c Logistics management of deliveries and inventories 27 Pulling to site demand and JIT 27 Communication and IT 29 Materials and site management Case Study Project Description Research Questions and Methodology Background of the field study Overview of lean construction tools in use Assessment Observations Recommendations Conclusions 52 References 54 Appendix 56 5
7 List of Figures Figure 1 Figure 2 Figure 3 Figure 4 Figure 5 Figure 6 Figure 7 Figure 8 Figure 9 Figure 10 Figure 11 Figure 12 Figure 13 Figure 14 Figure 15 Figure 16 The myriad of construction supply chains Poor material storage practices Inaccessibility to stored materials Lean Project Delivery System Hospital research building construction On-site concrete pour schedule On-site weekly work plan On-site safety sign On-site posting of floor number Workspace free of clutter Allocated corner for gangboxes Allocated corner for pallets Site plan Delivery board North staging area CMiC product line 6
8 List of Tables Table 1 Fabrication shop lean comparison Table 2 Material count 11/28/05 7
9 1. INTRODUCTION 1.1 Background It has been established that lean practice holds potential for improving construction. Since the early 1990s, lean principles and techniques adopted from the manufacturing industry have been examined for applicability in construction. The purpose behind this is to bring improvements to the construction process, similar to those seen in the manufacturing industry. Manufacturers have shown significant increases in productivity and quality, while reducing lead times. The construction industry has not shown these improvements and lags behind others in technology developments. Researchers and those practicing lean construction in the field have made significant progress up to this point. Many of these principles and techniques have been found to be effective in construction. Lean implementation has supported these views. Lean is a common-sense approach that focuses on the elimination of waste in an operation. The types of waste that are referred to here are: Defects in products Overproduction Excess inventories Unnecessary processing Unnecessary movement of people Unnecessary transport of goods Waiting time Lean requires an enterprise-level view of the value stream from raw materials to finished goods delivered to the customer. This value stream includes all activities that directly or indirectly add to the final product being delivered. The proven methodology 8
10 of lean decreases lead times, reduces operating costs, improves quality, lowers inventory levels and increases flexibility in meeting customer demands. In addition, it is important to note that lean is a philosophy or way of thinking, not just a set of tools that can be cherry-picked. For the purpose of this report the following definition will be used: Lean construction is the continuous process of eliminating waste, meeting or exceeding all customer requirements, focusing on the entire value stream and pursuing perfection in the execution of a constructed project (Diekmann, 2004). Again, much has been done in the area of lean construction. The Last Planner system of production control has become the most developed lean construction tool. This system was created by Glenn Ballard, co-founder of the Lean Construction Institute. It emphasizes the relationship between scheduling and production control, increasing plan reliability. This is accomplished by utilizing a pull system also known as reverse phase scheduling. Pulling here involves only doing work that releases work to someone else. By utilizing this approach various types of overproduction are avoided. Soloman (2004) discusses and tests the effectiveness of other various lean construction tools. These include increased visualization, daily huddle meetings, first run studies, visual workplace (5S) and fail safe for quality. Diekmann (2004) pushes this lean initiative a bit farther by developing an up-to-date summary of lean principles appropriate for construction. In addition, a six step process used to create a lean workplace is identified for contractors unfamiliar with lean thinking in construction. This work is further supported by a number of case studies and questionnaires. 9
11 However, much of the effort in developing and implementing lean construction has focused on field operations. As seen in the previous definition, lean focuses on the entire value stream of a construction operation. One area of this value stream where waste is still evident is with the supply chain. Members of this chain include manufacturers, suppliers, distributors and transporters. Often times these different business units work to satisfy there own objectives without considering effects of their actions downstream in the process. Dollars are wasted through ineffective supplier relations and transactions. These inefficient supply chains, along with incorrect design information, are bottlenecks that are inhibiting flow in the construction process, causing a road block for further value generation. The strategy involving the integration and coordination among these different members of the supply chain is called supply chain management. The term lean supply chain management then arises when fundamental concepts of lean are included. This is where more research is needed, in lean supply chain design and management. The Lean Construction Institute (LCI) has identified supply management as a key research issue. The area covers standardization, modularization, prefabrication and preassembly initiatives, supply chain and supplier development, and discovering the appropriate methods for managing different types of materials. FIATECH is another organization that is concerned and heavily involved with this topic of lean supply in the construction industry. They are a non-profit consortium focused on fast-track development and deployment of technologies to substantially improve how capital projects and facilities are designed, engineered, built, and maintained. There vision, strategy, and plan is presented through their Capital Projects Technology Roadmap. This 10
12 guiding plan consists of nine elements, the third working to provide a fully integrated, automated procurement and supply management system (i.e. tools and processes for planning, controlling, including financial controls for the procurement process). The four focus areas under this element are titled: Integration of Engineering and Project Controls with Procurement, Supply Chain Information Access and Standards, Integration of Procurement with Intelligent Job Site, and Evaluation of Supply Chain Structures. A FIATECH vision is to have a network that will securely deliver stock and custom materials as dictated by the master project schedule for respective steps in the construction process, reducing the need for on-site storage. Moreover, FIATECH supports the initiative of lean construction in their roadmap and believes strongly that improvements are needed in the supply aspect of the business. Two other academic leaders in the study of lean supply chain management in construction are Roberto Arbulu and Iris Tommelein. 1.2 Objective This thesis aims to investigate improvement opportunities in the construction industry, utilizing the practice of lean supply chain management. Expected benefits from such improvements include reducing project lead times, decreasing costs, improving quality, and decreasing variability. Motivation behind this thesis comes from the desire to see construction companies achieve the success had by those in manufacturing and other service industries. 11
13 1.3 Methods This thesis includes an extensive literature review on the topic and case study to investigate applicability in the field. Literature Review: Review general topic of supply chain management Review construction supply chains and determine limitations and bottlenecks Review manufacturing supply chains and how they have applied lean thinking Review initiatives in the supply chain aspect of lean construction Case Study: Evaluate current lean construction efforts of a local construction company Perform an assessment of a select job considering these supply chain initiatives Identify ties with current lean tools in use by the contractor Report observations, opportunities, and challenges Report recommendations 12
14 2. LITERATURE REVIEW 2.1 Defining Supply Chain Management Before moving forward it is important to have a grasp on what a supply chain is, the members involved, and the role it plays in a successful business. With this established more can be said on managing these supply chains and on developing strategies for doing so effectively. A supply chain encompasses all the processes and phases a product goes through on its way to final customer delivery. It includes the flow of information, material, and services. Lee and Billington (1993) define supply chain as a network of facilities that performs the functions of product development, procurement of material, transformation of material to intermediate and finished product, distribution of finished products to customers and after-market support for sustainment. With this in mind, the members of the supply chain will include not only suppliers and manufacturers, but also warehouses, transporters, retailers and customers. Each is a stakeholder in the process. Therefore the coordination of these various business units is denoted by the term supply chain management (SCM). This term became widely used in the 1990s and now receives much attention in study as well as practice. Mentzer (2001) defines supply chain management as the systematic, strategic coordination of the traditional business functions and the tactics across these business functions within a particular company and across businesses within the supply chain, for the purposes of improving the long-term performance of the individual companies and the supply chain as a whole. So SCM is 13
15 an integration strategy, focusing on benefit for all players in the supply chain and value for the final customer. With the competition in today s marketplace, having effective SCM is critical for business success. Technology advancements in particular have allowed companies to make significant improvements. Communication via the internet has opened up a number of opportunities for faster business transactions and real-time information exchange. Global sourcing has also given companies more options for deflation. Every supply chain has different challenges. Each has different customer requirements, product types, organizational structures, schedules, etc. Business strategies vary. However, there are still similarities in how supply chain leaders must approach their given situation. Hugos (2003) identifies three steps to aligning supply chain and business strategy: understanding customer requirements, defining core competencies and the roles the company will play to serve customers, and develop supply chain capabilities to support the roles the company has chosen. These are three basic but critical steps that must be taken to stay afloat in competitive markets. Hugos (2003) goes further to explain how companies must make decisions individually and collectively regarding their actions in five areas: Production, Inventory, Location, Transformation, and Information. When evaluating these five business drivers, the goal is to find the best mix of responsiveness and efficiency for the market being served. Each supply chain will achieve this in its own unique way. Another commonly heard term in this realm of operations is logistics. It is important to note, as experts support, that there is a difference between the concept of SCM and the traditional concept of logistics. Hugos (2003) also touches on this quoting, 14

16 logistics typically refers to activities that occur within the boundaries of a single organization and supply chains refer to networks of companies that work together and coordinate their actions to deliver a product to market. SCM basically includes all traditional logistics, along with other activities. It takes a systems approach to coordinating all the entities within the business. Logistics will focus on optimization within a certain area of an organization, such as distribution. 2.2 Construction Supply Chains Construction supply chains, as expected, end with the customer. Upstream sits any involved engineering, construction, or professional services firms. These organizations fill all the planning, engineering, and project management functions of the project. From here, the respective material, labor, and equipment supply is sourced. Cox and Ireland (2002) illustrate this construction supply chain in figure 1. Figure 1 The myriad of construction supply chains Supplier and contractor selection is achieved through bidding and typically based on lowest cost, given adequate capability and experience. Procurement options vary 15
17 depending on the project. This purchasing of construction is achieved through construction contracts. The most widely used formats of contracts is the competitively bid contract and the negotiated contract. Competitively bid contracts, which yield low and competitive prices, are utilized the most. Two main types of these are (1) lump sum contract and (2) unit-price contract. The process of materials management is another important aspect of the construction supply chain. Halpin (1998) shows that the four main phases of the material life cycle is order, approval process, fabrication and delivery process, and installation process. Contractors begin the cycle by placing purchase orders or awarding subcontracts. Materials are subject to review by the architect or design professional. An approval process must be in place before moving onward. Along with the contract drawings, subcontractors and suppliers must also provide details through shop drawings, product data, and samples. Submittals are then returned after review and delivery requirements and dates are established. The third phase of fabrication and delivery is the most critical of the four phases (Halpin 1998). Lead time for items here is critical and must be monitored carefully. Deliveries are brought to the job site and staged, usually in bulk amounts. Finally, the materials are incorporated into the project during the installation process. One primary limitation of effective SCM in construction is the fragmentation of supply chain members. There are a number of sourcing options along with complicated structures of power within the different markets. Construction also runs on a project by project basis. Each is unique in scope and design. Suppliers and customers are quite frequently changing and relationships with the constructor need to be re-developed. Cox 16
18 and Ireland (2002) quote, construction supply chains have remained contested, fragmented and highly adversarial because of the conflicting nature of demand and supply. From this also comes a very important problem affecting further improvement in the industry, which is the myopic control of the supply chain. By this it is meant that upstream members of the supply chain are not able or interested in seeing the effects and impacts of their behavior downstream. Problems are caused in certain phases of the supply process, left unattended, and then compounded as they move or are passed on down the line. Efficiency over the entire project life cycle suffers from this. The value stream is not controlled. A second key limitation or problem in construction SCM is evident through ineffective material management. Buffers of inventory are created on job sites when excessive amounts of material from suppliers are delivered and staged. Excessive movement of materials becomes necessary. Many times extra materials around job sites stop others from doing productive work. Also, they may not even be easily accessible for the installers. Thomas (2005) illustrates these material problems in figures 2-3, and supports that efficient management of these materials is essential in managing a productive and cost efficient site. 17


19 Figure 2 Poor material storage practices Figure 3 Inaccessibility to stored materials Lastly, the effective use of information technology (IT) is another limitation in the construction industry. These technologies are not readily available for relaying real-time information to members of the construction supply chain. Project managers do not always have integrated software available in helping them with strategic planning. The development of IT solutions is also important in financial transactions on a project. 2.3 Manufacturing Supply Chains and Lean Practice Supply chains in manufacturing are also quite complicated, for example in the auto industry, but are generally more steady and consistent in its members. Due to the nature of the business, manufacturers typically keep a steady stream of work going with 18
20 their primary suppliers. They develop multi-year agreements and establish relationships. Supplier quality is also monitored. Most manufacturing operations are continuous and not solely run on a project by project basis, as is its construction counterpart. Manufacturing involves a production system where construction projects are more temporary productions systems. Manufacturing also involves shipping and distributing the product to the end customer. This is another significant difference verses that of construction, where the final product is in place at project completion and ready to handover. Manufacturing operations usually center on a single production facility and the supply chain includes first-tier suppliers, sub-tier suppliers, vendors, transporters, warehouses, retailers, and customers. Lean thinking has transformed every aspect of the manufacturing industry. What started as an initiative of lean manufacturing has developed into the vision of lean enterprise. Companies have applied lean improvement efforts to nearly every aspect of their business, especially in managing the entire supply chain. They have come to realize how taking a structured view in assessing the performance of their respective supply chains can reveal improvement opportunities. Wincel (2004) quotes, SCM and lean manufacturing intersect most significantly in profitability objectives, customer satisfaction objectives, and quality objectives. These are three drivers behind the pursuit of a lean supply chain in the industry. The technique of value stream mapping (VSM) is responsible for kicking off many lean efforts. This term value stream includes all activities that add value to the final product or service. For example, installing a door on an automobile adds value while double or triple handling materials from one place in the shop to another does not. 19
21 VSM involves mapping all the processes in a business operation and sorting value added steps or activities from waste. This exposes the waste and allows the organization to begin finding ways of removing or at least reducing this waste. In other words, consideration is given to how the process can be arranged to improve efficiency. The mapping from the original process is named the current state map and then after some suggestions and changes, a future map is created. Examples of these are seen in Appendix A. Manufacturers have found their supplier relations to be very important. They form close interweaving relationships with their suppliers. Resulting from this, efficiency of the transaction increases and the product or service is being produced at the lowest possible cost. In addition, major suppliers to manufacturers who practice lean also begin to incorporate lean and continuous improvement into their organizations. For example, lean efforts in the shops of these suppliers may result in a reduced lead time for products. The manufacturer or customer of this supplier will then benefit from the responsiveness. Another example is seen when suppliers improve their quality. This keeps much burden off of manufacturers who would otherwise have to deal with any quality problems downstream during their part of the process. Materials management also has become a science with manufacturers. Just-intime delivery and visual control have shown great improvements by lowering inventory in the shop, eliminating multiple handlings of materials, decreasing search time for materials and tools, and improving safety, just to name a few. This term just-in-time means making and delivering only what is needed, only when it is needed, and only in the amount needed. This falls back on the previous discussion of working closely with 20
22 suppliers. Visual control includes the practice of organizing any materials in the shop and utilizing the lean 5S process, which includes sorting, setting in order, shining, standardizing, and sustaining. The implementation of the kanban tool has supported the central lean philosophy of having a pull production system. A pull system basically means that all work being done is to fulfill actual customer orders. Work is not being done or pushed just to create product with hope of selling it downstream. The kanban tool is basically a way of signaling for more raw materials to be drawn into the production process or for more raw materials to be made available. The two kinds of kanbans used in the Toyota Production System to serve these functions are production instruction kanbans (production kanbans) and withdrawal kanbans (transport kanbans). The term kanban means card or sign and are usually some type of printed cards on each item or signal. When items have been used or transported, kanbans come off of the items and go back to the preceding processes as orders for more of the item. This helps maintain a minimum and maximum inventory level. It also allows quick response to changing customer demand. Finally, the use of information technology, the internet, and various software systems have allowed traditional manufacturers to stretch their capabilities and greatly improve their efficiencies. Various ERP (Enterprise Resource Planning) software packages, such as Oracle, have allowed for efficient procurement and accurate production control. On-line capabilities have extended to include various ways of exchanging information and showing product information. Overall, the manufacturing industry has found a number of ways to optimize work processes throughout the supply chains utilizing various developments in IT. 21
23 2.4 Lean SCM and Construction Research into the supply chain aspect of lean construction has become of great interest to many in the industry. Ballard (2000) discusses the mission of the Lean Construction Institute and displays their vision through a model they call the Lean Project Delivery System (figure 4). Figure 4 Lean Project Delivery System On page 121 of the Diekmann report, the authors conclude that there is clearly a coupled opportunity to apply lean thinking to the supply chain and design and contracting processes to create what the Lean Construction Institute calls the Lean Project Delivery Process (Diekmann, 2004). The Lean Supply phase of this model is of interest here, and consists of detailed engineering of the product design produced in Lean Design, then fabrication or purchasing of components and materials, and the logistics management of deliveries and inventories. The remainder of this section will be grouped into discussion under these three areas. 22
24 2.4a Detailed Engineering This first topic under the Lean Supply phase concerns the transition from design to supply management. This occurs when product and process designs are developed. It aims at streamlining this transition through the use of new technologies, untraditional collaboration between involved parties and standardization. 3D Modeling. This concept challenges the industry to investigate the uses of 3D modeling for detailed engineering. The software is available and other industries have already taken advantage of this. Where applicable, fabrication will be driven from these models. They give a more realistic view of the product before fabrication and offer more proof of proper fits and tolerances. Engineering and supply collaboration. During this transition of the project from design to supply, there is much time used in detailing, getting approvals, redesigning, etc. The engineers are working with designs before suppliers have even been chosen, and in many instances these designs are then changed after someone has been awarded the work. The lean initiative here is to get suppliers involved earlier in the design phase. This will alter contracting and change the way agreements are made, but in the long run work flow could be improved. Arbulu (2003) lists a number of advantages of this: engineers can identify product catalogues early on, joint optimization of the design process, suppliers can tailor catalogue designs to best meet design requirements, suppliers can gain insight into the project sooner and can manage their own supply chains better, engineers can expedite approval processes, and both can quickly resolve requests for information. This collaboration also falls under Srinivasan s (2004) seventh principle for building and 23
25 managing the lean supply chain, which urges industry to build partnerships and alliances with members of the supply chain strategically, with the goal of reducing the total cost of providing goods and services. This brings an element of systems thinking to the construction industry. It is this type of thinking that is needed to improve performance of the whole construction supply chain. As many experts will quote, optimizing the separate links of the supply chain independently does not optimize the supply chain. Making improvements only within your organization and settling with arm s length relationships is not sufficient. Those in the construction industry need to explore how partnering and developing strategic alliances can add benefit to projects. Moreover, these relationship barriers that exist in the construction industry must be breached before true lean supply chain management can exist and thrive. Standardizing products. An additional concept following from collaboration is the use of standardized products and reduction in part counts. By reducing the number of different product models, engineering time is reduced and fabrication becomes much smoother due to fewer changeovers. In addition, a lot of time and energy can be saved in the field from these minor changes, by reducing changeovers, sorting time, etc. Diekmann (2004) shows this to be an applicable principle of lean and product optimization in construction. An example of a simple frame steel building is used. Design called for more than 40 different sizes of bar joists. The report moves to say that if this number had been reduced to say 20, significant savings would be seen along the value stream. This idea of standardization is important to implement where applicable in a lean production system. Finally, Arbulu (2003) states that, industry leaders, early adopters of supply chain management practices, have been able to save about 6-7 weeks 24
26 off the lead time traditionally required to deliver pipe supports. The tactics just mentioned have been the major causes of these improvements. 2.4b Purchasing and fabrication The important initiatives within this area of Lean Supply appear to be with strategic procurement and with the application of lean manufacturing techniques to fabrication shops. Supplier and cost management. Strategic procurement involves evaluating how you acquire goods and services and viewing this as an extension of other company strategies. Procurement and supply chain costs make up a large portion of the cost in a construction project so the importance is clearly seen. Wincel (2004) shows six major areas of initiative within SCM being: supply base management, supplier quality, cost management, cost improvement, distribution/transportation/logistics, and organization. These first four are relevant here. Without going into detail on each of these, the general strategy here is to develop management practices that focus on cost reduction and quality improvement throughout the supply base. It emphasizes again cultivating relationships with suppliers, basing supplier selection on quality as well as price, and looking at financial improvements in the supply chain. Lean manufacturing in fabrication shops. Another key factor in successfully practicing lean supply chain management in the construction industry is by ensuring that fabrication shops delivering to job sites are utilizing lean thinking in their shops. The construction group benefits from this in a number of ways. One is seen in the speed with which a lean shop can react to changes. These shops have lower inventory and reduced 25
27 batch sizes from utilizing a production pull system, have better visibility of their process, and are familiar with quick product changeover. These aspects of lean allow for quicker changes in production when the need arrives. Other benefits from using shops that practice lean include quality improvements and more effective delivery methods. These will be discussed more in following sections. Quality control. An extension from lean manufacturing concepts is the theory of quality at the source or in-process inspections. It is a lot easier dealing with and fixing quality problems where they originate (in the fabrication shop, etc.) than encountering them in the field. Shops that practice lean manufacturing usually have a systematic and effective approach to quality control. First, defects are caught earlier in the process and taken care of by whoever notices the problem. Then these incidents are documented and continuous improvement plans are utilized to analyze causes and prevent future problems. The construction group in the field benefits by not having to discover these defects out in the field. Any quality inspections on site prior to installation (a non-value added task) may also be eliminated. Pre-assembly and moving work upstream. This is another lean concept and a topic of interest in the research community. This initiative involves pre-assembling components off site whenever appropriate and in theory, moving work upstream in the process. Shop environments are more controlled (weather, space, etc.) than field environments and this is one benefit of doing pre-assembly work early in the process. Another benefit could be seen if labor rates are cheaper in the shop than in the field. Following from the previous section, moving quality control upstream has its benefits. Also, it is common knowledge now that lean focuses on the minimization of inventories. 26
28 However, when small inventories do exist it may be beneficial to hold these materials upstream until needed, like in a fabrication shop versus on site. More will be said on material delivery and coordination next. 2.4c Logistics Management of Deliveries and Inventories Effectively managing deliveries and site material inventories is the concern in this third area of Lean Supply. It also acts as the transition into the Lean Assembly phase of the Lean Project Delivery System. Pulling to site demand and JIT. The idea of creating pull systems in a production environment is central in implementing lean. In the context here with material deliveries, the popular term used is just-in-time (JIT). Davis (2004) explains that JIT takes its name from the idea of replenishing inventory only in the quantity needed, as close to the time of actual need as possible, with material being pulled through the production system by end-item demand. This aspect of lean construction involves delivering only what materials are ready for installation, in the amounts needed, and at the time it is needed. The production system here would be the actual construction. The end-item demand is what is needed on site at that point in time. Ideally, the materials are brought straight to the point of use for installation without incurring delays due to storage in a laydown or staging area. This concept of pull system is contradictory to the traditional push system, where materials that are needed on the job are delivered in bulk and sit around the site for weeks until used. This creates inventory, extra handling, and other waste, that does not add value to the project. A great example of JIT delivery that many lean construction 27
29 researchers use is that of concrete. The initiative now is utilizing this concept with other materials introduced to the jobsite. By reducing the sizes of material batches and making deliveries in sequence with job phases, work flow can be improved. Of course, there are other issues that arise from this such as increasing the number of supplier shipments, adjusting contracts, etc. However, most organizations are finding the benefits to outweigh the work put into any changes that need to be made. Several papers have been released on the topic of pull systems and JIT in construction. Tommelein (1998) shows through simulation that a lean-production pull technique can theoretically improve performance of pipe-spool installation in processplant construction. She discusses the so-called matching problem in this type of industry, where everything must come together at the right time for the installation crew to begin work. First the location is chosen, then the type of pipe, then the pipe supports and other accessories. On large jobs with hundreds of piping details, this becomes a complicated task. The pull technique is utilized by using real-time feedback from construction to drive sequencing of off-site work. Matching parts are brought in at appropriate times and the construction process is more efficient. Ballard (2003) also explores pull techniques and JIT in construction by presenting a materials management strategy for selected made-to-stock products consumables, PPE, hand tools, power tools, etc. The project it is applied to is the construction of a major transportation hub. The strategy is called Kanban and involves replenishing the items when inventory drops to a pre-determined level. A marketplace on site manages these items and when items are needed a milk run vehicle is sent to a preferred supplier. These milk runs occur on a daily basis and for this project, a supply depot was 28
30 established between 2 and 5 miles from the project to reduce collection cycle time. Overall, the research showed this type of strategy having a positive impact on labor productivity. It was noted however that this was a very large project which justified the use of such a system. There is still concern as to whether or not it makes sense on smaller projects. Communication and IT. This is a topic in supply chain management which really falls under all three focus areas in this paper; however, is of most interest here with interactions at the site level. Effective communication is essential in any operation but even more so in a lean one. Information must move smoothly within and between organizations to optimize flow and generate value for the final customer, two objectives of lean. Finding ways to communicate more effectively with everyone involved in a construction project is an important aspect of having a lean culture. What IT does is provide visibility throughout the supply chain. New developments in technology, software systems, and online capability provide a number of ways for organizations to link information in real time. Raw material suppliers, fabricators, construction managers, subcontractors, owners, and others can collaborate through the effective use of IT to check the status of each other. Field managers can access information on material inventory levels and release times from their suppliers through access-controlled extranets. RFIs and submittals can be transferred and approved online. Owners can update themselves on construction job completion through the internet. These various uses of IT streamline business. Lead times are reduced. The number of paper transactions is reduced. And most importantly, visibility of job status is improved. 29
31 Materials and site management. Having a material management plan and promoting good housekeeping is the idea here. The field lean construction tool of 5S provides a systematic procedure for housekeeping. Thomas (2005) defines site material management as the allocation of delivery, storage, and handling, spaces and resources for the purposes of supporting the labor force and minimizing inefficiencies due to congestion and excess material movement. Thomas goes on to mention that through a number of studies, it has been noted that material management deficiencies create negative impacts on labor productivity. The authors present several principles of site material management. The location of staging areas should be one concern on projects. The number of staging areas, the quantities within these areas, and the marking of different material types should be strategically determined. It may be possible to take materials straight from the truck to the workface. As mentioned with JIT, deliveries should also match the sequence of the weekly work plan. Finally, the movement of materials onto the workface is another concern. The most optimal way of moving materials to the different floors without slowing work flow needs to be determined. 30
32 3. CASE STUDY 3.1 Project Description In support of this thesis, a lean study was conducted with an established Cincinnati contractor, a regional medium size company focused on building construction. The group had been incorporating lean tools into their field operations and has successfully implemented Last Planner. The other tools they had been working to implement were Visual Workplace, Increased Visualization, Daily Huddle Meetings, Fail Safe for Quality, and First Run Studies/System Improvement Events. The company organized what they called an advanced lean team to facilitate the use of these tools. Along with continued development of these tools, their goal was in becoming a lean enterprise by incorporating improvement efforts into all other areas of their business. This research in lean SCM supported these efforts. The time frame for involvement with this group was approximately five months. 3.2 Research Questions and Methodology Research Questions: What could be pursued within the supply aspect of lean construction? How may these initiatives tie in with other tools currently in use? Methodology/Strategy: Gain insight into and evaluate current efforts with lean construction Perform an assessment considering the 2 nd and 3 rd SCM initiatives discussed in the literature review Fabrication Logistics management of deliveries and inventories Identify ties with current tools used Report observations, opportunities, and challenges 31

33 Report recommendations 3.3 Background of the Field Study Field study was conducted on the construction site of a 12 story 410,000 sq. feet hospital research building (Figure 5). Two phases of the project were observed during the five months. One was the erection of the cast-in-place reinforced concrete frame. The other was installation of the building skin exterior framing, masonry walls, brick, etc. The general Figure 5 Hospital research building contractor (ContA) averaged about 10 staff and 25 construction laborers on the project. Some of the other participating trades were the formwork subcontractor, rebar subcontractor, masonry subcontractor, miscellaneous metals fabricator and installer, exterior framing subcontractor, and exterior specialty/window/curtainwall fabricator and installer. 3.4 Overview of Lean Construction Tools in Use Last Planner ContA has successfully implemented this system of production control. They follow the formal sequence of implementation Master Schedule, Reverse Phase Schedule (RPS), Six-Week Lookahead, Weekly Work Plan (WWP), Percent Plan Complete (PPC), and Variance Analysis. Reverse Phase Schedules, stretching 12 weeks, were created for both the concrete frame and the skin. These two phases were headed under different project managers. Each manager maintained a lookahead a bit larger than 32
34 six weeks due to the repetitive nature of their work, and each had separate weekly work plan meetings. Meetings were held jointly with regards to safety and coordination. Each weekly work plan reviewed work for the current week, went over work for the next week, set to address any item on the RPS that was left out, and gave a small list of workable backlog items. Finally, PPC and variance was recorded for each week. Examples of PPC charts and variance analysis for both phases of the project are found in Appendix B. For the building enclosure, an average PPC value for this date in the project was 81.5% and top reasons for plan variance were pre-requisite work and materials. For the concrete frame, an average PPC value for this date in the project was 82.4% and top reasons for plan variance were weather and labor. When compared to the previous lean study that ContA was involved in where the PPC average was 75%, these values over 80% show some improvement. Reasons for variance have been quite common. ContA explains that the Last Planner process has definitely improved their operation. It has given them more forward visibility, they are more aware of dates and commitments they need to meet and it has reduced project variability. As the tool is suppose to provide, it has replaced optimistic planning with realistic planning. This is accomplished by evaluating worker performance based on their ability to reliably achieve their commitments. In addition, it appears that project managers over jobs using this tool do not appear as stressed out. Increased Visualization The use of this tool is noticed from signs and other postings around the jobsite. Figures 6-9 show some examples. These include concrete pour schedules, weekly work plans, safety signs, and floor number postings. 33



35 Figure 6 On-site Concrete Pour Schedule Figure 7 On-site Weekly Work Plan Figure 8 On-site Safety Sign 34

.")
36 Figure 9 On-site posting of floor number This tool of increasing visualization has helped ContA by ensuring everyone on site is aware of key information. Seeing these things allows the construction team to remember them much easier. Brief questionnaires have been filled out by the workforce and have supported these views. Visual Control (5Ss) This lean tool simply emphasizes good housekeeping. The formalized process of achieving this is the 5S process (Sort, Straighten, Shine, Standardize, and Sustain). ContA enforces this on jobsites with their subcontractors and assigns cleanup crews from their own workforce. Figures show the job following this emphasis on good housekeeping. Figure 10 Workspace free of clutter 35


37 Figure 11 Allocated corner for gangboxes Figure 12 Allocated corner for pallets This mindset of creating a visual workplace has helped ContA reduce clutter, create usable space, achieve cleaner and more organized jobsites, and make the construction process more transparent. Time spent looking for material or a defect is minimized. Safety is improved from this lack of clutter. Daily Huddle Meetings These meetings or tool box talks are held daily by the jobsite foremen as well as by the craft workers. The foremen may meet at the end of the day reviewing the work completed and the work to be completed the next day, while the craft workers may meet in the morning to discuss work to be accomplished, safety concerns, material needs, etc. These meetings have shown to be a great means of communication and encourage employee involvement. This involvement creates employee empowerment and allows quicker response to problems. 36
38 Fail Safe for Quality This tool involves finding ways to ensure quality (or safety) during construction, verses after the fact quality control. ContA does occasionally find ways to do this and reaps the benefit. Lighting may be increased for slab pours. Quality control can be enforced before concrete is poured. The construction group could also mandate that workers leave the trailers with harnesses and other PPE already on and on properly. Formalizing this process and naming it has made more people aware of the thought process. Work is accomplished with fewer defects, safety is improved, and the overall flow of the job is improved. First Run Studies / System Improvement Events These include productivity studies and any other improvement events held. These are similar to Kaizen events that are held in the manufacturing industry. Kaizen is the Japanese word for improvement. This lean construction tool involves looking at some task in the field and finding out how to do it better, more efficiently, safer, and quicker. For example, this task could be in erecting formwork for a column or framing a section of wall. This is still new to many but ContA does believe in utilizing this mindset and has achieved some success with it. 3.5 Assessment Fabrication The central focus of this part of the assessment was the application of lean manufacturing techniques in fabrication shops. Two off-site fabrication shops supplying the job were chosen for the study, call them SubA and SubB. SubA utilized lean principles and SubB did not. SubA supplied the exterior cladding systems (windows, curtainwall, etc.) and SubB supplied all miscellaneous metals (ledge angle, beams, etc.). Both fabricators also handled field erection. Walkthroughs were taken of each 37
39 fabrication shop. Business processes were discussed. Process maps or flow charts of both operations were later created. For each operation a general map was created and then a map of just the physical fabrication. These are found in Appendix C. More formal value stream maps were not created here. That level of detail into each operation was not desired. Improving one chain in particular was not the focus, but rather to get information necessary to make a comparison between lean and non-lean suppliers in the construction industry. Activities on site were then monitored to investigate material flow into the field and to see how lean and non-lean supply chains can have differing effects on field activity. Logistics management of deliveries and inventories The central focus of this part of the assessment was JIT delivery and materials management on site. Materials for the building enclosure were looked at in detail. Quantities being delivered were determined. Times, schedules, and methods for these deliveries were monitored. The idea here was to find where JIT delivery of materials applies and where it does not. Other aspects of materials management that had to be looked at were the use of staging areas and the amounts of excess inventory around site. The idea here was to find out if and how staging areas were being used, and to identify any materials sitting around in excessive amounts. 3.6 Observations Fabrication After visiting the shops, many differences were noticed between the two. SubA was very far along incorporating lean into their business and SubB really had not implemented anything along these lines. The first difference noted with SubB was 38
40 the larger amount of product sitting in queues between processes. One idea with lean is to reduce batch sizes moving through the plant and to minimize inventory. By reducing batch sizes work flow is improved and space is more effectively utilized. Lead times for items are reduced. Inventory hides defects and by minimizing it quality can also be improved. Quality control procedures were the next difference noticed. SubA implemented a quality control program which not only empowered employees to identify defects at their stations but also consisted of a formal procedure for improving quality through a measuring system. A quality tracking form for each job is kept with scoring and employee sign offs. A quality report with impact score is given if a defect occurs. Higher impact scores are given if defects are found later in the process. The goal is to keep scores low and identify defects as early in the process as possible. The worst case scenario is finding a defect in the field and the program acts to prevent that. The only means of quality control seen with SubB was through daily inspection by the shop foreman. Pulling work versus pushing work is another concept of lean manufacturing. The question here is what and how much of a product do you produce. This also follows from the idea of reducing batch sizes. SubA produced only to site demand in the quantity needed and at the time they needed it. For example, a production run would consist of all the punched opening windows for level one of the building. The next week, these windows would all be installed on the job site. On the contrary, SubB would produce in mass quantities. For example, a production run would consist of all brick ledge angle for the whole building, when all that is really needed for that next week is that for the first floor. Plant management did agree with the site installers that only portions would be 39
41 brought to the site at a time, which was appropriate. However, all the rest of the ready angle has to be staged in the plant and sits until needed. This takes up space and results in carrying costs. In addition, SubA used lean thinking to utilize downtime. Any extra time was filled with assigned side work, such as hardware or mounts needed for installation. This work was not critical and could be done at anytime. Traditional means would show jumping ahead of schedule and moving ahead to the next job. This goes against lean principle. More clutter was seen in the SubB shop as compared to that of SubA. SubA uses the lean philosophy of 5S, which focuses on organizing shops, eliminating unneeded items, dedicating a place for everything, and sustaining any improvements made. It was evident in the walkthrough. You could find things easier, it was safer, and the process was more visual. This visual management is another initiative with lean. SubA showed production boards of what was happening in the shop, had clear floor layouts, and had kanbans which helped with replenishing tool consumables and materials. Lighting was even better in the facility of SubA. Finally, standardization of shop drawings was noted in the shops. SubA used computer printouts while SubB still used a mix of computer generated and hand generated. Standardization is another element needed in creating a lean shop. The number of raw material suppliers used also brought up discussion. One aspect of supplier and cost management is to try to reduce your number of suppliers if possible. The fabricator can find cost savings and establish better business relationships with a smaller preferred group. SubA and SubB were quite different in their type of work which made this a difficult comparison, but some observations were noted. SubA did 40
42 have a relatively small number of suppliers and had one primary for metal, glass, and rubber. With these few, they also had pull systems in place for how much and when they received materials. Inventory tracking forms were then maintained to compare ordered versus received. SubB had a very large number of suppliers, whom delivered in bulk amounts. Quick changeover is another term heard with lean manufacturing that is evident here. This involves being able to switch over machines and manpower to a different job relatively quickly. With SubA producing in phases, they seem to be able to do this quite easier than SubB. This helps with workflow and with changes in orders or deadlines. Srinivasan (2005) states, through his 5 th principle for building and managing the lean supply chain, to buffer variation in demand with capacity, not inventory. SubA shows the capacity here to effectively handle variation in demand. SubB may handle it through inventory. As opposed to a lean shop, SubB may also have problems with sudden changeovers, resulting in shipping delays. shops. Table 1 summarizes these observations between lean and non-lean fabrication SubA SubB Lead Times Shorter Longer Queues Small if any between processes Larger between processes Quality Control Formal program, Improvement Final inspection by shop foreman # Suppliers Few Many Batch Sizes Small, In job phases Large, Whole job quantities Inventory Control Regularly, Tracking Forms None noted Visual Management Obvious None noted 5S/Workplace Organization Effective Lacking Standardization Computer shop drawings Computer and hand shop drawings Quick Changeover Available Lacking Capacity More flexible with demand Less flexible with demand Table 1 Fabrication shop lean comparison 41
43 Site activities with regards to these suppliers were also monitored and observations were made. During the study one problem that arose was delays from SubB in supplying the brick ledge angle. The hold up seemed to be at the galvanizer, which was the final step before shipment to the site. This lack of control in the supply chain is a common problem in the construction industry. On the other hand, lean can offer improvements. SubA was just starting field installation at the conclusion of the study. No delays were seen with them and they seemed to be able to react relatively quickly to changes. SubA s field crew had a number of comments on how lean initiatives have positively affected their work. For starters, they said there is less material sitting around the job sites. They have what they need but don t have all the other clutter. The idea of delivering material just-in-time has worked for them. The biggest improvement they have seen since rolling out lean initiatives is having commitment of material being there. With more effective planning, lean methods throughout the shop, weekly communication between site and shop, and pulling of materials based on site need, field crews have fewer problems and are able to be more productive. Pre-assembling more in the shop has also helped the ease of installation on site. Lean thinking has also affected how they handle fasteners on site. Instead of dropping bulk quantities of fasteners they make kits of what they need with procedures for replenishment. In certain circumstances, the vendor will come out and replenish these items if counts get down to a certain level. In general, they said that lean initiatives have given them a better way of managing. Better commitments and visual management in the field has been key. From the literature review and case study, it seems obvious that operations run the smoothest 42

44 when all players in the supply chain (raw material suppliers, fabricators, and construction installers) incorporate lean thinking into their individual work. From this, opportunities present themselves to reduce lead time for engineered-to-order products. Logistics management of deliveries and inventories The site used in this study was very organized and staging areas were very efficient. Figure 13 Site plan Three gates to the site were accessible. These are labeled G1, G2, and G3 on the site plan (Figure 13). Deliveries were scheduled and routed to the tower crane, buckhoist (elevator near the tower crane), north staging area, or loading dock. A delivery board in the office was used to schedule deliveries (Figure 14). This gave everyone a visual of what areas and times were open for deliveries. Most material was brought into the north staging area (Figure 15). 43


45 Figure 14 Delivery board Figure 15 North staging area In many instances, materials being delivered were taken straight to the area of use versus just dropping them in the yard and letting them sit. This was accomplished by effectively coordinating delivery times, ensuring that pre-requisite work was completed, creating any space needed, and making needed lifts or machines available for moving materials. For example, a steel truck would arrive and immediately the tower crane would begin unloading to the upper floors. A brick truck would arrive and forklifts 44
46 would be available with the use of the buckhoist to move material to the appropriate floor. These observations showed that material control around the site was quite a lean process. Excess inventory and delivery quantities were investigated. With regards to the building frame, reinforcing steel and formwork were of interest. Steel movement was effective and quantities delivered were appropriate. Formwork did cause some concern but was given an assigned staging area. Some excess formwork was staged in the upper corner of the north staging lot (Figure 15). With winter coming slower concrete curing times would result, and some excess forms were also needed because those in use may not be torn down as fast. With regards to the building enclosure, materials of interest were sheathing, metal studs, and brick. Sheathing and metal studs were obtained easily when needed and in appropriate quantities from a local supply house. However brick, which is a long lead time item, was seen in excess amounts around the building. On one particular day during construction an inventory count was taken of the first 9 floors. 210 skids of brick were spotted sitting in the building. It was noted that skids were being set daily, so there was enough brick being staged for approximately 20 days or 4 weeks. Block was also seen in some excess amounts. The material count from this day is seen in Table 2. 45
47 Brick Block Structural Sheathing Insulation Ledge Mason Core Fill Floor Studs Board Angle Mix Grout * * 26* * 4* 6 Totals (# units/skids) * indicates a current working level for that material Table 2 Material count 11/28/05 This brick appeared to be a target for reduction in delivery quantities. Reasons were noted from the brick team on why these amounts of brick were brought on-site. The first issue came from the fact that brick needs to come from the same lot to ensure a successful match. So to get the ready brick out of the shop and reduce the number of delivery days, high volumes were delivered. Ensuring that the brick was dry was another concern for the bricklayers, so having it sit in the building for days alleviated this concern. Then a large block of time was scheduled for use of the lifts to bring material into the building all at once. Another worry for bricklayers was running out of brick so the team wanted to ensure they had plenty available. These challenges had by the brick team were understood but thoughts still surfaced on converting this brick supply process to a more JIT process. These thoughts are noted in the recommendations section of this paper. In Diekmann (2004) the authors give the lean concept of JIT in construction an applicability rating of 75%. This seemed to be the case in this study as well. Two 46
48 challenges they present are establishing close working relationships with suppliers, incompatibility of construction needs and cost-effective manufacturing sequences. Large inventories go against the flow concept inherent in lean and JIT addresses this. On the other side, challenges are inherent in a construction environment and some of these were noted here. Lifts must be available to get materials to the point of use. More shipment days are needed from suppliers. Constructors run risks of running out of material. There also becomes large numbers of other trades to coordinate with and to work around. Last Planner One goal of the study was to see how these initiatives of lean SCM could tie into the existing lean tools, technologies, or current practices utilized by ContA. The first tie noticed was through the Last Planner process. Material issues need to be drawn out more during the lookahead. Lead times and procurement dates must go into the phase schedules. ContA was seen pushing subs to do this during the scheduling meetings. Just as the Last Planner process utilizes the theory of a pull system, materials need to be pulled from the suppliers (not pushed) to meet site demand. Material control must go hand in hand with the Last Planner meetings. This includes weekly communication between suppliers or fabricators and the site regarding material status. It is common knowledge that one of the biggest causes of construction delays is lack of material. These reasons for variance from plan are tracked through the Last Planner weekly foreman meetings (Appendix 2). Material is a common problem that shows here, but it is usually left at that. This problem is significant enough that it deserves more attention. By focusing more on inventory control and material lookaheads, and by trying to incorporate lean thinking into supply, improvements could be made and monitored through these variance charts. 47

49 CMiC The second tie to current company practice was through their implementation of the project management software, CMiC ( This software is a key breakthrough for the communication and IT aspect of lean supply chain management. ContA has been using the software for project management but also utilizes it throughout other departments in the company, like estimating, accounting, and payroll. In the field it has been used, for example, to manage RFIs and submittals. It provides daily reports useful to field personnel. It also gives ContA a centralized location for various communications. Figure 16 shows the CMiC product line. The project management package available contains the following categories of tools: cost and budget management, bid and procurement management, document management, site management, and collaboration manager. Figure 16 CMiC Product Line The last two were of interest in this study. The site management tool shows potential for improving materials management around the jobsite. ContA had not yet used this module to its fullest. The software claims to help by supplying a place to document what is happening on site, tracking material deliveries, and reporting on equipment used and materials received. The application is also said to generate productivity trends during the course of the project. 48
50 The collaboration manager tool was the other, of even greater interest. It is said to provide a full featured turnkey collaborative environment for all project stakeholders to interactively communicate in real time ( This is a web-based tool that allows everyone involved in the project certain access to important job information. It provides a centralized location for communications and document transfers. First, it provides for real time communication updates for team members, from meeting minutes and job progress to bid information to project contracts. Everyone has one site to go to for constantly up-to-date information. Second, it allows for quicker and more efficient document transfers. Drawings can be uploaded then attached to an RFI or communication, before sending to another party. Responses can then be sent back with updated drawings. The process is paperless, online, and utilizes . Stakeholders can become more updated on where materials are so they can take appropriate action. Overall, this tool provides better visibility for those in the supply chain, which is needed right now in the construction industry. It allows improved ways of managing information and gives construction teams a competitive advantage through effective usage of IT. 3.7 Recommendations One goal of the company at this stage in their development was moving toward becoming a lean enterprise by instilling the philosophy of continuous improvement throughout their organization. Resulting from this lean study came many ideas and insights on how ContA may improve their operations through lean thinking in the area of supply chain management. These are listed below in appropriate groupings. 49
51 Fabricators and suppliers: For each job, perform a brief value stream assessment of each supply chain. This will help identify value added from non-value added activities. Collectively work to make improvements in these supply processes prior to project execution Give higher consideration during job bidding to fabricators that practice lean manufacturing in their shops. The Last Planner process, being a pull system and lean construction technique, will be more effective with lean upstream processes feeding into it. Timeliness, flexibility and quality should be better overall with the use of these lean suppliers. Develop strategies incorporating lean principles with preferred and common fabricators, suppliers, or subcontractors in each market. Discuss with suppliers and fabricators new options for pre-assembly or prefabrication Site activity: In general, incorporate lean supply concepts and inventory control into site planning Provide more real time feedback regarding status of the project on site to fabricators off site Make the organized and efficient use of staging areas, as seen on the case study job, standard practice across other jobs Keep inventory levels and delivery quantities to an acceptable minimum. Practice just in time (JIT) material delivery, synchronized with the project schedule. 50
52 Setup and negotiate a job utilizing the JIT mentality with brick. Brick was a target for reduction on the case study job site. Discuss vendor managed inventory, more frequent shipments with small quantities to site, effective scheduling of lifts on site to allow for more frequent picks, and the covering of brick during shipment to ensure that it is installation ready upon arrival. Last Planner and Production Control: Involve subcontractors more with identifying material constraints and issues ahead of time during the lookahead process Aim to decrease material variance tracked in Last Planner. This is a commonly seen reason for plan variance and deserves special attention. Include items regarding procurement and material lead times into the Last Planner reverse phase schedule (RPS). Technology: Roll out the use of the CMiC Collaboration Manager. Once gaining buy in from all major players in the project, performance of the supply chain should be improved. This is accomplished by streamlining work processes, providing a real time updated online document center, improving communication and tracking, reducing paperwork, and decreasing lead times for important transactions. Continue development of CMiC site management functions Integrate the project schedule into usage of CMiC General business: Push the success had with lean on this case study job to other jobs Have another similar lean supply study during the interior package of a project 51
53 4. CONCLUSIONS This thesis was focused on investigating improvement opportunities in the construction industry, utilizing the practice of lean supply chain management. This topic is an extension of lean construction theory and techniques. A literature review was conducted and some of the current initiatives in the supply chain aspect of lean construction were identified. These initiatives span from design to construction and decisions involve anyone from upper management to site labor. Many of these concepts, like collaboration and cost management need to be factored in during the higher level planning that occurs early in the life of a project. They require involvement, discussion, and agreement by many active participants in the project. On the other hand, some of these initiatives, like effective materials management and staging on site, are created and implemented right at construction. Application of this research was completed through field case study with a local contractor. An assessment was done with these lean supply initiatives in mind; specifically two of the initiatives from the literature review were given primary attention, these being fabrication and logistics management of deliveries and inventories. Observations were collected from informational interviews, supplier shop visits, and construction site activity. A listing of recommendations, challenges, and thoughts was then made for review by the local contractor who hosted the project. These recommendations consisted of improvement ideas in this arena and discussed how supply chain management concepts tie in with lean methods and other technology applications currently practiced and used by the contractor. 52
54 An important thought coming out of this work is how suppliers and their shop activity can hurt or improve the performance of the construction site. For example, material amounts delivered can have differing effects on the site. Installers need what they are installing for that week. Extra material around the job can cause extra handling, get in the way of other trades, and even get damaged when staged somewhere long enough. Quality is another topic here. The worst case situation is finding defective material in the field. Shops having developed and improving quality control procedures will ensure that what is in the field is ready to install, without problems. Effective, consistent, and real time communication between those involved in the project off-site and those on-site is also critical to project performance. The use of IT can be of great help here. There is need for future research. One interest is to create incentives to get suppliers more involved with this lean thinking. Finding ways to get buy-in from all project stakeholders and incorporating these needs into the contract is a challenge. Integrating suppliers more into the Last Planner process is of interest. Material problems are common causes to variances in the schedule. A goal here, again as shared by FIATECH, is to create an integrated, automated procurement and supply network that is dictated by the project schedule. Moreover, additional research is needed finding construction materials that, delivered on a just-in-time basis, allow better performance of operations at the install site. In this study, brick showed to be a great candidate. 53
55 REFERENCES Arbulu, R. J., Tommelein, I.D., Iris, D., Walsh, Kennenth, D., and Hershauer, J. C. (2003). Value stream analysis of a re-engineered construction supply chain. Building Research and Information, 2(31), Ballard, G., Arbulu, R., and Harper N. (2003). Kanban in construction. Proc. Eleventh Annual Conference of the International Group for Lean Construction (IGLC-11), Blacksburg, VA. Ballard, G. (2000). Lean Project Delivery System. Lean Construction Institute White Paper 8. Cox, A., and Ireland, P. (2002). Managing construction supply chains: the common sense approach. Engineering, Construction and Architectural Management, 9(5/6), Davis, E., and Spekman, R. (2004). The Extended Enterprise: Gaining competitive advantage through collaborative supply chains. Prentice Hall, Upper Saddle River, NJ, Diekmann, J., Krewedl, M., Balonick, J., Stewart, T., and Won, S. (2004). Application of lean manufacturing principles to construction. Report to the Construction Industry Institute, University of Texas at Austin, Austin, Texas. Halpin, D., and Woodhead, R. (1998). Construction Management. John Wiley & Sons, New York, NY, Hugos, M. (2003). Essentials of supply chain management. John Wiley & Sons, Hoboken, New Jersey. Lee, H. and Billington C. (1993). Materials management in decentralized supply chain. Operations Research, 41 (5), Mentzer, J., DeWitt, W., Keebler, J., Min, S., Nix, N., Smith, C. and Zacharia, Z. (2001). Defining Supply Chain Management. Journal of Business Logistics, 22(2), 18. Solomon, J. (2004). Application of the principles of lean production to construction. Thesis, presented to University of Cincinnati, at Cincinnati, OH, in partial fulfillment of the requirements for the degree of Master of Science. Srinivasan, M. (2004). Streamlined: 14 principles for building and managing the lean supply chain. Thomson, Mason, OH,
56 Thomas, R., Riley, D., and Messner, J. (2005). Fundamental principles of site material management. Journal of Construction Engineering and Management, 131(7), Tommelein, I. (1998). Pull-driven scheduling for pipe-spool installation: simulation of lean construction technique. Journal of Construction Engineering and Management, 4(124), Wincel, J. (2004). Lean supply chain management: a handbook for strategic procurement. Productivity Press, New York, NY,
57 APPENDICES Appendix A Example manufacturing value stream maps Appendix B Last Planner files from case study Appendix C Fabricator process maps 56
58 Appendix A Example manufacturing value stream maps Example Current State Map from Manufacturing VSM Example Future State Map from Manufacturing VSM 57
59 Appendix B Last Planner files from case study PPC Chart Building Enclosure 120 PLAN PERCENT COMPLETE /20/2005 7/4/2005 7/18/2005 8/1/2005 8/15/2005 8/29/2005 9/12/2005 9/26/ /10/ /24/2005 Variance Analysis Building Enclosure Scheduling-\Coordination Engineering/Design Owner Decision Weather Prerequisite Work Labor Materials Contracts/CO's Submittals Approvals/Permits Equipment RFI's Space Site Conditions 58
60 Appendix B Last Planner files from case study PPC Chart Concrete Frame 100.0% 90.0% 80.0% 70.0% 60.0% 50.0% 40.0% 30.0% 20.0% 10.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 92.3% 92.3% 93.8% 83.3% 78.6% 81.3% 84.6% 83.3% 76.9% 30.8% 66.7% 54.5% 58.3% 40.0% 60.0% 0.0% 4/18/2005 4/25/2005 5/2/2005 5/9/2005 5/16/2005 5/23/2005 5/30/2005 6/6/2005 6/13/2005 6/20/2005 6/27/2005 7/4/2005 7/11/2005 7/18/2005 7/25/2005 8/1/2005 8/8/2005 8/15/2005 8/22/2005 8/29/2005 9/5/2005 9/12/2005 9/19/2005 9/26/ /3/ /10/ /17/ /24/ /31/ /7/ /14/ /21/2005 PLAN PERCENT COMPLETE Variance Analysis Concrete Frame Variance Target missed ContA Labor Steel Labor Formwork Labor Steel Manuf. Steel Delivery Cause of Variance Weather Crane Time Design Layout 59


61 Appendix C Fabrication process maps 60

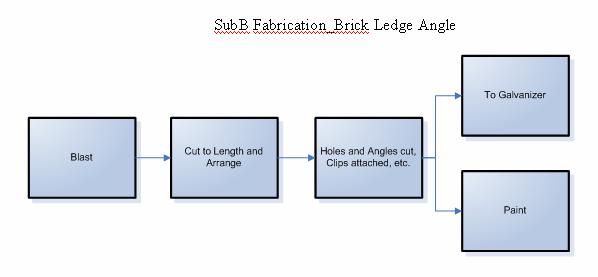
62 Appendix C Fabrication process maps 61
CASE STUDY: LEAN SUPPLY CHAIN MANAGEMENT IN CONSTRUCTION PROJECTS
 CASE STUDY: LEAN SUPPLY CHAIN MANAGEMENT IN CONSTRUCTION PROJECTS ABSTRACT Eric Zimmer 1, Ossama Salem 2, Ashraf Genaidy 3 and Richard Shell 4 Researchers and construction professionals have adopted lean
CASE STUDY: LEAN SUPPLY CHAIN MANAGEMENT IN CONSTRUCTION PROJECTS ABSTRACT Eric Zimmer 1, Ossama Salem 2, Ashraf Genaidy 3 and Richard Shell 4 Researchers and construction professionals have adopted lean
OM (Fall 2016) Outline
 Outline") Lean Operations Outline Global Company Profile: Toyota Motor Corporation Lean Operations Lean and Just-in-Time Lean and the Toyota Production System Lean Organizations Lean in Services 2 Toyota Motor Corporation
Lean Operations Outline Global Company Profile: Toyota Motor Corporation Lean Operations Lean and Just-in-Time Lean and the Toyota Production System Lean Organizations Lean in Services 2 Toyota Motor Corporation
Outline. Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations
 JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
Concept of Supply Chain Management
 Concept of Supply Chain Management Vipul M. Dahivelakar. (M.E. C.T&M) S.S.G.B.C.O.E.T. Bhusawal, India ABSTRACT: Supply chain management (SCM) is often a concept that has developed within the manufacturing
Concept of Supply Chain Management Vipul M. Dahivelakar. (M.E. C.T&M) S.S.G.B.C.O.E.T. Bhusawal, India ABSTRACT: Supply chain management (SCM) is often a concept that has developed within the manufacturing
SCM 302 OPERATIONS MANAGEMENT JIT
 SCM 302 OPERATIONS MANAGEMENT JIT 2 Agenda for this Module 1. Define just-in-time, TPS, and lean operations 2. Define the seven wastes and the 5Ss 3. Explain JIT partnerships 4. Determine optimal setup
SCM 302 OPERATIONS MANAGEMENT JIT 2 Agenda for this Module 1. Define just-in-time, TPS, and lean operations 2. Define the seven wastes and the 5Ss 3. Explain JIT partnerships 4. Determine optimal setup
Five Tips to Achieve a Lean Manufacturing Business
 Five Tips to Achieve a Lean Manufacturing Business Executive Overview Introduction The more successful manufacturers today are those with the ability to meet customer delivery schedules while maintaining
Five Tips to Achieve a Lean Manufacturing Business Executive Overview Introduction The more successful manufacturers today are those with the ability to meet customer delivery schedules while maintaining
Chapter 1 Introduction to Supply Chain Management
 Chapter 1 Introduction to Supply Chain Management TRUE/FALSE 1. According to the textbook, supply chains include raw material suppliers, intermediate component manufacturers, end-product manufacturers,
Chapter 1 Introduction to Supply Chain Management TRUE/FALSE 1. According to the textbook, supply chains include raw material suppliers, intermediate component manufacturers, end-product manufacturers,
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar. L9: Lean synchronization
 Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
Historical Phases of Production
 Lean 101 Overview Lean Background Taiichi Ohno and Shigeo Shingo developed Lean Manufacturing at Toyota over a period of 20-30 years. Their intention was not to develop some sort of unified field theory
Lean 101 Overview Lean Background Taiichi Ohno and Shigeo Shingo developed Lean Manufacturing at Toyota over a period of 20-30 years. Their intention was not to develop some sort of unified field theory
Flow and Pull Systems
 Online Student Guide Flow and Pull Systems OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 BENEFITS OF FLOW AND PULL... 5 CLEARING ROADBLOCKS... 5 APPROACH
Online Student Guide Flow and Pull Systems OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 BENEFITS OF FLOW AND PULL... 5 CLEARING ROADBLOCKS... 5 APPROACH
Lean Operations. PowerPoint slides by Jeff Heyl. Copyright 2017 Pearson Education, Inc.
 Lean Operations 16 PowerPoint presentation to accompany Heizer, Render, Munson Operations Management, Twelfth Edition Principles of Operations Management, Tenth Edition PowerPoint slides by Jeff Heyl 16-1
Lean Operations 16 PowerPoint presentation to accompany Heizer, Render, Munson Operations Management, Twelfth Edition Principles of Operations Management, Tenth Edition PowerPoint slides by Jeff Heyl 16-1
Finished goods available to meet Takt time when variations in customer demand exist.
 Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Lean Principles. Jerry D. Kilpatrick. This article was originally written for and published by MEP Utah in 2003 (
 Lean Principles By Jerry D. Kilpatrick This article was originally written for and published by MEP Utah in 2003 (www.mep.org) Page 1 of 6 Introduction Lean operating principles began in manufacturing
Lean Principles By Jerry D. Kilpatrick This article was originally written for and published by MEP Utah in 2003 (www.mep.org) Page 1 of 6 Introduction Lean operating principles began in manufacturing
Lecture - 44 Supply Chain
 Economics, Management and Entrepreneurship Prof. Pratap. K. J. Mohapatra Department of Industrial Engineering and Management Indian Institute of Technology Kharagpur Lecture - 44 Supply Chain Good morning.
Economics, Management and Entrepreneurship Prof. Pratap. K. J. Mohapatra Department of Industrial Engineering and Management Indian Institute of Technology Kharagpur Lecture - 44 Supply Chain Good morning.
Just-in-Time System. Dr S G Deshmukh
 Just-in-Time System Dr S G Deshmukh Difficulty in Production! Demand is uncertain and variable. Same equipment and people are used to make a variety of products. Switching products takes time.(imagaine
Just-in-Time System Dr S G Deshmukh Difficulty in Production! Demand is uncertain and variable. Same equipment and people are used to make a variety of products. Switching products takes time.(imagaine
Session III. LEAN Enterprise and Six Sigma
 Session III LEAN Enterprise and Six Sigma LEAN Enterprise Is a methodology that relies on a collaborative team effort to improve performance by systematically removing waste; combining Lean Manufacturing,
Session III LEAN Enterprise and Six Sigma LEAN Enterprise Is a methodology that relies on a collaborative team effort to improve performance by systematically removing waste; combining Lean Manufacturing,
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007
 "Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
Supply Chain Management
 A Seminar report On Supply Chain Management Submitted in partial fulfillment of the requirement for the award of degree Of MBA SUBMITTED TO: SUBMITTED BY: Acknowledgement I would like to thank respected
A Seminar report On Supply Chain Management Submitted in partial fulfillment of the requirement for the award of degree Of MBA SUBMITTED TO: SUBMITTED BY: Acknowledgement I would like to thank respected
Level & Stable Operations
 Getting Started with Lean Manufacturing Principles in Flexible Substrate Coating and Converting Dave Schoellerman Tollcoating.com by Carestream Health, Incorporated info@tollcoating.com Abstract Lean manufacturing
Getting Started with Lean Manufacturing Principles in Flexible Substrate Coating and Converting Dave Schoellerman Tollcoating.com by Carestream Health, Incorporated info@tollcoating.com Abstract Lean manufacturing
Contents. Chapter 1 Introduction to Logistics and Supply Chain. 1. Introduction. Learning Objectives. Dr. Vin Pheakdey
 Chapter 1 Introduction to Logistics and Supply Chain Dr. Vin Pheakdey Ph.D. in Economics, France Contents 1. Introduction 2. Definitions 4. Activities of Logistics 5. Aims of Logistics 6. Importance of
Chapter 1 Introduction to Logistics and Supply Chain Dr. Vin Pheakdey Ph.D. in Economics, France Contents 1. Introduction 2. Definitions 4. Activities of Logistics 5. Aims of Logistics 6. Importance of
Manufacturing Systems Management Prof. G. Srinivasan Department of Management Studies Indian Institute of Technology, Madras
 Manufacturing Systems Management Prof. G. Srinivasan Department of Management Studies Indian Institute of Technology, Madras Lecture - 28 Basic elements of JIT, Kanban systems In this lecture we see some
Manufacturing Systems Management Prof. G. Srinivasan Department of Management Studies Indian Institute of Technology, Madras Lecture - 28 Basic elements of JIT, Kanban systems In this lecture we see some
PLUS VALUE STREAM MAPPING
 LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
Deltek Costpoint Manufacturing Solutions
 Deltek Costpoint Manufacturing Solutions Leverage the industry s proven solution made for government contractors to help modernize operations and lower costs. Meeting Your Needs Today, and for the Future
Deltek Costpoint Manufacturing Solutions Leverage the industry s proven solution made for government contractors to help modernize operations and lower costs. Meeting Your Needs Today, and for the Future
What should it cost? What s in the should-cost? Where are we now?
 What should it cost? Should-cost can seem easy to explain, but the devil is in the details especially the assumptions that underlie should-cost calculations. September 2017 by Eric Arno Hiller How much
What should it cost? Should-cost can seem easy to explain, but the devil is in the details especially the assumptions that underlie should-cost calculations. September 2017 by Eric Arno Hiller How much
TEN STEPS to Lean Electrical Controls
 Complements of: TEN STEPS to Lean Electrical Controls EXECUTIVE SUMMARY Globalization is forcing companies to constantly become more efficient. To drive efficiencies, many companies are implementing Lean
Complements of: TEN STEPS to Lean Electrical Controls EXECUTIVE SUMMARY Globalization is forcing companies to constantly become more efficient. To drive efficiencies, many companies are implementing Lean
Generic Case Study. Initial Condition. 1. Stability
 Generic Case Study This example is based on an actual project. Names of people and details about processes have been hidden. To achieve the current state it took 25 months, 1 fulltime kaizen leader, dedicated
Generic Case Study This example is based on an actual project. Names of people and details about processes have been hidden. To achieve the current state it took 25 months, 1 fulltime kaizen leader, dedicated
A Study of the Application of Supply Chain Management in Construction Industry
 Association for Information Systems AIS Electronic Library (AISeL) WHICEB 2013 Proceedings Wuhan International Conference on e-business Summer 5-25-2013 A Study of the Application of Supply Chain Management
Association for Information Systems AIS Electronic Library (AISeL) WHICEB 2013 Proceedings Wuhan International Conference on e-business Summer 5-25-2013 A Study of the Application of Supply Chain Management
Lean Flow Enterprise Elements
 "Lean Flow" describes the performance of organizations that are effective enough to win consistently in the competitive global marketplace. To understand how to get there, it s useful to focus on Lean
"Lean Flow" describes the performance of organizations that are effective enough to win consistently in the competitive global marketplace. To understand how to get there, it s useful to focus on Lean
JUST IN TIME. Manuel Rincón, M.Sc. October 22nd, 2004
 JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
Introduction to Lean Construction: What is Lean Construction and How Can It Benefit You?
 Introduction to Lean Construction: What is Lean Construction and How Can It Benefit You? BY DAVID UMSTOT, PE, CEM UMSTOT PROJECT AND FACILITIES SOLUTIONS, LLC ABC Webinar November 19, 2013 1 Lean Construction
Introduction to Lean Construction: What is Lean Construction and How Can It Benefit You? BY DAVID UMSTOT, PE, CEM UMSTOT PROJECT AND FACILITIES SOLUTIONS, LLC ABC Webinar November 19, 2013 1 Lean Construction
Boston Building Resources
 Boston Building Resources Design Team Ramon E Faz, Isaac Lazoff Pedro Valenzuela Design Advisor Prof. Susan Freeman Sponsor Boston Building Resources Abstract Boston Building Resources (BBR) is a non-profit
Boston Building Resources Design Team Ramon E Faz, Isaac Lazoff Pedro Valenzuela Design Advisor Prof. Susan Freeman Sponsor Boston Building Resources Abstract Boston Building Resources (BBR) is a non-profit
Literature Review. lean principles. The second part of the literature review will talk about how those lean principles
 Literature Review The literature review for lean construction focuses on three main parts. The first part discussed will be about where the idea of lean construction came from and the background of lean
Literature Review The literature review for lean construction focuses on three main parts. The first part discussed will be about where the idea of lean construction came from and the background of lean
Ashvath Sharma (Correspondence) +
 +") Lean manufacturing is a manufacturing system which was started by Toyota and is now used by many manufacturers throughout the world. Lean Manufacturing is a way to notice and remove waste i.e. non-profit
Lean manufacturing is a manufacturing system which was started by Toyota and is now used by many manufacturers throughout the world. Lean Manufacturing is a way to notice and remove waste i.e. non-profit
Process Mapping What It Means for You. FAQs. Desired Results. 5) What are Fastenal s objectives? 1) What is a process mapping?
 What are Fastenal s objectives? 1) What is a process mapping?") Process Mapping What It Means for You At Fastenal, we do much more than just ship products out of a catalog; we can work closely with you to uncover hidden sources of supply chain waste and provide total
Process Mapping What It Means for You At Fastenal, we do much more than just ship products out of a catalog; we can work closely with you to uncover hidden sources of supply chain waste and provide total
Lean Distribution. Mark Kushner, COO Lloyed Lobo, Director Business Development
 Lean Distribution Mark Kushner, COO Lloyed Lobo, Director Business Development Agenda Brief Company Overview What is Lean? Lean in the Extended Supply Chain Benefits of Lean Distribution Can Lean Help
Lean Distribution Mark Kushner, COO Lloyed Lobo, Director Business Development Agenda Brief Company Overview What is Lean? Lean in the Extended Supply Chain Benefits of Lean Distribution Can Lean Help
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa. JIT --Intro 02/11/03 page 1 of 28
 Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Extending Lean Initiatives Across the Organization:
 A White Paper by Exact Software Extending Lean Initiatives Across the Organization: How greater efficiencies can extend beyond the manufacturing floor and back-office Business Unified Executive Overview
A White Paper by Exact Software Extending Lean Initiatives Across the Organization: How greater efficiencies can extend beyond the manufacturing floor and back-office Business Unified Executive Overview
Lean Design and Construction
 Lean Design and Construction By Mitchell Crews Journal of Quality Management Systems, Applied Engineering, and Technology Management Specialty Area: Quality Management Systems Scholarship Level: 3.8 Publication:
Lean Design and Construction By Mitchell Crews Journal of Quality Management Systems, Applied Engineering, and Technology Management Specialty Area: Quality Management Systems Scholarship Level: 3.8 Publication:
Turner is implementing an improved Production Planning System as well as other Innovations on the Great Wolf Lodge Project.
 EXHIBIT N - Lean Production Planning System and Innovation Turner is implementing an improved Production Planning System as well as other Innovations on the Great Wolf Lodge Project. Production Planning
EXHIBIT N - Lean Production Planning System and Innovation Turner is implementing an improved Production Planning System as well as other Innovations on the Great Wolf Lodge Project. Production Planning
One-off Batch High volume production (mass production) One-off: Custom - built kitchen Batch: Olympic medals High volume: Garden table / chairs
 One-off: Custom - built kitchen Batch: Olympic medals High volume: Garden table / chairs") The selection of materials and components is determined by the manufacturing processes involved and the scale of production. However, in an attempt to reduce manufacturing costs and overall costs, products
The selection of materials and components is determined by the manufacturing processes involved and the scale of production. However, in an attempt to reduce manufacturing costs and overall costs, products
Beyond Lean Manufacturing
 PRODUCT CONFIGURATION MANAGEMENT Beyond Lean Manufacturing www.infor.com/solutions/pcm 1 Agenda State of discrete manufacturing productivity Strategies for competitive advantage Suggestions for getting
PRODUCT CONFIGURATION MANAGEMENT Beyond Lean Manufacturing www.infor.com/solutions/pcm 1 Agenda State of discrete manufacturing productivity Strategies for competitive advantage Suggestions for getting
Chapter 10 Produce Efficiently
 Chapter 10 Produce Efficiently By Evan Keller Definition Production is how your company adds value to raw materials to create what customers want. Whether you manufacture a product or deliver a service,
Chapter 10 Produce Efficiently By Evan Keller Definition Production is how your company adds value to raw materials to create what customers want. Whether you manufacture a product or deliver a service,
The Lean Manufacturing Movement
 Table of Contents The Lean Manufacturing Movement... 2 RFID & Principles of Lean Manufacturing... 3 Selecting a Solution... 4 A Case Study... 4 Use Expert Help... 5 References... 6 RFID IN LEAN MANUFACTURING
Table of Contents The Lean Manufacturing Movement... 2 RFID & Principles of Lean Manufacturing... 3 Selecting a Solution... 4 A Case Study... 4 Use Expert Help... 5 References... 6 RFID IN LEAN MANUFACTURING
Omnichannel Challenges
 Omnichannel Challenges One of the biggest challenges for the omnichannel retailer today is the need to keep pace with both the growing demand for low line count orders and the unpredictable and fluctuating
Omnichannel Challenges One of the biggest challenges for the omnichannel retailer today is the need to keep pace with both the growing demand for low line count orders and the unpredictable and fluctuating
Enterprise Information Systems
 ACS-1803 Introduction to Information Systems Instructor: Kerry Augustine Enterprise Information Systems Lecture Outline 6 ACS-1803 Introduction to Information Systems Learning Objectives 1. Explain how
ACS-1803 Introduction to Information Systems Instructor: Kerry Augustine Enterprise Information Systems Lecture Outline 6 ACS-1803 Introduction to Information Systems Learning Objectives 1. Explain how
12/02/2018. Enterprise Information Systems. Learning Objectives. System Category Enterprise Systems. ACS-1803 Introduction to Information Systems
 ACS-1803 Introduction to Information Systems Instructor: Kerry Augustine Enterprise Information Systems Lecture Outline 6 ACS-1803 Introduction to Information Systems Learning Objectives 1. Explain how
ACS-1803 Introduction to Information Systems Instructor: Kerry Augustine Enterprise Information Systems Lecture Outline 6 ACS-1803 Introduction to Information Systems Learning Objectives 1. Explain how
JIT and Lean Operations. JIT/Lean Operations
 5/7/2011 16 JIT and Lean Operations By : Sa Ed M. Salhieh, Salhieh, Ph.D. 16-1 JIT/Lean Operations Good production systems require that managers address three issues that are pervasive and fundamental
5/7/2011 16 JIT and Lean Operations By : Sa Ed M. Salhieh, Salhieh, Ph.D. 16-1 JIT/Lean Operations Good production systems require that managers address three issues that are pervasive and fundamental
IT 470a Six Sigma Chapter X
 Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
This appendix includes the title and reference number for every best
 Inventory Best Practices, Second Edition By Steven M. Bragg Copyright 2011 by John Wiley & Sons, Inc. APPENDIX Summary of Inventory Best Practices This appendix includes the title and reference number
Inventory Best Practices, Second Edition By Steven M. Bragg Copyright 2011 by John Wiley & Sons, Inc. APPENDIX Summary of Inventory Best Practices This appendix includes the title and reference number
Production Scheduling
 PRODUCTION SCHEDULING Production Scheduling The Manufacturing Quandary Quandary is a state of perplexity or uncertainty over what to do in a difficult situation. Production scheduling is expected to satisfy
PRODUCTION SCHEDULING Production Scheduling The Manufacturing Quandary Quandary is a state of perplexity or uncertainty over what to do in a difficult situation. Production scheduling is expected to satisfy
Production Scheduling
 PRODUCTION SCHEDULING Production Scheduling The Manufacturing Quandary Quandary is a state of perplexity or uncertainty over what to do in a difficult situation. Production scheduling is expected to satisfy
PRODUCTION SCHEDULING Production Scheduling The Manufacturing Quandary Quandary is a state of perplexity or uncertainty over what to do in a difficult situation. Production scheduling is expected to satisfy
Lean Project Delivery Operating System
 Lean Project Delivery Operating System David MacNeel & Dan Passick, On Point Lean OCTOBER 16, 2017 LCI Education & Training Lean Construction Institute Provider Number H561 LCI Learning Module: Introduction
Lean Project Delivery Operating System David MacNeel & Dan Passick, On Point Lean OCTOBER 16, 2017 LCI Education & Training Lean Construction Institute Provider Number H561 LCI Learning Module: Introduction
Chapter 13. Lean and Sustainable Supply Chains
 1 Chapter 13 Lean and Sustainable Supply Chains 2 OBJECTIVES Lean Production Defined The Toyota Production System Lean Implementation Requirements Lean Services Lean Production 3 Lean Production can be
1 Chapter 13 Lean and Sustainable Supply Chains 2 OBJECTIVES Lean Production Defined The Toyota Production System Lean Implementation Requirements Lean Services Lean Production 3 Lean Production can be
MAXIMIZING VALUE & MINIMIZING WASTE: VALUE ENGINEERING & LEAN CONSTRUCTION
 MAXIMIZING VALUE & MINIMIZING WASTE: VALUE ENGINEERING & LEAN CONSTRUCTION Theresa Lehman AVS AC LEED AP Value Practitioner Boldt Technical Services 2525 N. Roemer Rd. P.O. Box 419 Appleton, WI 54912-0419
MAXIMIZING VALUE & MINIMIZING WASTE: VALUE ENGINEERING & LEAN CONSTRUCTION Theresa Lehman AVS AC LEED AP Value Practitioner Boldt Technical Services 2525 N. Roemer Rd. P.O. Box 419 Appleton, WI 54912-0419
Sunnyvale Plaza. Mid-Atlantic Region, United States. Nathan Braskey Construction Management. November 15, Technical Assignment #3
 November 15, 2013 Sunnyvale Plaza Mid-Atlantic Region, United States Nathan Braskey Construction Management FACULTY CONSULTANT: CRAIG DUBLER EXECUTIVE SUMMARY The following technical report explores several
November 15, 2013 Sunnyvale Plaza Mid-Atlantic Region, United States Nathan Braskey Construction Management FACULTY CONSULTANT: CRAIG DUBLER EXECUTIVE SUMMARY The following technical report explores several
10 Steps to Reduce Manufacturing Costs
 10 Steps to Reduce Manufacturing Costs 10 Steps to Reduce Manufacturing Costs Maintaining your competitive stance in the manufacturing industry requires constant searching for improvements of efficiency
10 Steps to Reduce Manufacturing Costs 10 Steps to Reduce Manufacturing Costs Maintaining your competitive stance in the manufacturing industry requires constant searching for improvements of efficiency
Introduction to Lean CAPTURE AND LEVERAGE THE LEAN ADVANTAGE. Introduction to Lean. Learning Objectives
 Plus / Delta Key Take-Aways: 1. High value for full day class 2. A lot of material was covered 3. CoP will address Last Planner & Target Value Design by holding workshops in 2017 Austin CoP Event: ; Presented
Plus / Delta Key Take-Aways: 1. High value for full day class 2. A lot of material was covered 3. CoP will address Last Planner & Target Value Design by holding workshops in 2017 Austin CoP Event: ; Presented
Just In Time (JIT) Quality and Reliability Engg. (171906) H I T. Hit suyo na mono O Iru toki iru dake Tasukuran
 Quality and Reliability Engg. (171906) H I T. Hit suyo na mono O Iru toki iru dake Tasukuran") Just In Time (JIT) H I T Hit suyo na mono O Iru toki iru dake Tasukuran (What is needed) (When it is needed and in what quantity) (Make) The crux is, if you cannot use it now do not make it now. Quality
Just In Time (JIT) H I T Hit suyo na mono O Iru toki iru dake Tasukuran (What is needed) (When it is needed and in what quantity) (Make) The crux is, if you cannot use it now do not make it now. Quality
Whitepaper. Achieving lean success- A holistic approach
 Whitepaper Achieving lean success- A holistic approach Table of contents Executive overview... 3 The essentials of lean... 5 Lean as a holistic business approach... 6 About Infor...14 Executive overview
Whitepaper Achieving lean success- A holistic approach Table of contents Executive overview... 3 The essentials of lean... 5 Lean as a holistic business approach... 6 About Infor...14 Executive overview
Ch 26 Just-In-Time and Lean Production. What is Lean Production? Structure of Lean Production System. Activities in Manufacturing.
 Ch 26 Just-In-Time and Lean Production Sections: 1. Lean Production and Waste in Manufacturing 2. Just-in-time Production Systems 3. Autonomation 4. Worker Involvement What is Lean Production? Lean production
Ch 26 Just-In-Time and Lean Production Sections: 1. Lean Production and Waste in Manufacturing 2. Just-in-time Production Systems 3. Autonomation 4. Worker Involvement What is Lean Production? Lean production
Contents Introduction to Logistics... 6
 CONTENTS Contents... 3 1. Introduction to Logistics... 6 1.1 Interfaces between Logistics Manufacturing....7 1.2 Logistics: Manufacturing issues in Customer Service...9 I.3 Production scheduling...10 1.4
CONTENTS Contents... 3 1. Introduction to Logistics... 6 1.1 Interfaces between Logistics Manufacturing....7 1.2 Logistics: Manufacturing issues in Customer Service...9 I.3 Production scheduling...10 1.4
Implementing Oracle s E-Business Suite in a Steel Service Center: An Overview. Wolfgang Moritz, Sr. Business Analyst Farwest Steel, Eugene, Oregon
 Implementing Oracle s E-Business Suite in a Steel Service Center: An Overview Wolfgang Moritz, Sr. Business Analyst Farwest Steel, Eugene, Oregon Who is Farwest Steel? Farwest Steel is headquartered in
Implementing Oracle s E-Business Suite in a Steel Service Center: An Overview Wolfgang Moritz, Sr. Business Analyst Farwest Steel, Eugene, Oregon Who is Farwest Steel? Farwest Steel is headquartered in
Understanding the Supply Chain. What is a Supply Chain? Definition Supply Chain Management
 Understanding the Supply Chain What is a Supply Chain? All stages involved, directly or indirectly, in fulfilling a customer request Includes customers, manufacturers, suppliers, transporters, warehouses,
Understanding the Supply Chain What is a Supply Chain? All stages involved, directly or indirectly, in fulfilling a customer request Includes customers, manufacturers, suppliers, transporters, warehouses,
Forklifts are pivotal in Toyota s own continuous improvement journey
 WHITE PAPER Innovative Applications for the Toyota Production System: Forklifts are pivotal in Toyota s own continuous improvement journey Sponsored by -1- PLANT SERVICES: WHITE PAPER Innovative Applications
WHITE PAPER Innovative Applications for the Toyota Production System: Forklifts are pivotal in Toyota s own continuous improvement journey Sponsored by -1- PLANT SERVICES: WHITE PAPER Innovative Applications
Benefits of Lean Management in Liquid Waste Operations - One Company's Journey Rodney Blackmon and John Windham Savannah River Remediation, LLC
 Benefits of Lean Management in Liquid Waste Operations - One Company's Journey 15402 ABSTRACT Rodney Blackmon and John Windham Savannah River Remediation, LLC For Savannah River Remediation, LLC (SRR),
Benefits of Lean Management in Liquid Waste Operations - One Company's Journey 15402 ABSTRACT Rodney Blackmon and John Windham Savannah River Remediation, LLC For Savannah River Remediation, LLC (SRR),
The Toyota Way. Using Operational Excellence as a Strategic Weapon. Chapter 1 9/11/ Ps. September 11, 2014
 The Toyota Way September 11, 2014 1 Using Operational Excellence as a Strategic Weapon Chapter 1 2 Philosophy Long-term thinking Process Eliminate waste People and Partners Respect Challenge Grow them
The Toyota Way September 11, 2014 1 Using Operational Excellence as a Strategic Weapon Chapter 1 2 Philosophy Long-term thinking Process Eliminate waste People and Partners Respect Challenge Grow them
STRATEGIC ARCHITECTURAL DESIGN: HOW TO MEET BUSINESS GOALS AND MAXIMIZE ROI
 STRATEGIC ARCHITECTURAL DESIGN: HOW TO MEET BUSINESS GOALS AND MAXIMIZE ROI TABLE OF CONTENTS PART I: STRATEGIC PROJECT PLANNING AND SMARTER DESIGN...4 PART II: STRATEGIES TO CAPTURE VALUE AND SAVINGS
STRATEGIC ARCHITECTURAL DESIGN: HOW TO MEET BUSINESS GOALS AND MAXIMIZE ROI TABLE OF CONTENTS PART I: STRATEGIC PROJECT PLANNING AND SMARTER DESIGN...4 PART II: STRATEGIES TO CAPTURE VALUE AND SAVINGS
Infor SCM (Supply Chain Management) > Warehouse Management
 > Warehouse Management") Management The right stuff for end-to-end fulfillment and distribution. Experts estimate that 20% of all orders are filled imperfectly. Thus, the ability to meet customer demand by getting the right products
Management The right stuff for end-to-end fulfillment and distribution. Experts estimate that 20% of all orders are filled imperfectly. Thus, the ability to meet customer demand by getting the right products
Learning Objectives. 1. Explain how lean systems improve internal and supply chain operations
 CHAPTER EIGHT Lean Systems McGraw-Hill/Irwin Copyright 2011 by the McGraw-Hill Companies, Inc. All rights reserved. Learning Objectives 1. Explain how lean systems improve internal and supply chain operations
CHAPTER EIGHT Lean Systems McGraw-Hill/Irwin Copyright 2011 by the McGraw-Hill Companies, Inc. All rights reserved. Learning Objectives 1. Explain how lean systems improve internal and supply chain operations
JUST IN TIME (JIT), LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS)
, LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS)") JUST IN TIME (JIT), LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS) Dr. Mahmoud Abbas Mahmoud Al-Naimi Assistant Professor Industrial Engineering Branch Department of Production Engineering and Metallurgy University
JUST IN TIME (JIT), LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS) Dr. Mahmoud Abbas Mahmoud Al-Naimi Assistant Professor Industrial Engineering Branch Department of Production Engineering and Metallurgy University
Prefabrication and Modular Construction: Providing Value from a Builders Perspective Shannon Lightfoot McCarthy Building Companies, Inc.
 Shannon Lightfoot McCarthy Building Companies, Inc. CR3099-P A prefabrication strategy allows for the practice of lean concepts, while delivering a successful project. Prefabrication of MEP systems has
Shannon Lightfoot McCarthy Building Companies, Inc. CR3099-P A prefabrication strategy allows for the practice of lean concepts, while delivering a successful project. Prefabrication of MEP systems has
Engaging All Employees to Eliminate the Eight Wastes
 Engaging All Employees to Eliminate the Eight Wastes Abstract Charles Aubrey Vice President, Anderson Pharmaceutical Packaging, USA Kaizen means continuous improvement in Japanese. It has become closely
Engaging All Employees to Eliminate the Eight Wastes Abstract Charles Aubrey Vice President, Anderson Pharmaceutical Packaging, USA Kaizen means continuous improvement in Japanese. It has become closely
Seven Key Success Factors for Identity Governance
 WHITE PAPER Seven Key Success s for Identity Governance Insights and Advice from Real-World Implementations You have been given a high-profile mission: address urgent audit and compliance requirements
WHITE PAPER Seven Key Success s for Identity Governance Insights and Advice from Real-World Implementations You have been given a high-profile mission: address urgent audit and compliance requirements
Demand Management: Customize Products through the Use of Product Completion Centers
 Customize Products through the Use of Product Completion Centers August 2013 Sponsored by: Conducted by: On behalf of: Manufacturers and shippers are facing increasing difficulty in their ability to bring
Customize Products through the Use of Product Completion Centers August 2013 Sponsored by: Conducted by: On behalf of: Manufacturers and shippers are facing increasing difficulty in their ability to bring
CHAPTER-8 DEVELOPMENT OF SPARCS
 CHAPTER-8 DEVELOPMENT OF SPARCS--SUPPLY-CHAIN PARAMETERS CLASSIFICATION SYSTEM FOR SMALL SCALE INDUSTRY The performance of the material-procurement decisions is heavily dependent on the combination of
CHAPTER-8 DEVELOPMENT OF SPARCS--SUPPLY-CHAIN PARAMETERS CLASSIFICATION SYSTEM FOR SMALL SCALE INDUSTRY The performance of the material-procurement decisions is heavily dependent on the combination of
Survey Report on the Role of IT to Enhance Supply Chain Management in UAE Companies
 Survey Report on the Role of IT to Enhance Supply Chain Management in UAE Companies Prepare by University of Wollongong, Dubai David Van Over Albert Wee Kwan Tan Cedwyn Fernandes With support from Contents
Survey Report on the Role of IT to Enhance Supply Chain Management in UAE Companies Prepare by University of Wollongong, Dubai David Van Over Albert Wee Kwan Tan Cedwyn Fernandes With support from Contents
SEVEN (7) PRINCIPLES FOR IMPROVING WORKFLOW
 PRINCIPLES FOR IMPROVING WORKFLOW") T H E B O T T O M L I N E G R O U P Improving Knowledge Work SEVEN (7) PRINCIPLES FOR IMPROVING WORKFLOW Robert Damelio 2 3 0 8 G r i z z l y R u n L a n e, E u l e s s, Te x a s cell: 214.995.1960 fax:
T H E B O T T O M L I N E G R O U P Improving Knowledge Work SEVEN (7) PRINCIPLES FOR IMPROVING WORKFLOW Robert Damelio 2 3 0 8 G r i z z l y R u n L a n e, E u l e s s, Te x a s cell: 214.995.1960 fax:
Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation
 Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation Atanu Mukherjee, President, Dastur Business and Technology Consulting,
Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation Atanu Mukherjee, President, Dastur Business and Technology Consulting,
Kaiser Permanente Largo Medical Office Building Largo, MD
 Kaiser Permanente Largo Medical Office Building Largo, MD Christopher Pozza - CM D r i v i n g S c h e d u l e T h e s i s P r o p o s a l D e c e m b e r 1 4, 2 0 1 2 A d v i s o r R o b L e i c h t Executive
Kaiser Permanente Largo Medical Office Building Largo, MD Christopher Pozza - CM D r i v i n g S c h e d u l e T h e s i s P r o p o s a l D e c e m b e r 1 4, 2 0 1 2 A d v i s o r R o b L e i c h t Executive
For one Connecticut manufacturer of close tolerance
 The Secondary Press Team at Connecticut Spring & Stamping works together to develop a new product. The toolmaker and set-up man oversee the operator at the press while the team members responsible for
The Secondary Press Team at Connecticut Spring & Stamping works together to develop a new product. The toolmaker and set-up man oversee the operator at the press while the team members responsible for
Objectives of Chapters1, 2, 3
 Objectives of Chapters1, 2, 3 Building a Strategic Framework to Analyze a SC: (Ch1,2,3) Ch1 Define SC, expresses correlation between SC decisions and a firms performance. Ch2 Relationship between SC strategy
Objectives of Chapters1, 2, 3 Building a Strategic Framework to Analyze a SC: (Ch1,2,3) Ch1 Define SC, expresses correlation between SC decisions and a firms performance. Ch2 Relationship between SC strategy
A Case Study of Lead Time Reduction by Transformation to Cellular Production
 IOSR Journal of Engineering (IOSRJEN) ISSN (e): 2250-3021, ISSN (p): 2278-8719 Vol. 06, Issue 02 (February. 2016), V1 PP 53-58 www.iosrjen.org A Case Study of Lead Time Reduction by Transformation to Cellular
IOSR Journal of Engineering (IOSRJEN) ISSN (e): 2250-3021, ISSN (p): 2278-8719 Vol. 06, Issue 02 (February. 2016), V1 PP 53-58 www.iosrjen.org A Case Study of Lead Time Reduction by Transformation to Cellular
Outline. Pull Manufacturing. Push Vs. Pull Scheduling. Inventory Hides Problems. Lowering Inventory Reveals Problems
 Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
Agile Projects 7. Agile Project Management 21
 Contents Contents 1 2 3 4 Agile Projects 7 Introduction 8 About the Book 9 The Problems 10 The Agile Manifesto 12 Agile Approach 14 The Benefits 16 Project Components 18 Summary 20 Agile Project Management
Contents Contents 1 2 3 4 Agile Projects 7 Introduction 8 About the Book 9 The Problems 10 The Agile Manifesto 12 Agile Approach 14 The Benefits 16 Project Components 18 Summary 20 Agile Project Management
Just-In-Time (JIT) Manufacturing. Overview
 Manufacturing. Overview") Just-In-Time (JIT) Manufacturing Overview The Just-in-Time (JIT) Manufacturing Philosophy Prerequisites for JIT Manufacturing Elements of JIT Manufacturing Benefits of JIT Manufacturing Success and JIT
Just-In-Time (JIT) Manufacturing Overview The Just-in-Time (JIT) Manufacturing Philosophy Prerequisites for JIT Manufacturing Elements of JIT Manufacturing Benefits of JIT Manufacturing Success and JIT
Scope of Work Bid Package C-4 - West Polished Concrete
 Scope of Work Bid Package C-4 - West Polished Concrete CONTRACT DOCUMENTS and REQUIREMENTS The Work of this Agreement shall include but shall not be limited to all labor, fringe benefits, materials, tools,
Scope of Work Bid Package C-4 - West Polished Concrete CONTRACT DOCUMENTS and REQUIREMENTS The Work of this Agreement shall include but shall not be limited to all labor, fringe benefits, materials, tools,
Pull and push strategies
 Pull and push strategies In a manufacturing or retail business, what are the advantages and disadvantages of: simply satisfying current demand planning to meet (possible) future demand? 1. Match the words
Pull and push strategies In a manufacturing or retail business, what are the advantages and disadvantages of: simply satisfying current demand planning to meet (possible) future demand? 1. Match the words
SAP Supply Chain Management
 Estimated Students Paula Ibanez Kelvin Thompson IDM 3330 70 MANAGEMENT INFORMATION SYSTEMS SAP Supply Chain Management The Best Solution for Supply Chain Managers in the Manufacturing Field SAP Supply
Estimated Students Paula Ibanez Kelvin Thompson IDM 3330 70 MANAGEMENT INFORMATION SYSTEMS SAP Supply Chain Management The Best Solution for Supply Chain Managers in the Manufacturing Field SAP Supply
The Value of Strategically Sourced Sub-Assembly. Outsourced sub-assembly creates measurable savings and fulfillment flexibility.
 The Value of Strategically Sourced Sub-Assembly. Outsourced sub-assembly creates measurable savings and fulfillment flexibility. Introduction Strategic Sourcing of Value-Added Assembly provides benefits
The Value of Strategically Sourced Sub-Assembly. Outsourced sub-assembly creates measurable savings and fulfillment flexibility. Introduction Strategic Sourcing of Value-Added Assembly provides benefits
1 Transport. Introduction. 1.1 Lorries have empty or part loads
 1 Transport Introduction The way that transportation is managed in relation to construction has a number of implications. Clearly the efficient movement of materials to sites is a fundamental requirement
1 Transport Introduction The way that transportation is managed in relation to construction has a number of implications. Clearly the efficient movement of materials to sites is a fundamental requirement
Business Process Management Introduction. Marek Zborowski PhD.
 Business Process Management Introduction Marek Zborowski PhD. BUSINESS PROCESS MANAGEMENT We will learn in this area: What is Business Process Management (BPM) Why BPM is required How the discipline of
Business Process Management Introduction Marek Zborowski PhD. BUSINESS PROCESS MANAGEMENT We will learn in this area: What is Business Process Management (BPM) Why BPM is required How the discipline of
10 WAYS TO REDUCE INVENTORY IN YOUR SUPPLY CHAIN
 ONE PLACE IN THE CLOUD TO RUN YOUR SUPPLY CHAIN WHITE PAPER 10 WAYS TO REDUCE INVENTORY IN YOUR SUPPLY CHAIN KEY TAKEAWAYS Companies challenged by a fast-changing business environment have a number of
ONE PLACE IN THE CLOUD TO RUN YOUR SUPPLY CHAIN WHITE PAPER 10 WAYS TO REDUCE INVENTORY IN YOUR SUPPLY CHAIN KEY TAKEAWAYS Companies challenged by a fast-changing business environment have a number of
MANAGERIAL PROCESS STANDARDIZATION THROUGH ILLUSTRATIVE CASE STUDY
 MANAGERIAL PROCESS STANDARDIZATION THROUGH ILLUSTRATIVE CASE STUDY Younghan Jung 1 and Thomas Mills 2 1 Department of Construction Management and Civil Engineering, Georgia Southern University, Statesboro,
MANAGERIAL PROCESS STANDARDIZATION THROUGH ILLUSTRATIVE CASE STUDY Younghan Jung 1 and Thomas Mills 2 1 Department of Construction Management and Civil Engineering, Georgia Southern University, Statesboro,
Copyright 2000 Society of Manufacturing Engineers MANUFACTURING INSIGHTS. An Introduction to Lean Manufacturing
 MANUFACTURING INSIGHTS An Introduction to Lean Manufacturing WARNING federal law provides severe civil and criminal penalties for the unauthorized reproduction, distribution or exhibition of copyrighted
MANUFACTURING INSIGHTS An Introduction to Lean Manufacturing WARNING federal law provides severe civil and criminal penalties for the unauthorized reproduction, distribution or exhibition of copyrighted
Untangling the Complexities of efulfillment
 Untangling the Complexities of efulfillment AS CONSUMERS GAIN GREATER CONNECTIVITY to retailers by means of e-commerce, their already high demands become increasingly challenging for businesses to meet.
Untangling the Complexities of efulfillment AS CONSUMERS GAIN GREATER CONNECTIVITY to retailers by means of e-commerce, their already high demands become increasingly challenging for businesses to meet.
Flexible Industrialization in Construction By Humanoid Construction Robots?
 Flexible Industrialization in Construction By Humanoid Construction Robots? Thomas Bock, Prof.Dr. Ing/Univ.Tokio Chair for Building Realization and informatics TU Munich, Arcisstrasse 21, D 80333 Germany,
Flexible Industrialization in Construction By Humanoid Construction Robots? Thomas Bock, Prof.Dr. Ing/Univ.Tokio Chair for Building Realization and informatics TU Munich, Arcisstrasse 21, D 80333 Germany,
Lean Enterprise Achieving efficiency in a world demanding effectiveness
 Lean Enterprise Achieving efficiency in a world demanding effectiveness by Ron Sutter and Rick Nieves finding new answers in business. 2012 CGN Global Lean Enterprise Achieving efficiency in a world demanding
Lean Enterprise Achieving efficiency in a world demanding effectiveness by Ron Sutter and Rick Nieves finding new answers in business. 2012 CGN Global Lean Enterprise Achieving efficiency in a world demanding
These tend to be sequential, and offer increasing levels of efficiency to an organisation.
 3 Forms of Waste There are 3 forms of waste in any organisation; muda (tasks with no value add), mura (where things are done inconsistently) and muri (where excessive effort is used). Benefit of thinking
3 Forms of Waste There are 3 forms of waste in any organisation; muda (tasks with no value add), mura (where things are done inconsistently) and muri (where excessive effort is used). Benefit of thinking
Operations Management
 Operations Management Introduction to Operations Management 1.1 What is Operations Management Every business is managed through three major functions: finance, marketing, and operation management. The
Operations Management Introduction to Operations Management 1.1 What is Operations Management Every business is managed through three major functions: finance, marketing, and operation management. The
As with most any time, the graphic communication
 TRAINING Profiting from Lean Management Lean Management revolves around two key principles: continuous improvement and respect for people. BY KEVIN COOPER As with most any time, the graphic communication
TRAINING Profiting from Lean Management Lean Management revolves around two key principles: continuous improvement and respect for people. BY KEVIN COOPER As with most any time, the graphic communication