Operational Lean Practices
|
|
|
- Marjory Cole
- 5 years ago
- Views:
Transcription
1 Operational Lean Practices Mike Nunn VP Operations, Ideon Packaging BCFPA Breakfast Series Event June 14, 2016
2 On the Agenda 1. Start with WHY: The 8 Wastes 2. Lean Simulation to learn how Lean works 3. How to start a Lean journey 4. Lean Best Practices
3 What is Lean????? Not an acronym The goal of Lean is to INCREASE value to the customer by DECREASING waste; ultimately, to produce more with less resources. A set of core principles, methodologies and values. Lean is NOT a cost cutting or people reducing tool.
4 The 8 Wastes

5
6 Over Production Producing more than is needed The customer defines what is needed, which is then pulled through the business. Examples: Making too many copies of the report. Delivering something before it is required. Duplication of work (writing something twice, or more) Overcomplicated and complex procedures for simple task.

7
8 Waiting People waiting for information, materials, parts, tools, machines, etc Examples of waiting: Waiting for materials to get to the machine. Waiting for people to start a meeting. Supplier didn t deliver on time. Document sitting on a desk waiting to be processed or for a signature. WIP waiting to be worked on.

9
10 Transportation Unnecessary movement of people, products, materials, information, etc. Japan: Use of AGVs to move parts/supplies Examples of Transportation waste: Non-circular/linear paths. Walking to maintenance to get a regularly needed tool. Not storing materials at point of use. Whenever you re going back and forth.

11
12 Over Processing Using ineffective systems, processes, systems or tools to achieve a quality product. Walnut vs sledgehammer, or nutcracker? Tree vs axe, or chainsaw? Examples of over processing: Not preplanning a route (sales, drivers). Using a screw driver when you should be using a drill. Having four people check something when one would do. Sun Rich example, cutting the peel off fruit by hand.

13
14 Unnecessary Inventory Unnecessary storage of materials, supplies, data, products, information, etc. Some inventory is necessary. Hides inefficiencies such as lack of standards for order process, quick changeover and inventory control. Examples: Ordering more toners next time after running out. Buying based on volume discounts, instead of customer demand.

15
16 Unnecessary Motion Any movements of people or machines that do not ad value to the product or process. Focus you search for this waste on regular and repeating processes. Examples: Bending down Reaching Turning around Rummaging through a drawer, cabinet or tool box.


17
18 Defects Any erorrs, rework or scrap in products, paperwork or information. Examples: Missing information on a form Not making products per the customer expectation Not putting a tool in its proper home Forgetting to do a step, or to give someone the info they needed when they needed it. Wrong info on an invoice, BOL, production ticket, production report, order form, design request, etc.

19
20 Unused Skills and Talents Not taking full advantage or your Team s knowledge, skills and abilities. Not engaging your Team in problem solving. Examples: That s the way we ve always don t it. Graphic Designer who has photography skills. Asking machine operators what would make their job easier or more efficient.

21 How to Think of Waste 1 problem that occurs once/day. Each occurrence = 5 minutes to deal with it. That s 25 minutes each week. 100 minutes or 1.7 hours each month 20 hours or almost 2.5 days over the year. What VALUE ADDED WORK could have been done with that time?
22 Lean in Action Learning through simulation

23
24 Tennis Ball Production Line We re going to produce tennis balls. Goal: Produce as many as we can in 30 seconds. Only two guidelines for our production line: The ball must be passed, not handed. Cannot pass to the person beside you. We will ramp up production: Test, to set the process. Trial, to determine initial goal. Then we ll move into production. At each stage, we will find and eliminate waste.
25 Form of Waste Transportation Inventory Motion Waiting Over Processing Over Production Defects Skills (unused) Examples Distance the ball travels, walking to get a dropped ball Too many balls in the hopper, balls left in WIP Tossing motion, reaching for the ball at start of the process, picking up dropped balls Waiting to catch a ball, waiting to recover from a dropped ball, Only using one hand, bins are too big/small to hold the balls, standing too far away Exceeding the goal, tossing the ball too far Dropped balls, missing the box, not tossing the ball far enough Is there a Lean practitioner in the room?
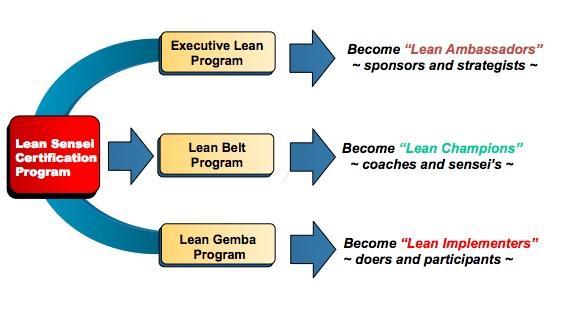
26 Starting Your Lean Journey

27 Leadership Educate Apply Network
28 Leadership Go see, ask why, show respect. - Fujio Cho

29 Lean Leadership Essentials You re going to fail, and that s okay. Engagement = Engagement No-Blame environment Involve all stakeholders Alignment at all levels Genchi genbutsu On the bus or off the bus?

30 GO! Follow me!
31 Everybody comes to work to do a good job. People do not try to, or want to, make mistakes. Do you?
32 Educate Lean is not what one person, team or department does, it is a company-wide mindset.
33

34 Step One: Educate the Company Start with Why? Step Two: Educate the Champions Step Four: Kaizen! Step Three: Train the Company


35
36 Apply Knowing is not enough, we must APPLY. Willing is not enough, we must DO. Bruce Lee

37

38 Lean Journey Adoption Early Adopters Early Majority Late Majority Innovators Laggards
39
40 Network If you want to go somewhere, it s best to find someone who has already been there. - Robert Kiyosaki

41 Associations Peer network Lean classmates Suppliers Customers Employees
42 Lean Best Practices

43 Standard Operating Procedures Eight Wastes

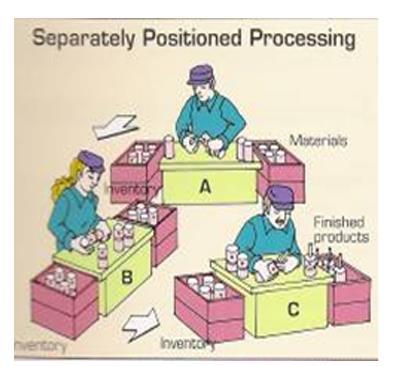
44 Single-Piece Flow
45 Liner/Circular Paths

46 Time (minutes) Takt Time and Cycle Time Takt Time = 55 min Value Added Time Business VA Time Non VA Time Operation/Task

47 5S Mindset


48 Go and see!


49 The Toyota Approach
50


51 The way we ve always done it It s up to me There must be a better way! It s up to us Who did this? Why? What prevents this?

52 Thank you!