Arc processes activities in Additive Manufacture. Geoff Melton and Adrian Addison
|
|
|
- Charleen Hunter
- 5 years ago
- Views:
Transcription
1 Arc processes activities in Additive Manufacture Geoff Melton and Adrian Addison

2 Introduction There are many different processes for additive manufacture They all involve a source of heat and a consumable Different processes are suited to different applications.



3 Arc Additive Manufacturing is probably the oldest metal AM process In 1920, Ralph Baker patented Method of making decorative articles

4 It has been in use for decades In 1971, Ujiie of Mitsubishi described pressure vessel fabrication using SAW, electroslag and TIG, also used multiple wires of different materials to make parts with multi-material walls In 1983 Kussmaul K, Schoch F and Luckow H. described High-quality large components shape welded by a SAW process. The deposition rate was 80kg/hr total weight 79 tonnes!
5 Increased material Efficiency: Lower Buy to Fly ratio of AM preforms Multi and Graded material structures Flexible manufacturing not reliant on legacy preforms Design for use, not manufacturing method Reduced lead time by reduction of: Forgings; Castings; Large Billets; Machining volume; Drivers for Arc Based Additive Manufacturing Security of supply Manufacture of Legacy Parts
 AC MIG Controlled dip transfer (eg Fronius CMT) Tandem/twin multi-wire Tungsten Inert Gas (TIG) Air Liquide TOPTIG Plasma arc welding")
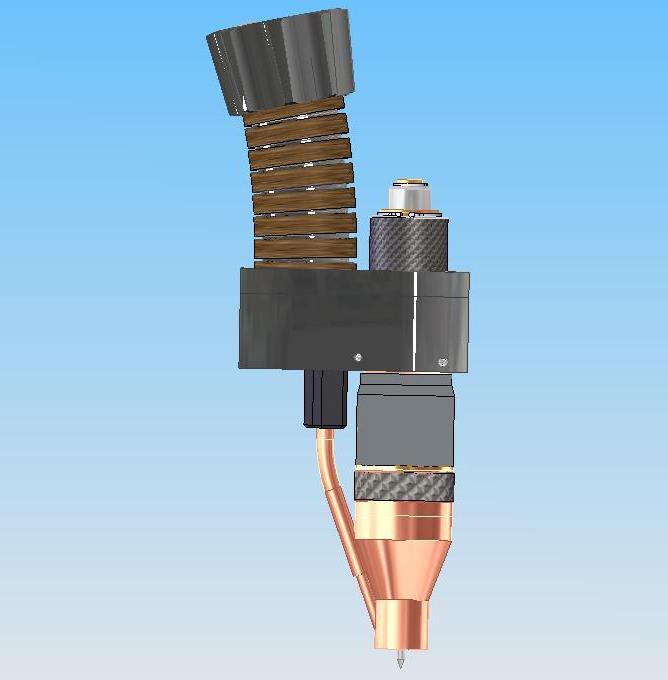
6 Requirements Relatively high deposition rate Low heat input into substrate Stable process. Processes Metal Inert Gas (MIG) AC MIG Controlled dip transfer (eg Fronius CMT) Tandem/twin multi-wire Tungsten Inert Gas (TIG) Air Liquide TOPTIG Plasma arc welding (PAW) Arc Process Selection Balance productivity against dimensional accuracy




7 Constant wire feed speed 4 m/min AC MIG 0% EN 81A 10% EN 72A 20% EN 65A

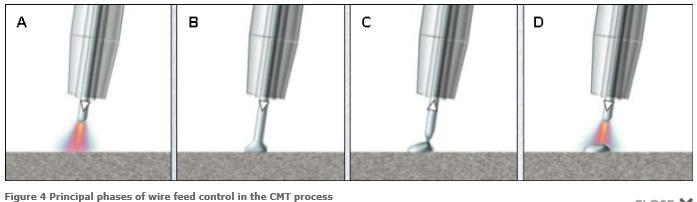
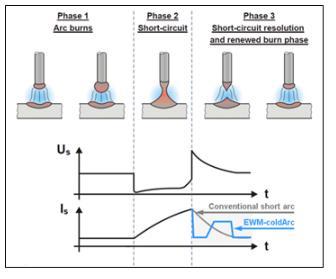

8 Controlled dip transfer /Fronius CMT


9 Tandem Wire MIG Welding High deposition rate Up to 17kg/h Reduce number of passes High welding speed 5m/min Control over bead profile Tailored composition Graded structures



10 Air Liquide TOPTIG MIG Welding TOPTIG
")

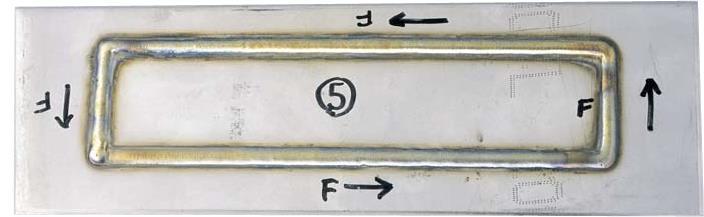
11 Aluminium alloy (5183) Fronius CMT Deposition rate 1kg/hr


12 Aluminium alloys With optimised deposition parameters, aluminium microstructure can be extremely good: Smaller grain size No elongated texture No porosity Excellent mechanical properties
 865 805")
,")

13 Titanium 6Al4V Wrought Arc Based AM Horizontal Vertical 2%Yield (MPa) UTS (MPa) Elongation (%) Addison A et al (Cranfield University), Manufacture of Complex Parts using Wire+Arc Additive Manufacture, Ti-Europe conference May 2015

14 High Pressure Rolling of Titanium Addison A, Martina F, (Cranfield University), Manufacture of Complex Parts using Wire+Arc Additive Manufacture, Ti-Europe conference May 2015
,")

15 The effect of inter-pass rolling on Ti-6Al-4V Addison A et al (Cranfield University), Manufacture of Complex Parts using Wire+Arc Additive Manufacture, Ti-Europe conference May 2015
16 Nickel Alloys Fronius CMT Initial investigation of Inconel 625 alloy wires. The following were examined: Deposition parameters; Deposition rate; Deposition efficiency; Microstructure

17 IN625 Summary of initial results Response Minimum Maximum Image Deposition Rate 1.40Kg/h 2.55Kg/h Average Width 5 mm 9 mm Final Useful Area 44% 60% 17
18 Steel welding wires are well developed The properties of weld metal are well understood and can be reproduced easily in a deposit Slight changes to deposition parameters must be made to control excessive heat input Select wire for application, expect: Additive Manufacture of (Large) Steel Components Mild steel 650MPa Medium strength 750MPa High strength - ~1000MPa Maraging steels MPa depending on grade and heat treatment
19 The accuracy of deposition is dependant on the deposition rate: Deposition rate drives layer height (typically mm) Resolution usually mm) Maintaining a 1mm finishing allowance as part size increases improves buy to fly ratio and process economics Things to note: Arc Based AM is best described as very near net shape Cost models indicate it is better to maintain accuracy of deposition and deposit more slowly than to deposit quickly at the expense of buy to fly ratio. Additional deposition system to improve productivity is still cheaper than increasing buy to fly
20 There is significant residual stress in the part Needs controlling (in process) or relieving (by heat treatment) Distortion may occur which affects accuracy Predict it and account for by modification of deposit or increase of finish machining allowance The as deposited surface may require machining to improve fatigue performance Things to note The surface has a measurable waviness (as opposed to roughness) of mm which may initiate failures in fatigue loaded parts But - Aero manufacturers want to machine 1mm from all surfaces of Titanium parts anyway!


21 High Complexity demonstrator for GKN Aerospace Addison A et al (Cranfield University), Manufacture of Complex Parts using Wire+Arc Additive Manufacture, Ti-Europe conference May 2015


22 High Complexity demonstrator for GKN Aerospace Addison A et al (Cranfield University), Manufacture of Complex Parts using Wire+Arc Additive Manufacture, Ti-Europe conference May 2015
23 Thank you Questions & Discussion