High performance application of modern bainitic steels
|
|
|
- Alexander Ferguson
- 5 years ago
- Views:
Transcription

1 High performance application of modern bainitic steels Author : Paul Hill Date : 16 th May Rolls-Royce plc The information in this document is the property of Rolls-Royce plc and may not be copied or communicated to a third party, or used for any purpose other than that for which it is supplied without the express written consent of Rolls-Royce plc. This information is given in good faith based upon the latest information available to Rolls-Royce plc, no warranty or representation is given concerning such information, which must not be taken as establishing any contractual or other commitment binding upon Rolls-Royce plc or any of its subsidiary or associated companies.
2 Strategy 2 Review ultra high strength steels in the market Undercarriage - Elevated temperature properties Develop new steels that meet future requirements Super bainitic steel is an option
3 1 st Generation 3 Vacuum Induction Melted Vacuum Arc Re-Melted Produced at CarTech 180 kg melt Forged to 90x130 mm bar Austenitised C Transformed 200 C 10 days Ist generation* VIM VAR C Si Mn Mo Cr Ni Co P <0.005 <0.006 S Al - - Nb - - V Sn - - Cu - - N - <10ppm 0 - <10ppm B - - Ti - - *Produced at CarTech (-) amount not specified
-The change in hardness as a function of transformation time.")
4 4 Optical microscopy (2% Nital) after transformation at 200 C for (A)-54 h, (B)-114 h. (C)-The change in hardness as a function of transformation time. (D)-TEM after austenitisation for 30 minutes at 1000 C and transformation for 10 days at 200 C

5 0.2% Proof stress 5

6 Fracture strength results 6 Elongation was always below 1%
7 Plain fatigue results 7 (T) test piece extracted in the transverse orientation, R=0

8 8 Fractography from a sample tested at 20 C.

9 9 Fractography from a sample tested at 300 C.

10 Notched fatigue results (Kt 1.66) 10 R=0

11 11 Fractography from a sample tested at 20 C.

12 Impact testing 12

13 13 SEM from a Charpy test at 20 C, with an energy of 2.4 J. The sample was austenitised at 1000 C.
14 1 st generation superbainite 14 Tried to make the alloy too strong Produced large prior austenite grain size and samples failed in an intergranular manner
15 2 nd generation superbainite 15 Air melted-electro-slag Re-melted- Vacuum Arc Re-melted (AM/ESR/VAR) Produced at Corus 8 tonne melt to produce full scale components (machining trials) Austenitised at 930 C for 1 h Transformed between C for 5-10 days Tempered at 300 or 400 C Lower C Microalloying additions Higher Phosphorous than desired Higher Nb levels that desired
C")
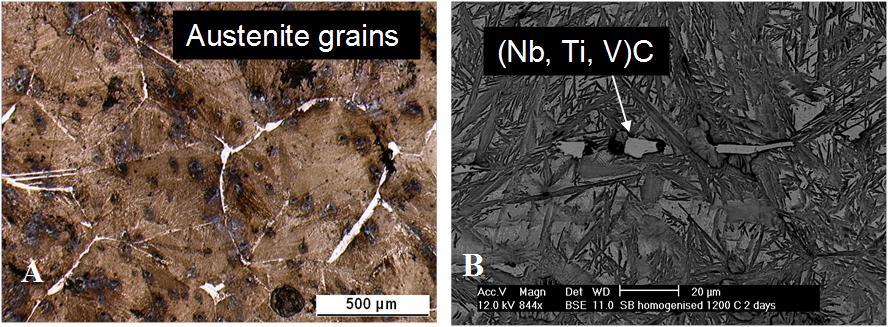
16 16 (Nb, Ti, V)C Homogenisation at 1200 C for 48 h
17 Tensile properties 17
18 Tensile properties 18
19 Tensile properties 19

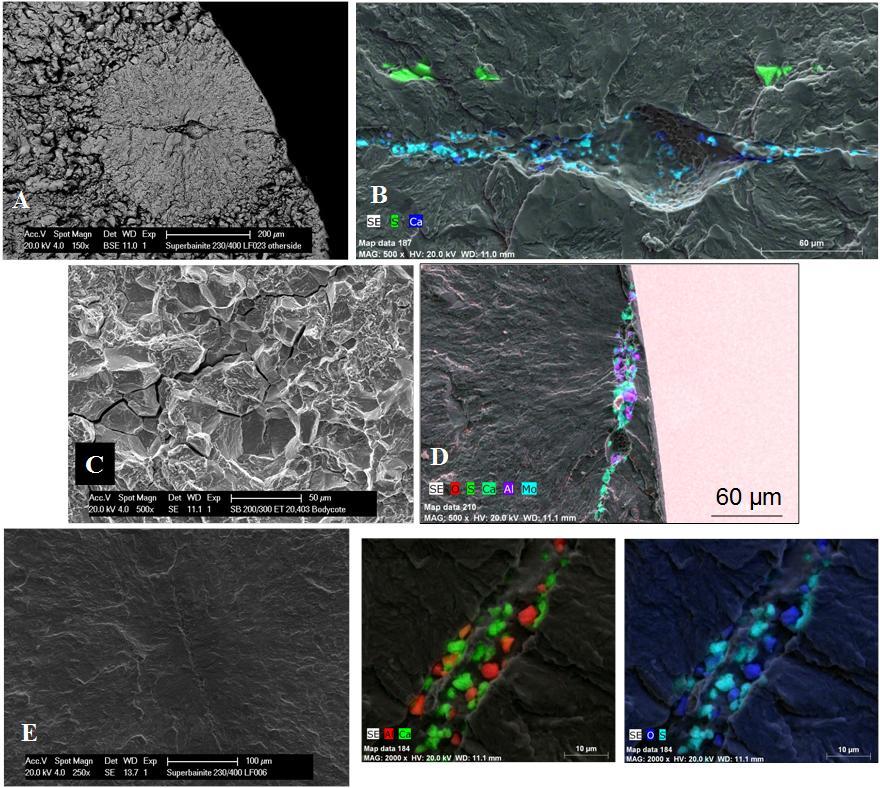
20 20 One sample transformed at 215 C had a fracture stress of 1237 MPa. Fractography revealed (Nb, Ti, V)C particle agglomerations
21 Fatigue properties 21 Stress range of 1200 MPa, R=0, test temperature 350 C.
22 22
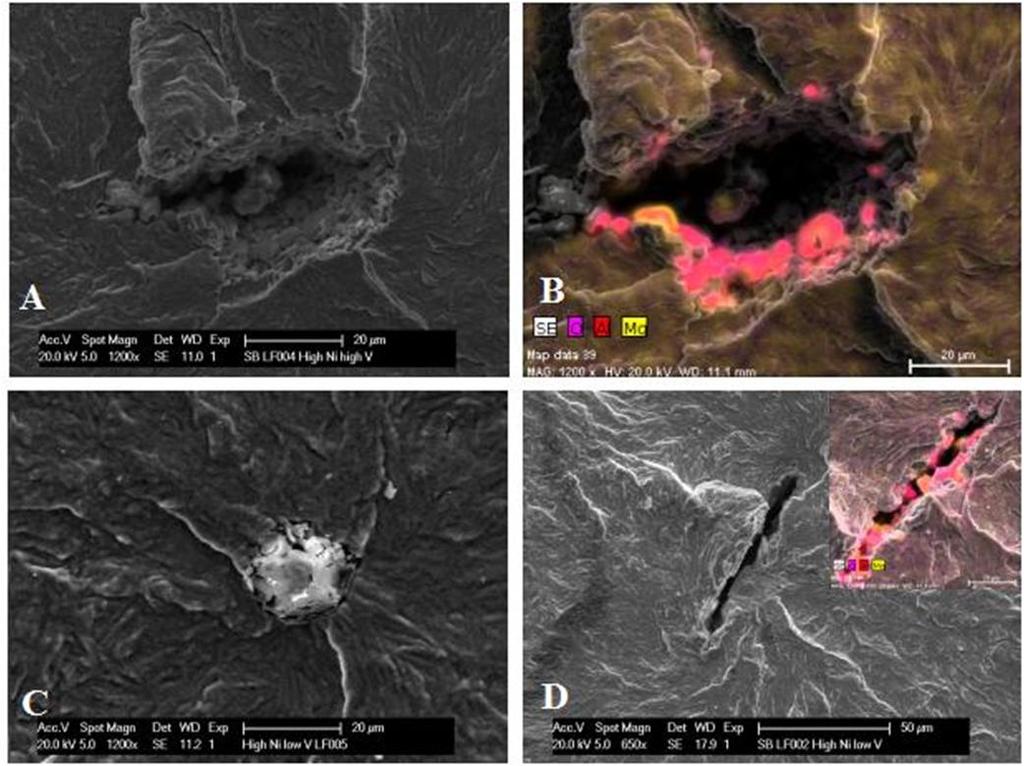
23 2 nd generation superbainite 23 Melt inclusion/particle content was not ideal for mechanical characterisation and appeared to influence the mechanical properties. Intergranular separation was observed even though the prior austenite grain size was smaller compared to the 1 st generation.
24 3 rd generation superbainite 24 Air melted/electro-slag Remelted/Vacuum Arc Remelted (AM/ESR/VAR) 8 tonne melt produced at Corus Austenitised between C Transformed at 215 C for 7 days Tempered 400 C for 3 h Replaced Chromium with Nickel for hardenability 1 st 2nd 3rd C Si Mn Mo Cr Ni Co P < S Al Nb V Sn Cu N <10ppm <10ppm - - B Ti

25 Microstructure 25 Optical microscopy of a sample transformed at 215 C for 7 days
26 Tensile properties 26
27 Tensile properties 27
28 Tensile properties 28
29 29
30 Plain fatigue 30 1 st generation superbainite typical fatigue lives
31 31
32 3 rd generation 32 Showed the highest ductility of all the generations, with no evidence of intergranular separation. Fatigue still seemed to be dominated by the inclusion distribution.
33 Conclusions The superbainitic microstructure shows good potential The first generation was produced to give a very high tensile strength (2500 MPa) but low ductility and intergranular fracture The second generation tried to reduce the strength but problems with the melt reduced some mechanical properties Increased phosphorous Increased Niobium The third generation gave the best properties but still failed from inclusions in fatigue. Demonstrating the importance of cleanliness for ultra-high strength steels. The programme was eventually terminated due to the lack of corrosion resistance. 33