Maintenance & Dependability Effective Maintenance Planning and Productivity Improvement Potentials
|
|
|
- Marylou Hunt
- 5 years ago
- Views:
Transcription
1 Maintenance & Dependability Effective Maintenance Planning and Productivity Improvement Potentials Maheshwaran Gopalakrishnan PhD Student, Chalmers University of Technology Department of Industrial and Materials Science
2 What s it about? Aim: Explain the relation between production systems design and system dependability, and analyze the impact of service and maintenance on production performance. What is production maintenance Its Importance History of maintenance Three generations of maintenance Effective Maintenance Planning Systems view on maintenance
3 Question! What is maintenance?
4 Question! What are production disturbances?
5 Question! How much production disturbances are caused by maintenance?
6
7 Maintenance of Equipment Moved from labor-intense work towards automation Equipment in an industrial set-up means Machines Robots Material handling Etc.
8 Maintenance of Equipment No equipment can function flawlessly, forever Time consuming activity Loss of production & economy Necessary Evil
9 Definition European Standard Maintenance is defined as a combination of all technical, administrative and managerial actions during the life cycle of an item and, intended to retain it in, or restore it to, a state in which it can perform the required function European standard (WI )
10 Definition - British standard The combination of all technical and administrative actions, including supervision actions, intended to retain an item in, or restore it to, a state in which it can perform a required function. Maintenance is a set of organized activities that are carried out in order to keep an item in its best operational condition with minimum cost acquired. British standard (BS 3811:1993 Glossary of terms)
11 Utilization in manufacturing plant 100 Machine States M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 Utilization % Down Time % Idle Time %
12 Maintenance its importance In the last 10 years (1990 study) maintenance cost has increased 300% Next to energy cost, maintenance cost is the second largest part of industries operational budget (1996 study) 15% to 70% of total production cost goes to maintenance activities (2000 study) Unplanned downtime costs USD 250,000 per hour (2011 study) Cost of poor maintenance is the cost that no industry can ever manage (Wireman 1990; Dekker 1996; Muthu et al. 2000; Koochaki et al. 2011)
13 Maintenance its importance Production inefficiency Equipment failures can cause blockage and idle times (system losses) It is often safety critical Consumes more energy to repair than produce 30% of energy consumed is wasted on system losses (2011 study) Poor maintenance can cause social, economical, and ecological sustainability losses (Skoogh et al. 2011)
14 History of Maintenance Has underwent so much transformation From nothing to major industrial strategy Linked to company s competitiveness It determines profitability Similarly in research, Grown in to a major research field
15 First Generation Pre 1950s Mostly manual work Simple machines Low downtimes Only repairs birth of Reactive Maintenance Main goal: to finish repairs in reasonable amount of time Concept: If it ain t broke, don t fix it
16 First Generation Problems faced Lack of purpose Realization occurred that maintenance cannot be avoided It became necessary evil firefighters increased in industries
17 Second Generation The 1950s Industries become more dependent on equipment Equipment became complex Revolutionary change occurred There was a need to stop the equipment from failure The birth of Preventive Maintenance It was the first scientific approach to maintenance Equipment started to come with recommended maintenance routine Maintenance department was first introduced in industries
18 Second Generation The 1950s Problems faced Caused inefficiency Scheduled PM caused downtimes Non-value adding PM activity was hard to find Questions raised on equipment reliability and maintenance cost
19 Second Generation The 1960s Measurements were done Operation research models (OR) MTBF failure rate MTTR repair rate Reliability The rate at which the equipment fails is low Maintainability The rate at which the equipment can be maintained Cost of maintenance Maintenance budgets Maintenance cost was measured Birth of Predictive Maintenance and CBM
20 Second Generation Reliability-Centered Maintenance A process used to determine what must be done to ensure that any physical asset continues to do what its it to do in its present operating context Tools: Failure mode and effect analysis (FMEA) Additionally: various types of FMEA Introduction to RCM (Moubray 2005: pg 7)
21 Second Generation The 1960s Helped in planning capacity, operator allocation, maintenance Statistical estimation degree of confidence Maintenance Planning and Control System necessary evil to technical matter Problems faced: Failures became expected caused production inefficiency Inaccurate and inefficient maintenance planning
22 Second Generation The 1970s Japanese automotive became world leader in production Lean Production It affected maintenance as well It became a hit in the US gained popularity rapidly Total Productive Maintenance Achieve Zero Breakdowns and Zero Defects High standards required: availability 90%, performance efficiency 95%, and quality rate 99% Total quality management (TQM) and Just-in-time (JIT)
23 Second Generation The 1970s 3 components of TPM Maintenance prevention Prevent by simple machine design and eliminate parts which requires high maintenance Preventive maintenance Autonomous maintenance Major contribution of TPM backbone of TPM Production and maintenance departments work together Major maintenance work done by maintenance Production operator maintenance
24 Second Generation The 1970s Problems faced Very aggressive approach towards breakdown elimination Overall availability of the production system can go down Productivity and economic loss The OEE of machines are between 40% to 60% in industries
25 Third Generation 1980 to 2000 Growth of computer technology Applied in many discipline including Manufacturing industries Equipment became Smart machines Self monitor Self calibrate Self adjust Managers used computers to strategize and optimize production and maintenance Development of CAD and CAM Birth of industrial digital age
26 Third Generation 1980 to 2000 TPM and RCM practices continued to grow which are existing theories on maintenance Overall goal: zero breakdowns and zero defects along with maintenance optimization CMMS computerized maintenance management system Database tracked and recorded every maintenance work orders and downtimes Quick Effective Dependable With the help of WAN and LAN, was possible access remotely Easier information sharing particularly for industries with many factories around the world View on maintenance changed from Technical matter to Profit contributor
27 Maintenance since 2000 The products have become more complex Equipment have become even more complex The demand, quality, and speed of products has increased Customization of products has increased Need for frequent change in equipment Research wise, maintenance management has become on the most important research areas addressing the problems of today
28 Maintenance since 2000 The products have become more complex Equipment have become even more complex The demand, quality, and speed of products has increased Customization of products has increased Need for frequent change in equipment Research wise, maintenance management has become on the most important research areas addressing the problems of today Industries are still working with the same concepts
29 Maintenance since 2000 Industry 4.0 Digitalized manufacturing It is evident that the scope of maintenance is expanding world class maintenance Industrial practitioners as well as academics are changing their views on maintenance Industries are trying to use the term internet of things RFIDs Smart electronics devices Big data analytics and decision making Decision support systems Data-driven methods Etc. Overall goals aligning between departments holistic perspective The field of maintenance management is currently even more challenging and going through changes more than ever in its brief history

30 Dependability of production systems
31 Effective maintenance planning Maintenance planning The objective of the maintenance planning function is to effectively utilize the maintenance staff and minimize the impact of maintenance downtime on the production capacity of the plant (why and how) Maintenance scheduling Scheduling a maintenance work order requires maintenance planning, allocation of time, and availability of equipment (when and where)

32 Problem definition Average OEE: 55%; whereas world class OEE requires 85% High maintenance costs Improper maintenance resource allocation
33 OEE OEE = Availability x Operational Efficiency x Quality Rate
34 OEE OEE = Availability x Operational Efficiency x Quality Rate
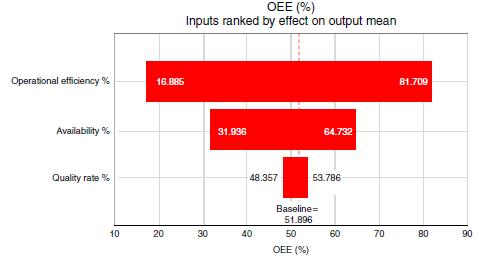
35 Components of OEE
36 The phenomenon of machine criticality based maintenance planning 40% 35% 30% 25% 20% 15% 10% 5% 0% 9% To a very high degree 26% To a relatively high degree 34% To a relatively low degree 21% Not at all 9% N/A 50% 40% 30% 20% 10% 0% 21% To a very high degree 46% To a relatively high degree 20% To a relatively low degree 5% Not at all 8% N/A Setting machine criticality Prioritizing maintenance

37 System Losses Machine state
38 Why should bottlenecks be improved? Primary bottleneck constrains the system Secondary bottlenecks too constrain the system Improves the performance of whole system Throughput Cost effectiveness

39 Bottleneck Detection using Active Period Percentage Percentage of time a machine is active Largest active time indicates bottleneck


40 Active Period definition Active Period = Working + Repair + Tool Change + Preventive Maintenance
41 Effects of maintenance prioritization Base Model Priority Model Shifting Priority Model Priority (Technicians Model working together)
42 Criticality Analysis Industrial Way Multiple criteria Safety, environment, quality, and delivery are the criteria Main focus for assessing criticality is lost Highly qualitative method Operator influenced/experience supersedes criticality analysis in maintenance planning Individual machine based criticalities
43 Data-driven machine criticality Systems view to focus on the improvement of the entire system, rather than individual machines Dynamic to counter the dynamic nature of production systems continuous decision support is needed. The fluctuations in real-time should be captured and mitigated immediately Data-driven in order to enable fact-based decision making, large sets of machine data (MES data) need to be analyzed in real-time. Additionally, using data analytics, predictive and prescriptive maintenance is possible to achieve
44 Quiz! Necessary Evil Time consuming activity Economic loss Competitive strategy Profitable activity
45 Final summary Maintenance in industry Its importance History of Maintenance Three generations of maintenance Maintenance after the year 2000 Effective Maintenance Planning Machine criticality Maintenance Prioritization Data-driven decision support for maintenance planning Explain the relation between production systems design and system dependability, and analyze the impact of service and maintenance on production performance.