The Path to Production: Metallic AM. Dr Trevor Illston Materials Solutions 19/05/2014
|
|
|
- Julian Hudson
- 5 years ago
- Views:
Transcription

1 The Path to Production: Metallic AM Dr Trevor Illston Materials Solutions 19/05/2014

2 Introduction to Materials Solutions Materials Solutions is an AS9100 Rev C registered AM parts supplier and consultancy specialising in nickel superalloys and high temperature applications developing AM processes towards production use. The combination of R&D and QA to deliver theory AND practice

3 Introduction to Materials Solutions Situated in a purpose-designed factory in Worcester, UK Taken a second unit for expansion
4 Materials Solutions Started-up in Sept 2006 with grant funding from DTI (TSB) & AW 14 FTE employees + 2 apprentices World-Class supplier with a Worldwide customer base Exports are ~50% of revenues (N. America, Europe, Japan) Focus on power generation & high temperature applications Jet engines / Industrial gas turbines Internal combustion engines Nuclear Specialist in nickel superalloys and stainless steels Nickel alloys: In718, In625, C263, In718+, Hastelloy X, C1023, In738LC, CM247LC
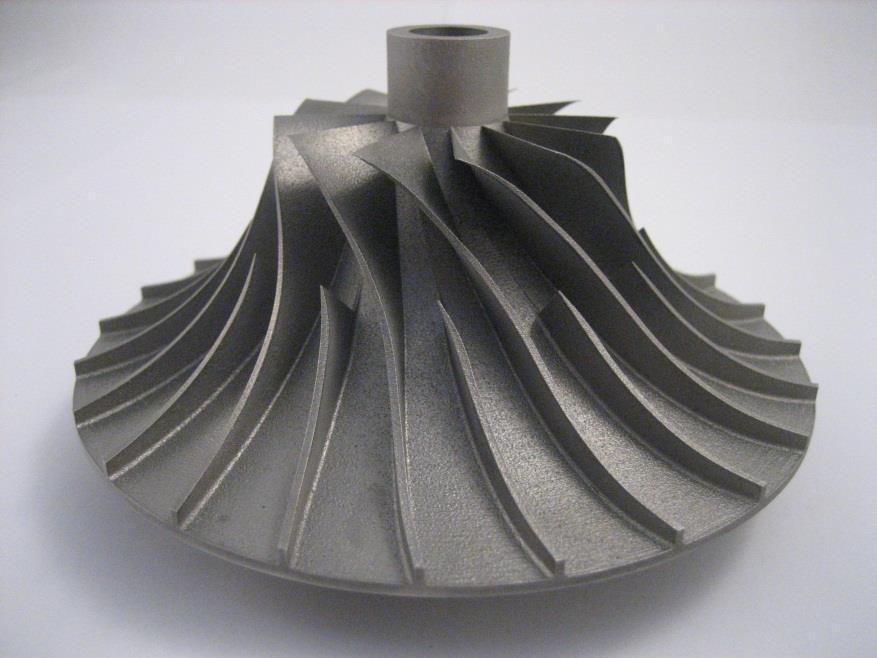
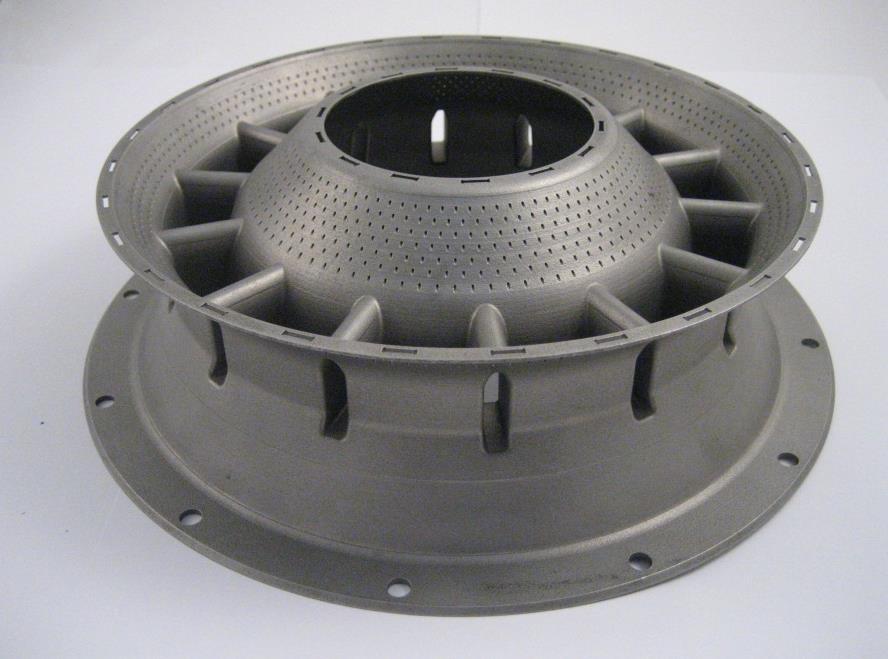


5 Typical Superalloy Components
6 Materials Solutions Approach Develop capability to deliver functional parts to drawing in customers choice of material to their material s test specifications Rig parts; up to flight test capable geometries, materials, tolerances and process control Low Rate Initial Production- prototypes for operational environments Aim is to understand and control the complete manufacturing process to ensure process stability Carried out over 2000 builds, delivered over 6000 parts This has allowed us to gain experience into manufacturing AM parts to a production standard

7 Capability List 6 EOS M270 (Xtended) +1 EOS M280 + β EOS M400 Powder processing/conditioning, de-powdering



8 Vacuum furnace capable of 1300 C Wire EDM Conventional machine shop Abrasive blasting, hand finishing Capability List

9 Inspection Room Nikon ceramic construction CNC CMM with offline programming GOM ATOS optical 3D scanner Baty vertical profile projector Mitutoyo surface roughness tester Wide range of height gauges, callipers, micrometers, pin gauges etc

10 Process development Validation of processes Specification development Materials Laboratory
11 Accreditations & Approvals Documented procedures (QMS) and audited practise conforms to key quality standards ISO 9001:2008 (since Jan 2008) AS9100 RevC (since May 2010, reissued to RevC Oct 2011) We expect the same of our suppliers Approved for metals powder-bed AM by: Rolls Royce Plc Rolls Royce Deutschland Rolls Royce Canada Rolls Royce Nuclear Sector ITP Sumitomo Precision Products Several other Motorsport & Aerospace companies

12 Quality Management System Electronic QMS system Contains all our procedures necessary to comply with the AS9100 Rev C & customer requirements Sharepoint based intranet site

13 Quality Management System Production management via MRP system All parts manufacture controlled by works orders
14 Inputs: Process Variable Monitoring/Control M270 process variables Laser power Scan speed & scan spacing Laser spot Layer thickness Process chamber conditions Recoater blade / filter life Powder condition No of recycles Particle size distribution Chemical composition Heat treatment conditions
15 Laser Power (Watts) Laser Power Measurement Weeks Laser power is measured on a weekly basis

16 Scan Speed Measurement Scan speed is measured on a monthly basis Traceable to a calibrated standard
17 Outputs: Process Variable Measurement Dimensional checks Key dimensions Overall distortion Batch release testing Mechanical testing Tensile Creep or stress rupture Chemical composition Non-destructive testing X-ray Dye penetrant inspection Destructive testing Microstructural examination
18 Diameter (mm) Circle:Spindle-OD_-11 Circle:Spindle-OD_-15 Dimensional Inspection Outer diameter Diameter measured at two heights Sample No 100% Inspection of all dimension on all parts Results shows variation in as-built diameter (at 2 heights)
19 Elongation (%) 0.2% Proof Stress (Mpa) Mechanical Test Results Test Sample No Test Sample No Mechanical test samples built & heat treated along with every batch of parts
20 Oxygen content (%) Trace Element Analysis Test Sample No Chemical composition of AM metal analysed for every batch of parts Oxygen level tracked to measure any pick up
21 Concluding Comments AM can be controlled to a production standard It is capable of producing repeatable materials & part quality if correctly controlled at all stages of the process It is necessary to specify the correct controls for the application There are still some unknowns in controlling the process AM creates new challenges for production Material validation can only be after the part is made Puts material validation onto the critical path of a rapid process Batch based manufacturing makes QA expensive per-part Design opportunities of impossible shapes can be difficult to inspect and NDT
22 Thank you for your attention We wish to thank the TSB (DTI) & AWM for their grant support to 31/3/2012, without which this work could not have happened