NONTRADITIONAL MANUFACTURING PROCESSES
|
|
|
- Peregrine Bradford
- 5 years ago
- Views:
Transcription
1 NONTRADITIONAL MANUFACTURING PROCESSES Lasers & Laser Beam Machining
2 Basic NTM Process Groups: * Thermal NTM Processes - Laser Beam Machining (LBM) - Electron Beam Machining (EBM) - Plasma Arc Machining (PAC) - Electrical Discharge Machining (EDM) * Mechanical NTM Processes( Plastic deformation / Abrasive Erosion) - Abrasive Jet Machining (AJM) - Ultrasonic Machining (USM) - Water Jet Machining (WJM) - Abrasive Water Jet Machining (AWJM) * Electrochemical NTM Processes - Electrochemical Machining (ECM) - Electrochemical Grinding (ECG) * Chemical NTM Processes - Chemical Machining (CHM) - Thermo chemical Machining (TCM) * Kinetic Energy ( Atom by atom knocking) - Ion beam
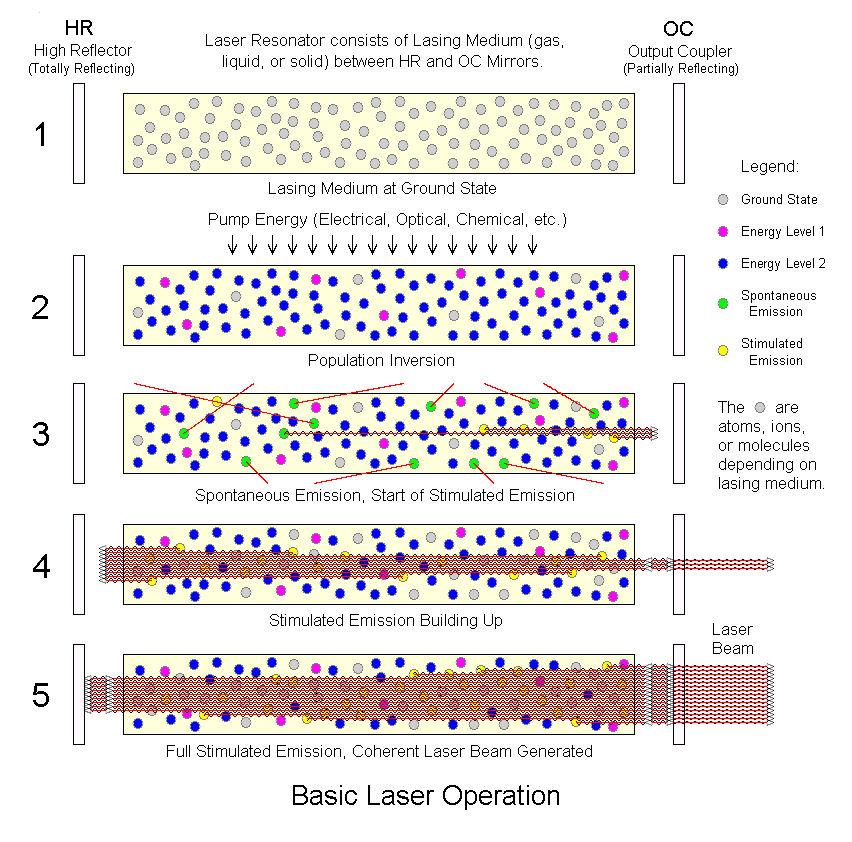
3 Laser Beam Machining: An Introduction What is a LASER? Acronym of Light Amplification by Stimulated of Radiation Basically a source of light giving out a coherent and low divergent beam Difference from ordinary source: Emission in LASER is by stimulation process & in ordinary source by spontaneous emission process
4 Construction of Atom Probability of stimulated absorption = Probability of Stimulated Emission Therefore, more population in upper energy level is required for stimulated emission to dominate and laser action to take place
5

6 Important components of a laser: 1.Active medium * Solid: Nd:YAG, Optical Fiber * Gas: He-Ne, CO 2, Excimer Ar+ ion * Semiconductor Diodes 2. Excitation or Pump Source to produce population inversion in lasing medium. * Optical Pump ( Flash Lamp, Other Laser) : Solid State & Fiber Lasers * Electrical discharge (DC, AC, RF, Pulsed) : Gas Lasers * Current injection : Diode Lasers 3. Optical Resonator formed by a pair of parallel mirrors, one ~100% reflecting and other partial reflecting. They provide feedback into the active medium and facilitates laser beam to build up. Laser beam comes out through the partial reflecting mirror.
7 Laser Processing Setup Laser Processing Setup * Laser system * Beam Transport system & Beam Delivery System * Workstation Lasers used in Manufacturing: Lasers those can provide high continuous wave (CW) or average laser power required for material processing * Solid State Laser : Nd:YAG Laser- Flash Lamp or Diode Laser Pumped * CO 2 Laser * Diode Laser * Fiber Laser * Excimer Lasers * He-Ne Laser for alignment, pointer, metrological applications
8 Lasers for Materials Processing Applications & their Characteristics Characteristics CO 2 Laser Nd:YAG Laser Diode Lasers Excimer Lasers Fiber Laser Wavelength m Laser power,cw Pulse energy Upto 45kW 1-20 J 50W- 2kW 1-100J Up to 6kW Avg.1kW 1-10J, 10kW Efficiency % Diode pump Beam Diverg. 1-3 mr mr. 1x200 mr 2 6 mr. 1-2 mr. Beam Transportation Mode of operation Applications Reflecting mirrors CW & Pulsed: mssub- s CW: C,W, SH, MF, Pulsed: D Optical fibers CW & Pulsed: ms- Sub-ps CW: C,W, SH, MF, Pulsed: D Optical fibers CW & Modulated W, SH, MF, Optical fibers Pulsed 10 s ns CW & Pulsed: ms- Subps Micromachining Optical fibers CW: C,W, SH, MF, C- Cutting, W-Welding, SH- Surface Hardening, MF- Metal forming, D-Drilling
9 Nd: YAG (Neodymium doped Yttrium Aluminum Garnet) Laser Optical Excitation 100% Reflecting Mirror Elliptical Reflecting Cavity Laser Rod Flash Lamp Output Mirror Laser Beam Power Supply Laser Medium : Nd:YAG Rod (Typical diameter = 3-10 mm, Length = 50=150 mm) Pumping (Excitation) Method: Optical pumping using either Flash lamp or Diode Lasers Laser Power : CW- Few watts to kw level Pulse- Pulse duration ms, nm, ps Pulse energy = J (ms pulse duration), ~ 1 J (ns pulses) Laser Beam Parameter (M 2 ) : 2-50 Laser Beam Delivery: Low Loss Optical Fiber
10 CO 2 Laser Excitation ULL N 2 * e - Accelerated in Electric Discharge, Electrons gain energy. e - (Hi Energy) + N 2 N 2 * + e - (Low E) N 2 * + CO 2 N 2 + CO 2 * E LLL Lasing +e CO 2 * CO 2 + Laser Photon T K +He Role of N 2 in CO 2 Laser: CO 2 N 2 * N 2 excited by electron (e - ) to vibrational meta-stable state. * Excites CO 2 molecule to upper laser level (ULL) by resonant vibrationvibration energy transfer, thus creates preferential excitation to ULL. Role of Helium (He) in CO 2 Laser: * Maintaining uniform and stable electrical discharge * De-excitation of the lower laser level through vibration-translation (kinetic energy) energy transfer. * Heat conduction from discharge zone.
11 Conventional Diffusion Cooled CO 2 Laser Gold coated Mirror Discharge Tube Water Jacket ZnSe Partial Reflector Laser Beam Resistance Elec. Power Supply Laser medium: A mixture of CO 2 :N 2 :He=1:2:8, Gas Pressure ~ mbar (1000 mbar = 1 atmospheric pressure) Excitation: Electrical discharge, Typical, I = 50mA, V= 10-12kV/m, Laser Power = 50W/ m of discharge length in Diffusion cooled laser, Optimum Gas temperature in electrical discharge ~ 250 C Laser Power of 50W /m is limited by Gas Heating

12 Convective Cooled FAF CO 2 Lasers Fast Axial Flow CO 2 Laser Laser Gas mixture flow along the optic axis and through heat exchanger Heat removal by passing hot gas through heat exchangers Flow Velocity through discharge tubes = m/s Laser Power ~ 1kW/m DC, RF Excitation Excellent Beam Quality, 1-5 kw Laser Commercially Available Special Roots / Turbo Blower HX P.S. Gas Blower HX

13 Semiconductor Diode Lasers Active medium: Semiconductor similar to that found in a light-emitting diode. The most common and practical type of laser diode is formed from a p-n junction and powered by injected electrical current. When forward biased by applying + ve voltage at p-type, holes and electrons recombine at the p-n interface (depletion region) and they emit light. This is spontaneous emission like in LED. Under certain condition, population inversion is achieved and spontaneous emission leads to laser light by stimulated process. Typical Materials used : GaAs, AlGaAs, GaInAsP Laser Wavelength: 600nm micron range Power: Few mw to a few Ws in a single chip and up to several kws in 1-2D arrays * Pumping: Electrical- Injection Current Efficiency: 30-50% Mode of operation: CW & Modulated up to 50kHz Beam quality: Poor than other lasers due to very small area of emission Beam Delivery: Through Optical Fiber Typical Beam Size: 1 m x 3-10 m, 1/d Laser beam: Elliptical
14 Fiber Laser The key advantage of a Fiber laser is its high surface-area-to-volume which effectively eliminates thermal problems. Active Medium: Optical (Silica Glass) Fiber with cladding, doped with either Ytterbium / Neodymium / Erbium or their combinations for different laser wavelength in m range. Most popular Fiber Laser for material processing applications: Ytterbium doped fiber operating at ~ 1 micron wavelength, pumped by diode lasers Size: Most common Single mode Fiber ~ -10micron dia. & 10 s m length Mode of operation: CW, modulated, pulsed Pumping: Optical pumping by Diode Lasers Laser Power : up to several kws, Laser Efficiency: up to 30%

15 Construction of a Fiber Laser Active medium: Double cladded Yb doped optical fiber Excitation: By a large number of low power diode lasers Fiber Bragg gratings: Work like mirrors of optical resonator to reflect the laser beam and also to couple out laser beam from one end Fiber Laser: Excellent Beam Quality- Micromachining
 is high enough to heat, melt, evaporate or ablate the material.")
16 Main special properties that are utilized in material processing: High power, Low divergence, Continuous wave / pulsed mode of operation ( Pulse duration = ms, s, ns, ps, 10s of fs) For laser beam machining, e.g. cutting, drilling, etc. beam is focused on the wokpiece so that laser power density (power per unit area) is high enough to heat, melt, evaporate or ablate the material. d b = 2w 0 d f 1/2 Laser Laser Beam has a finite beam divergence. Half divergence angle, 1/2 = M 2 / w 0, where = Laser wavelength, M 2 = Beam quality parameter & w 0 = Beam waist radius M 2 = 1 for laser beam of Gaussian intensity profile M 2 > 1 for other intensity profiles I r When focused with a lens of focal length, f the focal spot diameter, d f d f = 2f 1/2 = 2fM 2 / w 0 = 4f M 2 / d b where d b = Laser beam diameter I r

17 Physical phenomena at increasing Laser Intensity ~10 3 W/cm 2 ~10 5 W/cm 2 ~10 6 W/cm 2 ~10 7 W/cm 2 Heating of Surface layer Surface Hardening, Metal Forming Melting Conduction welding, Cutting, Surface alloying, Cladding Formation of Keyhole Deep penetration welding, Drilling, Formation of Plasma Shock hardening; Laser Peening