Wrapper Line Improvement
|
|
|
- Cornelia Dorothy Lyons
- 6 years ago
- Views:
Transcription


1 February 21, 2014 Wrapper Line Improvement Six Sigma Project Final Tollgate Presentation Define Measure Analyze Improve Control Alah Raqab Varun Nandakumar Scott Shepfer Rohit Subramanian
2 Project Charter Problem & Goal Statement Problem: The Wrapper Final Assembly Line is experiencing long lead times (Avg = 40 hours) and high variability (SD = 11.5 hours) in delivery over the past three months. This increases the production cost per unit. Goal: To improve lead times 35%, from 40 hours to ~26 hours, while maintaining final product quality. Financial Impact The goal will be to use zero capital investment. Minor expenses will be incurred to implement recommended changes. Cost savings of $660 per unit Current labor cost per unit = $2,128 Future labor cost per unit = ~$1,450 Annualized cost savings = ~$165,000 (250 units) Scope Gate Review Schedule Supply Chain Cooler Test Final Assembly Training Practices Layout Defects Final Inspection Sub-Assembly Packaging/Shipping Hiring Practices Tollgate Scheduled Complete Define 11/12/ /12/2013 Measure 12/13/ /10/2013 Analyze 2/7/2014 2/7/2014 Improve 2/19/2014 2/19/2014 Control 2/19/2014 2/19/2014

 Weekly Defects Per Unit Avg DPU = 1.")
 Voice of Customer")
3 Define Phase ) Average E2E Mfg Lead Time Avg = 40 hours, Std Dev = 11.5 hours Digital method for station and E2E lead time 2) Weekly Defects Per Unit Avg DPU = 1.54 Stop gap tick sheet for short-term Digital scanner collection long-term 3) Voice of Customer Used SQDC format to construct CTQC
 1.50 3.60 3.25 P/T (HRS) CALIBRATION/ FINAL CHECK OVER-NIGHT TEST MEASURMENT SET-UP FTE = 0.5 FTE = 0.")

4 SUB-ASSEMBLY BENCHES Takt-Time = 26.2 COOLER TEST Measure Phase STATION A STATION A1 STATION B FTE = 1 FTE = 1 FTE = 1 FTE = 0.5 P/T = 3.1 P/T = 1.5 P/T = 3.6 P/T = 3.25 C/T = 3.1 C/T = 1.5 C/T = 3.6 C/T = 6.5 UTIL = 11.8% UTIL = 5.7% UTIL = 13.7% UTIL = 24.8% W/T (HRS) P/T (HRS) CALIBRATION/ FINAL CHECK OVER-NIGHT TEST MEASURMENT SET-UP FTE = 0.5 FTE = 0.05 FTE = 0.45 FTE = 0.1 P/T = 2.5 P/T = 8 P/T = 2 P/T = 1 C/T = 5 C/T = 160 C/T = 4.4 C/T = 10 UTIL = 19.1% UTIL = 610.7% UTIL = 17.0% UTIL = 38.2% HRS HRS STATION C STATION D 1.00 TOTAL WAIT TIME TOTAL PROCESS TIME HRS TOTAL LEAD TIME HRS HRS T Hardware, Raws, FG I Raw, WIP, FG inventory M Retrieving tools & parts W Supplier parts, line balance O Sub-subs, FA bottleneck O None observed D Orientation, torque, missing Sigma Level = of 250 units (69%) do not meet lead time target Subassembly Stations significantly unbalanced Max = 6.7 hrs, Min = 1.1 hr, Std Dev = 1.6 Final Assembly Stations significantly unbalanced Max = 4.5 hrs, Min = 1 hr, Std Dev = 1.2


5 Bench & Components Defects Assembly Station and total number of components significant in predicting defects Analyze Phase Defects Lead Time Defects account for 52% of the variability in lead time 1 DPU = 10 hrs of Lead Time



6 LEVEL I LEVEL II LEVEL III Tick Sheet Failure Mode Effects Analysis Poka Yoke Scanning Process Subassembly 5s - Sort Flipboard Digital Defect Tracker Finished Goods Stocking Model Line Balance Layout SQDC Board Subassembly 5s - Set In Order Improve Subassembly Inspection Subassembly 5s - Standardize Supplier Quality Audit Design for Six Sigma Standardized Training Practices Improve Phase November December May Month January February March April Week SAFETY STOCK Service Level 95% 85% 75% F YR SUB ASSY Before After Min Max Std Dev FINAL ASSY Before After Min Max Std Dev




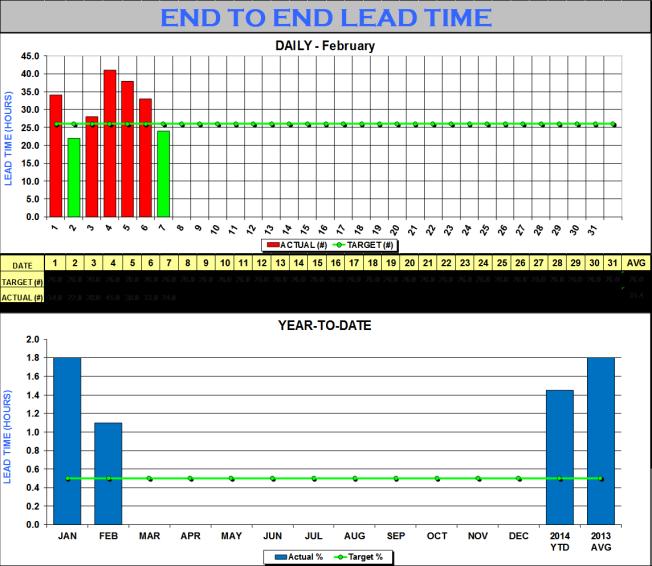
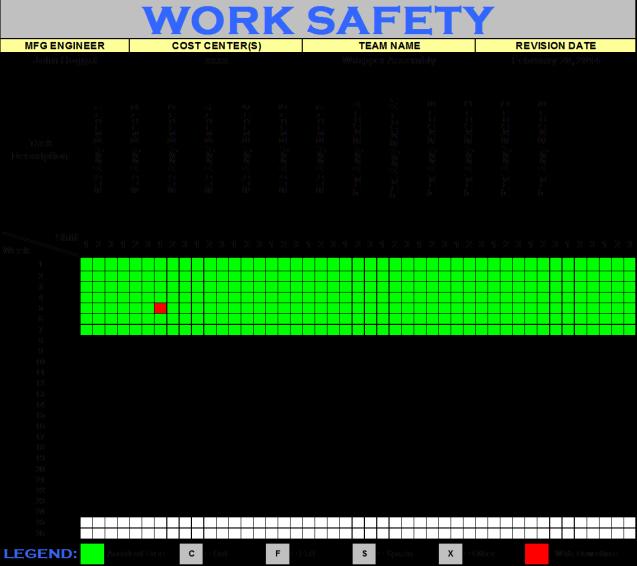
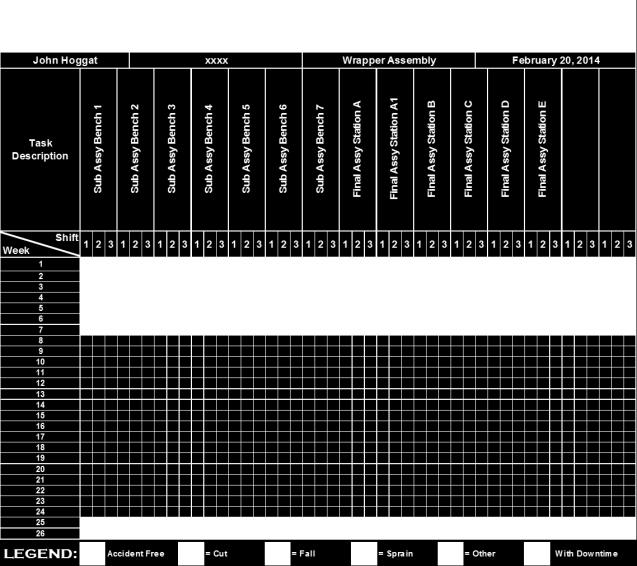
7 Control Phase Top line tracks information daily and is filled out by operators Rolls into YTD data at the end of each month by supervisor/engineer CIP is a Rolling Action Item List including tasks, owners and due dates Creates a continuous PDCA loop

8 Summary Status Update Final presentation and materials delivered to Mettler Toledo Lean & Six Sigma Tools Applied Control Charting SIPOC Diagram Voice of Customer Critical-To-Quality Tree RACI Matrix Barriers / Issues Value Stream Mapping Spaghetti Diagram Capability Analysis Measurement System Analysis Cause Mapping Regression Analysis ANOVA FMEA Line Balance Lessons Learned Soft skills as important as hard skills Engage more often with operators on the line Clearly explain benefits to all parties before implementing solutions Adaptability is paramount Recommendations Data, data, data. Do something with that data Pull Manufacturing Design for Six Sigma Supplier Quality Program Standardized Training Practices
Instructor Info: Dave Tucker, LSSMBB ProModel Senior Consultant Office:
 Instructor Info: Dave Tucker, LSSMBB ProModel Senior Consultant Office: 321.567.5642 dtucker@promodel.com 1 Understand how simulation models can be utilized within the DMAIC approach Examine a completed
Instructor Info: Dave Tucker, LSSMBB ProModel Senior Consultant Office: 321.567.5642 dtucker@promodel.com 1 Understand how simulation models can be utilized within the DMAIC approach Examine a completed
Continuous Improvement Toolkit
 Continuous Improvement Toolkit Lean Measures Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
Continuous Improvement Toolkit Lean Measures Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processe
 INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processe
 INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
Continuous Improvement Toolkit. QFD (Quality Function Deployment) Continuous Improvement Toolkit.
 Continuous Improvement Toolkit.") Continuous Improvement Toolkit QFD (Quality Function Deployment) The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment*
Continuous Improvement Toolkit QFD (Quality Function Deployment) The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment*
Lean, team-based medical device manufacturing. David Hurley Associate Director of Operations Alcon Research, Ltd.
 Lean, team-based medical device manufacturing David Hurley Associate Director of Operations Alcon Research, Ltd. Agenda Alcon Starting our Lean journey Our Lean Change Process Lean Production Lean Management
Lean, team-based medical device manufacturing David Hurley Associate Director of Operations Alcon Research, Ltd. Agenda Alcon Starting our Lean journey Our Lean Change Process Lean Production Lean Management
Continuous Improvement Toolkit. RAID Log
 Continuous Improvement Toolkit RAID Log R A I D The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit RAID Log R A I D The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit. Improvement Roadmaps. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Improvement Roadmaps 0 1 2 3 The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault
Continuous Improvement Toolkit Improvement Roadmaps 0 1 2 3 The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault
Continuous Improvement Toolkit. Value Analysis
 Continuous Improvement Toolkit Value Analysis VA NVA The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking***
Continuous Improvement Toolkit Value Analysis VA NVA The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking***
Continuous Improvement Toolkit
 Continuous Improvement Toolkit Cost of Quality Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
Continuous Improvement Toolkit Cost of Quality Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
Continuous Improvement Toolkit. Pugh Matrix. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Pugh Matrix Continuous Improvement Toolkit. www.citoolkit.com The Continuous Improvement Map Managing Risk FMEA Check Sheets** PDPC RAID Log* Risk Analysis* Fault Tree Analysis
Continuous Improvement Toolkit Pugh Matrix Continuous Improvement Toolkit. www.citoolkit.com The Continuous Improvement Map Managing Risk FMEA Check Sheets** PDPC RAID Log* Risk Analysis* Fault Tree Analysis
Continuous Improvement Toolkit. Traffic Light Assessment. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Traffic Light Assessment The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree
Continuous Improvement Toolkit Traffic Light Assessment The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree
Continuous Improvement Toolkit. Flow Process Chart. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Flow Process Chart The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit Flow Process Chart The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit. How-How Diagram
 Continuous Improvement Toolkit How-How Diagram The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit How-How Diagram The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Process Mapping. You cannot improve a process until everyone agrees on what the process is.
 Process Mapping You cannot improve a process until everyone agrees on what the process is. 1 Topics I. What is a Process Map? II. III. IV. Types of Process Maps A. Process Flow Chart B. SIPOC Diagram C.
Process Mapping You cannot improve a process until everyone agrees on what the process is. 1 Topics I. What is a Process Map? II. III. IV. Types of Process Maps A. Process Flow Chart B. SIPOC Diagram C.
Enabling Lean Manufacturing through ERP
 Enabling Lean Manufacturing through ERP T.G.Dhandapani Group CIO Sundaram-Clayton Limited 1 Agenda Introduction Digitizing Lean in ERP Ecosystem Problem and baseline metrics Digitized Pull system Digitized
Enabling Lean Manufacturing through ERP T.G.Dhandapani Group CIO Sundaram-Clayton Limited 1 Agenda Introduction Digitizing Lean in ERP Ecosystem Problem and baseline metrics Digitized Pull system Digitized
Aligning Lab Automation and Lean Methods to Achieve World-Class Productivity in Your Lab. Aligning Lab Automation and Lean Methods
 Aligning Lab Automation and Lean Methods to Achieve World-Class Productivity in Your Lab Christine C. Brown, ASQ CSSBB Manager of Six Sigma Consulting Services Have you thought of or ever heard these statements?
Aligning Lab Automation and Lean Methods to Achieve World-Class Productivity in Your Lab Christine C. Brown, ASQ CSSBB Manager of Six Sigma Consulting Services Have you thought of or ever heard these statements?
Leading High Reliability Organizations in Healthcare. Richard Morrow, MBA, MBB Author/Founder RPM Exec (847)
") Leading High Reliability Organizations in Healthcare Richard Morrow, MBA, MBB Author/Founder RPM Exec (847) 989-3333 rpm@rpmexec.com www.rpmexec.com 1 Baseline Performance Healthcare Compared 2 Organizations
Leading High Reliability Organizations in Healthcare Richard Morrow, MBA, MBB Author/Founder RPM Exec (847) 989-3333 rpm@rpmexec.com www.rpmexec.com 1 Baseline Performance Healthcare Compared 2 Organizations
Six Sigma Black Belt Study Guides
 Six Sigma Black Belt Study Guides 1 www.pmtutor.org Powered by POeT Solvers Limited. Overview of Six Sigma DMAIC Define Define the project targets and customer (internal and external) deliverables. Measure
Six Sigma Black Belt Study Guides 1 www.pmtutor.org Powered by POeT Solvers Limited. Overview of Six Sigma DMAIC Define Define the project targets and customer (internal and external) deliverables. Measure
Continuous Improvement Toolkit. Project Charter. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Project Charter The Continuous Improvement Map Managing Risk FMEA Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis Traffic Light Assessment
Continuous Improvement Toolkit Project Charter The Continuous Improvement Map Managing Risk FMEA Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis Traffic Light Assessment
Fueling the Fire of Kaizen throughout the Lean Enterprise. Mark Preston, cell
 Fueling the Fire of Kaizen throughout the Lean Enterprise Mark Preston, mpreston@bellsouth.net 404-308-2898 cell Lean Foundations Elimination of Waste Success Foundation Operational Excellence or Lean
Fueling the Fire of Kaizen throughout the Lean Enterprise Mark Preston, mpreston@bellsouth.net 404-308-2898 cell Lean Foundations Elimination of Waste Success Foundation Operational Excellence or Lean
Continuous Improvement Toolkit. Pareto Analysis. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Pareto Analysis The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit Pareto Analysis The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Business Improvement Lean Manufacturing Toolkit
 Business Improvement Lean Manufacturing Toolkit Lean Introduction. Lean is an influential and established set of principles and methods which can be used in any environment and setting. Lean is essentially
Business Improvement Lean Manufacturing Toolkit Lean Introduction. Lean is an influential and established set of principles and methods which can be used in any environment and setting. Lean is essentially
Continuous Improvement Toolkit
 Continuous Improvement Toolkit IDEF0 Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST PERT/CPM
Continuous Improvement Toolkit IDEF0 Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST PERT/CPM
Continuous Improvement Toolkit
 Continuous Improvement Toolkit Tree Diagram Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
Continuous Improvement Toolkit Tree Diagram Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
Continuous Improvement Toolkit. Stakeholder Analysis. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Stakeholder Analysis The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit Stakeholder Analysis The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
CPI Event / Project Tollgate Template
 CPI Event / Project Tollgate Template Template is to provide a starting point for new CPI practitioners. Final Out Briefs should include all DMAIC phases. Use background / format according to your command
CPI Event / Project Tollgate Template Template is to provide a starting point for new CPI practitioners. Final Out Briefs should include all DMAIC phases. Use background / format according to your command
CPI Event / Project Tollgate Template
 CPI Event / Project Tollgate Template Template is to provide a starting point for new CPI practitioners. Final Out Briefs should include all DMAIC phases. Use background / format according to your command
CPI Event / Project Tollgate Template Template is to provide a starting point for new CPI practitioners. Final Out Briefs should include all DMAIC phases. Use background / format according to your command
IT 470a Six Sigma Chapter X
 Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
EDMM Cycle Time Definitions and Line Balancing (Yamazumi) Charting
 Charting") EDMM 487 Cycle Time Definitions and Line Balancing (Yamazumi) Charting 1 EDMM 487 2 EDMM 487 Ideal Cycle Time: The maximum time (generally in seconds) to perform a process; in terms of Standardized Work,
EDMM 487 Cycle Time Definitions and Line Balancing (Yamazumi) Charting 1 EDMM 487 2 EDMM 487 Ideal Cycle Time: The maximum time (generally in seconds) to perform a process; in terms of Standardized Work,
Lean Gold Certification Blueprint
 The Lean Certification Blueprint provides additional useful information beyond the Body of Knowledge. The Body of Knowledge specifies the competencies, topics, and subtopics required by different types
The Lean Certification Blueprint provides additional useful information beyond the Body of Knowledge. The Body of Knowledge specifies the competencies, topics, and subtopics required by different types
International Lean Manufacturing Lessons National Localization Indaba Balázs Németh, Phd. Kvalikon Consulting
 International Lean Manufacturing Lessons National Localization Indaba Balázs Németh, Phd. Kvalikon Consulting DAC Annual Grand Meeting 5 June 2014 Competition 2 Competing for Resources (Capital, Raw Material,
International Lean Manufacturing Lessons National Localization Indaba Balázs Németh, Phd. Kvalikon Consulting DAC Annual Grand Meeting 5 June 2014 Competition 2 Competing for Resources (Capital, Raw Material,
Continuous Improvement Toolkit
 Continuous Improvement Toolkit Sampling Sample Population Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholder Analysis FMEA RAID Logs Break-even Analysis Cost Benefit Analysis
Continuous Improvement Toolkit Sampling Sample Population Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholder Analysis FMEA RAID Logs Break-even Analysis Cost Benefit Analysis
Continuous Improvement Toolkit
 Continuous Improvement Toolkit Process Redesign Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
Continuous Improvement Toolkit Process Redesign Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
Enterprise Value Stream Mapping (EVSM) Workshop
 Workshop") Enterprise Value Stream Mapping (EVSM) Workshop Enterprise Value Stream Mapping at MIT January 16, 2002 Presented By: Dr. Deborah Nightingale Massachusetts Institute of Technology Lean Aerospace Initiative
Enterprise Value Stream Mapping (EVSM) Workshop Enterprise Value Stream Mapping at MIT January 16, 2002 Presented By: Dr. Deborah Nightingale Massachusetts Institute of Technology Lean Aerospace Initiative
An Introduction to Lean. Heidi Maier Sagstad
 An Introduction to Lean Heidi Maier Sagstad Agenda Objective: Provide you with a basic understanding of key lean principles and tools. Topics: Lean defined Waste Value Stream Mapping 5S Balanced Flow 2
An Introduction to Lean Heidi Maier Sagstad Agenda Objective: Provide you with a basic understanding of key lean principles and tools. Topics: Lean defined Waste Value Stream Mapping 5S Balanced Flow 2
LEAN CERTIFICATION BODY OF KNOWLEDGE RUBRIC VERSION 3.0
 MODULE 1 LEAN CERTIFICATION BODY OF KNOWLEDGE RUBRIC VERSION 3.0 1. Cultural Enablers 15% 20% 25% 1.1. Principles of Cultural Enablers 3% 4% 5% 1.1.1. Respect for the individual 1.1.2. Humility 1.2. Processes
MODULE 1 LEAN CERTIFICATION BODY OF KNOWLEDGE RUBRIC VERSION 3.0 1. Cultural Enablers 15% 20% 25% 1.1. Principles of Cultural Enablers 3% 4% 5% 1.1.1. Respect for the individual 1.1.2. Humility 1.2. Processes
Industrial Coating & Automotive Segment: Continuous Improvement
 Industrial Coating & Automotive Segment: Continuous Improvement Douglas C. Bloomfield VP, New York, NY - September 12, 2008 : NDSN Segment Overview 15% of total sales Apply paints, sealants, coatings and
Industrial Coating & Automotive Segment: Continuous Improvement Douglas C. Bloomfield VP, New York, NY - September 12, 2008 : NDSN Segment Overview 15% of total sales Apply paints, sealants, coatings and
Continuous Improvement Toolkit. RACI Matrix
 Continuous Improvement Toolkit RACI Matrix R A C I The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking***
Continuous Improvement Toolkit RACI Matrix R A C I The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking***
Continuous Improvement Toolkit. Questionnaires. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Questionnaires The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit Questionnaires The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Lean Manufacturing 1
 Lean Manufacturing 1 Definitions Value - A capability provided to a customer at the right time at an appropriate price, as defined in each case by the customer. Features of the product or service, availability,
Lean Manufacturing 1 Definitions Value - A capability provided to a customer at the right time at an appropriate price, as defined in each case by the customer. Features of the product or service, availability,
Lean Performance. Lean Performance Measurements
 Lean Performance Measurements Presented by Brian Maskell, President BMA Inc. Lean Performance Measurements Measurements that motivate people to lean improvement. Measurements that provide excellent operational
Lean Performance Measurements Presented by Brian Maskell, President BMA Inc. Lean Performance Measurements Measurements that motivate people to lean improvement. Measurements that provide excellent operational
Value Driven Solutions The Resource for the Lean Enterprise. w w w. v d s c o n s u l t i n g g r o u p. c o m
 By Value Driven Solutions The Resource for the Lean Enterprise w w w. v d s c o n s u l t i n g g r o u p. c o m The World Class Enterprise Through the Value Driven Approach Features of a World Class Enterprise
By Value Driven Solutions The Resource for the Lean Enterprise w w w. v d s c o n s u l t i n g g r o u p. c o m The World Class Enterprise Through the Value Driven Approach Features of a World Class Enterprise
Factory Physics Analytics with applications to Project Production
 Factory Physics Analytics with applications to Project Production FACTORY PHYSICS is a registered trademark of Factory Physics Inc. All rights reserved. Why Factory Physics Analytics? Projects are like
Factory Physics Analytics with applications to Project Production FACTORY PHYSICS is a registered trademark of Factory Physics Inc. All rights reserved. Why Factory Physics Analytics? Projects are like
QUESTION 2 What conclusion is most correct about the Experimental Design shown here with the response in the far right column?
 QUESTION 1 When a Belt Poka-Yoke's a defect out of the process entirely then she should track the activity with a robust SPC system on the characteristic of interest in the defect as an early warning system.
QUESTION 1 When a Belt Poka-Yoke's a defect out of the process entirely then she should track the activity with a robust SPC system on the characteristic of interest in the defect as an early warning system.
Lean Six Sigma Assembly Transformation
 Lean Six Sigma Assembly Transformation Assembly Operation converted to one piece flow assembly lines to improve throughput and efficiency. Problem Statement The first issue was ramping production to meet
Lean Six Sigma Assembly Transformation Assembly Operation converted to one piece flow assembly lines to improve throughput and efficiency. Problem Statement The first issue was ramping production to meet
Continuous Improvement Toolkit. Standard Work. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Standard Work The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking*** Interviews
Continuous Improvement Toolkit Standard Work The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking*** Interviews
Continuous Improvement Toolkit
 Continuous Improvement Toolkit Confidence Intervals Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis
Continuous Improvement Toolkit Confidence Intervals Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis
Lean Manufacturing Implementation in Small and Medium Industry
 Advances in Smart Systems Research ISSN 2050-8662 Vol. 5. No. 1 : pp.17-29 : isrp16-004 Lean Manufacturing Implementation in Small and Medium Industry N.H.Zakaria 1, N.M.Z.N.Mohamed 1,2 *, A.N.M.Rose 1,
Advances in Smart Systems Research ISSN 2050-8662 Vol. 5. No. 1 : pp.17-29 : isrp16-004 Lean Manufacturing Implementation in Small and Medium Industry N.H.Zakaria 1, N.M.Z.N.Mohamed 1,2 *, A.N.M.Rose 1,
Before and After: A Study of Nomacorc s Lean Journey
 Before and After: A Study of Nomacorc s Lean Journey How Nomacorc leaned into a world class facility Tom Shank Gary Strickland Tom Shank Supply Chain Manager at Nomacorc, LLC in Zebulon, NC Nomacorc is
Before and After: A Study of Nomacorc s Lean Journey How Nomacorc leaned into a world class facility Tom Shank Gary Strickland Tom Shank Supply Chain Manager at Nomacorc, LLC in Zebulon, NC Nomacorc is
Ch 26 Just-In-Time and Lean Production. What is Lean Production? Structure of Lean Production System. Activities in Manufacturing.
 Ch 26 Just-In-Time and Lean Production Sections: 1. Lean Production and Waste in Manufacturing 2. Just-in-time Production Systems 3. Autonomation 4. Worker Involvement What is Lean Production? Lean production
Ch 26 Just-In-Time and Lean Production Sections: 1. Lean Production and Waste in Manufacturing 2. Just-in-time Production Systems 3. Autonomation 4. Worker Involvement What is Lean Production? Lean production
Lean Transformation UTC Aerospace Systems, MRO 2/7/2017. Contains no technical or ITAR controlled data
 Lean Transformation UTC Aerospace Systems, MRO 2/7/2017 Contains no technical or ITAR controlled data UTX Who are we? 2 UTC AEROSPACE SYSTEMS MIRAMAR Who are we? 3 LEAN TRANSFORMATION Agenda Why How Results
Lean Transformation UTC Aerospace Systems, MRO 2/7/2017 Contains no technical or ITAR controlled data UTX Who are we? 2 UTC AEROSPACE SYSTEMS MIRAMAR Who are we? 3 LEAN TRANSFORMATION Agenda Why How Results
Continuous Improvement Toolkit
 Continuous Improvement Toolkit ANOVA Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST PERT/CPM
Continuous Improvement Toolkit ANOVA Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST PERT/CPM
Continuous Improvement Toolkit
 Continuous Improvement Toolkit Measurement System Analysis (MSA) Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit
Continuous Improvement Toolkit Measurement System Analysis (MSA) Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit
Materials Management. Implementation Process. Marek Piatkowski. December Marek Piatkowski FSP Consulting
 Materials Management Implementation Process Marek Piatkowski December 2010 1 Materials Management Strategy the Big Picture 1 Major Steps Create a Materials Management Organization Key Points Responsible
Materials Management Implementation Process Marek Piatkowski December 2010 1 Materials Management Strategy the Big Picture 1 Major Steps Create a Materials Management Organization Key Points Responsible
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007
 "Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
Lean Silver Certification Essential Body of Work
 The Essential Body of Work (EBW) describes the tasks conducted by lean professionals and thus lays the groundwork for understanding and evaluating the Lean Certification requirements. The tasks are listed
The Essential Body of Work (EBW) describes the tasks conducted by lean professionals and thus lays the groundwork for understanding and evaluating the Lean Certification requirements. The tasks are listed
JUST IN TIME. Manuel Rincón, M.Sc. October 22nd, 2004
 JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
Lean Basics Overview. EMC 2011 Training. NCDENR April Copyright 2010 EMC Corporation. All rights reserved.
 Lean Basics Overview EMC 2011 Training NCDENR April 2011 1 Topics Lean Six Sigma defined Why Lean Six Sigma? What s a process? Interrogating the process by identifying Value & Waste Brief overview of some
Lean Basics Overview EMC 2011 Training NCDENR April 2011 1 Topics Lean Six Sigma defined Why Lean Six Sigma? What s a process? Interrogating the process by identifying Value & Waste Brief overview of some
Inspection Process Flow Development for a Warehouse
 Minnesota State University, Mankato Cornerstone: A Collection of Scholarly and Creative Works for Minnesota State University, Mankato All Theses, Dissertations, and Other Capstone Projects Theses, Dissertations,
Minnesota State University, Mankato Cornerstone: A Collection of Scholarly and Creative Works for Minnesota State University, Mankato All Theses, Dissertations, and Other Capstone Projects Theses, Dissertations,
Continuous Improvement Toolkit
 Continuous Improvement Toolkit Correlation Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST PERT/CPM
Continuous Improvement Toolkit Correlation Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST PERT/CPM
Continuous Improvement Toolkit. Risk Analysis. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Risk Analysis The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Fault Tree Analysis Traffic
Continuous Improvement Toolkit Risk Analysis The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Fault Tree Analysis Traffic
Quick Manufacturing Stencil
 Quick Manufacturing Stencil Quick Manufacturing is one of evsm s Quick Stencils and supports plant level mapping of discrete parts and assemblies in industries like automotive, electro-mechanical, and
Quick Manufacturing Stencil Quick Manufacturing is one of evsm s Quick Stencils and supports plant level mapping of discrete parts and assemblies in industries like automotive, electro-mechanical, and
Good Afternoon - We are a Core Team in the Stryker Neurovascular Organization. We Develop and Manufacture Precision Devices used for complete Stroke
 Good Afternoon - We are a Core Team in the Stryker Neurovascular Organization. We Develop and Manufacture Precision Devices used for complete Stroke Care. We are pleased to be here and honored to represent
Good Afternoon - We are a Core Team in the Stryker Neurovascular Organization. We Develop and Manufacture Precision Devices used for complete Stroke Care. We are pleased to be here and honored to represent
LEAN PRODUCTION SYSTEM
 LEAN PRODUCTION SYSTEM Introduction Lean Overview Process Control Tools 1. Flow Chart / Diagram 2. Check Sheet 3. Histogram 4. Pareto Chart / Diagram 5. Cause-and-Effect Diagram 6. Why-Why Diagram 7. Scatter
LEAN PRODUCTION SYSTEM Introduction Lean Overview Process Control Tools 1. Flow Chart / Diagram 2. Check Sheet 3. Histogram 4. Pareto Chart / Diagram 5. Cause-and-Effect Diagram 6. Why-Why Diagram 7. Scatter
The basic concept of waste
 The basic concept of waste Waste Value-adding Customer demand Value stream = all processes and work steps between withdrawal of raw material and delivery of finished good Customer satisfaction The customer
The basic concept of waste Waste Value-adding Customer demand Value stream = all processes and work steps between withdrawal of raw material and delivery of finished good Customer satisfaction The customer
Value Stream Mapping
 Value Stream Mapping Dr. Bob Gee Dean Scott Bonney Professor William G. Journigan American Meridian University 1 Learning Objectives Upon successful completion of this module, the student should be able
Value Stream Mapping Dr. Bob Gee Dean Scott Bonney Professor William G. Journigan American Meridian University 1 Learning Objectives Upon successful completion of this module, the student should be able
Continuous Improvement Toolkit. Relationship Mapping. Continuous Improvement Toolkit.
 Continuous Improvement Toolkit Relationship Mapping The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
Continuous Improvement Toolkit Relationship Mapping The Continuous Improvement Map Managing Risk FMEA Understanding Performance Check Sheets Data Collection PDPC RAID Log* Risk Assessment* Fault Tree Analysis
AS9100 Drives Improvement at Cincinnati Thermal Spray
 AS9100 Drives Improvement at Cincinnati Thermal Spray Dale Harmon CTS Quality Manager Orlando IAQG General Assembly 12 October 2007 1 Overview of Cincinnati Thermal Spray Benefit of certification Lessons
AS9100 Drives Improvement at Cincinnati Thermal Spray Dale Harmon CTS Quality Manager Orlando IAQG General Assembly 12 October 2007 1 Overview of Cincinnati Thermal Spray Benefit of certification Lessons
Dial-in Number: Access code: # Go to: Use the JOIN A SESSION button Enter the Access Code:
 Dial-in Number: 209 647-1075 Access code: 1013004# Go to: http://www.gatherplace.net Use the JOIN A SESSION button Enter the Access Code: 8285433 This presentation may appear different on your computer
Dial-in Number: 209 647-1075 Access code: 1013004# Go to: http://www.gatherplace.net Use the JOIN A SESSION button Enter the Access Code: 8285433 This presentation may appear different on your computer
Global Supplier Manual Appendix K Nissan Customer Specific Requirements for Suppliers. October 30, 2017
 Global Supplier Manual Appendix K Nissan Customer Specific Requirements for Suppliers October 30, 2017 TABLE OF CONTENTS Contents TABLE OF CONTENTS... 2 Scope of this document... 3 Responsibility... 3
Global Supplier Manual Appendix K Nissan Customer Specific Requirements for Suppliers October 30, 2017 TABLE OF CONTENTS Contents TABLE OF CONTENTS... 2 Scope of this document... 3 Responsibility... 3
Process 1 Process 2 Process 3
 Lean is a system approach to eliminating waste (NVA) and creating value through continuous improvement in pursuit of perfection by flowing the product at the pull of the customer Customer supplier supplier
Lean is a system approach to eliminating waste (NVA) and creating value through continuous improvement in pursuit of perfection by flowing the product at the pull of the customer Customer supplier supplier
It s Not Easy Being Lean. C G Clark Consulting Group
 It s Not Easy Being Lean 1 It s Not Easy Being Lean or Lean - - it s not just for manufacturing anymore or Do I have to be Mean to be Lean? Abq INCOSE July 7, 2010 Sheri Clark Clark Consulting Group 2
It s Not Easy Being Lean 1 It s Not Easy Being Lean or Lean - - it s not just for manufacturing anymore or Do I have to be Mean to be Lean? Abq INCOSE July 7, 2010 Sheri Clark Clark Consulting Group 2
MAGNA Seating doo. 1 st KAIZEN CONGRESS, BELGRADE. Marko Terzić, Continuous Improvement Manager
 MAGNA Seating doo 1 st KAIZEN CONGRESS, BELGRADE Marko Terzić, Continuous Improvement Manager Global Presence NORTH AMERICA 138 Manufacturing / Assembly EUROPE 117 Manufacturing / Assembly 25 Engineering
MAGNA Seating doo 1 st KAIZEN CONGRESS, BELGRADE Marko Terzić, Continuous Improvement Manager Global Presence NORTH AMERICA 138 Manufacturing / Assembly EUROPE 117 Manufacturing / Assembly 25 Engineering
Product, Service & Process Design
 Strategies for new product introduction market pull we make what we can sell example: food industry technology push we sell what we can make example: electronics inter-functional view example: personal
Strategies for new product introduction market pull we make what we can sell example: food industry technology push we sell what we can make example: electronics inter-functional view example: personal
Value Stream Mapping in the Converting Industry. Lance Cullen October 22 nd, 2012
 Value Stream Mapping in the Converting Industry Lance Cullen October 22 nd, 2012 Topics to be Covered 2 1. Why VSM? 2. VSM Overview and Basics 3. VSM in Action 4. Conclusion 5. Questions? Traditional Supply
Value Stream Mapping in the Converting Industry Lance Cullen October 22 nd, 2012 Topics to be Covered 2 1. Why VSM? 2. VSM Overview and Basics 3. VSM in Action 4. Conclusion 5. Questions? Traditional Supply
Processes and Business Process Reengineering
 Processes and Business Process Reengineering Lecture 4 Week commencing 13 th February, 2012 BPR: Outcomes Explain the importance of process design; Apply the tools of mapping processes and identifying
Processes and Business Process Reengineering Lecture 4 Week commencing 13 th February, 2012 BPR: Outcomes Explain the importance of process design; Apply the tools of mapping processes and identifying
The Quality Group. All Rights Reserved
 Online Student Guide The Quality Group. All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 LEAN VALUE STREAM... 4 CALCULATING TAKT TIME... 5 TAKT TIME OVERVIEW... 5 TAKT
Online Student Guide The Quality Group. All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 LEAN VALUE STREAM... 4 CALCULATING TAKT TIME... 5 TAKT TIME OVERVIEW... 5 TAKT
CWS Masterclass Track: Negotiation Strategies and Techniques.
 CWS Masterclass Track: Negotiation Strategies and Techniques. Bryan Peña, VP Contingent Workforce Strategies & Research Staffing Industry Analysts TO COVER: Definitions Process Evolution Critical steps
CWS Masterclass Track: Negotiation Strategies and Techniques. Bryan Peña, VP Contingent Workforce Strategies & Research Staffing Industry Analysts TO COVER: Definitions Process Evolution Critical steps
JIT and Lean Operations. JIT/Lean Operations
 5/7/2011 16 JIT and Lean Operations By : Sa Ed M. Salhieh, Salhieh, Ph.D. 16-1 JIT/Lean Operations Good production systems require that managers address three issues that are pervasive and fundamental
5/7/2011 16 JIT and Lean Operations By : Sa Ed M. Salhieh, Salhieh, Ph.D. 16-1 JIT/Lean Operations Good production systems require that managers address three issues that are pervasive and fundamental
Key Steps in Implementing a Kaizen Event
 Northeast Supply Chain Conference Key Steps in Implementing a Kaizen Event Tom McBride Partners for Creative Solutions, Inc. (508) 845-1546 What We Will Cover What are kaizen events? Choosing the best
Northeast Supply Chain Conference Key Steps in Implementing a Kaizen Event Tom McBride Partners for Creative Solutions, Inc. (508) 845-1546 What We Will Cover What are kaizen events? Choosing the best
Improving Continuous Improvement GARY CONNER AND SHEILA CUYLER
 Improving Continuous Improvement GARY CONNER AND SHEILA CUYLER View all of Sheila s additional slides using the link below u u Click this link to download a dropbox file. The file will be compressed and
Improving Continuous Improvement GARY CONNER AND SHEILA CUYLER View all of Sheila s additional slides using the link below u u Click this link to download a dropbox file. The file will be compressed and
ABSTRACT I. INTRODUCTION LITERATURE REVIEW
 2017 IJSRST Volume 3 Issue 3 Print ISSN: 2395-6011 Online ISSN: 2395-602X Themed Section: Science Technology Lean Manufacturing Implementation Technique A Review Chetan Patel*, Satayu Travadi, Vikas Panchal
2017 IJSRST Volume 3 Issue 3 Print ISSN: 2395-6011 Online ISSN: 2395-602X Themed Section: Science Technology Lean Manufacturing Implementation Technique A Review Chetan Patel*, Satayu Travadi, Vikas Panchal
The Book of Value Stream Maps II
 The Book of Value Stream Maps II Plant Level Maps for Process Industries Solutions to common value stream mapping problems with example maps Supplier Process Customer By: Dilesh Patel, Herman Ranpuria,
The Book of Value Stream Maps II Plant Level Maps for Process Industries Solutions to common value stream mapping problems with example maps Supplier Process Customer By: Dilesh Patel, Herman Ranpuria,
Glossary of Lean Terminology
 Glossary of Terminology Term Definition Use 5S: Used for Improving organization of the workplace: Sort > Set in order > Shine > Stardize > Sustain Create an organized work area A3 Thinking: Affinity Diagram:
Glossary of Terminology Term Definition Use 5S: Used for Improving organization of the workplace: Sort > Set in order > Shine > Stardize > Sustain Create an organized work area A3 Thinking: Affinity Diagram:
REDUCING SETUP TIME THROUGH SMED TECHNIQUE IN A DIE CASTING PRODUCTION LINE
 REDUCING SETUP TIME THROUGH SMED TECHNIQUE IN A DIE CASTING PRODUCTION LINE Nithin.S 1, K. N. Ganapathi 2 1-M. Sc. [Engg.] Student, 2- Asst Professor, Department of MME M. S. Ramaiah School of Advanced
REDUCING SETUP TIME THROUGH SMED TECHNIQUE IN A DIE CASTING PRODUCTION LINE Nithin.S 1, K. N. Ganapathi 2 1-M. Sc. [Engg.] Student, 2- Asst Professor, Department of MME M. S. Ramaiah School of Advanced
Powerful Performance Measurements for Control and Rapid Improvement
 Powerful Performance Measurements for Control and Rapid Brian H. M askell Pr esident, B M A I nc. BMA Inc. 100 Springdale Road, Cherry Hill NJ 08003 USA www.maskell.com 1 2 Lean Performance Measurements
Powerful Performance Measurements for Control and Rapid Brian H. M askell Pr esident, B M A I nc. BMA Inc. 100 Springdale Road, Cherry Hill NJ 08003 USA www.maskell.com 1 2 Lean Performance Measurements
Lean Flow Enterprise Elements
 "Lean Flow" describes the performance of organizations that are effective enough to win consistently in the competitive global marketplace. To understand how to get there, it s useful to focus on Lean
"Lean Flow" describes the performance of organizations that are effective enough to win consistently in the competitive global marketplace. To understand how to get there, it s useful to focus on Lean
Value Stream Transformation From the shop floor to the board room
 Value Stream Transformation From the shop floor to the board room Chris Beaulieu Executive Director CBS Global Operations 1 CUMMINS 100 years serving customers 1M+ engines annually produced 15M engines
Value Stream Transformation From the shop floor to the board room Chris Beaulieu Executive Director CBS Global Operations 1 CUMMINS 100 years serving customers 1M+ engines annually produced 15M engines
Outline. Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations
 JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
Introduction. Steps to Lean IT. Sample Lean IT Processes
 Introduction Topic: Making IT a Lean, Mean, Fighting Machine Presenter: John Frein, MBA, PMP Process Improvement Consultant Spectrum Health Grand Rapids, MI 1 Spectrum Health Steps to Lean IT 1.Organize
Introduction Topic: Making IT a Lean, Mean, Fighting Machine Presenter: John Frein, MBA, PMP Process Improvement Consultant Spectrum Health Grand Rapids, MI 1 Spectrum Health Steps to Lean IT 1.Organize
MetaOps Presents: APICS Student Case Competition. Thanks to: Ron Crabtree MetaOps, Inc. 1
 MetaOps Presents: APICS Student Case Competition Thanks to: Ron Crabtree 2-16-07 2007 - MetaOps, Inc. 1 The situation Data provided Guidelines Open Q & A Agenda 2007 - MetaOps, Inc. 2 Situation Insurance
MetaOps Presents: APICS Student Case Competition Thanks to: Ron Crabtree 2-16-07 2007 - MetaOps, Inc. 1 The situation Data provided Guidelines Open Q & A Agenda 2007 - MetaOps, Inc. 2 Situation Insurance
Using Lean Thinking to Increase Productivity in Maintenance and Warehousing Activities Presenter: Jason Sadovia
 Using Lean Thinking to Increase Productivity in Maintenance and Warehousing Activities Presenter: Jason Sadovia For Audio: Phone: 1-888-296-6500 Code:738859# November 25, 2009 Agenda What is Lean? What
Using Lean Thinking to Increase Productivity in Maintenance and Warehousing Activities Presenter: Jason Sadovia For Audio: Phone: 1-888-296-6500 Code:738859# November 25, 2009 Agenda What is Lean? What
Organizational Effectiveness
 Organizational Effectiveness Second Edition Donna C. S. Summers I niwrsity of Dayton Columbus, O Contents Organizational Effectiveness. ' 2 What is an effective organization? 4 ' How is an effective organization
Organizational Effectiveness Second Edition Donna C. S. Summers I niwrsity of Dayton Columbus, O Contents Organizational Effectiveness. ' 2 What is an effective organization? 4 ' How is an effective organization
Outline. Pull Manufacturing. Push Vs. Pull Scheduling. Inventory Hides Problems. Lowering Inventory Reveals Problems
 Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
OM (Fall 2016) Outline
 Outline") Lean Operations Outline Global Company Profile: Toyota Motor Corporation Lean Operations Lean and Just-in-Time Lean and the Toyota Production System Lean Organizations Lean in Services 2 Toyota Motor Corporation
Lean Operations Outline Global Company Profile: Toyota Motor Corporation Lean Operations Lean and Just-in-Time Lean and the Toyota Production System Lean Organizations Lean in Services 2 Toyota Motor Corporation
Six Sigma Project - KPI Process Improvement Project Kickoff Meeting. Maximizing and Advancing Performance ( MAAP) Office May 21, 2015 May 22, 2015
 Office May 21, 2015 May 22, 2015") Six Sigma Project - KPI Process Improvement Project Kickoff Meeting Maximizing and Advancing Performance ( MAAP) Office May 21, 2015 May 22, 2015 About Six Sigma Lean/Six Sigma Set of techniques and tools
Six Sigma Project - KPI Process Improvement Project Kickoff Meeting Maximizing and Advancing Performance ( MAAP) Office May 21, 2015 May 22, 2015 About Six Sigma Lean/Six Sigma Set of techniques and tools
International Journal of Recent Advances in Multidisciplinary Research Vol. 01, Issue 03, pp , September, 2014
 sz International journal Journal of of Research Recent and Advances Review in in Health Multidisciplinary Sciences, July -14 Research, September -14 International Journal of Recent Advances in Multidisciplinary
sz International journal Journal of of Research Recent and Advances Review in in Health Multidisciplinary Sciences, July -14 Research, September -14 International Journal of Recent Advances in Multidisciplinary
LEAN MANUFACTUING-CONCEPT, LIMITATION, APPLICATIONS: AN OVERVIEW
 LEAN MANUFACTUING-CONCEPT, LIMITATION, APPLICATIONS: AN OVERVIEW Submitted By Ms. PUNAM NIVRUTTI PATIL DPGD/OC13/1243 SPECIALIZATION: OPERATIONS WELINGKAR INSTITUTE OF MANAGEMENT DEVELOPMENT & RESEACH
LEAN MANUFACTUING-CONCEPT, LIMITATION, APPLICATIONS: AN OVERVIEW Submitted By Ms. PUNAM NIVRUTTI PATIL DPGD/OC13/1243 SPECIALIZATION: OPERATIONS WELINGKAR INSTITUTE OF MANAGEMENT DEVELOPMENT & RESEACH
Technical leadership in a world that values business results.
 Technical leadership in a world that values business results. May 1, 2015 Victor Moudgil MS, MBA Certified Lean Six Sigma Black Belt Victor.Moudgil@gmail.com www.innsys.com The content of this document
Technical leadership in a world that values business results. May 1, 2015 Victor Moudgil MS, MBA Certified Lean Six Sigma Black Belt Victor.Moudgil@gmail.com www.innsys.com The content of this document