Instructor Info: Dave Tucker, LSSMBB ProModel Senior Consultant Office:
|
|
|
- Malcolm Webster
- 6 years ago
- Views:
Transcription

1 Instructor Info: Dave Tucker, LSSMBB ProModel Senior Consultant Office:

2 Understand how simulation models can be utilized within the DMAIC approach Examine a completed model for the application of Lean Concepts to an as is process Identify & eliminate waste in a process Perform analysis of model data Build Scenarios using Lean Concepts 2 2
3 Tools Tasks Gates (also known as Tollgates) Define customers and requirements Define Sponsor Define Process Owner and other Stakeholders Develop the Problem Statement, Goals, Benefits Define Measures Determine Root Causes Define Potential Solutions Define Control Plan Validate the Measurement System Identify Value Add versus Non- Value Add Process Steps Assess Potential Solutions Define the Data Collection Plan Identify sources of Variation Develop Proposed Solution Collect the Data Define Team, Define X s and the Big Y Develop Project Plan Develop High Level Process Map Determine if Process is in Control Define the Process Capability Develop the relationship between Y and critical few X s Determine the improvement opportunities to apply Lean Pilot the Solution Define to be Process Map Validate the Potential Improvement Project Charter Value Stream Map Run Chart/Time Series Brainstorming/Affinity Diagram Control Plan Develop Training Materials, Processes, Procedures Implement Statistical Process Controls Implement Visual Controls and Poka-Yoke Determine Process Capability Verify Benefits, Cost Savings, Finalize Documentation Transition to Process Owner, Close Project, and Celebrate ROI/Payback Analysis * Simulation Ishikawa Diagram/5 Whys * Simulation Process Capability Voice of the Customer Measurement System Analysis Cause and Effect Matrix FMEA Process Sigma Calculator Voice of the Business Data Collection Plan Regression Analysis Design of Experiments Mistake Proofing Stakeholder Analysis Check Sheets Non-Parametric Analysis Piloting Visual Process Control Communication Plan Benchmarking * Simulation Pugh Matrix * Simulation RACI Value of Speed (Little s Law) ANOVA Process Balancing SIPOC Statistical Sampling Components of Variation Analytical Batch Sizing * Simulation Pareto Charts Hypothesis Testing Process Flow Improvement Kano Analysis Control Charts NVA Analysis Kanban Process Capability Queuing Theory Stocking Strategy Histograms FMEA Force Field Analysis 3 3
4 Tools Tasks Gates (also known as Tollgates) Define customers and requirements Define Sponsor Define Process Owner and other Stakeholders Develop the Problem Statement, Goals, Benefits Define Measures Determine Root Causes Define Potential Solutions Define Control Plan Validate the Measurement System Identify Value Add versus Non- Value Add Process Steps Assess Potential Solutions Define the Data Collection Plan Identify sources of Variation Develop Proposed Solution Collect the Data Define Team, Define X s and the Big Y Develop Project Plan Develop High Level Process Map Determine if Process is in Control Define the Process Capability Develop the relationship between Y and critical few X s Determine the improvement opportunities to apply Lean Pilot the Solution Define to be Process Map Validate the Potential Improvement Project Charter Value Stream Map Run Chart/Time Series Brainstorming/Affinity Diagram Control Plan Develop Training Materials, Processes, Procedures Implement Statistical Process Controls Implement Visual Controls and Poka-Yoke Determine Process Capability Verify Benefits, Cost Savings, Finalize Documentation Transition to Process Owner, Close Project, and Celebrate ROI/Payback Analysis * Simulation Ishikawa Diagram/5 Whys * Simulation Process Capability Voice of the Customer Measurement System Analysis Cause and Effect Matrix FMEA Process Sigma Calculator Voice of the Business Data Collection Plan Regression Analysis Design of Experiments Mistake Proofing Stakeholder Analysis Check Sheets Non-Parametric Analysis Piloting Visual Process Control Communication Plan Benchmarking * Simulation Pugh Matrix * Simulation RACI Value of Speed (Little s Law) ANOVA Process Balancing SIPOC Statistical Sampling Components of Variation Analytical Batch Sizing * Simulation Pareto Charts Hypothesis Testing Process Flow Improvement Kano Analysis Control Charts NVA Analysis Kanban Process Capability Queuing Theory Stocking Strategy Histograms FMEA Force Field Analysis 4 4
5 Paint Shop Work Unit 2 Work Unit Primer Oven_1 Load_Fixture O1 Buffer Fixture Clean & Prep Fixture Rework Paint 1 Paint 2 Worker 1 Redo Worker 2 Inspection Unload Fixture Oven 2 O2 Buffer Worker 3 (Exit) Number Completed Number Rejected Work in Process Cycle Time (minutes) 5 5
6 Problem Statement Current average Cycle Time (CT) is ~642 minutes; customers are complaining that they need the product sooner; employees are complaining that some are working too hard Voice of the Customer / Voice of the Business Customer survey says they want CT to be <= 300 minutes Business is not sure if that CT can be met; however, they want orders quickly filled As is Process Flow 6 6
7 1 Paint Shop Layout 5 5 Incoming Roller Table Primer Table Table Paint 1 Table Paint 2 Table 4 Door Load Fixture Supplies Outgoing 1 0 Bench Worker 3 Rework Area Inspection Area Bench Worker 1 Worker Fixture Clean & Prep Table 3 Door 7 Unload Fixture Table 6 Oven 2 Bank of 4 Ovens Table Oven
8 Tools Tasks Gates (also known as Tollgates) Define customers and requirements Define Sponsor Define Process Owner and other Stakeholders Develop the Problem Statement, Goals, Benefits Define Measures Determine Root Causes Define Potential Solutions Define Control Plan Validate the Measurement System Identify Value Add versus Non- Value Add Process Steps Assess Potential Solutions Define the Data Collection Plan Identify sources of Variation Develop Proposed Solution Collect the Data Define Team, Define X s and the Big Y Develop Project Plan Develop High Level Process Map Determine if Process is in Control Define the Process Capability Develop the relationship between Y and critical few X s Determine the improvement opportunities to apply Lean Pilot the Solution Define to be Process Map Validate the Potential Improvement Project Charter Value Stream Map Run Chart/Time Series Brainstorming/Affinity Diagram Control Plan Develop Training Materials, Processes, Procedures Implement Statistical Process Controls Implement Visual Controls and Poka-Yoke Determine Process Capability Verify Benefits, Cost Savings, Finalize Documentation Transition to Process Owner, Close Project, and Celebrate ROI/Payback Analysis * Simulation Ishikawa Diagram/5 Whys * Simulation Process Capability Voice of the Customer Measurement System Analysis Cause and Effect Matrix FMEA Process Sigma Calculator Voice of the Business Data Collection Plan Regression Analysis Design of Experiments Mistake Proofing Stakeholder Analysis Check Sheets Non-Parametric Analysis Piloting Visual Process Control Communication Plan Benchmarking * Simulation Pugh Matrix * Simulation RACI Value of Speed (Little s Law) ANOVA Process Balancing SIPOC Statistical Sampling Components of Variation Analytical Batch Sizing * Simulation Pareto Charts Hypothesis Testing Process Flow Improvement Kano Analysis Control Charts NVA Analysis Kanban Process Capability Queuing Theory Stocking Strategy Histograms FMEA Force Field Analysis 8 8
9 Define Measures Collect the Data Define X s and the Big Y Determine if Process is in Control Define the Process Capability 9 9

10 TP is ~331 WIP is Steadily Increasing 10 10

11 CT is Increasing 11 11

12 CT Averages ~642 Minutes Redo CT s are Double 12 12

13 Entities are Blocked ~68% of the time Entities in Operation ~19% of the time 13 13

14 Workers are Utilized ~62, 78 & 37% of the time 14 14
15 Blockage at Paint Buffers & Load Fixture 15 15

16 Most Buffers Have Entities Throughout Run 16 16

17 1. Select the Six Sigma Analysis Feature 2. Add the Parameter for the Variable, Cycle Time 3. Pick Observation for Stat Collection 4. Enter an Upper Spec. Limit of Hit the Launch Minitab button 17 17
18 vcycletime (Baseline) - Capability Analysis (using 95.0% confidence) CT is Not Capable P rocess Data LSL 0 Target * USL 300 Sample M ean Sample N 7500 StDev (Within) StDev (O v erall) LSL USL Within Overall P otential (Within) C apability Z.Bench Low er C L Z.LSL 4.95 Z.U SL C pk Low er C L Upper C L O v erall C apability O bserv ed Performance PPM < LSL 0.00 PPM > USL PPM Total Exp. Within P erformance PPM < LSL 0.38 PPM > USL PPM Total Exp. O v erall Performance PPM < LSL PPM > USL PPM Total Z.Bench Low er C L Z.LSL 2.43 Z.U SL Ppk Low er C L Upper C L C pm * Low er C L * 18 18
19 A review of the Operation Times reveals that the Paint Booths have the longest time per part. Furthermore, the Booths have only a single part capacity which causes backups. The Batching and long operation times at both Ovens will also create delays. Time Avg Time Batch Time per In Out Step Time Unit (min) Size B4 Part (min) Capacity Buffer Buffer Resource Primer T(3, 4, 5) min Oven_1 60 min B Load_Fixture N(60, 10) sec Worker 2 Fixture_Clean_Prep U(2, 1) min Paint_1 N(8, 1) min Paint_2 N(8, 1) min Oven_2 40 min B Unload_Fixture N(50, 10) sec Worker 2 Inspection N(3, 0.1) min Worker 1 Rework T(2, 7, 15) min Worker
20 WIP and CT are increasing which indicates one or more process constraints Some Entity blockage occurs at several Activities Resource utilization is out of balance Process Cycle Time is statistically out-of-control and therefore, inconsistent Process is not capable of achieving customer specifications of <= 300 CT minutes Process flow is unbalanced and not level-loaded 20 20
21 Tools Tasks Gates (also known as Tollgates) Define customers and requirements Define Sponsor Define Process Owner and other Stakeholders Develop the Problem Statement, Goals, Benefits Define Measures Determine Root Causes Define Potential Solutions Define Control Plan Validate the Measurement System Identify Value Add versus Non- Value Add Process Steps Assess Potential Solutions Define the Data Collection Plan Identify sources of Variation Develop Proposed Solution Collect the Data Define Team, Define X s and the Big Y Develop Project Plan Develop High Level Process Map Determine if Process is in Control Define the Process Capability Develop the relationship between Y and critical few X s Determine the improvement opportunities to apply Lean Pilot the Solution Define to be Process Map Validate the Potential Improvement Project Charter Value Stream Map Run Chart/Time Series Brainstorming/Affinity Diagram Control Plan Develop Training Materials, Processes, Procedures Implement Statistical Process Controls Implement Visual Controls and Poka-Yoke Determine Process Capability Verify Benefits, Cost Savings, Finalize Documentation Transition to Process Owner, Close Project, and Celebrate ROI/Payback Analysis * Simulation Ishikawa Diagram/5 Whys * Simulation Process Capability Voice of the Customer Measurement System Analysis Cause and Effect Matrix FMEA Process Sigma Calculator Voice of the Business Data Collection Plan Regression Analysis Design of Experiments Mistake Proofing Stakeholder Analysis Check Sheets Non-Parametric Analysis Piloting Visual Process Control Communication Plan Benchmarking * Simulation Pugh Matrix * Simulation RACI Value of Speed (Little s Law) ANOVA Process Balancing SIPOC Statistical Sampling Components of Variation Analytical Batch Sizing * Simulation Pareto Charts Hypothesis Testing Process Flow Improvement Kano Analysis Control Charts NVA Analysis Kanban Process Capability Queuing Theory Stocking Strategy Histograms FMEA Force Field Analysis 21 21

22 Determine the improvement opportunities to apply Lean concepts Identify Value Add versus Non-Value Add Process Steps Develop the relationship between Y and critical few X s Determine Root Causes 22 22
23 Eliminating Waste Bottleneck Identification Queue Reduction Equipment Setup Reduction Building Pull Systems Process Flow Improvement 23 23
 3.")

 6. Over processing / Unnecessary steps 7.")
24 1. Unnecessary material handling or Transportation 2. Excess Inventory (just in case) 3. Excess or inefficient operator Motion 4. Waiting for materials or resources 5. Overproduction (often causes the other types of wastes) 6. Over processing / Unnecessary steps 7. Production of Defects (any type) 24 24
25 Using Customer Orders to Trigger Production Will Eliminate Waste of Over-Production (5) Reduced Operation Time Could Eliminate Waste of Waiting (4) Paint Shop Different Batch Sizes Could Eliminate Waste of Waiting (4) Cellular Layout Could Eliminate Waste of Excess Operator Motion to / fm Load & Unload (3) Work Unit 2 Work Unit Primer Oven_1 Load_Fixture O1 Buffer Fixture Clean & Prep Fixture Rework Paint 1 Paint 2 Reduced Operation Time Could Eliminate Waste of Waiting (4) Worker 3 Worker 1 Using Worker Resources Differently Could Eliminate Waste of Waiting (4) Inspection Redo Unload Fixture Worker 2 O2 Buffer Oven 2 Different Batch Sizes Could Eliminate Waste of Waiting (4) Cellular Layout Could Eliminate Waste of Transportation (1) Improved Quality Could Eliminate Waste of Inspection & Defects (7) = NVA Step (Exit) 0000 Number Completed 0000 Number Rejected 0000 Work in Process 0000 Cycle Time (minutes) 25 25
26 Eliminating Waste Bottleneck Identification Queue Reduction Equipment Setup Reduction Building Pull Systems Process Flow Improvement 26 26
27 Q Q Paint Shop Q Work Unit Work Unit 2 Primer Oven_1 Load_Fixture O1 Buffer Fixture Clean & Prep Q Fixture Rework Paint 1 Paint 2 Legend: Worker 1 Worker 3 Q Inspection (Exit) Redo Q Worker 2 Unload Fixture 0000 Number Completed Q O2 Buffer 0000 Number Rejected Oven Q Work in Process 0000 Cycle Time (minutes) Q = Setup Reduction = Bottleneck = Queue Reduction = Pull System 27 27
28 Waste Over-production Waiting Operator Motion Transportation Defects & Inspection Bottlenecks At Load Fixture At Paint 1 & 2 No Pull Systems To Primer To Load Fixture Queues Primer Oven 1 & 2 Load & Unload Fixture Fixture Clean & Prep Inspection & Rework Setups Paint 1 & 2 Traditional Shop Layout Functional not Cellular Other 28 28
29 1 Primer 3 Fixture Clean 5 Paint 1 & 2 7 Unload Fixture 2 Queue Waste Over-production Waste Waiting Limited Capacity Queue Batch Size Oven 1 No Pull System Waste Op Time Waiting Limited Capacity Bottleneck Queue 4 Queue Waste Waiting Limited Resources Waste Operator Motion Limited Capacity Waste Transportation Use of Resources Limited Capacity Load Fixture Waste Waiting No Pull 6 Queue Batch Size Setups Bottleneck Limited Capacity Oven 2 Limited Capacity Waste Op Time Waiting Waste Defects 8 9 Queue Queue Limited Resources Waste Waiting Use of Resources Quality Problems Waste Waiting Insp / Rework Limited Resources Use of Resources Waste Operator Motion Waste Operator Motion Waste Waiting Use of Resources Functional Layout General - Shop Cycle Time Too High Continuous Part Order Arrivals Equipment with Limited Capacities Unbalanced Process Flow Rework Rates 29 29
30 What is the effect of Batching, Capacity, Queuing and Operation times at Ovens 1 & 2? We are told that the total time to get a part through those Ovens is about the same even though Batching, Capacity and Operation times are different. Is the waiting and operation total time about the same at both of the ovens? Paint Shop Work Unit Batch Size: 15 Op Time: 60 min Capacity: 1 B Work Unit 2 Worker 1 Worker 3 Q Q Primer Oven_1 Load_Fixture Rework Inspection (Exit) Q Redo Worker 2 Q Unload Fixture 0000 Number Q O1 Buffer Q O2 Buffer Paint Number Oven 2 Paint Q Work in Fixture Clean & Prep 0000 Cycle Time Q Fixture Q Legend: = Setup Reduction Batch Size: 10 Op Time: 40 min = Bottleneck Capacity: 4 B = Queue Reduction = Pull System 30 30


31 1. Create 2 Attributes & 2 Variables 2. Create logic for both Ovens using Logic Builder Logic in Routing to Oven_1 Logic at O1 Buffer Primer Oven_1 Load_Fixture O1 Buffer 31 31


32 3. Run Model for 5 replications 4. Export the Time Series data for both Variables from the Output Viewer to Excel 5. Name the File & Path then hit Export button 6. Copy the data from Excel into a Minitab worksheet Set File Name & Path 32 32



33 7. In Minitab, Stack the data into single columns 8. Select and run the Hypothesis Test using the data 33 33
 - mu (Ov2_ALL) Estimate for difference: 29.312 95% CI for difference: (28.095, 30.530) T-Test of difference = 0 (vs not =): T-Value = 47.19 P-Value = 0.")
34 Two-Sample T-Test and CI: Ov1_ALL, Ov2_ALL Two-sample T for Ov1_ALL vs Ov2_ALL N Mean StDev SE Mean Ov1_ALL Ov2_ALL Oven_1 Oven_2 Difference = mu (Ov1_ALL) - mu (Ov2_ALL) Estimate for difference: % CI for difference: (28.095, ) T-Test of difference = 0 (vs not =): T-Value = P-Value = DF = 4116 Total Time at Ovens is NOT the Same Boxplot of Ov1_ALL, Ov2_All Individual Value Plot of Ov1_ALL, Ov2_All Data 80 Data Ov1_ALL Ov2_All Ov1_ALL Ov2_All 34 34
35 One-way ANOVA: Time versus OvN_RN Individual Value Plot of Time vs OvN_RN Source DF SS MS F P OvN_RN Error Total S = R-Sq = 34.30% R-Sq(adj) = 34.16% Time Total Time at Ovens is NOT the Same Individual 95% CIs For Mean Based on Pooled StDev Level N Mean StDev Ov1_R (*-) Ov1_R (*-) Ov1_R (-*-) Ov1_R (-*) Ov1_R (-*) Ov2_R (-*-) Ov2_R (-*-) Ov2_R (-*-) Ov2_R (-*-) Ov2_R (-*-) Pooled StDev = Time Ov1_R1 Ov1_R2 Ov1_R3 Ov1_R4 Ov1_R5 Ov2_R1 Ov2_R2 OvN_RN Boxplot of Time Ov2_R3 Ov2_R4 Ov2_R5 Ov1_R1 Ov1_R2 Ov1_R3 Ov1_R4 Ov1_R5 Ov2_R1 Ov2_R2 OvN_RN Ov2_R3 Ov2_R4 Ov2_R
36 The Big Y is Cycle Time per part Some Critical X s (things that could be changed to possibly reduce CT): Operation & Waiting Times Batch Sizes Capacities of Equipment Use of Resources Arrival of Parts Rework Rates Shop Layout 36 36
37 Tools Tasks Gates (also known as Tollgates) Define customers and requirements Define Sponsor Define Process Owner and other Stakeholders Develop the Problem Statement, Goals, Benefits Define Measures Determine Root Causes Define Potential Solutions Define Control Plan Validate the Measurement System Identify Value Add versus Non- Value Add Process Steps Assess Potential Solutions Define the Data Collection Plan Identify sources of Variation Develop Proposed Solution Collect the Data Define Team, Define X s and the Big Y Develop Project Plan Develop High Level Process Map Determine if Process is in Control Define the Process Capability Develop the relationship between Y and critical few X s Determine the improvement opportunities to apply Lean Pilot the Solution Define to be Process Map Validate the Potential Improvement Project Charter Value Stream Map Run Chart/Time Series Brainstorming/Affinity Diagram Control Plan Develop Training Materials, Processes, Procedures Implement Statistical Process Controls Implement Visual Controls and Poka-Yoke Determine Process Capability Verify Benefits, Cost Savings, Finalize Documentation Transition to Process Owner, Close Project, and Celebrate ROI/Payback Analysis * Simulation Ishikawa Diagram/5 Whys * Simulation Process Capability Voice of the Customer Measurement System Analysis Cause and Effect Matrix FMEA Process Sigma Calculator Voice of the Business Data Collection Plan Regression Analysis Design of Experiments Mistake Proofing Stakeholder Analysis Check Sheets Non-Parametric Analysis Piloting Visual Process Control Communication Plan Benchmarking * Simulation Pugh Matrix * Simulation RACI Value of Speed (Little s Law) ANOVA Process Balancing SIPOC Statistical Sampling Components of Variation Analytical Batch Sizing * Simulation Pareto Charts Hypothesis Testing Process Flow Improvement Kano Analysis Control Charts NVA Analysis Kanban Process Capability Queuing Theory Stocking Strategy Histograms FMEA Force Field Analysis 37 37

38 Define Potential Solutions Assess Potential Solutions Develop Proposed Solution Pilot the Solution Validate the Potential Improvement Define to be Process Map 38 38
39 Reduce Primer & Paint Booth Times Increase Capacities of Primer & Paint Booths Increase or optimize Oven Batch sizes Use extra, unused Oven 2 Capacity to help Oven 1 Increase Resources (X) Make quality changes to reduce rework % Reduce Inspections (X) Dedicate each Paint Booth to only 1 part color to reduce Setups Change Shop Layout to minimize or eliminate transporting parts Change Resource use for operation and / or transportation tasks Only Pull parts into the shop as new orders arrive (X) = Management says No! 39 39
40 Paint Shop Work Unit 2 Work Unit Primer Oven_1 Load_Fixture O1 Buffer Fixture Clean & Prep Fixture Rework Paint 1 Paint 2 Worker 1 Redo Worker 2 Inspection Unload Fixture Oven 2 O2 Buffer Worker 3 (Exit) Number Completed Number Rejected Work in Process Cycle Time (minutes) 40 40
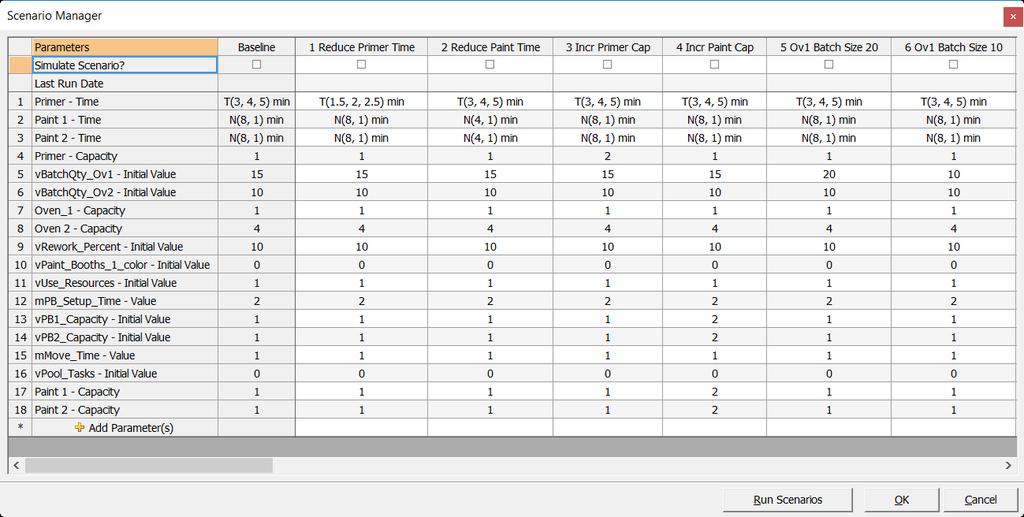
41 1. Reduce Primer time by 50% 2. Reduce Paint time by 50% 3. Increase Primer Capacity by 1 4. Increase Paint Booths Capacity by 1 each 5. Increase Oven 1 Batch Size to Reduce Oven 1 Batch Size to 10 (like Oven 2) 7. Increase Oven 2 Batch Size to Change Oven 1 & 2 Capacities so Oven 2 helps Oven 1; (Oven 1 Cap. = 2 Batches, Oven 2 Cap. = 3 Batches) 9. Reduce Rework rate to 5% 10. Dedicate Paint Booths to 1 color each to eliminate setups 11. Pool Workers 2 & 3 for part moves 12. Pool All Workers for part moves 13. Use No Workers for part moves (in cellular shop) 14. Pool All Workers for All Tasks & Moves 15. Pool All Workers for All Tasks & No Moves (in cellular shop) 41 41
42 42 42
43 Note Average Time in System 43 43
44 You could build 5 additional Scenarios with the following Factor Combinations: S16 - Combination 1 = Scenarios: 15, 9, 3, 1, 4 & 2 S17 - Combination 2 = Scenarios: 14, 9, 3, 1, 4 & 2 S18 - Combination 3 = Scenarios: 13, 9, 3, 1, 4 & 2 S19 - Combination 4 = Scenarios: 12, 9, 3, 1, 4 & 2 S20 - Combination 5 = Scenarios: 11, 9, 3, 1, 4 &
45 Note Average Time in System 45 45
46 Combination 1 = Scenarios: 15, 9, 3, 1, 4 & 2 15: Pool All Workers Tasks with No Moves 9: Reduce Rework from 10% to 5% 3: Increase Primer Capacity from 1 to 2 1: Reduce Primer Time by 50% 4: Increase Paint Booth Capacity from 1 to 2 2: Reduce Paint Time by 50% 46 46

47 TP is ~520 Baseline WIP is slightly increasing 47 47

48 Baseline CT is better although still increasing slightly 48 48

49 Overall CT Averages ~249 Minutes 49 49

50 Entities are Blocked ~36% of the time vs. 68% in Baseline Entities are in Operation ~47% of the time vs. 19% in Baseline 50 50

51 Workers are Utilized ~70, 39 & 14% of the time 51 51


52 Scenario 16 Decreased Blockage & Waiting at Paint Buffers & Load Fixture Baseline 52 52
53 Paint Shop Parts are Stored after Key Process Steps Customer Orders Begin Here and Parts are Pulled as Needed Work Unit 2 Work Unit Work Order (Exit) (Exit) Entry Worker 1 Worker 3 WU Order WU2 Order Order Type WU Rw 50% Primer Oven_1 Load_Fixture Rework Inspection FG Buffer FG Storage Pull Orders WU2 Rw (Exit) Redo O2 Storage Worker O1 Buffer Number Completed Unload Fixture O1 Storage 0000 O2 Buffer Number Rejected 0000 Paint 1 Pull Order Time (minutes) Paint Storage Oven Work in Process Paint 2 Fixture Clean & Prep 0000 Cycle Time (minutes) Fixture 2. Replenishment Signals Order More Parts When Quantities Reach Trigger Level 53 53

54 Higher TP Than Original Baseline WIP Stabilizes 54 54
55 WIP goes up; however, it stabilizes! Cycle Time is higher; however, it also begins to stabilize! If Customer Work Orders arrive every 30 minutes then the amount of time to fill a Work Order drops to only 2 minutes (which is the actual pick time)!! Voice of the Customer / Voice of the Business Customer survey says they want CT to be <= 300 minutes Business is not sure if that CT can be met; however, they want orders quickly filled 55 55
56 Outgoing 10 8 Inspection Area Table Unload Fixture 7 6 Oven 2 Table 5 5 Paint 1 Table Paint 2 Door 9 Rework Area Bench Bench Supplies Worker 1 Worker 2 Worker 3 Incoming Roller Table Primer Table Oven 1 Table Load Fixture Fixture Clean & Prep 3 Proposed Paint Shop Layout - 1 Door If Paint Booths are Monuments and/ or Extra Workspace is needed for other operations Table Oven 2 Bank of 3 Ovens Table Excess Property to be Removed 56 56
57 Tools Tasks Gates (also known as Tollgates) Define customers and requirements Define Sponsor Define Process Owner and other Stakeholders Develop the Problem Statement, Goals, Benefits Define Measures Determine Root Causes Define Potential Solutions Define Control Plan Validate the Measurement System Identify Value Add versus Non- Value Add Process Steps Assess Potential Solutions Define the Data Collection Plan Identify sources of Variation Develop Proposed Solution Collect the Data Define Team, Define X s and the Big Y Develop Project Plan Develop High Level Process Map Determine if Process is in Control Define the Process Capability Develop the relationship between Y and critical few X s Determine the improvement opportunities to apply Lean Pilot the Solution Define to be Process Map Validate the Potential Improvement Project Charter Value Stream Map Run Chart/Time Series Brainstorming/Affinity Diagram Control Plan Develop Training Materials, Processes, Procedures Implement Statistical Process Controls Implement Visual Controls and Poka-Yoke Determine Process Capability Verify Benefits, Cost Savings, Finalize Documentation Transition to Process Owner, Close Project, and Celebrate ROI/Payback Analysis * Simulation Ishikawa Diagram/5 Whys * Simulation Process Capability Voice of the Customer Measurement System Analysis Cause and Effect Matrix FMEA Process Sigma Calculator Voice of the Business Data Collection Plan Regression Analysis Design of Experiments Mistake Proofing Stakeholder Analysis Check Sheets Non-Parametric Analysis Piloting Visual Process Control Communication Plan Benchmarking * Simulation Pugh Matrix * Simulation RACI Value of Speed (Little s Law) ANOVA Process Balancing SIPOC Statistical Sampling Components of Variation Analytical Batch Sizing * Simulation Pareto Charts Hypothesis Testing Process Flow Improvement Kano Analysis Control Charts NVA Analysis Kanban Process Capability Queuing Theory Stocking Strategy Histograms FMEA Force Field Analysis 57 57
58 Implement Statistical Process Controls Determine Process Capability Verify Benefits, Cost Savings, Finalize Documentation 58 58
59 P rocess Data LSL 0 Target * USL 300 Sample M ean Sample N StDev (Within) StDev (O v erall) Baseline had PPM > USL ~882K vcycletime (16 Comb1-15,9,3,1,4,2) - Capability Analysis (using 95.0% confidence) CT is More Capable But Needs Improvement O bserv ed Performance PPM < LSL 0.00 PPM > USL PPM Total LSL USL 300 Exp. Within P erformance PPM < LSL PPM > USL PPM Total Exp. O v erall Performance PPM < LSL PPM > USL PPM Total Within Overall P otential (Within) C apability Z.Bench 0.89 Low er C L 0.86 Z.LSL 4.14 Z.U SL 0.89 C pk 0.30 Low er C L 0.29 Upper C L 0.30 O v erall C apability Z.Bench 0.75 Low er C L 0.73 Z.LSL 3.52 Z.U SL 0.75 Ppk 0.25 Low er C L 0.24 Upper C L 0.26 C pm * Low er C L * 59 59

60 Simulation models can be a vital part of any LSS or other Process Improvement effort. DMAIC is a good approach for utilizing simulation models to help Define, Measure, Analyze, Improve, and Control any process. Process Simulator is a flexible, robust predictive analytics tool useful for process improvement! 60 60
61 Thanks for Attending! Any?? Instructor Info: Dave Tucker, LSSMBB ProModel Senior Consultant Office: Instructor Info: Bruce Gladwin, PMP, 6σBB VP, Commercial Products Office:
Continuous Improvement Toolkit. Value Analysis
 Continuous Improvement Toolkit Value Analysis VA NVA The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking***
Continuous Improvement Toolkit Value Analysis VA NVA The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking***
Continuous Improvement Toolkit
 Continuous Improvement Toolkit Lean Measures Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
Continuous Improvement Toolkit Lean Measures Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
Leading High Reliability Organizations in Healthcare. Richard Morrow, MBA, MBB Author/Founder RPM Exec (847)
") Leading High Reliability Organizations in Healthcare Richard Morrow, MBA, MBB Author/Founder RPM Exec (847) 989-3333 rpm@rpmexec.com www.rpmexec.com 1 Baseline Performance Healthcare Compared 2 Organizations
Leading High Reliability Organizations in Healthcare Richard Morrow, MBA, MBB Author/Founder RPM Exec (847) 989-3333 rpm@rpmexec.com www.rpmexec.com 1 Baseline Performance Healthcare Compared 2 Organizations
Continuous Improvement Toolkit. QFD (Quality Function Deployment) Continuous Improvement Toolkit.
 Continuous Improvement Toolkit.") Continuous Improvement Toolkit QFD (Quality Function Deployment) The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment*
Continuous Improvement Toolkit QFD (Quality Function Deployment) The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment*
Continuous Improvement Toolkit. Traffic Light Assessment. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Traffic Light Assessment The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree
Continuous Improvement Toolkit Traffic Light Assessment The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree
Continuous Improvement Toolkit. Flow Process Chart. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Flow Process Chart The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit Flow Process Chart The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit. Pareto Analysis. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Pareto Analysis The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit Pareto Analysis The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Six Sigma Black Belt Study Guides
 Six Sigma Black Belt Study Guides 1 www.pmtutor.org Powered by POeT Solvers Limited. Overview of Six Sigma DMAIC Define Define the project targets and customer (internal and external) deliverables. Measure
Six Sigma Black Belt Study Guides 1 www.pmtutor.org Powered by POeT Solvers Limited. Overview of Six Sigma DMAIC Define Define the project targets and customer (internal and external) deliverables. Measure
Continuous Improvement Toolkit. Relationship Mapping. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Relationship Mapping The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit Relationship Mapping The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit
 Continuous Improvement Toolkit Process Redesign Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
Continuous Improvement Toolkit Process Redesign Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
Continuous Improvement Toolkit. RACI Matrix
 Continuous Improvement Toolkit RACI Matrix R A C I The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking***
Continuous Improvement Toolkit RACI Matrix R A C I The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking***
Continuous Improvement Toolkit. Stakeholder Analysis. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Stakeholder Analysis The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit Stakeholder Analysis The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
CPI Event / Project Tollgate Template
 CPI Event / Project Tollgate Template Template is to provide a starting point for new CPI practitioners. Final Out Briefs should include all DMAIC phases. Use background / format according to your command
CPI Event / Project Tollgate Template Template is to provide a starting point for new CPI practitioners. Final Out Briefs should include all DMAIC phases. Use background / format according to your command
LEAN CERTIFICATION BODY OF KNOWLEDGE RUBRIC VERSION 3.0
 MODULE 1 LEAN CERTIFICATION BODY OF KNOWLEDGE RUBRIC VERSION 3.0 1. Cultural Enablers 15% 20% 25% 1.1. Principles of Cultural Enablers 3% 4% 5% 1.1.1. Respect for the individual 1.1.2. Humility 1.2. Processes
MODULE 1 LEAN CERTIFICATION BODY OF KNOWLEDGE RUBRIC VERSION 3.0 1. Cultural Enablers 15% 20% 25% 1.1. Principles of Cultural Enablers 3% 4% 5% 1.1.1. Respect for the individual 1.1.2. Humility 1.2. Processes
Continuous Improvement Toolkit. Risk Analysis. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Risk Analysis The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Fault Tree Analysis Traffic
Continuous Improvement Toolkit Risk Analysis The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Fault Tree Analysis Traffic
JIT and Lean Operations. JIT/Lean Operations
 5/7/2011 16 JIT and Lean Operations By : Sa Ed M. Salhieh, Salhieh, Ph.D. 16-1 JIT/Lean Operations Good production systems require that managers address three issues that are pervasive and fundamental
5/7/2011 16 JIT and Lean Operations By : Sa Ed M. Salhieh, Salhieh, Ph.D. 16-1 JIT/Lean Operations Good production systems require that managers address three issues that are pervasive and fundamental
Lean Flow Enterprise Elements
 "Lean Flow" describes the performance of organizations that are effective enough to win consistently in the competitive global marketplace. To understand how to get there, it s useful to focus on Lean
"Lean Flow" describes the performance of organizations that are effective enough to win consistently in the competitive global marketplace. To understand how to get there, it s useful to focus on Lean
Lean Gold Certification Blueprint
 The Lean Certification Blueprint provides additional useful information beyond the Body of Knowledge. The Body of Knowledge specifies the competencies, topics, and subtopics required by different types
The Lean Certification Blueprint provides additional useful information beyond the Body of Knowledge. The Body of Knowledge specifies the competencies, topics, and subtopics required by different types
Lean Six Sigma Assembly Transformation
 Lean Six Sigma Assembly Transformation Assembly Operation converted to one piece flow assembly lines to improve throughput and efficiency. Problem Statement The first issue was ramping production to meet
Lean Six Sigma Assembly Transformation Assembly Operation converted to one piece flow assembly lines to improve throughput and efficiency. Problem Statement The first issue was ramping production to meet
PLUS VALUE STREAM MAPPING
 LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
Justifying Simulation. Why use simulation? Accurate Depiction of Reality. Insightful system evaluations
 Why use simulation? Accurate Depiction of Reality Anyone can perform a simple analysis manually. However, as the complexity of the analysis increases, so does the need to employ computer-based tools. While
Why use simulation? Accurate Depiction of Reality Anyone can perform a simple analysis manually. However, as the complexity of the analysis increases, so does the need to employ computer-based tools. While
Finished goods available to meet Takt time when variations in customer demand exist.
 Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007
 "Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
Just-In-Time (JIT) Manufacturing. Overview
 Manufacturing. Overview") Just-In-Time (JIT) Manufacturing Overview The Just-in-Time (JIT) Manufacturing Philosophy Prerequisites for JIT Manufacturing Elements of JIT Manufacturing Benefits of JIT Manufacturing Success and JIT
Just-In-Time (JIT) Manufacturing Overview The Just-in-Time (JIT) Manufacturing Philosophy Prerequisites for JIT Manufacturing Elements of JIT Manufacturing Benefits of JIT Manufacturing Success and JIT
Outline. Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations
 JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
Lean Manufacturing Implementation in Small and Medium Industry
 Advances in Smart Systems Research ISSN 2050-8662 Vol. 5. No. 1 : pp.17-29 : isrp16-004 Lean Manufacturing Implementation in Small and Medium Industry N.H.Zakaria 1, N.M.Z.N.Mohamed 1,2 *, A.N.M.Rose 1,
Advances in Smart Systems Research ISSN 2050-8662 Vol. 5. No. 1 : pp.17-29 : isrp16-004 Lean Manufacturing Implementation in Small and Medium Industry N.H.Zakaria 1, N.M.Z.N.Mohamed 1,2 *, A.N.M.Rose 1,
Industrial Design and Simulation of a JIT Material Handling System
 Industrial Design and Simulation of a JIT Material Handling System Chukwuedozie N. Ezema, Eric C. Okafor and Christiana C. Okezie Abstract A JIT Material Handling System attempts to manufacture products
Industrial Design and Simulation of a JIT Material Handling System Chukwuedozie N. Ezema, Eric C. Okafor and Christiana C. Okezie Abstract A JIT Material Handling System attempts to manufacture products
Process Mapping. You cannot improve a process until everyone agrees on what the process is.
 Process Mapping You cannot improve a process until everyone agrees on what the process is. 1 Topics I. What is a Process Map? II. III. IV. Types of Process Maps A. Process Flow Chart B. SIPOC Diagram C.
Process Mapping You cannot improve a process until everyone agrees on what the process is. 1 Topics I. What is a Process Map? II. III. IV. Types of Process Maps A. Process Flow Chart B. SIPOC Diagram C.
LEAN MANUFACTURING & TPM.
 LEAN MANUFACTURING & TPM www.fourprinciples.com BACKGROUND The core area of any manufacturing facility is the shop floor. Manufacturing is most often also the largest function within an organisation. In
LEAN MANUFACTURING & TPM www.fourprinciples.com BACKGROUND The core area of any manufacturing facility is the shop floor. Manufacturing is most often also the largest function within an organisation. In
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar. L9: Lean synchronization
 Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
Value Stream Mapping
 Value Stream Mapping Dr. Bob Gee Dean Scott Bonney Professor William G. Journigan American Meridian University 1 Learning Objectives Upon successful completion of this module, the student should be able
Value Stream Mapping Dr. Bob Gee Dean Scott Bonney Professor William G. Journigan American Meridian University 1 Learning Objectives Upon successful completion of this module, the student should be able
LEARNING TO SEE an introduction to lean thinking
 LEARNING TO SEE an introduction to lean thinking 2 Why Lean? Customer satisfaction Market share Costs 3 Where did Lean come from? Henry Ford First flow production line 1960s The term Lean originated International
LEARNING TO SEE an introduction to lean thinking 2 Why Lean? Customer satisfaction Market share Costs 3 Where did Lean come from? Henry Ford First flow production line 1960s The term Lean originated International
Lean Methods for High-Variety, Low-Volume Industries
 Setpoint Systems, Inc. Authored By: Malorie Rasmussen & Nate Morris Lean Methods for High-Variety, Low-Volume Industries www.setpointusa.com info@setpointusa.com 801-621-4117 Page 1 Setpoint provides lean
Setpoint Systems, Inc. Authored By: Malorie Rasmussen & Nate Morris Lean Methods for High-Variety, Low-Volume Industries www.setpointusa.com info@setpointusa.com 801-621-4117 Page 1 Setpoint provides lean
Operations Management
 Operations Management Chapter 16 JIT and Lean Operations PowerPoint presentation to accompany Heizer/Render Operations Management, 11ed Some additions and deletions have been made by Ömer Yağız to this
Operations Management Chapter 16 JIT and Lean Operations PowerPoint presentation to accompany Heizer/Render Operations Management, 11ed Some additions and deletions have been made by Ömer Yağız to this
MODELING AND SIMULATION OF A LEAN SYSTEM. CASE STUDY OF A PAINT LINE IN A FURNITURE COMPANY
 MODELING AND SIMULATION OF A LEAN SYSTEM. CASE STUDY OF A PAINT LINE IN A FURNITURE COMPANY Quynh-Lam Ngoc LE 1, Ngoc-Hien DO 2, Ki-Chan NAM 3 1 Ho Chi Minh City University of Technology, 268 Ly Thuong
MODELING AND SIMULATION OF A LEAN SYSTEM. CASE STUDY OF A PAINT LINE IN A FURNITURE COMPANY Quynh-Lam Ngoc LE 1, Ngoc-Hien DO 2, Ki-Chan NAM 3 1 Ho Chi Minh City University of Technology, 268 Ly Thuong
4 BUILDING YOUR FIRST MODEL. L4.1 Building Your First Simulation Model. Knowing is not enough; we must apply. Willing is not enough; we must do.
 Pro, Second Edition L A B 4 BUILDING YOUR FIRST MODEL Knowing is not enough; we must apply. Willing is not enough; we must do. Johann von Goethe In this lab we build our first simulation model using Pro.
Pro, Second Edition L A B 4 BUILDING YOUR FIRST MODEL Knowing is not enough; we must apply. Willing is not enough; we must do. Johann von Goethe In this lab we build our first simulation model using Pro.
Chapter 11. In-Time and Lean Production
 Chapter 11 Just-In In-Time and Lean Production What is JIT? Producing only what is needed, when it is needed A philosophy An integrated management system JIT s mandate: Eliminate all waste Basic Elements
Chapter 11 Just-In In-Time and Lean Production What is JIT? Producing only what is needed, when it is needed A philosophy An integrated management system JIT s mandate: Eliminate all waste Basic Elements
LEAN SIX SIGMA GLOSSARY OF TERMS
 LEAN SIX SIGMA GLOSSARY OF TERMS WWW.LBSPARTNERS.IE A A3 Analyse Andon Andon Board Autonomation B Balanced Production Line Batch-and-Queue Benchmarking Bottleneck Best-in-Class Blitz C Catch-Ball This
LEAN SIX SIGMA GLOSSARY OF TERMS WWW.LBSPARTNERS.IE A A3 Analyse Andon Andon Board Autonomation B Balanced Production Line Batch-and-Queue Benchmarking Bottleneck Best-in-Class Blitz C Catch-Ball This
LEAN PRODUCTION FACILITY LAYOUT.
 LEAN PRODUCTION FACILITY LAYOUT www.fourprinciples.com BACKGROUND The production facility layout is as important as the technology it houses and has a significant impact on business performance. The layout
LEAN PRODUCTION FACILITY LAYOUT www.fourprinciples.com BACKGROUND The production facility layout is as important as the technology it houses and has a significant impact on business performance. The layout
Six Sigma Project - KPI Process Improvement Project Kickoff Meeting. Maximizing and Advancing Performance ( MAAP) Office May 21, 2015 May 22, 2015
 Office May 21, 2015 May 22, 2015") Six Sigma Project - KPI Process Improvement Project Kickoff Meeting Maximizing and Advancing Performance ( MAAP) Office May 21, 2015 May 22, 2015 About Six Sigma Lean/Six Sigma Set of techniques and tools
Six Sigma Project - KPI Process Improvement Project Kickoff Meeting Maximizing and Advancing Performance ( MAAP) Office May 21, 2015 May 22, 2015 About Six Sigma Lean/Six Sigma Set of techniques and tools
PRACTICE PROBLEM SET Topic 1: Basic Process Analysis
 The Wharton School Quarter II The University of Pennsylvania Fall 1999 PRACTICE PROBLEM SET Topic 1: Basic Process Analysis Problem 1: Consider the following three-step production process: Raw Material
The Wharton School Quarter II The University of Pennsylvania Fall 1999 PRACTICE PROBLEM SET Topic 1: Basic Process Analysis Problem 1: Consider the following three-step production process: Raw Material
Eliminate Waste and. Increase Value
 Eliminate Waste and Increase Value By Six Sigma Qualtec You don t need a dance partner to Poka-yoke, but it does help to have a supportive management team. No, Poka-yoke isn t a new dance; it s Japanese
Eliminate Waste and Increase Value By Six Sigma Qualtec You don t need a dance partner to Poka-yoke, but it does help to have a supportive management team. No, Poka-yoke isn t a new dance; it s Japanese
ProcessModel Simulation to Show Benefits of Kanban/Pull System
 ProcessModel Simulation to Show Benefits of Kanban/Pull System Nicholas Loyd Michael McNairy Alabama Technology Network University of Alabama in Huntsville Huntsville, AL 35899 loydn@uah.edu mcnairm@uah.edu
ProcessModel Simulation to Show Benefits of Kanban/Pull System Nicholas Loyd Michael McNairy Alabama Technology Network University of Alabama in Huntsville Huntsville, AL 35899 loydn@uah.edu mcnairm@uah.edu
LeanView. User s Guide. For use with versions of LeanView.
 LeanView User s Guide For use with versions 4.0.39 6.0.0 of LeanView LeanView The Next Generation of Lean Copyright 2012 bluespring SOFTWARE Page 1 Section I Introduction to Lean and Value Stream Mapping
LeanView User s Guide For use with versions 4.0.39 6.0.0 of LeanView LeanView The Next Generation of Lean Copyright 2012 bluespring SOFTWARE Page 1 Section I Introduction to Lean and Value Stream Mapping
Pull Systems: Overview, Challenges and Success Factors
 Pull Systems: Overview, Challenges and Success Factors Mike Osterling 619-572-3632 mike@mosterling.com 1 Session Objectives Cover the most common types of pull systems See some examples of application
Pull Systems: Overview, Challenges and Success Factors Mike Osterling 619-572-3632 mike@mosterling.com 1 Session Objectives Cover the most common types of pull systems See some examples of application
Key Steps in Implementing a Kaizen Event
 Northeast Supply Chain Conference Key Steps in Implementing a Kaizen Event Tom McBride Partners for Creative Solutions, Inc. (508) 845-1546 What We Will Cover What are kaizen events? Choosing the best
Northeast Supply Chain Conference Key Steps in Implementing a Kaizen Event Tom McBride Partners for Creative Solutions, Inc. (508) 845-1546 What We Will Cover What are kaizen events? Choosing the best
How to Improve Process Performance. or Automating Waste Isn t Fun
 How to Improve Process Performance Using Lean Automation or Automating Waste Isn t Fun Frank Garcia ADVENT DESIGN CORPORATION What We ll Cover? Building a Lean base for Automation including cellular manufacturing
How to Improve Process Performance Using Lean Automation or Automating Waste Isn t Fun Frank Garcia ADVENT DESIGN CORPORATION What We ll Cover? Building a Lean base for Automation including cellular manufacturing
De-Mystifying Kanban:
 De-Mystifying Kanban: Understanding Its Many Faces Kanban kanban Al Shalloway Co-founder of, no longer affiliated with, Lean-Kanban University LKU Kanban (Kanban Method) Open Kanban Team Kanban Kanban
De-Mystifying Kanban: Understanding Its Many Faces Kanban kanban Al Shalloway Co-founder of, no longer affiliated with, Lean-Kanban University LKU Kanban (Kanban Method) Open Kanban Team Kanban Kanban
Outline. Pull Manufacturing. Push Vs. Pull Scheduling. Inventory Hides Problems. Lowering Inventory Reveals Problems
 Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
SUPPLIER QUALITY ASSURANCE IN SUPPLY CHAIN MANAGEMENT (SCM) THROUGH QUALITY TOOLS AND TECHNIQUES
 THROUGH QUALITY TOOLS AND TECHNIQUES") SUPPLIER QUALITY ASSURANCE IN SUPPLY CHAIN MANAGEMENT (SCM) THROUGH QUALITY TOOLS AND TECHNIQUES P.P. Shah 1, R.L. Shrivastava 2 1 Acharya Shrimannarayan Polytechnic, Wardha(M.S.), India 2 Yeshwantrao
SUPPLIER QUALITY ASSURANCE IN SUPPLY CHAIN MANAGEMENT (SCM) THROUGH QUALITY TOOLS AND TECHNIQUES P.P. Shah 1, R.L. Shrivastava 2 1 Acharya Shrimannarayan Polytechnic, Wardha(M.S.), India 2 Yeshwantrao
Lean Principles in Facility Management
 Lean Principles in Facility Management Presented to GAPPA 2013 Mark Duclos Director of Operations & Maintenance The University of Georgia What is Lean? The term Lean was coined by Jim Womack of MIT to
Lean Principles in Facility Management Presented to GAPPA 2013 Mark Duclos Director of Operations & Maintenance The University of Georgia What is Lean? The term Lean was coined by Jim Womack of MIT to
Engaging All Employees to Eliminate the Eight Wastes
 Engaging All Employees to Eliminate the Eight Wastes Abstract Charles Aubrey Vice President, Anderson Pharmaceutical Packaging, USA Kaizen means continuous improvement in Japanese. It has become closely
Engaging All Employees to Eliminate the Eight Wastes Abstract Charles Aubrey Vice President, Anderson Pharmaceutical Packaging, USA Kaizen means continuous improvement in Japanese. It has become closely
Quick Manufacturing Stencil
 Quick Manufacturing Stencil Quick Manufacturing is one of evsm s Quick Stencils and supports plant level mapping of discrete parts and assemblies in industries like automotive, electro-mechanical, and
Quick Manufacturing Stencil Quick Manufacturing is one of evsm s Quick Stencils and supports plant level mapping of discrete parts and assemblies in industries like automotive, electro-mechanical, and
Increasing Productivity by Reducing Manufacturing Lead Time through Value Stream Mapping
 Increasing Productivity by Reducing Manufacturing Lead Time through Value Stream Mapping Renu Yadav, Ashish Shastri, Mithlesh Rathore Mechanical Department, MPCT, Gwalior (M.P.) E-mail: renusingh_k5@yahoo.co.in,
Increasing Productivity by Reducing Manufacturing Lead Time through Value Stream Mapping Renu Yadav, Ashish Shastri, Mithlesh Rathore Mechanical Department, MPCT, Gwalior (M.P.) E-mail: renusingh_k5@yahoo.co.in,
Historical Phases of Production
 Lean 101 Overview Lean Background Taiichi Ohno and Shigeo Shingo developed Lean Manufacturing at Toyota over a period of 20-30 years. Their intention was not to develop some sort of unified field theory
Lean 101 Overview Lean Background Taiichi Ohno and Shigeo Shingo developed Lean Manufacturing at Toyota over a period of 20-30 years. Their intention was not to develop some sort of unified field theory
Agile & Lean / Kanban
 Agile & Lean / Kanban 0 What is Lean? 1 Agile Development Methods (Dogma) extreme Programming (XP) Scrum Lean Software Development Behavior Driven Development (BDD) Feature Driven Development (FDD) Crystal
Agile & Lean / Kanban 0 What is Lean? 1 Agile Development Methods (Dogma) extreme Programming (XP) Scrum Lean Software Development Behavior Driven Development (BDD) Feature Driven Development (FDD) Crystal
Understanding and accounting for product
 Understanding and Modeling Product and Process Variation Variation understanding and modeling is a core component of modern drug development. Understanding and accounting for product and process variation
Understanding and Modeling Product and Process Variation Variation understanding and modeling is a core component of modern drug development. Understanding and accounting for product and process variation
GOOD MORNING AND WELCOME
 GOOD MORNING AND WELCOME Intro Patrick Carlson Consolidated Precision Products (Minneapolis Operation) Responsible Level 3 for Non-Destructive Testing LEAN MANUFACTURING IN AN ALUMINUM / MAGNESIUM FOUNDRY
GOOD MORNING AND WELCOME Intro Patrick Carlson Consolidated Precision Products (Minneapolis Operation) Responsible Level 3 for Non-Destructive Testing LEAN MANUFACTURING IN AN ALUMINUM / MAGNESIUM FOUNDRY
Maintenance Cost Reduction Project
 Maintenance Cost Reduction Project Solving Problems with Labor and Maintenance Costs Prepared by: JWS August 4, 2008 Executive Summary ABC and its primary customer DCE have observed a lack luster at best
Maintenance Cost Reduction Project Solving Problems with Labor and Maintenance Costs Prepared by: JWS August 4, 2008 Executive Summary ABC and its primary customer DCE have observed a lack luster at best
Measurement Systems Analysis
 Measurement Systems Analysis Components and Acceptance Criteria Rev: 11/06/2012 Purpose To understand key concepts of measurement systems analysis To understand potential sources of measurement error and
Measurement Systems Analysis Components and Acceptance Criteria Rev: 11/06/2012 Purpose To understand key concepts of measurement systems analysis To understand potential sources of measurement error and
A Lean Approach to Your Records Strategy. Andrew SanAgustin, Program Manager (CELA)
") A Lean Approach to Your Records Strategy Andrew SanAgustin, Program Manager (CELA) DPMO (Defects Per Million Opportunities) calculates Sigma Level Example Data Form Review Values Formula Results Form
A Lean Approach to Your Records Strategy Andrew SanAgustin, Program Manager (CELA) DPMO (Defects Per Million Opportunities) calculates Sigma Level Example Data Form Review Values Formula Results Form
Project Quality Management
 1 Project Quality Management Unit 8 Eng.elsaka09@gmail.com Project Quality Management Includes the processes and activities of the performing organization that determine quality policies, objectives, and
1 Project Quality Management Unit 8 Eng.elsaka09@gmail.com Project Quality Management Includes the processes and activities of the performing organization that determine quality policies, objectives, and
Ten Requirements for Effective Process Control
 Published in ASQ Quality Progress and won the Paper of the Year Award in 2002. Ten Requirements for Effective Process Control Thomas A. Little Ph.D. Thomas A. Little Consulting 12401 N Wildflower Lane
Published in ASQ Quality Progress and won the Paper of the Year Award in 2002. Ten Requirements for Effective Process Control Thomas A. Little Ph.D. Thomas A. Little Consulting 12401 N Wildflower Lane
Lean Thinking. Continuous improvement is about removing stuff that get in the way of your things working well.
 Lean Thinking Continuous improvement is about removing stuff that get in the way of your things working well. What is LEAN Maximize customer value Minimizing waste. More value fewer resources. Understands
Lean Thinking Continuous improvement is about removing stuff that get in the way of your things working well. What is LEAN Maximize customer value Minimizing waste. More value fewer resources. Understands
Lean for Internal Audit Overview
 Lean for Internal Audit Overview November 26, 215 Paul Choquette Lean Six Sigma Black Belt, CIA, CCSA Craig Szelestowski MBA, Lean Black Belt Copyright of this material is owned by Lean Agility Inc. Not
Lean for Internal Audit Overview November 26, 215 Paul Choquette Lean Six Sigma Black Belt, CIA, CCSA Craig Szelestowski MBA, Lean Black Belt Copyright of this material is owned by Lean Agility Inc. Not
Wired Together Engaging Your Employees with Visual Systems. Tom Lacey Manufacturing Manager, Manchester NH
 Wired Together Engaging Your Employees with Visual Systems Tom Lacey Manufacturing Manager, Manchester NH Outline for Today s Discussion A bit of our history in Manchester for context Visual Displays and
Wired Together Engaging Your Employees with Visual Systems Tom Lacey Manufacturing Manager, Manchester NH Outline for Today s Discussion A bit of our history in Manchester for context Visual Displays and
Improving Scrum with. Lean Thinking Nuno Rafael SGMUN 2016
 Improving Scrum with Lean Thinking Nuno Rafael Gomes @ SGMUN 2016 https://twitter.com/nrgomes https://www.linkedin.com/in/nrgomes A Product Owner in contact with Industry since 2003 1 Once upon a time
Improving Scrum with Lean Thinking Nuno Rafael Gomes @ SGMUN 2016 https://twitter.com/nrgomes https://www.linkedin.com/in/nrgomes A Product Owner in contact with Industry since 2003 1 Once upon a time
LEAN WAREHOUSE OPERATIONS.
 LEAN WAREHOUSE OPERATIONS www.fourprinciples.com BACKGROUND Warehousing s historical core responsibility has been the storage of goods. However, the scope and core responsibilities of warehouse management
LEAN WAREHOUSE OPERATIONS www.fourprinciples.com BACKGROUND Warehousing s historical core responsibility has been the storage of goods. However, the scope and core responsibilities of warehouse management
10 Steps to become a Lean Enterprise. Level 2 Lean Practitioner In Manufacturing Training Course. Step 1 - Part 2
 10 Steps to become a Lean Enterprise Level 2 Lean Practitioner In Manufacturing Training Course Step 1 - Part 2 Table of Contents Welcome to Lean Certification Online... 3 Course Objectives... 4 Elements
10 Steps to become a Lean Enterprise Level 2 Lean Practitioner In Manufacturing Training Course Step 1 - Part 2 Table of Contents Welcome to Lean Certification Online... 3 Course Objectives... 4 Elements
Quality Management. Six Sigma Quality An introduction. All Rights Reserved, Indian Institute of Management Bangalore
 Quality Management Six Sigma Quality An introduction Six Sigma Quality An introduction Generally six sigma quality points to very high quality levels that defects are a rarity in operations It also points
Quality Management Six Sigma Quality An introduction Six Sigma Quality An introduction Generally six sigma quality points to very high quality levels that defects are a rarity in operations It also points
Ch 26 Just-In-Time and Lean Production. What is Lean Production? Structure of Lean Production System. Activities in Manufacturing.
 Ch 26 Just-In-Time and Lean Production Sections: 1. Lean Production and Waste in Manufacturing 2. Just-in-time Production Systems 3. Autonomation 4. Worker Involvement What is Lean Production? Lean production
Ch 26 Just-In-Time and Lean Production Sections: 1. Lean Production and Waste in Manufacturing 2. Just-in-time Production Systems 3. Autonomation 4. Worker Involvement What is Lean Production? Lean production
Combining Lean, Six Sigma, and the Theory of Constraints to Achieve Breakthrough Performance A VELOCITY White Paper
 Combining Lean, Six Sigma, and the Theory of Constraints to Achieve Breakthrough Performance A VELOCITY White Paper Version 1.0 Copyright 2009 Avraham Y. Goldratt Institute, A Limited Partnership. Introduction
Combining Lean, Six Sigma, and the Theory of Constraints to Achieve Breakthrough Performance A VELOCITY White Paper Version 1.0 Copyright 2009 Avraham Y. Goldratt Institute, A Limited Partnership. Introduction
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa. JIT --Intro 02/11/03 page 1 of 28
 Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Process 1 Process 2 Process 3
 Lean is a system approach to eliminating waste (NVA) and creating value through continuous improvement in pursuit of perfection by flowing the product at the pull of the customer Customer supplier supplier
Lean is a system approach to eliminating waste (NVA) and creating value through continuous improvement in pursuit of perfection by flowing the product at the pull of the customer Customer supplier supplier
Chapter 7 Entity Transfer and Steady-State Statistical Analysis
 Chapter 7 Entity Transfer and Steady-State Statistical Analysis What We ll Do... Types of Entity Transfers Resource-Constrained Transfers Transporters (Model 7.1) Conveyors Non-accumulating (Model 7.2)
Chapter 7 Entity Transfer and Steady-State Statistical Analysis What We ll Do... Types of Entity Transfers Resource-Constrained Transfers Transporters (Model 7.1) Conveyors Non-accumulating (Model 7.2)
Journal of American Science 2015;11(5) Implementation of Lean Logistics in Apparel Manufacturing
 Implementation of Lean Logistics in Apparel Manufacturing") Implementation of Lean Logistics in Apparel Manufacturing Sherien N. El-Kateb Faculty of Engineering, Department of Textile Engineering, Alexandria University, Egypt k_sherien@yahoo.com Abstract: Is Lean
Implementation of Lean Logistics in Apparel Manufacturing Sherien N. El-Kateb Faculty of Engineering, Department of Textile Engineering, Alexandria University, Egypt k_sherien@yahoo.com Abstract: Is Lean
Daniel Y. Peng, Ph.D.
 Using Control Charts to Evaluate Process Variability Daniel Y. Peng, Ph.D. Quality Assessment Lead Office of Process and Facility (OPF) OPQ/CDER/FDA PQRI 205 Annual Meeting North Bethesda, Maryland October
Using Control Charts to Evaluate Process Variability Daniel Y. Peng, Ph.D. Quality Assessment Lead Office of Process and Facility (OPF) OPQ/CDER/FDA PQRI 205 Annual Meeting North Bethesda, Maryland October
Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation
 Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation Atanu Mukherjee, President, Dastur Business and Technology Consulting,
Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation Atanu Mukherjee, President, Dastur Business and Technology Consulting,
- Rev 4 Date
 Product Safety Management Manual - Rev 4 Date 10.05.2013 - Revision Index Revision no Change description Date 0 Initial release 30.12.2008 1 Part identification guidelines for traceability 25.07.2009 included
Product Safety Management Manual - Rev 4 Date 10.05.2013 - Revision Index Revision no Change description Date 0 Initial release 30.12.2008 1 Part identification guidelines for traceability 25.07.2009 included
Using Visual Management to Identify Office Waste
 Using Visual Management to Identify Office Waste Tenmast Software Case Study Nick Katko, Vice President of Finance & Lean Agenda Introduction to Tenmast Software Overview of Process Tenmast Used Case Study:
Using Visual Management to Identify Office Waste Tenmast Software Case Study Nick Katko, Vice President of Finance & Lean Agenda Introduction to Tenmast Software Overview of Process Tenmast Used Case Study:
True North at Zimmer. Made as if intended for my family
 True North at Zimmer History of Zimmer US Orthopaedic Multinational founded in 1927: Justin O. Zimmer 1972: Acquired by Bristol-Myers Squibb 2001:Spin-off Zimmer from BMS and NYSE (ZMH) Justin O. Zimmer
True North at Zimmer History of Zimmer US Orthopaedic Multinational founded in 1927: Justin O. Zimmer 1972: Acquired by Bristol-Myers Squibb 2001:Spin-off Zimmer from BMS and NYSE (ZMH) Justin O. Zimmer
The Use of Simulation for Bulk Cargo Terminal Planning and Design
 The Use of Simulation for Bulk Cargo Terminal Planning and Design What is Simulation Simulation is the imitation of real system Based on knowledge and assumptions of system To obtain insights in the behavior
The Use of Simulation for Bulk Cargo Terminal Planning and Design What is Simulation Simulation is the imitation of real system Based on knowledge and assumptions of system To obtain insights in the behavior
Effective Ways to Use Metrics to Achieve "Best Practice" Performance in Your Lab. Using Metrics for "Best Practice" Performance: Outline
 Effective Ways to Use Metrics to Achieve "Best Practice" Performance in Your Lab Lab Quality Confab September 29, 2009 Thomas P. Joseph, MBA, MT(ASCP) Using Metrics for "Best Practice" Performance: Outline
Effective Ways to Use Metrics to Achieve "Best Practice" Performance in Your Lab Lab Quality Confab September 29, 2009 Thomas P. Joseph, MBA, MT(ASCP) Using Metrics for "Best Practice" Performance: Outline
World Class Manufacturing SMED. Single-Minute Exchange of Die
 World Class Manufacturing Single-Minute Exchange of Die After completing this chapter you will understand Meaning and Basic of. History of Purpose of. Basic steps Implementation. Process of Benefits of
World Class Manufacturing Single-Minute Exchange of Die After completing this chapter you will understand Meaning and Basic of. History of Purpose of. Basic steps Implementation. Process of Benefits of
Initiation Group Process. Planning Group Process
 Initiation Group Process Develop Project Charter Project statement of work Expert judgment Project charter Business case Contract (if third party project) EEF: government/industry standards, organizational
Initiation Group Process Develop Project Charter Project statement of work Expert judgment Project charter Business case Contract (if third party project) EEF: government/industry standards, organizational
CERTIFIED QUALITY IMPROVEMENT ASSOCIATE
 CQIA CERTIFIED QUALITY IMPROVEMENT ASSOCIATE Quality excellence to enhance your career and boost your organization s bottom line asq.org/cert Certification from ASQ is considered a mark of quality excellence
CQIA CERTIFIED QUALITY IMPROVEMENT ASSOCIATE Quality excellence to enhance your career and boost your organization s bottom line asq.org/cert Certification from ASQ is considered a mark of quality excellence
Proficiency and Certification in Fundamental Lean Tools
 Proficiency and Certification in Fundamental Lean Tools Inventory Management by Kanban, Daily Management, Visual Management, Selecting and Using KPI s in the Laboratory Dr. Katja Lehmann Topics Introduction
Proficiency and Certification in Fundamental Lean Tools Inventory Management by Kanban, Daily Management, Visual Management, Selecting and Using KPI s in the Laboratory Dr. Katja Lehmann Topics Introduction
Application of statistical tools and techniques in Quality Management
 Application of statistical tools and techniques in Quality Management Asst. Professor Dr Predrag Djordjevic University of Belgrade, Technical Faculty in Bor, Serbia QUALITY IN SOCIETY The concept was known
Application of statistical tools and techniques in Quality Management Asst. Professor Dr Predrag Djordjevic University of Belgrade, Technical Faculty in Bor, Serbia QUALITY IN SOCIETY The concept was known
2. What are the typical problems with Manufacturing Resources Planning (MRP)? Indicate how one can overcome each problem. 4 points
? Indicate how one can overcome each problem. 4 points") EXAM: PRODUCTIO MAAGEMET -- 35V6A5 Date: 12 May 2010 Part 1: Closed Book You have ± 45 minutes to answer the following questions. Write your answers short, clear and to the point (max. 8 lines per question).
EXAM: PRODUCTIO MAAGEMET -- 35V6A5 Date: 12 May 2010 Part 1: Closed Book You have ± 45 minutes to answer the following questions. Write your answers short, clear and to the point (max. 8 lines per question).
Slide Chapter 17 Quality management
 Slide 17.1 Chapter 17 Quality management Slide 17.2 Quality management Direct Design Operations management Develop Quality management Deliver The market requires consistent quality of products and services
Slide 17.1 Chapter 17 Quality management Slide 17.2 Quality management Direct Design Operations management Develop Quality management Deliver The market requires consistent quality of products and services
PROJECT QUALITY MANAGEMENT
 PROJECT QUALITY MANAGEMENT http://www.tutorialspoint.com/pmp-exams/project_quality_management.htm Copyright tutorialspoint.com Here is a list of sample questions which would help you to understand the
PROJECT QUALITY MANAGEMENT http://www.tutorialspoint.com/pmp-exams/project_quality_management.htm Copyright tutorialspoint.com Here is a list of sample questions which would help you to understand the
Good afternoon members of the jury and members of the audience.
 1 1 Good afternoon members of the jury and members of the audience. I am Ernesto Marano, champion of our project, which is called Surfing is not so complex. 2 Telefónica Group is the market leader in telecommunications
1 1 Good afternoon members of the jury and members of the audience. I am Ernesto Marano, champion of our project, which is called Surfing is not so complex. 2 Telefónica Group is the market leader in telecommunications
Matching Supply with Demand
 Matching Supply with Demand An Introduction to Operations Management Third Edition Gerard Cachon The Wharton School, University of Pennsylvania Christian Terwiesch The Wharton School, University of Pennsylvania
Matching Supply with Demand An Introduction to Operations Management Third Edition Gerard Cachon The Wharton School, University of Pennsylvania Christian Terwiesch The Wharton School, University of Pennsylvania
It s Not Easy Being Lean. C G Clark Consulting Group
 It s Not Easy Being Lean 1 It s Not Easy Being Lean or Lean - - it s not just for manufacturing anymore or Do I have to be Mean to be Lean? Abq INCOSE July 7, 2010 Sheri Clark Clark Consulting Group 2
It s Not Easy Being Lean 1 It s Not Easy Being Lean or Lean - - it s not just for manufacturing anymore or Do I have to be Mean to be Lean? Abq INCOSE July 7, 2010 Sheri Clark Clark Consulting Group 2
Applying Lean Principles to PMBOK Projects. Dr. Martina Ryan
 Applying Lean Principles to PMBOK Projects Dr. Martina Ryan About Martina Ryan... Pharma background MRA Consulting Ltd. founded in 2005 - Located in Waterford. Lean/6-Sigma Services include: Consultancy
Applying Lean Principles to PMBOK Projects Dr. Martina Ryan About Martina Ryan... Pharma background MRA Consulting Ltd. founded in 2005 - Located in Waterford. Lean/6-Sigma Services include: Consultancy
Michael A. Nolan t/a A MAN 4 Lean Innovation part of Pembroke Alliance
 Michael A. Nolan t/a A MAN 4 Lean Innovation part of Pembroke Alliance What is Lean? Its about doing things: QUICKER BETTER CHEAPER...TOGETHER What is Lean? Lean seeks perfection: - Perfect quality - Zero
Michael A. Nolan t/a A MAN 4 Lean Innovation part of Pembroke Alliance What is Lean? Its about doing things: QUICKER BETTER CHEAPER...TOGETHER What is Lean? Lean seeks perfection: - Perfect quality - Zero
WHY LEAN PLASTIC INJECTION MOLDING COMPANIES ARE BETTER SUPPLIERS
 WHY LEAN PLASTIC INJECTION MOLDING COMPANIES ARE BETTER SUPPLIERS WHY LEAN PLASTIC INJECTION MOLDING COMPANIES ARE BETTER SUPPLIERS Working smarter has been a goal of manufacturers throughout history.
WHY LEAN PLASTIC INJECTION MOLDING COMPANIES ARE BETTER SUPPLIERS WHY LEAN PLASTIC INJECTION MOLDING COMPANIES ARE BETTER SUPPLIERS Working smarter has been a goal of manufacturers throughout history.
PULL REPLENISHMENT PERFORMANCE AS A FUNCTION OF DEMAND RATES AND SETUP TIMES UNDER OPTIMAL SETTINGS. Silvanus T. Enns
 Proceedings of the 2007 Winter Simulation Conference S. G. Henderson, B. Biller, M.-H. Hsieh, J. Shortle, J. D. Tew, and R. R. Barton, eds. PULL REPLENISHMENT PERFORMANCE AS A FUNCTION OF DEMAND RATES
Proceedings of the 2007 Winter Simulation Conference S. G. Henderson, B. Biller, M.-H. Hsieh, J. Shortle, J. D. Tew, and R. R. Barton, eds. PULL REPLENISHMENT PERFORMANCE AS A FUNCTION OF DEMAND RATES
Proficiency and Certification in Fundamental Lean Tools
 Proficiency and Certification in Fundamental Lean Tools Inventory Management by Kanban, Daily Management, Visual Management, Selecting and Using KPI s in the Laboratory Dr. Katja Lehmann Topics Introduction
Proficiency and Certification in Fundamental Lean Tools Inventory Management by Kanban, Daily Management, Visual Management, Selecting and Using KPI s in the Laboratory Dr. Katja Lehmann Topics Introduction