Lean Means Speed. Alessandro Anzalone, Ph.D Hillsborough Community College, Brandon Campus
|
|
|
- Hector Black
- 6 years ago
- Views:
Transcription




1 Lean Means Speed Alessandro Anzalone, Ph.D Hillsborough Community College, Brandon Campus 1. Is This Lean? 2. The Essentials of Lean 3. The Lean Metric: Cycle Efficiency 4. Velocity of Any Process 5. Knowing Where to Focus: The 80/20 Rule 6. Using a Value Stream Map to Find the 20% Waste 7. The Major Lean Improvement Tools 8. The Lean Enterprise 9. The Laws of Lean Six Sigma 10. References 1




2 O di il t i t i t i th ht f li Ordinarily, money put into inventory is thought of as live money,... but it is waste which, like every other form of waste, turns up in high prices. We do not own or use a single warehouse! Time waste differs from material waste in that there can be no salvage. Henry Ford ( ) 2
3 Robert Martichenko of Transfreight, an expert in Lean logistics, likes to explain Lean by describing an idealized plant tour inspired by actual experience. He tours a small company where they believe they are practicing Lean manufacturing. This company has one of the simplest product lines imaginable: they make widgets in two colors, red and green. While he is there, he notices they are making green widgets all day long. (When they don t have to change the paint line, they can make 400 green widgets per day.) In the middle of the day, the Logistics Manager, John, tells Robert, Watch this... Lean at its best! At that moment, the manufacturing line is on its last box of green widget handles. Wouldn t you know it? A truck shows up with a full load of green widget handles and the day is saved because of the Lean system in place. John is very proud that the truck showed up just in time. After the day is over, Robert sits down and asks John a few basic questions: 1. How many customer orders do you have confirmed for green widgets? 2. Why are you manufacturing only green widgets today? 3. On Tuesdays, do customers use only green widgets? 4. Why did you order a whole truckload of green widget handles? 5. Why will you still be making green widgets tomorrow when more than half of today s production is still in inventory? John tells Robert that they had orders on the books for only 200 green widgets, but they make green ones all day because of the manufacturing economies of scale. As for the truckload of green widget handles, well, the supplier gives such great volume discounts that John buys in truckload quantity. But, John said, the truck never shows up until we are just running out. (John didn t mention that a truckload of widget handles would last for two months!) 3
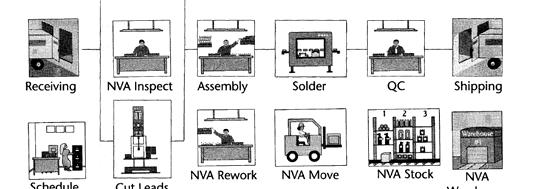
4 The truth is that Lean is not just a raw material procurement strategy, but rather a process philosophy, with three purposes: To eliminate wasted time, effort, and material. To provide customers with make-to-order products. To reduce cost while improving quality. As in most factories, the material in the widget line spent more than 95% of its time waiting... waiting for value to be added... or waiting in finished goods inventory for a customer. In contrast, the goal of Lean is to virtually eliminate wait time. Instead, every operation becomes so flexible that the actual usage by the customer creates a demand on the factory to build only the amount consumed by the customer, whether external or internal. The Lean factory is flexible enough to efficiently build in small batches to keep up with consumption. When this goal is achieved, parts will move directly from one workstation to another at high velocity and reduce the waiting time, work in process, and finished goods inventory by 50%-80%. As velocity increases, the cost of stockrooms, material movers and equipment, expeditors, scrap, rework, obsolescence, excess capital expenditures the Hidden Factory will be removed. As a rule of thumb, if the waiting time is reduced by 80%, the manufacturing overhead and quality cost will drop by 20%. 4
5 The Keys to the Kingdom of Lean are founded on two principles that are observed in every factory or process we have ever encountered: Material usually spends 95% of its time waiting, which is due to the time delay injected by fewer than 20% of the workstations, which are known as time traps. Time traps can be prioritized using MRP data and the spreadsheet calculations or software and eliminated using Lean Six Sigma improvement methods. Identifying and prioritizing time traps at the most basic level, that s all you need to know about Lean! The basic principles and improvement opportunities apply to any process, not just manufacturing, and together they create a Lean enterprise. Since speed is a key goal of Lean, the natural questions are How fast is fast? and How slow is slow? The answer comes by comparing the amount of value-added added time (work that a customer would recognize as necessary to create the product or service) and the total lead time (how long the process takes from start to end). If the value-added time needed to manufacture a product down the critical path is 100 hours of touch labor (including machining, assembly, testing, etc.), to be world-class the total lead time should not exceed 400 hours. These two figures come together to produce a metric called process cycle efficiency that we can use to gauge the potential for cost reduction: Process Cycle Efficiency = Value-Added Time / Total Lead Time 5
6 A Lean process is one in which the value-added time in the process is more than 25% of the total lead time of that process. 6
7 Where Do the Cost Reductions Come From? The slowness of most processes their low cycle efficiency guarantees that there is a large amount of work in process (or projects in process) at any given time, either on the plant floor or finished goods in stock rooms. Much of the plant space is tied up with idle inventory, idle machines, stockrooms, rework labor, quality control, expeditors, schedulers, and related non-value-added activities. In other words, WIP generates hidden costs in overhead, rework, scrap, manufacturing overhead, invested capital, and happy customers... and in consequence puts a company in constant jeopardy of losing existing business as well as revenue growth. When process cycle efficiencies rise above 20%, much of these non-value- added activities can be eliminated. As a side benefit, the personnel associated with non-value-added work are often some of the most talented in the company, and sometimes the only people who really understand the whole process because they have had to cope with it. Thus, redeploying them into value-added assignments in manufacturing, engineering, marketing, or the Lean Six Sigma process allows them to be in a value creation role. Sources of Cost Reduction Let s again review the components of the Hidden Factory that can be eliminated through the application of Lean methods. The reduction of cost is not just from reduced scrap and rework or from having less money tied up in inventory. Shorter lead time and smaller inventory have a host of benefits that can be estimated in advance and tabulated: Shorter lead time, which can increase revenue growth dramatically. Less handling, which reduces the demand for people and equipment. Less cost for storage, floor, and stock room space. Fewer customer service activities. 7
8 Sources of Cost Reduction When your inventory is small, you also avoid all the problems associated with large WIP, such as the following: Parts shortages caused by inflexible workstations. The need for extra operators, expeditors, supervision, and overtime. Shipping a disproportionate percentage of product at the end of the month though you have to pay for this peak capacity of property, plant, and equipment (PP&E), inspection, test, and overhead cost all month long. The increased likelihood that defects will be shipped to customers (who have been kept waiting for their parts), necessitating expensive field repair and loss of subsequent sales. Speed Applies to All Processes There is as much or more improvement opportunity in business processes to improve speed, flexibility and/or responsiveness and reduce cost. The point is that, in successful implementations of Lean, the manufacturing process could not have been improved if the non-manufacturing processes had not been leaned out. Lean does not mean manufacturing. Lean means speed. 8
9 Specific Applications of Lean to the Service Industry These gains can be achieved without adding any full-time per- sonnel; just changing the queue design and cross-training personnel provide additional peak capacity Thus the mean check-in time remained nearly the same but the variation in service was reduced, despite great variation in customer arrivals. Now the same number of guests wait seven minutes as formerly waited 11 minutes. Even here, you can t ignore the key message of Lean Six Sigma: you have to focus your energies on priority problems that are most directly connected to significant shareholder value. In this example, we assumed that it was the check-in process itself that was the highest priority, to illustrate the impact of variation on delay time. But often in situations like these it is upstream processes such as information flows on the availability of clean rooms, the room cleaning process, the availability of maids and linen, queues in the laundry room that in fact affect the check-in time. That s why you need to use the tools described earlier in this chapter value stream mapping and net present value analysis to identify where you will have the greatest leverage. 9
10 This hotel check-in example shows how variation in arrivals and processing time intrinsically causes delay, even in a process much simpler than most manufacturing processes. The work was done at a single workstation (the clerk). It had no setup time, no scrap, no downtime each of which creates delay and is a source of variation. There, it was absolutely clear where the delay occurred, why it caused the time trap, and where the company needed to apply DMAIC improvement activities to reduce variation. The obvious question is whether these same principles apply to processes that are more complex and whether you find time traps by intuition or by looking at the plant, as some claim they can? Where Are Your Manufacturing Time Traps? 10
11 Where Are Your Manufacturing Time Traps? The press molds four parts (A, B, C, and D), by cutting and stamping a roll of steel. It first performs a setup that takes four hours, then presses out a batch of 1000 of part A at the rate of 100 per hour (36 seconds per part). It then performs a setup and stamps a batch of part B, and so forth. After a part is pressed out, it drops into a cleaning tank for about 30 seconds. The part is moved to a prep station, where it spends 30 seconds being prepared for paint. It is painted in 40 seconds. It finally moves to assembly, where one part A is bolted to one part B, to one part C, and one part D in 2.5 minutes. That completes the product that we will call ABCD. Using this process data, we quickly see that the value-added time is just four minutes and 45 seconds but the process lead time is 28 hours. That sounds like less than a 1% cycle efficiency to me, which means there is money to be made! 11
12 Finding and Removing the Hidden Time Traps Finding time traps is not a matter for guesswork. You have to use data to identify the sources of delays in a process. The key equation is captured in the First Law of Lean Six Sigma for Supply Chain Acceleration: Finding and Removing the Hidden Time Traps The key thing to remember is that you can use data that is fairly simple to collect on a process step or workstation and determine if this workstation is injecting long delay times into the process. These calculations can be performed easily with a spreadsheet or specialized supply chain accelerator software and the results tell you how much delay time each workstation is injecting and how much WIP and batch size are really needed to satisfy customer demand. 12
13 Conclusion: The cause of delay in a process is a time trap. You can t just look for where material piles up; rather, you must calculate how much time each workstation injects into a process using the First Law of Lean Six Sigma. Crucial Insight: Batch sizes must be calculated from process variables and the total number of parts produced at a given workstation. 13
14 The 80/20 rule is called the Second Law of Lean Six Sigma for Supply Chain Acceleration. It holds true whether the root cause of the delay is variation in times (arrival times, service times), non-value-added delays such as machine downtime or long setup times (as seen in the press example above), or quality problems (scrap, rework). 14
15 In a Lean system, focus begins with a value stream map, which depicts all the process steps (including rework) associated with turning a customer need into a delivered product or service and indicates how much value each of the steps adds to the product. Any activity that creates a form, feature, or function of value to the customer is termed value-added; those that don t are called non-value-added. Value stream mapping provides a clear understanding of the current process by: Visualizing multiple process levels. Highlighting waste and its sources. Making hidden decision points apparent. The key insight is that a majority of non-value-added costs are in fact currently required to move the product through the molasses flow. You can t remove these costs until you remove the underlying causes; trying to do so will just create greater costs in the long run. Creating a Value Stream Map A value stream map starts with a pencil-and-paper sketch of the process to understand the flow of material and information needed to produce a product or service. (This sketch can be supplemented with many flowcharting software tools.) The diagram visually presents the flow of a product from customer to supplier and presents both the current-state map and future-state vision. Value stream mapping typically classifies each activity/task type by asking a series of questions: Customer Value-Added (CVA) Questions Business Value-Added (BVA) Questions Non-Value-Added (NVA) Questions 15
16 Customer Value-Added (CVA) Questions: Does the task add a form or feature to the product or service? Does the task enable a competitive advantage (reduced price, faster delivery, fewer defects)? Would the customer be willing to pay extra or prefer us over the competition if he or she knew we were doing this task? Business Value-Added (BVA) Questions: Is this task required by law or regulation? Does this task reduce the financial risk of the owner(s)? Does this task support financial reporting requirements? Would the process break down if this task were removed? 16
17 Non-Value-Added (NVA) Questions: Does the task include any of the following activities: counting, handling, inspecting, transporting, moving, delaying, storing, all rework loops, expediting, multiple signatures? Taking a global view of the supply chain, having made these improvements, to how many factories do we really need to deliver projected volume? Will the faster lead time and lower costs fill up existing facilities? With faster lead times, how many distribution centers can be eliminated? (Experience shows that when three facilities are consolidated to two, you save half an overhead, about 17% of total overhead cost. This captures the operational value of higher cycle efficiency, but not the elimination of the cost of poor quality.) Here is an overview of the creation of a value stream map: 1. Select a value stream (product family, etc.) whose improvement will create the greatest impact on operating profit. 2. Create a process map or download the MRP router information on that value stream. Because MRP routers generally have good data only on value-added steps, but not on the other 95% of the time used, you will initially start with a value stream that looks pretty clean. 3. Have the black belt and his or her team walk the process to find out what really happens in the process and identify both value-added and non-value-added work, such as rework loops, quality inspections, moves in and out of stock (i.e., time that does not appear in MRP), and information flows. Most teams will be surprised to find more non-value- added steps in the process than value-added. 4. The team does a sanity check on MRP data, such as setup times, etc., by verifying the numbers with operators. 17
18 5. Input the data into a spreadsheet or supply chain acceleration software. The time traps are then sorted on a spreadsheet or displayed in a bar graph. 6. The spreadsheet or software calculates delay time at each time trap and recommends application of Lean Six Sigma tools. The black belt can input how much improvement can be effected and the spreadsheet or software will recalculate the delay time. 7. Implement the improvement activities to address the time traps in priority order. This process only works if the black belt and his or her team are trained to define and solve these problems: What are the non-value-added added steps ( rework, move, count, etc.) that can be eliminated? What are the time traps in priority order? What improvement methods are required at each time trap How much improvement is needed? What is the smaller batch size that can now be run? What is the shorter delay time at both the workstation and the whole process? 18
19 19
20 The Road Map of Lean Six Sigma As a result of a value stream analysis, you ll be able to identify the vital few time traps (usually less than 20% of the workstations) that are disrupting a critical value stream. You will also have a prioritized list of Lean Six Sigma targets and a means of eliminating the causes of delay. When the time trap analysis is performed for the whole factory and prioritized improvements are executed, the total cost of manufacturing overhead and quality cost can be reduced by 20%, which makes a big impact on operating profit. Now that s focus! In most cases, quality problems are usually near the top of the list, because of In most cases, quality problems are usually near the top of the list, because of their non-linear impact on delay time a 10% scrap rate can slow the whole process down by 40%! In other words, just a few quality problems can add an extraordinary amount of time to a process. 20
21 Pull Systems: As discussed earlier in this chapter, process velocity and lead time are absolutely determined by the amount of the work in process. It therefore stands to reason that we must have a mechanical or electronic mechanism to keep the WIP ( things in process ) below some maximum level or else the process lead time will grow uncontrollably. The Lean tool that achieves this goal is the pull system, which puts a cap on WIP and thus keeps process lead time below a maximum level. (This is sometimes called the Kanban system, after the Japanese word for card or, more literally, visible record or sign. In Japan, WIP is released only when a card shows that consumption has occurred.) Setup Reduction: The setup time is defined as the interval between the last good part of one run of part numbers and the first good part of the next part number. Setup reduction techniques can reduce setup time by 80% with little if any increased capital expenditures. 21

22 Total Productive Maintenance: Data from scores of factories shows that machines are typically producing product only 60% of the time. About 20% of the downtime is scheduled for lunch, breaks, and maintenance. The other 20% is unscheduled, due to machine breakdown, setup time, parts shortages, absenteeism, etc. Total Productive Maintenance can virtually eliminate the unscheduled downtime; management initiatives can attack scheduled downtime. When a machine is running at near capacity variation in the arrival of parts or machine processing times (similar to the hotel check-in example) can increase queue times by 10 to 20 times. 22
23 It s difficult to overstate the opportunities represented by the slow processes found in nearly every organization. The problem that most firms have is in implementation. They perform training and conduct some isolated improvement efforts, but in the end make little measurable impact on overall lead time or cost. Lean Six Sigma provides an unambiguous roadmap to implementation by prioritizing time traps and applying improvement methods, in that order. Eliminating the causes of wasted time allows a process to improve cost, quality, and responsiveness characteristics that are critical to customers and shareholders. In most organizations, this can contribute 5% of revenue to operating margins. The speed and responsiveness of Lean can allow a company to increase revenue growth beyond its slower competitors. Finally, Lean methods apply to virtually all processes, from product development to order fulfillment. The increasing process speeds of Lean also enhance the power of Six Sigma tools such as Design of Experiments. But Lean alone, just like Six Sigma alone, isn t the complete answer. The next chapter will show how to bring Lean and Six Sigma together to create a powerful engine for value creation. Lean means speed; it applies to all processes. Slow processes are expensive processes. The Lean metric is process cycle efficiency Batch sizes must be calculated using flow variables. 95% of the lead times in most processes is wait time. To improve speed, you need to identify and eliminate the biggest time traps, which is possible using the Three Laws of Lean Six Sigma: Zeroeth Law: The Law of the Market. Customer critical-to-quality issues must be addressed first. First Law: The Law of Flexibility. Process velocity is directly proportional to flexibility For example, in a manufacturing process, flexibility is proportional to workstation turnover time. Maximum flexibility is achieved by launching minimum batch sizes. Second Law: The Law of Focus. 80% of the delay in any process is caused by 20% of the activities. Third Law: The Law of Velocity. The average velocity of flow through any process is inversely proportional to both the number of things in process and the average variation in supply and demand. 23
24 1. Michael George, Lean Six Sigma : Combining Six Sigma Quality with Lean Production Speed, McGraw-Hill, first edition, 2002, ISBN-13: Salman Taghizadegan, Essentials of Lean Six Sigma, Elsevier Inc., first edition, 2006, ISBN: eb/e oe/jb_c civil_ ford od e.jpg
IT 470a Six Sigma Chapter X
 Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Flow and Pull Systems
 Online Student Guide Flow and Pull Systems OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 BENEFITS OF FLOW AND PULL... 5 CLEARING ROADBLOCKS... 5 APPROACH
Online Student Guide Flow and Pull Systems OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 BENEFITS OF FLOW AND PULL... 5 CLEARING ROADBLOCKS... 5 APPROACH
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007
 "Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
Lean Principles. Jerry D. Kilpatrick. This article was originally written for and published by MEP Utah in 2003 (
 Lean Principles By Jerry D. Kilpatrick This article was originally written for and published by MEP Utah in 2003 (www.mep.org) Page 1 of 6 Introduction Lean operating principles began in manufacturing
Lean Principles By Jerry D. Kilpatrick This article was originally written for and published by MEP Utah in 2003 (www.mep.org) Page 1 of 6 Introduction Lean operating principles began in manufacturing
GE Digital Executive Brief. Enhance your ability to produce the right goods in time to satisfy customer demand
 Enhance your ability to produce the right goods in time to satisfy customer demand Traditionally, successful production has relied heavily on skilled personnel. Experienced employees installed equipment
Enhance your ability to produce the right goods in time to satisfy customer demand Traditionally, successful production has relied heavily on skilled personnel. Experienced employees installed equipment
The Quality Group. All Rights Reserved
 Online Student Guide The Quality Group. All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 LEAN VALUE STREAM... 4 CALCULATING TAKT TIME... 5 TAKT TIME OVERVIEW... 5 TAKT
Online Student Guide The Quality Group. All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 LEAN VALUE STREAM... 4 CALCULATING TAKT TIME... 5 TAKT TIME OVERVIEW... 5 TAKT
PLUS VALUE STREAM MAPPING
 LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
PRINCIPLES OF LEAN MANUFACTURING. Purdue Manufacturing Extension Partnership (800)
") PRINCIPLES OF LEAN MANUFACTURING Purdue Manufacturing Extension Partnership (800) 877-5182 www.mep.purdue.edu What Is Lean? 2 Defining Lean Manufacturing Lean manufacturing is a systematic approach to
PRINCIPLES OF LEAN MANUFACTURING Purdue Manufacturing Extension Partnership (800) 877-5182 www.mep.purdue.edu What Is Lean? 2 Defining Lean Manufacturing Lean manufacturing is a systematic approach to
Just-In-Time (JIT) Manufacturing. Overview
 Manufacturing. Overview") Just-In-Time (JIT) Manufacturing Overview The Just-in-Time (JIT) Manufacturing Philosophy Prerequisites for JIT Manufacturing Elements of JIT Manufacturing Benefits of JIT Manufacturing Success and JIT
Just-In-Time (JIT) Manufacturing Overview The Just-in-Time (JIT) Manufacturing Philosophy Prerequisites for JIT Manufacturing Elements of JIT Manufacturing Benefits of JIT Manufacturing Success and JIT
reasons to invest in a CMMS
 11 reasons to invest in a CMMS 11 reasons to invest in a CMMS 1. Effectively plan preventive maintenance The purpose of preventive maintenance (PM) is to plan scheduled inspections so that defects are
11 reasons to invest in a CMMS 11 reasons to invest in a CMMS 1. Effectively plan preventive maintenance The purpose of preventive maintenance (PM) is to plan scheduled inspections so that defects are
Knowing how to identify fake flow develops your eyes for recognizing continuous flow
 COVER STORY Knowing how to identify fake flow develops your eyes for recognizing continuous flow By Rick Harris You read the books, took the seminars, and brought your new knowledge back to the factory
COVER STORY Knowing how to identify fake flow develops your eyes for recognizing continuous flow By Rick Harris You read the books, took the seminars, and brought your new knowledge back to the factory
Finished goods available to meet Takt time when variations in customer demand exist.
 Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Pull and push strategies
 Pull and push strategies In a manufacturing or retail business, what are the advantages and disadvantages of: simply satisfying current demand planning to meet (possible) future demand? 1. Match the words
Pull and push strategies In a manufacturing or retail business, what are the advantages and disadvantages of: simply satisfying current demand planning to meet (possible) future demand? 1. Match the words
Tri-Star Manufacturing:
 Tri-Star Manufacturing: A Case Study in Lean Implementation The discussion taking place around the large walnut conference table at Tri-Star s headquarters was heating up to boiling point. In fact, Mark
Tri-Star Manufacturing: A Case Study in Lean Implementation The discussion taking place around the large walnut conference table at Tri-Star s headquarters was heating up to boiling point. In fact, Mark
Saving an Extended Enterprise: A CEO s Experience
 Saving an Extended Enterprise: A CEO s Experience by Mathew Lovejoy President Acme Alliance Northbrook, Illinois Acme Alliance is a job shop aluminum die-casting company with a factory and headquarters
Saving an Extended Enterprise: A CEO s Experience by Mathew Lovejoy President Acme Alliance Northbrook, Illinois Acme Alliance is a job shop aluminum die-casting company with a factory and headquarters
Justifying Advanced Finite Capacity Planning and Scheduling
 Justifying Advanced Finite Capacity Planning and Scheduling Charles J. Murgiano, CPIM WATERLOO MANUFACTURING SOFTWARE 1. Introduction How well your manufacturing company manages production on the shop
Justifying Advanced Finite Capacity Planning and Scheduling Charles J. Murgiano, CPIM WATERLOO MANUFACTURING SOFTWARE 1. Introduction How well your manufacturing company manages production on the shop
Visual Controls : Applying Visual Management to the Factory
 Visual Controls : Applying Visual Management to the Factory Table Of Contents: Introduction xi Acknowledgments xix Chapter 1 Importance of the Visual Factory 1 (16) The Common Ground of Production 1 (6)
Visual Controls : Applying Visual Management to the Factory Table Of Contents: Introduction xi Acknowledgments xix Chapter 1 Importance of the Visual Factory 1 (16) The Common Ground of Production 1 (6)
Streamline: Progressions in Product Compliance (Part 1 of 4)
") Intertek 70 Codman Hill Road Boxborough, MA 01719 icenter@intertek.com 1-800-WORLDLAB www.intertek.com Chapter 1: Faster, Better, More Now Faced with adversity, resourceful manufacturers often find or
Intertek 70 Codman Hill Road Boxborough, MA 01719 icenter@intertek.com 1-800-WORLDLAB www.intertek.com Chapter 1: Faster, Better, More Now Faced with adversity, resourceful manufacturers often find or
JUST IN TIME. Manuel Rincón, M.Sc. October 22nd, 2004
 JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
HIMSS ME-PI Community. Quick Tour. Sigma Score Calculation Worksheet INSTRUCTIONS
 HIMSS ME-PI Community Sigma Score Calculation Worksheet INSTRUCTIONS Quick Tour Let s start with a quick tour of the Excel spreadsheet. There are six worksheets in the spreadsheet. Sigma Score (Snapshot)
HIMSS ME-PI Community Sigma Score Calculation Worksheet INSTRUCTIONS Quick Tour Let s start with a quick tour of the Excel spreadsheet. There are six worksheets in the spreadsheet. Sigma Score (Snapshot)
How to Get Started with Quality Performance Management
 How to Get Started with Quality Performance Management In an effort to catch quality nonconformances earlier and reduce cost, companies are focused on collecting as much performance data as possible. This
How to Get Started with Quality Performance Management In an effort to catch quality nonconformances earlier and reduce cost, companies are focused on collecting as much performance data as possible. This
Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation
 Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation Atanu Mukherjee, President, Dastur Business and Technology Consulting,
Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation Atanu Mukherjee, President, Dastur Business and Technology Consulting,
welcome to Agile Learning Labs Understanding Kanban
 welcome to Agile Learning Labs Understanding Kanban Nikos Batsios Agile Coach personal thoughts: https://escapelocaloptimum.wordpress.com A Kanban Bitamin Injection start from where you are right now If
welcome to Agile Learning Labs Understanding Kanban Nikos Batsios Agile Coach personal thoughts: https://escapelocaloptimum.wordpress.com A Kanban Bitamin Injection start from where you are right now If
November 17, NYS Lean Basics What is Lean & How Does it Work?
 1 NYS Lean Basics What is Lean & How Does it Work? 2 What is Lean? A management philosophy used by world class companies to make their operations more effective and efficient A lean definition of Lean:
1 NYS Lean Basics What is Lean & How Does it Work? 2 What is Lean? A management philosophy used by world class companies to make their operations more effective and efficient A lean definition of Lean:
Outline. Pull Manufacturing. Push Vs. Pull Scheduling. Inventory Hides Problems. Lowering Inventory Reveals Problems
 Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
A PM on Lean Production Randel Ltd.
 A PM on Lean Production Randel Ltd. RANDEL LTD. INDUSTRY STREET 8 38267 WOMANCHESTER ENGLAND Written by: Tobias Reith, BSc Course: Lean Production (2016) Linköping University, Sweden A PM ON LEAN PRODUCTION
A PM on Lean Production Randel Ltd. RANDEL LTD. INDUSTRY STREET 8 38267 WOMANCHESTER ENGLAND Written by: Tobias Reith, BSc Course: Lean Production (2016) Linköping University, Sweden A PM ON LEAN PRODUCTION
Think ROI, Not Cost When Evaluating ERP Software
 Think ROI, Not Cost When Evaluating ERP Software BY ADAM GRABOWSKI DIRECTOR, MARKETING AND COMMUNICATIONS We simplify your manufacturing. When considering Enterprise Resource Planning (ERP) software for
Think ROI, Not Cost When Evaluating ERP Software BY ADAM GRABOWSKI DIRECTOR, MARKETING AND COMMUNICATIONS We simplify your manufacturing. When considering Enterprise Resource Planning (ERP) software for
Eliminate Waste and. Increase Value
 Eliminate Waste and Increase Value By Six Sigma Qualtec You don t need a dance partner to Poka-yoke, but it does help to have a supportive management team. No, Poka-yoke isn t a new dance; it s Japanese
Eliminate Waste and Increase Value By Six Sigma Qualtec You don t need a dance partner to Poka-yoke, but it does help to have a supportive management team. No, Poka-yoke isn t a new dance; it s Japanese
Just In Time (JIT) Quality and Reliability Engg. (171906) H I T. Hit suyo na mono O Iru toki iru dake Tasukuran
 Quality and Reliability Engg. (171906) H I T. Hit suyo na mono O Iru toki iru dake Tasukuran") Just In Time (JIT) H I T Hit suyo na mono O Iru toki iru dake Tasukuran (What is needed) (When it is needed and in what quantity) (Make) The crux is, if you cannot use it now do not make it now. Quality
Just In Time (JIT) H I T Hit suyo na mono O Iru toki iru dake Tasukuran (What is needed) (When it is needed and in what quantity) (Make) The crux is, if you cannot use it now do not make it now. Quality
Online Course Manual By Craig Pence. Module 12
 Online Course Manual By Craig Pence Copyright Notice. Each module of the course manual may be viewed online, saved to disk, or printed (each is composed of 10 to 15 printed pages of text) by students enrolled
Online Course Manual By Craig Pence Copyright Notice. Each module of the course manual may be viewed online, saved to disk, or printed (each is composed of 10 to 15 printed pages of text) by students enrolled
Management of Inventory Systems Prof. Pradip Kumar Ray Department of Industrial and Systems Engineering Indian Institute of Technology, Kharagpur
 Management of Inventory Systems Prof. Pradip Kumar Ray Department of Industrial and Systems Engineering Indian Institute of Technology, Kharagpur Lecture - 41 Basics of Purchasing Management So, during
Management of Inventory Systems Prof. Pradip Kumar Ray Department of Industrial and Systems Engineering Indian Institute of Technology, Kharagpur Lecture - 41 Basics of Purchasing Management So, during
Process Mapping What It Means for You. FAQs. Desired Results. 5) What are Fastenal s objectives? 1) What is a process mapping?
 What are Fastenal s objectives? 1) What is a process mapping?") Process Mapping What It Means for You At Fastenal, we do much more than just ship products out of a catalog; we can work closely with you to uncover hidden sources of supply chain waste and provide total
Process Mapping What It Means for You At Fastenal, we do much more than just ship products out of a catalog; we can work closely with you to uncover hidden sources of supply chain waste and provide total
Time to Shipment MRP Guide DBA Software Inc.
 Contents 3 Table of Contents 1 Benefits and Features 4 2 MRP Overview 6 3 MRP Phases 10 4 Phase 1 - Plan Times to Shipment 12 5 Phase 2 - Plan Supply Pipelines 25 6 Phase 3 - Generate Jobs and POs 34 7
Contents 3 Table of Contents 1 Benefits and Features 4 2 MRP Overview 6 3 MRP Phases 10 4 Phase 1 - Plan Times to Shipment 12 5 Phase 2 - Plan Supply Pipelines 25 6 Phase 3 - Generate Jobs and POs 34 7
1. Lowering the costs is one of the objectives of the production and logistics function
 Chapter 17 Global Production, Outsourcing, and Logistics True / False Questions 1. Lowering the costs is one of the objectives of the production and logistics function of an international firm. True False
Chapter 17 Global Production, Outsourcing, and Logistics True / False Questions 1. Lowering the costs is one of the objectives of the production and logistics function of an international firm. True False
9.7 Summary. 9.8 Training Cases. 394 Business Process Modeling, Simulation and Design
 394 Business Process Modeling, Simulation and Design experience more than 14 min of cycle time under the new design, which more than satisfies the goal of at most 30 min. Furthermore, no type 3 patient
394 Business Process Modeling, Simulation and Design experience more than 14 min of cycle time under the new design, which more than satisfies the goal of at most 30 min. Furthermore, no type 3 patient
Harley Davidson Walking SAP Tour Guide
 Harley Davidson Walking SAP Tour Guide Welcome WELCOME TO THE PLANT TOUR. TABLE OF CONTENTS What you will see. About the SAP & Harley relationship. Do we have any public press on what Harley has said about
Harley Davidson Walking SAP Tour Guide Welcome WELCOME TO THE PLANT TOUR. TABLE OF CONTENTS What you will see. About the SAP & Harley relationship. Do we have any public press on what Harley has said about
Lean Leader Manual. How to Manage Operations in a Lean Environment
 Lean Leader Manual How to Manage Operations in a Lean Environment About the Author Dan Burgos is an experienced business professional. With over 10 years of hands-on experience leading, and coaching organizations
Lean Leader Manual How to Manage Operations in a Lean Environment About the Author Dan Burgos is an experienced business professional. With over 10 years of hands-on experience leading, and coaching organizations
Chapter 13. Lean and Sustainable Supply Chains
 1 Chapter 13 Lean and Sustainable Supply Chains 2 OBJECTIVES Lean Production Defined The Toyota Production System Lean Implementation Requirements Lean Services Lean Production 3 Lean Production can be
1 Chapter 13 Lean and Sustainable Supply Chains 2 OBJECTIVES Lean Production Defined The Toyota Production System Lean Implementation Requirements Lean Services Lean Production 3 Lean Production can be
A beginners guide to moving to an ERP
 A beginners guide to moving to an ERP 2 Contents This paper is for companies considering an ERP and looking to justify the investment in new technology. This paper will provide methods to identify and
A beginners guide to moving to an ERP 2 Contents This paper is for companies considering an ERP and looking to justify the investment in new technology. This paper will provide methods to identify and
Cost of Quality. Appendix 2B. Copyright 2006, The McGraw-Hill Companies, Inc.
 Cost of Quality Appendix 2B Copyright 2006, The McGraw-Hill Companies, Inc. Learning Objective 9 (Appendix 2B) Identify the four types of quality costs and explain how they interact. Quality of Conformance
Cost of Quality Appendix 2B Copyright 2006, The McGraw-Hill Companies, Inc. Learning Objective 9 (Appendix 2B) Identify the four types of quality costs and explain how they interact. Quality of Conformance
Chapter 10 Produce Efficiently
 Chapter 10 Produce Efficiently By Evan Keller Definition Production is how your company adds value to raw materials to create what customers want. Whether you manufacture a product or deliver a service,
Chapter 10 Produce Efficiently By Evan Keller Definition Production is how your company adds value to raw materials to create what customers want. Whether you manufacture a product or deliver a service,
Cisco s Digital Transformation Supply Chain for the Digital Age
 Cisco s Digital Transformation Supply Chain for the Digital Age The Cisco Supply Chain: Global, Complex, and Diverse Cisco s global supply chain extends across 13 countries and more than 25 locations.
Cisco s Digital Transformation Supply Chain for the Digital Age The Cisco Supply Chain: Global, Complex, and Diverse Cisco s global supply chain extends across 13 countries and more than 25 locations.
Good Afternoon - We are a Core Team in the Stryker Neurovascular Organization. We Develop and Manufacture Precision Devices used for complete Stroke
 Good Afternoon - We are a Core Team in the Stryker Neurovascular Organization. We Develop and Manufacture Precision Devices used for complete Stroke Care. We are pleased to be here and honored to represent
Good Afternoon - We are a Core Team in the Stryker Neurovascular Organization. We Develop and Manufacture Precision Devices used for complete Stroke Care. We are pleased to be here and honored to represent
Introduction to Production Planning
 Introduction to Production Planning Production Planning: what does it deal with? 2 The Production Manager question is: WHAT ( which product ), WHEN ( considered some time horizon ), HOW ( with which materials
Introduction to Production Planning Production Planning: what does it deal with? 2 The Production Manager question is: WHAT ( which product ), WHEN ( considered some time horizon ), HOW ( with which materials
OM (Fall 2016) Outline
 Outline") Lean Operations Outline Global Company Profile: Toyota Motor Corporation Lean Operations Lean and Just-in-Time Lean and the Toyota Production System Lean Organizations Lean in Services 2 Toyota Motor Corporation
Lean Operations Outline Global Company Profile: Toyota Motor Corporation Lean Operations Lean and Just-in-Time Lean and the Toyota Production System Lean Organizations Lean in Services 2 Toyota Motor Corporation
SMALL, LEAN & MEAN How the Cloud Powers Lean Operations for Small and Medium-Sized Manufacturers. Logan Paquin, Director of Product Management
 SMALL, LEAN & MEAN How the Cloud Powers Lean Operations for Small and Medium-Sized Manufacturers Logan Paquin, Director of Product Management Introduction Logan Paquin Director of Product Management Responsible
SMALL, LEAN & MEAN How the Cloud Powers Lean Operations for Small and Medium-Sized Manufacturers Logan Paquin, Director of Product Management Introduction Logan Paquin Director of Product Management Responsible
Production Management and Scheduling
 Production Management and Scheduling Meet Your Due Dates Your production process can be simple or complex, time consuming or quick, but one thing remains constant the drive to meet your customer s delivery
Production Management and Scheduling Meet Your Due Dates Your production process can be simple or complex, time consuming or quick, but one thing remains constant the drive to meet your customer s delivery
Outline. Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations
 JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar. L9: Lean synchronization
 Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
WHY LEAN PLASTIC INJECTION MOLDING COMPANIES ARE BETTER SUPPLIERS
 WHY LEAN PLASTIC INJECTION MOLDING COMPANIES ARE BETTER SUPPLIERS WHY LEAN PLASTIC INJECTION MOLDING COMPANIES ARE BETTER SUPPLIERS Working smarter has been a goal of manufacturers throughout history.
WHY LEAN PLASTIC INJECTION MOLDING COMPANIES ARE BETTER SUPPLIERS WHY LEAN PLASTIC INJECTION MOLDING COMPANIES ARE BETTER SUPPLIERS Working smarter has been a goal of manufacturers throughout history.
PRACTICE PROBLEM SET Topic 1: Basic Process Analysis
 The Wharton School Quarter II The University of Pennsylvania Fall 1999 PRACTICE PROBLEM SET Topic 1: Basic Process Analysis Problem 1: Consider the following three-step production process: Raw Material
The Wharton School Quarter II The University of Pennsylvania Fall 1999 PRACTICE PROBLEM SET Topic 1: Basic Process Analysis Problem 1: Consider the following three-step production process: Raw Material
ThermoFab and DBR: Manufacturing At Warp Speed. A White Paper Report
 ThermoFab and DBR: Manufacturing At Warp Speed A White Paper Report June 2004 You probably know ThermoFab as a leading custom thermoforming provider of high-quality plastic enclosures for a wide range
ThermoFab and DBR: Manufacturing At Warp Speed A White Paper Report June 2004 You probably know ThermoFab as a leading custom thermoforming provider of high-quality plastic enclosures for a wide range
South Central. Course Catalog
 Contents Lean Operations Solutions... 1 Principles of Lean Manufacturing 4 hr... 1 Value-Stream Management & Mapping - 4 hr, 24 hr... 1 5S: Workplace Organization 4 hr, 40 hr... 1 Total Productive Maintenance
Contents Lean Operations Solutions... 1 Principles of Lean Manufacturing 4 hr... 1 Value-Stream Management & Mapping - 4 hr, 24 hr... 1 5S: Workplace Organization 4 hr, 40 hr... 1 Total Productive Maintenance
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
Control Plans: Ensuring the Economic Return of the Application of Statistical Thinking in Improvement Projects. Robert Mitchell 3M Corporate Quality
 Control Plans: Ensuring the Economic Return of the Application of Statistical Thinking in Improvement Projects Robert Mitchell M Corporate Quality Statistical Thinking is a philosophy of learning and action
Control Plans: Ensuring the Economic Return of the Application of Statistical Thinking in Improvement Projects Robert Mitchell M Corporate Quality Statistical Thinking is a philosophy of learning and action
Setup Reduction Removing the Rocks
 Setup Reduction Removing the Rocks Paul W. Critchley, President, New England Lean Consulting PRESENTED BY Why is Setup Reduction Important? Water (inventory) covers up the rocks: Lack of standard work
Setup Reduction Removing the Rocks Paul W. Critchley, President, New England Lean Consulting PRESENTED BY Why is Setup Reduction Important? Water (inventory) covers up the rocks: Lack of standard work
Talent Production Line. Creating a
 Creating a Talent Production Line Companies can manufacture talent in the same way that they manufacture any other product using a structured and disciplined production line. Marc Effron Talent Strategy
Creating a Talent Production Line Companies can manufacture talent in the same way that they manufacture any other product using a structured and disciplined production line. Marc Effron Talent Strategy
EXAM - CSCP. APICS Certified Supply Chain Professional. Buy Full Product.
 APICS EXAM - CSCP APICS Certified Supply Chain Professional Buy Full Product http://www.examskey.com/cscp.html Examskey APICS CSCP exam demo product is here for you to test the quality of the product.
APICS EXAM - CSCP APICS Certified Supply Chain Professional Buy Full Product http://www.examskey.com/cscp.html Examskey APICS CSCP exam demo product is here for you to test the quality of the product.
Employee Training and Development with Standard Operating Procedures
 Employee Training and Development with Standard Operating Procedures Second Edition Create an Accuracy Controlled Enterprise. Stop error with 3T Failure Prevention Methodology. Use a Value Stream Map Kaizen
Employee Training and Development with Standard Operating Procedures Second Edition Create an Accuracy Controlled Enterprise. Stop error with 3T Failure Prevention Methodology. Use a Value Stream Map Kaizen
PROOF. Five Answers, most decision makers can t get their hands on. A publication from Acumen. Copyright 2014 Acumen Information Systems
 Five Answers, most decision makers can t get their hands on. A publication from Acumen Copyright 2014 Acumen Information Systems TABLE OF CONTENTS 01. Inventory Accuracy 02. Preventative Maintenance 03.
Five Answers, most decision makers can t get their hands on. A publication from Acumen Copyright 2014 Acumen Information Systems TABLE OF CONTENTS 01. Inventory Accuracy 02. Preventative Maintenance 03.
TEN STEPS to Lean Electrical Controls
 Complements of: TEN STEPS to Lean Electrical Controls EXECUTIVE SUMMARY Globalization is forcing companies to constantly become more efficient. To drive efficiencies, many companies are implementing Lean
Complements of: TEN STEPS to Lean Electrical Controls EXECUTIVE SUMMARY Globalization is forcing companies to constantly become more efficient. To drive efficiencies, many companies are implementing Lean
Copyright 2000 Society of Manufacturing Engineers MANUFACTURING INSIGHTS. An Introduction to Lean Manufacturing
 MANUFACTURING INSIGHTS An Introduction to Lean Manufacturing WARNING federal law provides severe civil and criminal penalties for the unauthorized reproduction, distribution or exhibition of copyrighted
MANUFACTURING INSIGHTS An Introduction to Lean Manufacturing WARNING federal law provides severe civil and criminal penalties for the unauthorized reproduction, distribution or exhibition of copyrighted
Simulation of Lean Principles Impact in a Multi-Product Supply Chain
 Simulation of Lean Principles Impact in a Multi-Product Supply Chain M. Rossini, A. Portioli Studacher Abstract The market competition is moving from the single firm to the whole supply chain because of
Simulation of Lean Principles Impact in a Multi-Product Supply Chain M. Rossini, A. Portioli Studacher Abstract The market competition is moving from the single firm to the whole supply chain because of
Applying Lean Principles to Any Process
 Applying Lean Principles to Any Process Michigan Manufacturing Technology Center 2013 MMTC 2 Lean Simulation Round 1 ACME, Inc. 1. Get into teams of 6 and sit next to each other in a straight line 2. Each
Applying Lean Principles to Any Process Michigan Manufacturing Technology Center 2013 MMTC 2 Lean Simulation Round 1 ACME, Inc. 1. Get into teams of 6 and sit next to each other in a straight line 2. Each
Subbu Ramakrishnan. Manufacturing Finance with SAP. ERP Financials. Bonn Boston
 Subbu Ramakrishnan Manufacturing Finance with SAP ERP Financials Bonn Boston Contents at a Glance 1 Overview of Manufacturing Scenarios Supported by SAP... 25 2 Overview of Finance Activities in a Make-to-Stock
Subbu Ramakrishnan Manufacturing Finance with SAP ERP Financials Bonn Boston Contents at a Glance 1 Overview of Manufacturing Scenarios Supported by SAP... 25 2 Overview of Finance Activities in a Make-to-Stock
A Disappearing Act: Using lean principles to develop winning proposals
 A Disappearing Act: Using lean principles to develop winning proposals Presenter: Keera Godfrey, MBA, M.S. Naris Communications LLC Sponsored by Georgia, Carolinas, and Florida APMP Chapters Are you certified?
A Disappearing Act: Using lean principles to develop winning proposals Presenter: Keera Godfrey, MBA, M.S. Naris Communications LLC Sponsored by Georgia, Carolinas, and Florida APMP Chapters Are you certified?
ACTIVITY 8: QUESTION. Identify some ways in which businesses can lose stock. ACTIVITY 8: ANSWER
 The weekly schedule will be adjusted for stock in plant. There are various models for calculating the reorder quantity for stock which takes into account various practical issues. For example, a manufacturer
The weekly schedule will be adjusted for stock in plant. There are various models for calculating the reorder quantity for stock which takes into account various practical issues. For example, a manufacturer
Infor CloudSuite Industrial Whatever It Takes - Advanced Planning & Scheduling for Today s Manufacturer
 Infor CloudSuite Industrial Whatever It Takes - Advanced Planning & Scheduling for Today s Manufacturer May 2017 CloudSuite Industrial Where Did APS Come From? APS grew out of the convergence of two movements.
Infor CloudSuite Industrial Whatever It Takes - Advanced Planning & Scheduling for Today s Manufacturer May 2017 CloudSuite Industrial Where Did APS Come From? APS grew out of the convergence of two movements.
Historical Phases of Production
 Lean 101 Overview Lean Background Taiichi Ohno and Shigeo Shingo developed Lean Manufacturing at Toyota over a period of 20-30 years. Their intention was not to develop some sort of unified field theory
Lean 101 Overview Lean Background Taiichi Ohno and Shigeo Shingo developed Lean Manufacturing at Toyota over a period of 20-30 years. Their intention was not to develop some sort of unified field theory
Eliminating waste isn t enough; you have to reduce inputs to save money. lean accounting. By Reginald Tomas Yu-Lee.
 Eliminating waste isn t enough; you have to reduce inputs to save money Proper lean accounting By Reginald Tomas Yu-Lee October 2011 39 proper lean accounting rom its inception, lean has been about cost
Eliminating waste isn t enough; you have to reduce inputs to save money Proper lean accounting By Reginald Tomas Yu-Lee October 2011 39 proper lean accounting rom its inception, lean has been about cost
McLeod IQ: Using Data to Enhance Customer Relationships & Boost Sales
 McLeod IQ: Using Data to Enhance Customer Relationships & Boost Sales Kingsgate Transportation s IQ-Based Dashboards Enable Improvements & Provide Unique Visibility for Shippers W hat can you do to improve
McLeod IQ: Using Data to Enhance Customer Relationships & Boost Sales Kingsgate Transportation s IQ-Based Dashboards Enable Improvements & Provide Unique Visibility for Shippers W hat can you do to improve
The Book of Value Stream Maps II
 The Book of Value Stream Maps II Plant Level Maps for Process Industries Solutions to common value stream mapping problems with example maps Supplier Process Customer By: Dilesh Patel, Herman Ranpuria,
The Book of Value Stream Maps II Plant Level Maps for Process Industries Solutions to common value stream mapping problems with example maps Supplier Process Customer By: Dilesh Patel, Herman Ranpuria,
Kanban kick- start (v2)
") Kanban kick- start (v2) By Tomas Björkholm at Crisp, October 2011 INTRODUCTION... 1 AN APPROACH TO GET STARTED WITH KANBAN... 2 STEP 1 GET TO KNOW YOUR SYSTEM... 2 STEP 2 IDENTIFY YOUR SOURCES AND PRIORITIZE...
Kanban kick- start (v2) By Tomas Björkholm at Crisp, October 2011 INTRODUCTION... 1 AN APPROACH TO GET STARTED WITH KANBAN... 2 STEP 1 GET TO KNOW YOUR SYSTEM... 2 STEP 2 IDENTIFY YOUR SOURCES AND PRIORITIZE...
November 12-15, 2018 ARIA Resort Las Vegas, NV Training Topics. Working Draft - Subject to Change
 2018 Training Topics NEW Training Topics V16 Accounting Certification* This new IQMS certification session will take a thorough focus on key concepts and advanced features within V16 Accounting. Upon completion
2018 Training Topics NEW Training Topics V16 Accounting Certification* This new IQMS certification session will take a thorough focus on key concepts and advanced features within V16 Accounting. Upon completion
Chapter 1 The Manufacturing Plant as a Business System
 Chapter 1 The Manufacturing Plant as a Business System We tend to focus on snapshots of isolated parts of the system. And wonder why our deepest problems never get solved. Peter Senge The Scene Beta International
Chapter 1 The Manufacturing Plant as a Business System We tend to focus on snapshots of isolated parts of the system. And wonder why our deepest problems never get solved. Peter Senge The Scene Beta International
Manufacturing Systems Management Prof. G. Srinivasan Department of Management Studies Indian Institute of Technology, Madras
 Manufacturing Systems Management Prof. G. Srinivasan Department of Management Studies Indian Institute of Technology, Madras Lecture - 28 Basic elements of JIT, Kanban systems In this lecture we see some
Manufacturing Systems Management Prof. G. Srinivasan Department of Management Studies Indian Institute of Technology, Madras Lecture - 28 Basic elements of JIT, Kanban systems In this lecture we see some
5.3 Supply Management within the MES
 Technical 6x9 / Manufacturing Execution Sytems (MES): Design, Planning, and Deployment / Meyer / 0-07-162383-3 / Chapter 5 Core Function Production Flow-Oriented Planning 85 Customer data (e.g., customer
Technical 6x9 / Manufacturing Execution Sytems (MES): Design, Planning, and Deployment / Meyer / 0-07-162383-3 / Chapter 5 Core Function Production Flow-Oriented Planning 85 Customer data (e.g., customer
HIGH-PERFORMANCE MACHINING CENTER ROI: HOW TO DETERMINE A MACHINE S TRUE VALUE
 HIGH-PERFORMANCE MACHINING CENTER ROI: HOW TO DETERMINE A MACHINE S TRUE VALUE AUTHOR BIO TOM CLARK VICE PRESIDENT, MAKINO INC. Tom Clark is vice president of engineering and operations at Makino (Mason,
HIGH-PERFORMANCE MACHINING CENTER ROI: HOW TO DETERMINE A MACHINE S TRUE VALUE AUTHOR BIO TOM CLARK VICE PRESIDENT, MAKINO INC. Tom Clark is vice president of engineering and operations at Makino (Mason,
Chapter 11. In-Time and Lean Production
 Chapter 11 Just-In In-Time and Lean Production What is JIT? Producing only what is needed, when it is needed A philosophy An integrated management system JIT s mandate: Eliminate all waste Basic Elements
Chapter 11 Just-In In-Time and Lean Production What is JIT? Producing only what is needed, when it is needed A philosophy An integrated management system JIT s mandate: Eliminate all waste Basic Elements
QHSE PERFORMANCE METRICS AND IMPROVEMENTS, WHICH PROVIDE BOTTOM-LINE BENEFITS BY FORREST W. BREYFOGLE III
 QHSE PERFORMANCE METRICS AND IMPROVEMENTS, WHICH PROVIDE BOTTOM-LINE BENEFITS BY FORREST W. BREYFOGLE III This is how QHSE does really enhance business! QHSE PERFORMANCE METRICS AND IMPROVEMENTS, WHICH
QHSE PERFORMANCE METRICS AND IMPROVEMENTS, WHICH PROVIDE BOTTOM-LINE BENEFITS BY FORREST W. BREYFOGLE III This is how QHSE does really enhance business! QHSE PERFORMANCE METRICS AND IMPROVEMENTS, WHICH
Lecture 12. Introductory Production Control
 Lecture 12 Introductory Production Control 167 Where we ve come from: Models of Manufacturing Systems: Deterministic, Queuing, Simulation Key ideas: Some WIP useful for buffering stations, but More WIP
Lecture 12 Introductory Production Control 167 Where we ve come from: Models of Manufacturing Systems: Deterministic, Queuing, Simulation Key ideas: Some WIP useful for buffering stations, but More WIP
Case study. berner foods. Berner Foods Leverages Factory MES to Increase OEE by 68%
 Case study berner foods Berner Foods Leverages Factory MES to Increase OEE by 68% case study berner foods 2 Berner Foods is a market-leading supplier of quality food products, including natural cheese,
Case study berner foods Berner Foods Leverages Factory MES to Increase OEE by 68% case study berner foods 2 Berner Foods is a market-leading supplier of quality food products, including natural cheese,
Lean Principles in Facility Management
 Lean Principles in Facility Management Presented to GAPPA 2013 Mark Duclos Director of Operations & Maintenance The University of Georgia What is Lean? The term Lean was coined by Jim Womack of MIT to
Lean Principles in Facility Management Presented to GAPPA 2013 Mark Duclos Director of Operations & Maintenance The University of Georgia What is Lean? The term Lean was coined by Jim Womack of MIT to
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processe
 INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processe
 INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
Value Stream Mapping
 Value Stream Mapping Dr. Bob Gee Dean Scott Bonney Professor William G. Journigan American Meridian University 1 Learning Objectives Upon successful completion of this module, the student should be able
Value Stream Mapping Dr. Bob Gee Dean Scott Bonney Professor William G. Journigan American Meridian University 1 Learning Objectives Upon successful completion of this module, the student should be able
Making the Medical Supply Chain Healthy POST-WEBINAR REPORT
 Making the Medical Supply Chain Healthy POST-WEBINAR REPORT THE 5 STEP MEDICAL SUPPLY CHAIN CHECK-UP An Industry Perspective Report brought to you by Cardinal Health Integrated Logistics Services This
Making the Medical Supply Chain Healthy POST-WEBINAR REPORT THE 5 STEP MEDICAL SUPPLY CHAIN CHECK-UP An Industry Perspective Report brought to you by Cardinal Health Integrated Logistics Services This
Online Student Guide Total Productive Maintenance
 Online Student Guide Total Productive Maintenance OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 2 INTRODUCTION... 2 MEETING CUSTOMER DEMAND... 2 UNPLANNED DOWNTIME... 3
Online Student Guide Total Productive Maintenance OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 2 INTRODUCTION... 2 MEETING CUSTOMER DEMAND... 2 UNPLANNED DOWNTIME... 3
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa. JIT --Intro 02/11/03 page 1 of 28
 Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Quick Manufacturing Stencil
 Quick Manufacturing Stencil Quick Manufacturing is one of evsm s Quick Stencils and supports plant level mapping of discrete parts and assemblies in industries like automotive, electro-mechanical, and
Quick Manufacturing Stencil Quick Manufacturing is one of evsm s Quick Stencils and supports plant level mapping of discrete parts and assemblies in industries like automotive, electro-mechanical, and
JIT AND Lean Operations 14-1
 Chapter 15 JIT AND Lean Operations 14-1 Product Structure Tree = Shop floor layouts A B(4) C(2) D(2) E(1) D(3) F(2) MRP vs. JIT 14-2 JIT/Lean Production Just-in-time: Repetitive production system in which
Chapter 15 JIT AND Lean Operations 14-1 Product Structure Tree = Shop floor layouts A B(4) C(2) D(2) E(1) D(3) F(2) MRP vs. JIT 14-2 JIT/Lean Production Just-in-time: Repetitive production system in which
Accelerate production. Unleash potential. Scheduling and machine monitoring software designed for the shop floor.
 Accelerate production. Unleash potential. Scheduling and machine monitoring software designed for the shop floor. Most adaptable. Highest efficiency. JobPack s scheduling and machine monitoring software
Accelerate production. Unleash potential. Scheduling and machine monitoring software designed for the shop floor. Most adaptable. Highest efficiency. JobPack s scheduling and machine monitoring software
22 ways to get the most out of OEE and lean manufacturing disciplines
 automation technology & consulting 22 ways to get the most out of OEE and lean manufacturing disciplines Overall equipment effectiveness (OEE) and lean manufacturing have won many converts. These two disciplines
automation technology & consulting 22 ways to get the most out of OEE and lean manufacturing disciplines Overall equipment effectiveness (OEE) and lean manufacturing have won many converts. These two disciplines
Lean Operations. PowerPoint slides by Jeff Heyl. Copyright 2017 Pearson Education, Inc.
 Lean Operations 16 PowerPoint presentation to accompany Heizer, Render, Munson Operations Management, Twelfth Edition Principles of Operations Management, Tenth Edition PowerPoint slides by Jeff Heyl 16-1
Lean Operations 16 PowerPoint presentation to accompany Heizer, Render, Munson Operations Management, Twelfth Edition Principles of Operations Management, Tenth Edition PowerPoint slides by Jeff Heyl 16-1
Toyota s 14 Steps to Becoming Lean
 Setpoint Systems, Inc. Authored By: Nate Morris Toyota s 14 Steps to Becoming Lean www.setpointusa.com info@setpointusa.com 801-621-4117 Toyota s 14 Steps to Becoming Lean Page 1 Setpoint provides industrial
Setpoint Systems, Inc. Authored By: Nate Morris Toyota s 14 Steps to Becoming Lean www.setpointusa.com info@setpointusa.com 801-621-4117 Toyota s 14 Steps to Becoming Lean Page 1 Setpoint provides industrial
Just-in-Time System. Dr S G Deshmukh
 Just-in-Time System Dr S G Deshmukh Difficulty in Production! Demand is uncertain and variable. Same equipment and people are used to make a variety of products. Switching products takes time.(imagaine
Just-in-Time System Dr S G Deshmukh Difficulty in Production! Demand is uncertain and variable. Same equipment and people are used to make a variety of products. Switching products takes time.(imagaine
Friday May 3, Lean Manufacturing's Unexpected Windfall: A Lower Carbon Footprint. Charles M. Cohon
 Friday May 3, 2013 Lean Manufacturing's Unexpected Windfall: A Lower Carbon Footprint Charles M. Cohon www.cohon.com Friday May 3, 2013 Lean Manufacturing's Unexpected Windfall: A Lower Carbon Footprint
Friday May 3, 2013 Lean Manufacturing's Unexpected Windfall: A Lower Carbon Footprint Charles M. Cohon www.cohon.com Friday May 3, 2013 Lean Manufacturing's Unexpected Windfall: A Lower Carbon Footprint
Lecture 5 - September 6, 2012
 Lecture 5 - September 6, 2012 Announcements Prof. McMains was called in for jury duty today She will unlikely be back for office hours this afternoon The ME 101 discussion section classroom has been assigned:
Lecture 5 - September 6, 2012 Announcements Prof. McMains was called in for jury duty today She will unlikely be back for office hours this afternoon The ME 101 discussion section classroom has been assigned:
Access MRP Software. Material requirements planning software for growing manufacturers. Designed to support small to medium manufacturers
 Access MRP Software Material requirements planning software for growing manufacturers Designed to support small to medium manufacturers Designed for mid-tier manufacturers, including those with ambitious
Access MRP Software Material requirements planning software for growing manufacturers Designed to support small to medium manufacturers Designed for mid-tier manufacturers, including those with ambitious
Increasing Value Add by: Sheila Julien, Senior Associate
 Converting non-value adding resources into pure value. Most of us would likely agree that we want our workforce to spend most if not all of their time on value added work, which is often defined as the
Converting non-value adding resources into pure value. Most of us would likely agree that we want our workforce to spend most if not all of their time on value added work, which is often defined as the