ADMA_ITA 2010 PRESENTATION
|
|
|
- Eleanore Owens
- 5 years ago
- Views:
Transcription
1 ADMA_ITA 2010 PRESENTATION Titanium Alloys Manufactured by Low Cost Solid State Powder Metallurgy Processes for Military, Aerospace and Other Critical Applications AUTHORS: Georg I. Abakumov, Volodymyr A. Duz, Vladimir S. Moxson (SLIDE 1) Ladies and Gentlemen, All of us at ITA are well familiar with the super metal that we call titanium. We are aware of its excellent properties as compared to other metals- metals that are in more common use today than titanium. Titanium is stronger than steel, copper, nickel, or aluminum. Titanium, in application, is about 40% to 50% lighter than steel and approaches aluminum in weight. At the same time titanium s non corrosive property makes it superior to all of these metals. As we move into the age of carbon fiber we have found that aluminum is often too unstable to be used in contact with carbon fiber materials. Unfortunately, despite being the fourth most abundant metal on our planet Titanium s use has been limited to high end and cost is no object applications. Why is this the case? Why is titanium so costly? (SLIDE 2) The main issue is the cost of extracting titanium from sand and the conventional ingot metallurgy process of making titanium stock and finished products. When Dr. Wilhelm Kroll developed what we know as the Kroll Process in 1938, he stated that his process would be superseded by new and better processes for making titanium from Titanium Dioxide (sand) within 10 years. In the 70 years that have passed since Dr. Kroll made that statement, titanium and titanium products have been made in the same way as Dr. Kroll established. Why are we still using this high cost process? I will answer these questions and establish that there is now a better way of making titanium and titanium products during the course of this presentation to you today! (SLIDE 3) The conventional process of making titanium is depicted in this slide. It involves many costly steps, some of which may need to be repeated several times before the manufacturer gets to a finished titanium product. Unfortunately, this is how titanium has had to be produced for the last 80 years if one wanted titanium with the characteristics needed for critical applications including those for aerospace, armor, and those in which welding was required. 1
2 At last year s ITA Conference several speakers from the industries that use the most titanium stated that powder metallurgy is the future of titanium. ADMA Products and our metallurgists and scientists believe this and have been working for many years in order to better apply the benefits of titanium to a higher volume and broader range of applications. (SLIDE 4) At the PowderMet 2010 State of the Industry Presentation sponsored by the Metal Powder Industries Federation, MPIF reported statistics gathered from members to report that the Global Powder Metallurgy industry for all metals is a $25 Billion annual business with 75% of that business devoted to the automobile industry. $5 Billion of that powder metallurgy business is in the United States. The powder metallurgy titanium business is currently only a $10 Million business on an annual basis. Before we look at why titanium occupies such a small percentage of the total powder metallurgy business, I would like to refer you to the next slide (SLIDE 5) in order to show how conventional powder metallurgy works. This will give you a better understanding of the advantages of the ADMA titanium powder production process which I will explain in short order. The ADMA titanium powder production process is the base upon which the ADMA Solid State Titanium Powder consolidation process and component production process stands. (Go through the steps in slide 5) However, conventional powder metallurgy does not solve the problem of cost for titanium because a high cost ingot needs to be produced prior to its being atomized for powder metallurgy processing. (SLIDE 6) The problem that titanium faced was to achieve the purity of chemical composition traditionally achieved through an ingot process without the accompanying high costs of a melted product, subsequent atomization, and low ingot buy to fly ratios. Many prior attempts at a useable titanium powder failed because impurities in the P/M product impeded its performance. Necessary performance among which are density, fracture toughness, yield strength, elongation, fatigue, ballistic performance and the ability to weld the finished product. (SLIDE 7) Indicates the Titanium Alloy Chemistry Requirements for AMS 4928L and ASTMB ADMA TiH2 produced powder is able to meet or even improve on these specifications. ADMA has a long history of cooperation with the Ukrainian National Academy of Sciences, the Institute of Metal Physics of Ukraine, and ZTMK. ADMA has worked with every branch of the United States Armed Forces, the US Defense Industry, Military and Civil Aviation, NASA, the Department of Energy, Pacific Northwest National Laboratory. For many years ADMA waited for other companies to produce a titanium powder that ADMA could use and which would perform up to titanium ingot metallurgy specifications. ADMA has enough 2
3 machinery on site at its Hudson, Ohio facility to process 50 million pounds of titanium powder annually but the type of titanium powder needed to make critical components was never produced in commercial quantities. In 2007 ADMA began producing a hydrogenated Ti H2 powder in the United States in cooperation with Ukrainian partners who produce ADMA Ti H2 sponge in Ukraine under an ADMA patent. ADMA TiH2 solves the issues related to titanium powder metallurgy. The ADMA patented process reduces raw material cost and processing costs. Since 2007 ADMA has been capable of producing 50,000 to 60,000 LBS of Ti H2 powder. We are currently in the process of scaling up production in the United States and I will address this near the end of my presentation today. (SLIDE 8) The next slide shows the chemical composition of ADMA hydrogenated titanium sponge and titanium powder prior to sintering. Sintering causes the hydrogen in ADMA TiH2 powder to remove the impurities that are shown and bring them to a level that will meet or exceed all pertinent titanium ingot metallurgy specifications. (SLIDE 9) ADMA has successfully lowered the cost of titanium powder that can meet or exceed titanium ingot metallurgy specifications. Net shape and near net shape components can be easily and quickly made. Special alloys can be effectively and quickly prepared from blended powders on site. (Read the content of Slide 9). (SLIDE 10) ADMA Solid State Consolidation Blended Elemental Titanium Alloy Products. This slide indicates the major processes that uses to make its many titanium alloy products. (Mention Die Pressing, Direct Powder Rolling, and Cold Isostatic Pressing.) All of these processes are followed by a sintering stage that may result in finished products or products that require further outside processing. B/E Powder Metallurgy - is a highly developed method of manufacturing reliable ferrous and nonferrous parts. Made by mixing elemental or alloy powders and compacting the mixture in a die, the resultant shapes are then sintered or heated in a controlledatmosphere furnace to bond the particles metallurgically. P/M is an energy and materials conserving process (P/M typically uses more than 97% of the starting raw material). The P/M process is cost effective in producing simple or complex parts at, or very close to, final dimensions in production rates which can range from a few hundred to several thousand parts per hour. 3
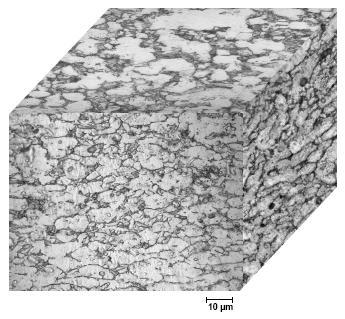
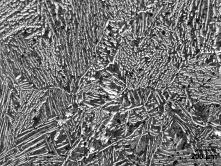
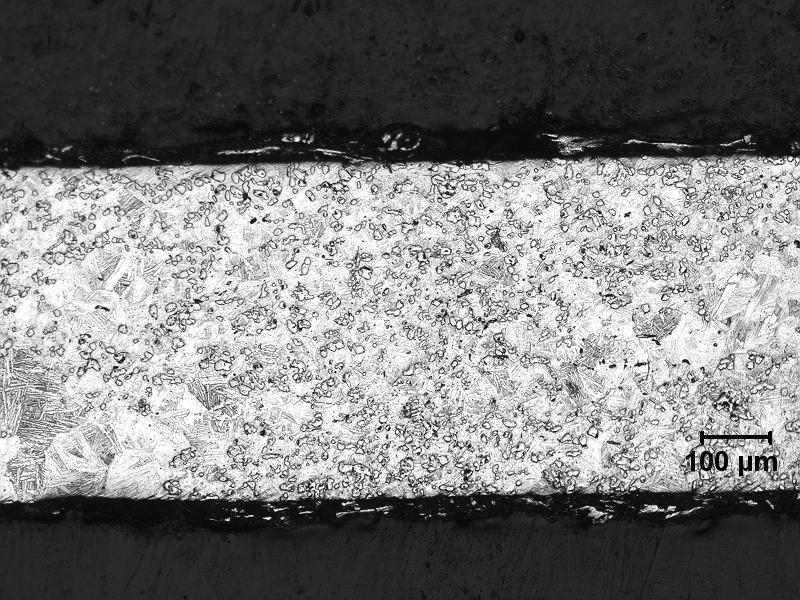
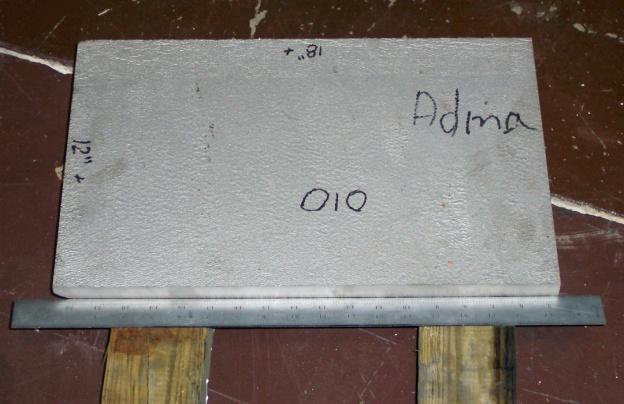
4 (SLIDE 11)The next slide Indicate with more detail the CIP process and some of the larger products that can be quickly and effectively made using this process. (SLIDE 12) Here we see some of the test results for extrusions made from ADMA TiH2 CIP + Sinter components. As you can see the specifications are better than those for an ingot based product which ADMA s customer also tested. (SLIDE 13) Here we see the inside of the ADMA sintering furnace which we believe to be the largest in existence dedicated to this purpose. ADMA can quickly components up to 125 long, 52 wide, 28 high, and weighing up to 30,000 LBS in this sintering furnace. Delivery times for products are a fraction of those associated with ingot metallurgy. (SLIDE 14) Here we see yet another example of ADMA TiH2 material that has been rolled, forged, and extruded into rod stock that was used in the Department of Defense FredSert program. You can see that the test results for the ADMA product meets or exceeds AMS specifications and ingot specifications. (To our knowledge there is no other titanium powder product that has matched these results.) (SLIDES 15 and 16 show one than the other) The next two slides show the excellent tensile properties, microstructures, fracture and fatigue test results for the same ADMA TiH2 round bars that are used to make Fredserts. I would point out that the machining process for Fredserts made from TiH2 powder is the same as for ingot based round bars. (The cost advantages of the ADMA Ti P/M process results in products that cost a fraction of those produced through ingot metallurgy. Remember that in the ADMA process Ti powder can be produced directly from TiCl4 and that the Ti powder can be consolidated to net shape or near net shape without ever melting titanium. (SLIDE 17) This is an example of a large titanium plate that can be made with the CIP + Sinter process at ADMA. (SLIDE 18) Here we see the the excellent oxygen level results that ADMA has obtained although this is not the lowest O2 level that ADMA is capable of achieving. More importantly ADMA is able to control Oxygen levels through its process to meet the requirements of customers who may need for or less O2 level in their products to meet specific needs. The refined microstructures that you see contribute to excellent tensile strength. (SLIDE 19 and 20) The next two slides are from the Bradley Fighting Vehicle Commander s Hatch Program. When the results came in the words of ADMA s customer s, a Major Defense Contractor and OEM, was: These actually passed with flying colors and show great promise and met the forging spec requirements, as well as the (Military) plate spec requirements 4
5 (MIL-DTL-46077). This is the best result we have seen from any PM based, no melt, "low cost" material. (SLIDE 21) The die pressing of smaller net shape and near net shape components also exhibits the advantages of the ADMA Ti P/M process. Components can be made quickly from powder at each drop of the press, sintered, minimal if any machining, and put into use. I cannot talk about all of the applications for ADMA Tiitanium powder in the time allotted to us today. ADMA is located at Booth 519 for the remainder of the Conference and you are welcome to speak contact ADMA at any time to discuss further applications. Before I close, I would like to point out a few additional processes and applications for ADMA Titanium powder that I believe are significant. (SLIDE 22, 23 and 24) Metal Matrix Composites are easily achieved with ADMA powder metallurgy processes. These MMC are used to provide the high stiffness required in the production of components like connecting rods and armor plate. Because ADMA Ti powders are consolidated at low temperatures they are ideal for use with other compounds like Kevlar s, Dyneema, and other products that would be destroyed by the heat of a forging process. These types of products can be placed into forms, consolidated into a shape and sintered without destroying their properties. This is particularly important in products where a combination of ballistic performance and even lighter weight is required. (SLIDE 25 and 26) The thinnest plates are often produced as porous titanium foils or membranes that are used to separate oxygen from water in life support systems, ethanol from water in biofuel production, and many other applications. Recently ADMA was asked by DOE to lead a team that will develop a titanium membrane that will greatly improve the efficiency of air conditioners and dehumidifiers. Substantial energy savings are expected at little additional cost for the units. The ADMA Ti P/M process has distinct advantages in the production of the thinnest plates which are costly and require long lead times through conventional processes. ADMA has large direct powder rolling capacity on site. Our rolling presses can produce over 12 feet per minute of plates from thickness down to (SLIDE 27) In March 2010 ADMA started building a laboratory scale titanium powder production unit in Hudson, Ohio. The purpose of this unit is to refine existing processes used in the production of the 50K to 60K LBS of hydrogenated titanium powder that ADMA has been producing every year since 5
6 2007. The lab scale unit is expected to start operation by the end of October (SLIDE 28) ADMA has the titanium retort that you see pictured here at its Hudson, Ohio facility. We are planning to install this retort in 2011 with the hope of commencing ADMA titanium powder production within a year of breaking ground for this project. The retort that you see pictured is capable of producing up to 350,000 LBS if ADMA TiH2 powder per year in America. This is a capacity that is 6 to 7 greater than current TiH2 production available from Ukraine. A quantity of 350K LBS per year may seem like a lot when one looks at the relatively miniscule size of the titanium powder metallurgy market today, but it is a small amount compared to the demand that has already been expressed by many ADMA customers looking to increased application of the highest quality titanium powder metallurgy products; titanium products that will give them all of the strength, weight, corrosion resistance, stability, and energy savings advantages of titanium at a fraction of conventional process costs. ADMA has been producing the finest titanium components for over 25 years. Since 2007 it has been producing the titanium powder needed for those components. As the lower cost of those components increases their demand ADMA will be there with increased production to meet that demand. This concludes the presentation. 6
7 Titanium Alloys Manufactured by Low Cost Solid State Powder Metallurgy Processes for Military, Aerospace and Other Critical Applications Georg I. Abakumov, Vlad A. Duz, V. S. Moxson ADMA Products Inc, 1890 Georgetown Road, Hudson, Ohio 44236, USA
8 Finished Titanium Product Cost Comprised of the: Cost of Raw Material Manufacturing Cost

9 Titanium Alloy Chemistry Requirements AMS 4928L ASTM B817-08








10 Low Cost High Spec Ti Alloy Components through Solid State Powder Metallurgy Processing ADMA Reduces Raw Material Cost Low cost Innovative Ti powder production technologies ADMA Reduces High Processing Cost Blended Elemental Powder Metallurgy Approach Cost-Effective TiH 2 Powder Simple Consolidation Sinter Finished Products with Excellent Mechanical Properties






11 Low-oxygen P/M Ti-6Al-4V CIP/Sinter Pre-forms Cold Isostatic Pressing Low-oxygen P/M Ti-6Al-4V CIP/Sinter pre-forms produced from ADMA Hydrogenated Ti powder Sintering Forging Rolling Extrusion





 Elongation, % Reduction of Area, % ADMA P/M 134,000 135,000")
12 Canless Extrusion Process Development for Blended- Elemental Powder-Based Titanium Ti-6AL-4V Alloy ADMA-fabricated Ti-6AL-4V blended elemental powder-based billets were extruded successfully by Plymouth Engineered Shapes, Inc. and RTI International Metals, Inc. Plymouth Engineered Shapes, Inc. RTI, International Metals, Inc. Extrusions up to 27-foot length were fabricated and analyzed at front, midlength, and back and found to be uniform with respect to oxygen content & microstructure. Longer and larger crosssection fabrication can be performed. 36 -Long Extrusions Cut-up for Shipping and Laboratory Characterization Ti-6Al-4V Ultimate Strength, (psi) Yield Strength, (psi) Elongation, % Reduction of Area, % ADMA P/M 134, , , , Ingot Based 125, , , ,








13 Powder Metallurgy Ti alloy Round Bars Cold Isostatic Pressing P/M Ti-6Al-4V Extruded bars Sintering Extrusion Rolling P/M Ti-6Al-4V Rotary forged bars Rotary Forging Ti-6Al-4V Ultimate Strength, ksi P/M Ti-6Al-4V Hot rolled bars Yield Strength, ksi Elongation, % Reduction of Area, % ADMA P/M Ingot Based AMS 4928R 135 Min. 125 Min. 10 Min.


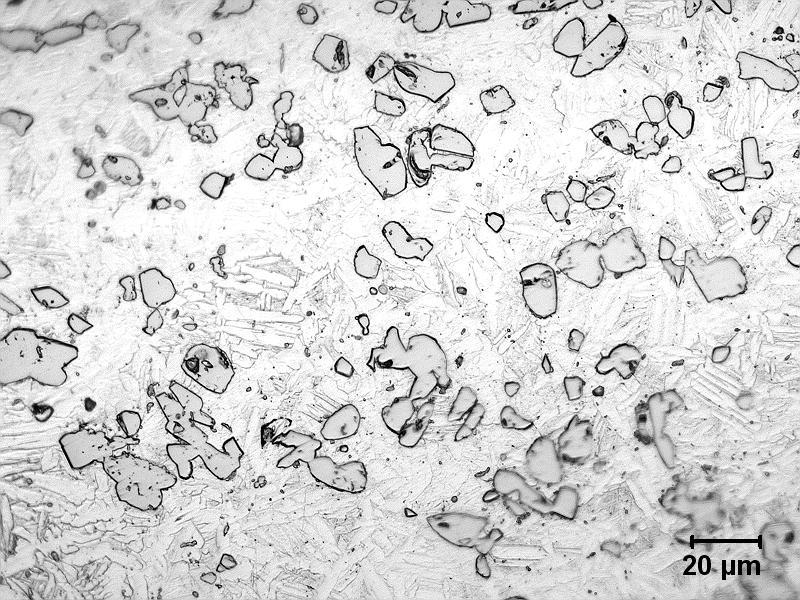
14 Powder Metallurgy Ti alloy Round Bars Room Temperature Tensile Properties Ultimate Tensile Strength, ksi Yield Strength, ksi Elongation, % Baseline Extruded Microstructures: Extruded Material Microstructure near center of the cross-section: primary alpha (light etching) in a transformed beta matrix containing acicular alpha (dark etching)
 Maximum Stress (ksi) Cycles to Failure Diameter (in) Baseline 5880 119 1,014,725 0.251 Extruded 5880 119 3,716,462 0.")
15 Powder Metallurgy Ti alloy Round Bars Fracture Mode: Extruded Material, Tensile Tested Fracture initiation location: center of specimen Fracture mode: microvoid coalescence or dimple mode Fatigue Test Results Maximum Load (lb) Maximum Stress (ksi) Cycles to Failure Diameter (in) Baseline ,014, Extruded ,716,

")




16 P/M Ti-6Al-4V (Low Oxygen) Plates from Hydrogenated Ti powder 0.75 thick Cold Isostatic Pressing 0.50 thick Sintering Rolling LT ST L L Longitudinal LT Long transverse ST Short transverse


17 P/M Ti-6Al-4V Armor Plates CIP/Sinter/Hot Rolling Al V Fe C N O H Y Ti Other, Each Other, Total CIP/Sinter < Bal. <0.10 <0.40 Heat treatment: Anneal o F, 4 h Room Temperature Tensile Properties P/M Ti-6Al-4V Ultimate Tensile Strength, ksi Yield Strength, ksi Elongation, % Reduction of Area, % 0.75 thick thick


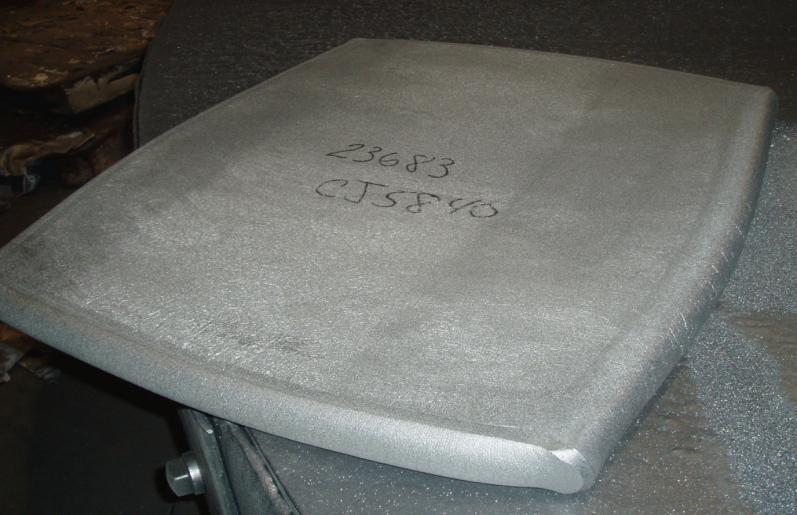
18 Cold Isostatic Pressing P/M Ti-6Al-4V Commander s Hatch CIP/Sinter/Forging approach Sintering Forging

19 P/M Ti-6Al-4V Commander s Hatch CIP/Sinter/Forging Al V Fe C N O H Y Ti Other, Each Other, Total CIP/Sinter < Bal. <0.10 <0.40 Heat treatment: Anneal o F, 2 h Room Temperature Tensile Properties P/M Ti-6Al-4V Ultimate Tensile Strength, ksi Yield Strength, ksi Elongation, % Reduction of Area, % thick




20 Die Pressing + Sintering Die Press + Sinter Titanium or Titanium Alloy Components Near Net Shape Die Pressing Sintering
 carbide reinforcement particles were synthesized from a mixture of Ti, Cr, C, co-attrited powders")
21 Blended Elemental P/M Titanium Metal Matrix Composites (MMC) TiH 2 powder or TiH 2 + master alloy + Ti, Al, Zr, W, Cr, C, etc. Ti MMC Instead of incorporating TiC ceramic particles into the matrix, the complex (Ti,Zr,W,Cr,B,Si) carbide reinforcement particles were synthesized from a mixture of Ti, Cr, C, co-attrited powders US Patent Application No. 10/748,619 Blending of powders Room temperature consolidation: Die-pressing Cold-isostatic pressing Direct powder rolling Vacuum sintering




22 Blended Elemental P/M Titanium Metal Matrix Composites (MMC) Die-press + Sinter CIP + Sinter DPR + Sinter







23 Titanium Metal Matrix Composites Ti-6Al-4V + 20%TiCrZrC Ti-6Al-4V + 20%SiC Ti-6Al-4V + 20% TiC/Cr/Zr; Ti-6Al-4V + 40% TiC/Cr/Zr; Ti-6Al-4V + 60% TiC/Cr/Zr; Ti-6Al-4V + 20% SiC; Ti-6Al-4V + 20% TiB; Ti-6Al-4V + 40% TiB; Ti-6Al-4V + 20% TiB/TiSi;



24 Porous Titanium and Nickel Plates for Water Removal Project DOE/ADMA/PNNL

25 Porous Plates for High Efficient, on-line Membrane Air Dehumidifier DOE/ADMA/PNNL/TEES TAMY


26 ADMA Laboratory Scale Unit for Hydrogenated Titanium Powder Production 16 H 2 O 6 в атмосферу 10 MgCl 2 +Mg Н Ar H 2 O H 2 O 9 H 2 O

27 Pilot Scale Unit for Hydrogenated Titanium Sponge Production
28 This concludes the ADMA Products Presentation. Thank You for Your Interest!