FIRST IN BISCUIT FEEDING
|
|
|
- Allyson Johns
- 5 years ago
- Views:
Transcription
1 FIRST IN BISCUIT FEEDING


2 Bart Houdijk - CEO & Owner I am Bart Houdijk, third generation of this family owned company. My grandfather founded the company in In 1962 we designed and manufactured our first biscuit application. By 1990 we decided to focus Houdijk on biscuit and cracker feeding applications only. In the subsequent years we developed numerous systems for handling cookies, crackers and biscuits. This focus is ever present as we develop our company to meet the challenges of the future. I am looking forward to meeting you and giving you our perspective on high speed and high volume biscuit feeding.
3 First in biscuit feeding worldwide Houdijk has been at the forefront of biscuit feeding for the last 50 years. Its mission and focus was, is and will be: First in Biscuit Feeding Worldwide. With recent developments like the SKIPPER piling system and the HOUDIJK CAPPER, Houdijk is setting new standards for high speed biscuit feeding - in combination with a low cost of ownership, hygienic designs and vertical startups. And more developments are on the way, giving you the opportunity to implement truly automated packaging lines, be it for (sandwich) biscuits, cookies or crackers, in slugs, piles or trays. Increasing competition is forcing each biscuit producer to continuously focus on product innovation and higher production capacities. Time to market must be minimized and the production process must be as efficient as possible. It is this combination of factors which defines Houdijk s role in serving you to the best of its creative abilities and which will determine your success. With this brochure we would like to introduce you to our greatest passion: your product. 3

wrappers featuring pile/stack feeders.")


4 Handling Handling of biscuits, base cakes or crackers often starts with an organized pattern coming from the oven/cooling conveyor. Houdijk engineers product handling solutions to connect the oven with many different applications, including: Product pattern presentation to depositing/capping systems. Stacked arrival and feeding into stencil creamer sandwiching machines. Stacked arrival and feeding into volumetric slug length measuring loaders. Stacked arrival and feeding into (flow)wrappers featuring pile/stack feeders. Eliminate permanent interference of operators using highest level of automation Houdijk offers the highest level of automation in handling systems eliminating the need for permanent interference of operators. Often the word automation is misused for production lines which are semi-automated or mechanized. As a consequence operators are still required to assist and/or relax the system in case of an up- or downstream stop. As far as Houdijk is concerned, automation means that only supervision will be required, thus reducing the number of operators to a bare minimum. Heavy duty design Extensive expertise with high oven outputs, where speeds of 1,000 products/minute per lane are not exceptional; the system s heavy duty design is suitable for a 24/7 production. Main components of the system A typical handling line consists of the following functions: Discharging of out of specification products using a PULL NOSE CONVEYOR. Receiving and guiding of incoming product via a DRIBBLE BOARD and conveyors. Inverting of products e.g. when feeding stencil creamer by DRIBBLE BOARD. Lane expansion or reduction, manipulation by air pulses. Individual lane reject when reaching maximum buffer levels. Stacking (shingling) either using a pennystacking FLIP ROLLER or a ROTARY- STACKER. Buffering by vibratory conveyor optionally with twist to discharge products lying flat underneath the product stack. Line control by centralized operating system. Vibratory feeding Houdijk s proprietary vibratory feeding design offers clients unique advantages. The vibratory conveyor tracks are equipped with level sensors to control the product flow. They measure the buffer level of the products in case of a downstream machine stop. After the machine is back in operation, it directs the machine to surge speed to empty the buffer. The system features either central PULL NOSE CONVEYOR or INDIVIDUAL LANE DUMP facilities to automatically relax the associated leg when the system meets maximum buffer levels. Each section is speed controlled via the HMI control panel of the system. This execution assures synchronization between the different sections, quick start up curve and easy tuning and maintenance. Feeding sandwich machines Feeding wrappers Feeding depositors, enrobers and moulding lines CLIPPER slug length measuring loaders 4


5 With only one drive per track section with amplitude feedback sensor, it allows: Easy synchronization and speed set-up between the different sections of the complete system. Controlled back pressure. Dynamic vibratory speed variation via the loading level sensors of the system. Amplitude feedback to guarantee a constant speed during the life cycle of the spring package. Very even distribution of the vibrations over the product tracks of the system. Easy maintenance as leaf spring packet can be mounted separately, enabling a stress free mounting of the spring leafs. Quick change tracks for easy changeover for different product dimensions and shapes. Easy and quick installation and commissioning. Operation and maintenance friendliness Houdijk s systems are specifically designed to allow access by operators to all areas of the system. All product lanes can be ergonomically reached. To maintain the system, the HMI provides valuable information to maintenance personnel about the condition of the system like the belt tracking management system. Attention is paid to the layout of the system. All parts are easy accessible for maintenance and cleaning purposes. Conveyor belts are continuously scraped to keep the surface clean and to maintain line performance. Residue is collected in crumb trays positioned under the scraper to keep the system area clean. The frame structures of the system allow elevated platforms to enhance accessibility of the system. Side guiding over conveyors is mounted in firm and sturdy supports. Optionally side guide structures can be executed in liftable or in removable ergonomic sections. This enables easy access to conveyor belts for cleaning the surface. Sensor measures ramp down of amplitude Amplitude returns to set parameter Control card gives extra power to magnet 5


6 PENDULUM system In order to optimize the cooling of freshly creamed products, the PENDULUM system spreads the sandwich flow and reduces the speed/length of the cooling conveyor. The PENDULUM system maintains a high hygiene standard as it is composed solely of conveyors. In contrast to traditional creamer multipliers, The PENDULUM system carries products on the stable and clean base cake surface. The product remains untouched on its most sensitive side in order to manipulate the lane. The belts are continuously scraped and are easy to clean maintaining an optimum performing condition. The belt structure of the PENDULUM can be used to angle the line to fit in the available space of the factory. 6



7 The Houdijk conveying and vibratory handling systems are the connection between oven and downstream equipment. Products need to be delivered in a stacked (rotary or penny stacked) position. The handling systems are key for the performance of the total line and determine to a large extent the overall production line efficiency. Houdijk offers ultimate automation level and high efficiency to handle the product flow. System performance The downstream system performance is heavily influenced by the performance of the product handling system. Some main features are: Avoiding lane migration: always apply distinct product lane separation and control. Uncompromised sequential use of conveyors to control product travel speed, avoiding uncontrolled product behaviour. Controlled product arrival to the stacking function, to avoid interruptions in stacking. Evacuation of flat positioned products in the stacked product flow. Buffer functionality to absorb automatically incoming production, whilst the downstream is temporarily stopped. Speed control of the downstream systems to relax and empty the buffer after a stop. Back pressure control in product stacking under all circumstances, the back pressure is continuously monitored and controlled. Product waste is minimized by means of the pressure control, avoiding stack explosions in lanes. In case of an interruption in the product stacking, round products will automatically re-stack due to the design of the vibratory tracks. BISCUIT SELECTOR To maximize the line efficiency, Houdijk offers the BISCUIT SELECTOR. On rotary moulded/cut biscuit lines, the BISCUIT SELECTOR discharges products, which are in length wise not properly cut and are still connected. Only individual products will enter the downstream handling system. To evacuate connected products before the handling line, the number of potential jams is minimized and interference of operators is scaled down. The system includes an automatic crusher system for the discharge and is easily adjustable for different product sizes. When activated, the selector can also be used as an overall emergency exit. Feeding from bulk Infeed system to depositor/capping system in case products require offline conditioning. The products are supplied in bulk and manually fed into a hopper. By the Houdijk handling system the products are brought in lanes stacked and fed to magazines which feed the downstream equipment. Optionally the system can be executed with camera control system and a flipping system to load the biscuits with the correct orientation (top/bottom). 7


8 Capping & Depositing In the HOUDIJK CAPPER two technologies meet: base cake handling & cream preparation and depositing. Houdijk offers a turnkey solution with market leading technologies. The HOUDIJK CAPPER is a state of the art system, in which the design is focused to maximize: Overall performance & efficiency. Repeatability of all settings for product changeovers. Operator friendliness. Overall system safety. High hygienic and sanitation standards. Uncompromised food safety production standards. Turnkey supply The HOUDIJK CAPPER combines two technologies, base cake handling & cream preparation/depositing, resulting in high quality sandwich products. Many features are standard integrated to guarantee a flawless and highly efficient running system. The HOUDIJK CAPPER features an integrated deposit material supply and, if applicable, a return flow. Together with a temperature controlled manifold it assures an accurate deposit. The deposit material preparation system is under the responsibility of Houdijk, though supplied by third party premium vendors. These specialists are carefully selected to meet the high standards set by Houdijk. The turnkey commissioning guarantees a steep start up curve, quickly offering high output of commercial production and high efficiency operation. Modular design The HOUDIJK CAPPER has a modular design. The system can be composed of modules to configure the right solution for present and future requirements. A typical HOUDIJK CAPPER can be built out of the following elements: Spot particle sprinkling station or leaving an empty area for another third party supplied functionality. Conveyor belt execution of 1,200; 1,400; 1,600; 1,800 and 2,000 mm width. Other specific options to enhance overall performance. Efficiency and control The HOUDIJK CAPPER in its base execution already offers the ability to accomplish a high efficiency: A camera controls the base cake accumulation section, stopping/starting the system automatically. The second vision system manages the No Product No Deposit functionality. All drives in the system are servo controlled and all settings are memorized. The operation takes place via a clear and operator friendly HMI touch screen, which assures a constant and repeatable performance. An optional individual product lane balancing system is controlled by camera, activating an individual biscuit reject at the entrance of the system. Optionally the NPND function can be equipped with an individual lane reject system at the exit of the system, removing incomplete sandwich products before entering the cool tunnel. Capping and depositing station(s), whereby sequence of depositing and capping can be altered to the needs. 8





9 Sizeparts: e Receiving dribble board r Guidings Take over conveyor t Guidings Accumulation conveyor u Gating roller i Inverting dribble board o Guidings Main conveyor p Longitudinal row alignment rollers a Lateral alignment bar s Manifold d Capper head e r t u Features: Cross discharge conveyor Lifting tool Size part trolley COP trolley 9







10 i o p a s d Frame and drive Vision system Manifold supply Belt washing unit 10


11 Manifold supply The integrated overhead positioned piping system between kitchen and the HOUDIJK MANIFOLD is temperature and pressure controlled. This will assure a constant and correct product supply. The piping system comprises: Sanitary ball valve for approved product flow. Pressure sensor for active back pressure regulator control. Butterfly valves with air spring controlled actuators. Jacketed piping, to ensure proper temperature. Manifold The HOUDIJK CAPPER features the patented and revolutionary designed HOUDIJK MANIFOLD : Suitable for fat cream, mellow, jam or combinations of these. Weight control by precise nozzle timing adjustable through the HMI. Qualified for sugar abrasive deposit materials or deposit materials with large inclusions. Optimal product distribution through product infeed on both ends of the single or double row jacketed manifold. Precise pressure control by HMI monitored sensors on the manifold. Highly accurate dosing using FDA approved squeeze nozzles. Oval and rectangular deposits are possible by high frequency nozzle opening and closing. Fast individual nozzle reaction and No Product No Deposit using individual nozzle actuators. Quick and easy replaceable nozzles. Single row manifold Double row manifold Hygiene and sanitation The system is designed for easy cleaning assuring a food safe production and meeting a high hygiene standards. The kitchen and piping is cleaned using a CIP system enabling various cleaning scenarios. Houdijk offers a COP trolley for the manifold which makes it possible to reduce downtime considerably. Change over The HOUDIJK CAPPER is a flexible system, designed to allow a variety of differently composed sandwich products to be produced. The dedicated size parts are easy exchangeable to assure repeatability of settings and an instant commercial production start. This reduces change over times drastically. 11



12 Distribution For on demand distribution of your product to multiple leg downstream equipment, the HOUDIJK FLOWMASTER PRODUCT DISTRIBUTION SYSTEM takes care of this task. It is suitable for high volumes of sandwich biscuits, wire cut deposited cookies or chocolate enrobed products. The system can accept random arrival of products and does not require arrival of products in regimented rows. The system features possibilities for product buffer and re-feed in case of a stop of one of the downstream machines. Arrival from sandwich machine through PENDULUM Arrival from depositor/wirecut High volume handling The high volumes of modern production cannot be handled by a single wrapping machine. The HOUDIJK FLOWMASTER is a flexible system to distribute large number of products over various legs. Whether tray loaders, slug wrappers or portion pack (vending pack) wrappers, it is possible to distribute different percentages to each leg. Flat product handling The FLOWMASTER system handles products lying flat on the belt. This applies specifically for products like wire cut cookies or sandwich biscuits. Product is always carried on its most solid bottom surface. By flat product handling, the sandwich product is prevented from being squeezed or wire cut cookie from being scuffed. Back pressures between the products can be controlled and limited, avoiding interlocking, damaging and/ or riding on top of each other. Product buffer and refeed Each leg is positioned perpendicular to the main conveyor of the FLOWMASTER system. This allows each leg to receive product only when it is in ready to run condition. When a leg cannot accept product, due to a problem in the downstream system, the FLOWMASTER system will bypass the leg. In case products at the end of the product distribution cannot be handled by any of the available legs, they are temporarily delegated to the LiFo Buffer conveyor. Once product enters the Buffer conveyor, the FLOWMASTER system will automatically instruct all available legs to surge speed. Directly after after restoring sufficient wrapping capacity, the FLOWMASTER starts to empty the buffer in to the last leg. It automatically handles both incoming production and temporarily stored products. The system keeps all legs in surge running condition till the Buffer conveyor is emptied. Once empty all legs automatically return to their nominal running speed. The buffer belt capacity is maximized thanks to the use of the ACCUBELT accumulation belt. It spreads all products over the full width of the buffer conveyor. To economically use the factory space, the Buffer conveyor can be inclined, carrying the product at an elevated position. To fit the system in the available factory space, the FLOWMASTER system can be folded in the space, by adding curve conveyors. 12





13 e Overhead Infeed mechanisme t GRADOMATIC e r t u r ACCUFEEDER u ACCUBELT Leg distribution When a leg is ready to receive products, an overhead infeed mechanism will cross transfer products towards this leg. The FLOWMASTER system can connect to combinations of multipurpose different executed receiving legs in different executions, for example a combination of slug wrap and/or portion packs wrap and/or tray loading. In case it is received by a GRADOMATIC count feeding equipment, this system features an integrated product accumulation system. When received by a FILEMASTER, to chicane the products to single, dual or triple lanes, the FLOWMASTER will be executed with an ACCUFEEDER, being a small accumulation unit in the leg that regulates the speed in that particular leg, avoiding speed hunting of the downstream equipment. 13



14 Count feeding with blending The GRADOMATIC is a versatile Houdijk product row forming system for round regular shaped products. The GRADOMATIC is able to handle a random supply of product, blending the production as well as enabling count feeding. It handles large quantities of product per unit, while still handling the individual product extremely gently. The design is open and is easily accessible for operation, maintenance and cleaning. GRADOMATIC product row forming system The GRADOMATIC functional concept already exists for more than 50 years. It has led to the current execution, which is the most advanced and largest volume handling unit of its kind. Products are received in a defined accumulation section. The product back pressure in the accumulation section of the GRADOMATIC system is controlled and limited by means of an adjustable inclination of the main conveyor. From the accumulation section products are delegated in product channels. Products too high or lying on top of each other are prevented from entering the channel area. Accumulation level and product flow in the channels is monitored by overhead positioned vision cameras. It indicates which area is running short of product and signals the FLOWMASTER distribution system to feed additional product. Multiple product channels allow handling of a large quantity of product while maintaining a comfortable dosing cycle. Top guides can be easily removed, without tooling, for cleaning purposes. A row gating mechanism meters the products, row by row, from the product channels into the Houdijk downstream equipment e.g. SLUGMASTER or directly in the flightbar of the wrapping machine. Optionally the first product can be inverted in the slug. 14
, which are statically laying on the flightbars.")


15 SLUGMASTER The SLUGMASTER receives products row by row from the GRADOMATIC or LINEMASTER systems. It comprises an overhead product flightbar conveyor, featuring individual moving slug side guides (RUNNERS), which are statically laying on the flightbars. The slugs are supported from underneath by a belt conveyor, avoiding rotation of product. Via the system algorithm control, the servo driven flightbar conveyor is per row dosing cycle able to receive the next product row. This can be done either in the next or multiple step channel positions. The required count of products in a slug is gradually built up. TRAYMASTER The TRAYMASTER comprises the tray denester, the tray infeed conveyor, the tray synchronization versus slug feeding position and the filled tray discharge. The trays, coming from the tray denester are received by the tray infeed conveyor and are buffered side by side. Via the TRAYMASTER servo driven two pin flightbar mechanism, trays are synchronized with the completed slug at the slug transfer position of the SLUGMASTER. Each flightbar is alternatively positioning the tray against the slug transfer position, or holding back the second and following trays. TRAY FLIGHTBAR The TRAY FLIGHTBAR receives the products row by row from the PICK & PLACE ROBOT coming from the GRADOMATIC or LINEMASTER system. The TRAY FLIGHTBAR comprises the flightbar carrying the trays, the tray denester, the tray infeed/buffer conveyor and a tray index mechanism which transfers the trays in the flightbar. After each row of products is placed flat in the cavities of the corresponding cells, the tray flightbar travels to its next position receiving the following row of products until the tray configuration is completed. 15



16 PHASER When loading slugs directly into the flightbar conveyor of the BOE slug flow wrapper, the PHASER is added to the SLUGMASTER. The flow wrapping machine is designed to run at a constant speed. The SLUGMASTER, however, operates in fluctuating motion to collect the desired slug count. The PHASER, aligns the two different dynamic behaviours. It enables a gentle transfer of the slug into the flightbar conveyor of the flow wrapper. DUAL MODE The DUAL MODE enables the same GRADOMATIC or LINEMASTER system to load slugs of products either in a tray or directly into the flightbar conveyor of the connected BOE slug flow wrapper. For this purpose the SLUGMASTER is extended and offers two slug transfer positions. INTEGRATION OF TRAY DENESTER Houdijk can integrate high quality tray denesting systems, including management support in tray design. The integration guarantees a flawless integration of both requirements of the tray denester system and the rest of the tray loading system. This ensures a maximum line efficiency. 16



17 The LINEMASTER is a unique Houdijk product row forming system for nonuniform shaped products. The LINEMASTER handles products individually after they have been redistributed into a single file by the FILEMASTER. The LINEMASTER is able to handle large quantities of product: up to 1,000 products/minute. FILEMASTER The FILEMASTER is a sub system connecting the FLOWMASTER product distribution system. It either feeds the LINEMASTER ROW FORMING SYSTEM or a portion/vending pile packing machine. The wrapping machine can be supplied with single-, dual- or triple lane, count balanced, product files for high capacity feeding. The FILEMASTER system starts with an ACCUFEEDER unit, which features a small accumulation section to regulate the product flow to the downstream. It avoids undesired speed hunting of the following unit. The product back pressures/contacts in the accumulation/high density section of the ACCUFEEDER unit are controlled and limited by means of an adjustable inclination of the Conveyors. LINEMASTER PRODUCT ROW FORMING SYSTEM The LINEMASTER system is specially designed for products which do not allow high density accumulation, as they would climb on top of each other. It is for this reason that through the complete system, products are treated as individual products. Because of the delicate nature of these types of product, which sometimes can feature soft inclusions the products must be gently treated. Irregular shapes with large tolerances are allowed sufficient travel space preventing them from getting stuck. Products arrive in a single file and are accelerated allowing them to create gaps between each other. By means of a photocell unit, individual products are placed in a digital register. Servo driven pushers transfer only product within specification into lanes of the LINEMASTER main conveyor. Optionally, instead of the photocell unit, the system can be executed with a vision camera system. This inspection system inspects individual products for shape, size and potential discolorations. The main conveyor features a stopper mechanism that forms regimented product rows from the arriving lanes. Optionally the first product can be inverted in the slug. 17


18 Count feeding The PICK & PLACE UNIT is a servo driven unit, picking up complete product row(s) and placing them in the destined location. Products are gently picked up by means of vacuum and placed in a tray. PICK & PLACE LOADING The HOUDIJK PICK & PLACE ROBOT is state of the art design. The unit is hanging in a portal to maximize space underneath the unit. It is highly dynamic and able to carry relatively large payloads up to 50 cycles per minute. The unit can be executed to pick up single or double rows of product. The reliability of the pick and place process is very high, due to the unit s ability to pick up complete product rows at the same time. This allows for a gentle build-up of vacuum and a low controlled travel speed. It accurately places the product in the desired position. The PICK & PLACE UNIT, in combination with the HOUDIJK GRADOMATIC and LINEMASTER, results in a highly efficient tray loading system. It handles per station large quantities of products per minute. The unit offers high flexibility in tray configuration in terms of product/cavity size, number of cavities per tray and stack height. Dedicated solutions to load paper cups or carton tubes are available. 18


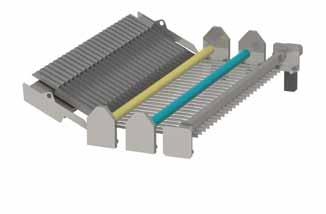
19 Pile/stack feeding The high speed SKIPPER unit is an unique and innovative Houdijk pile/ stack loading system for plain products. The SKIPPER accepts without lane reduction/expansion the given number of product lanes coming from the oven. It separates extremely gently individual products from the vertical magazine by means of a servo driven horizontal indexing disc. The individual products are transferred in the destined pitches of the infeed chain of any make flow wrapping machine. Thus it composes the product pile/stack with set count. SKIPPER PILE/STACK LOADING The SKIPPER pile/stack loader is suitable for round, oval and rectangular shaped products in short or long side leading orientation. The SKIPPER system comprises multiple servo driven discs. It guarantees the highest efficiency available in the market for pile loaders. The SKIPPER pile/stack loader avoids the need for complicated and expensive product supply systems, as it is able to handle the number of lanes coming from the oven. The stacked product supply via conveyor belt and/or vibratory conveyor is connected to the SKIPPER systems. The number of stacked product lanes arriving from the oven is accordingly connected to a SKIPPER unit disc. The available SKIPPER units are divided over the desired number of flow wrapper(s). Per flow wrapper, the system composes the required product pile/stack count according to an algorithm controlled lane balancing system. It collects individual products each time from different vertical product magazines. The system is able to neglect a product lane, once it reaches minimum level. The pile count is set via the HMI and is flexibly adjustable via a recipe change. High speeds of up to 1,000 piles/stacks per minute are possible depending on product shape and characteristics. 19







20 Count feeding SLUG IN WRAPPER The wrapping machine flightbar conveyor receives counted slugs of products on edge from the SLUGMASTER connected to a GRADOMATIC /LINEMASTER system. Alternatively rows of products are received directly from the GRADOMATIC / LINEMASTER system and the slug is built up in the flow wrapper flightbar conveyor. SLUG IN TRAY By means of the SLUGMASTER and the TRAYMASTER connected to a GRADOMATIC /LINEMASTER system, a slug of counted products on edge is formed and loaded into the tray. DUAL LANE SLUG IN WRAPPER For the forming of small slugs of products on edge, the wrapping machine dual lane flightbar infeed conveyor receives two slugs of products from the GRADOMATIC / LINEMASTER. DUAL MODE SLUG TRAY/WRAPPER The combination of the SLUGMASTER and the TRAYMASTER connected to the GRADOMATIC /LINEMASTER system creates product loading flexibility. A slug of products can either be loaded straight into the flightbar infeed chain of the wrapping machine, or alternatively the products can be loaded into a tray. 20







21 PILE/STACK IN TRAY By means of the Houdijk PICK & PLACE UNIT the products are picked up row by row at the end of the GRADOMATIC /LINEMASTER and gently placed into trays. The trays are positioned in the Houdijk TRAY FLIGHTBAR. PILES/STACKS IN WRAPPER By means of the HOUDIJK SKIPPER stacking system products are piled/stacked into the chain of a wrapper, in the required count. Count change does not require a mechanical adjustment, but is achieved by recipe. ON EDGE PRODUCT IN CAVITY TRAY At the end of the GRADOMATIC / LINEMASTER products are placed row by row - directly into defined cavities of trays. The trays come from a denester and are presented in synchronized position by the Houdijk TRAY FLIGHTBAR. PORTION/VENDING PILE PACK The FLOWMASTER product distribution and buffer system followed by the FILEMASTER product chicane conveyors. It produces a single-, double- or triple lane count-balanced supply to the high speed flow wrapper. Over 1,000 products per lane can be gently supplied. 21



22 Volumetric loading The CLIPPER volumetric slug loader ( length measuring feeder ) is a modern design solution for loading slugs of biscuits standing on edge. The CLIPPER is suitable for loading biscuits and crackers, with round, oval, square and rectangular shapes. In combination with the Houdijk handling system, it is a versatile solution for feeding products into the running flightbar infeed of any make X-fold- or flow wrapping machine. CLIPPER SLUG LOADER The CLIPPER slug loader is highly efficient servo driven system, able to achieve an output per channel of up to 25 slugs per minute, subject to the characteristics of the product. The loader is flexible with respect to product size and slug length variety. The recipe setting and control is done via the Human Machine Interface (HMI) touch screen. The CLIPPER loader features automatic lane balancing. When reaching minimum buffer levels, the related lane stops the slug separation and loading until new product is supplied. The connected wrapping machine needs to be equipped with a No Slug No Wrap functionality. The CLIPPER is an ergonomic and hygienic designed loader and easy to operate and to maintain. CLIPPER PERFORMANCE AND EFFICIENCY The CLIPPER in combination with the Houdijk product handling system offers the most gentle and highly efficient volumetric loader in the market. Because of an integrated software control, back pressure is extremely well controlled. A spring loaded knife mechanism separates the required slug length while back pressure control minimized back pressure. This ensures a gentle insert between products preventing product from being damaged. The system s speed control, balances the combination CLIPPER / wrapping machine with the production line. CLIPPER DUAL LANE Execution available for dual lane flightbar infeed loading for short slug lengths at high capacity. 22




23 Vision applications Houdijk offers sophisticated integration of vision applications in their product handling solutions. The systems are used for product dimensional and/or quality control. The implementation of vision systems improves line efficiencies and minimizes photocell control resulting in less maintenance. Camera systems are placed overhead relatively far from the product flow, offering a hygienic control solution. HOUDIJK CAPPER Several functions are executed with vision systems to control the products over the full belt width of the HOUDIJK CAPPER belt. Standard vision control is used to control the accumulation section and to check the presence of product in each row in front of depositor. It activates the No Product No Depositing/Capping function of the HOUDIJK CAPPER. Optionally the vision system is also used to recognize incomplete product pattern arrival, activating automatic lane balancing. e e HOUDIJK CAPPER INDIVIDUAL PRODUCT DIMENSION CONTROL Products arriving in a single file are individually inspected by a vision system on their outer dimensions. Products which are out of specification are discharged to avoid loss in efficiency in the downstream handling equipment. r It is frequently integrated in the LINEMASTER system, whereby the LINEMASTER only handles the correct products. It disregards and discharges disapproved products. r Individual product dimension control PRODUCT QUALITY CONTROL Besides controlling dimensions, products can be inspected on quality over the full belt width. The vision system can qualify products on color, shape, appearance (e.g. product is not fully covered with chocolate), doubles, etc. Depending on line execution Houdijk offers different ways to reject the disapproved products. t LEVEL CONTROL Level control of products in system accumulation sections can be controlled by vision. The system oversees the complete area in contrary to photocells. Besides that it can control system speed and recognize product blockages. The vision system is positioned outside the product flow area, avoiding contamination. It is standard integrated on GRADOMATIC and HOUDIJK CAPPER systems to control loading levels of the product accumulation section and to monitor the flow of products in the channels. u t Product quality control u Level control 23
24 Biscuit feeding expertise Houdijk is well known for its equipment, handling systems, operating software and components. What underlies all this, what makes Houdijk so unique is the biscuit feeding expertise it has built up over the last 50 years. Without it, we simply could not develop our feeding systems for the diverse range of applications and products to be found at biscuit manufacturers around the world. The key to maximum output lies in the automation of your production. Conveying and handling are important stages in this process. With Houdijk as your partner, you can be sure that even the most complex process will lead to a streamlined production. Rest assured that Houdijk will do its utmost to find the right customer-specific solution to meet your needs. Just listen to what other manufacturers throughout the world have to say about our company. And then put your biscuits in the hands of the people who love them most: the specialists at Houdijk. 24

25 25
26 Location Trawlerweg KS Vlaardingen The Netherlands Post address P.O. Box AH Vlaardingen The Netherlands Contact T (+31) F (+31)