Additive Layer Manufacturing: Current & Future Trends
|
|
|
- Geraldine Elliott
- 5 years ago
- Views:
Transcription

1 Additive Layer Manufacturing: Current & Future Trends L.N. Carter, M. M. Attallah, Advanced Materials & Processing Group Interdisciplinary Research Centre, School of Metallurgy and Materials


2 Additive Layer Manufacturing? ALM Refers to a group of techniques where 3-dimensional shapes are constructed by combining 2-dimensional slices of a specific thickness Threedimensional CAD file Sequence of two-dimensional slices Each slice is formed and bonded to the previous layer The threedimensional shape is constructed from the twodimensional slices
3 Additive Layer Manufacturing Rapid Prototyping Production of demonstration components, typically polymers or porous metals Rapid Manufacturing Production of fully dense and functional components Techniques include: Stereolithography Selective Laser Sintering (SLS) of Plastics 3D Printing SLS of metals (with binder: eg. rapidsteel ) Techniques include: Selective Laser Melting (SLM) of metals Blown Powder (DLF) Electron Beam Deposition (Arcam)


4 Stereolithography (SLA) Developed in the 1980 s Utilises a vat of UV curable resin and a lowering platform With each layer the platform is lowered and a layer of resin is spread over the build area A UV laser selectively cures that slice and bonds it to the layer below The process is repeating, building up a three dimensional shape Courtesy of Wikipedia
 Utilises a bed of powder heated to a temperature below the")

5 Selective Laser Sintering (SLS) of Plastics Can produce parts in various materials (typically a Nylon or Wax) Utilises a bed of powder heated to a temperature below the melting point of the material A low power IR laser selectively heats and sinters each 2-dimensional slice A roller lays down each successive layer of powder to build up the shape Courtesy of Wikipedia
 Does not require a bed or reservoir of material Durable acrylic materials can produce functional parts Easily removed support material allows for mechanisms to be")
6 3D Printing Covers a wide range of technologies where material is delivered via a print head Plastics can be melted and deposited in liquid form, or cured by UV (similar to stereolithography) Does not require a bed or reservoir of material Durable acrylic materials can produce functional parts Easily removed support material allows for mechanisms to be constructed in-situ
 Technology for the production of fully dense metallic components - this is")


7 SLM Powder-Bed Fabrication Selective Laser Melting (SLM) Powder-Bed: An Additive Layer Manufacturing (ALM) Technology for the production of fully dense metallic components - this is achieved through selective melting of each layer and the remelting of the previous layer to ensure good bonding. Concept Laser M2 250mm x 250mm Build Plates 300mm Max. Build Height Typical 20µm slice thickness Variable 200W Fibre Laser Max. 7000mm/s scan speed Fixed 150µm dia. Spot Size Uses metal powder in the size range µm Powder handing and processing carried out under argon atmosphere

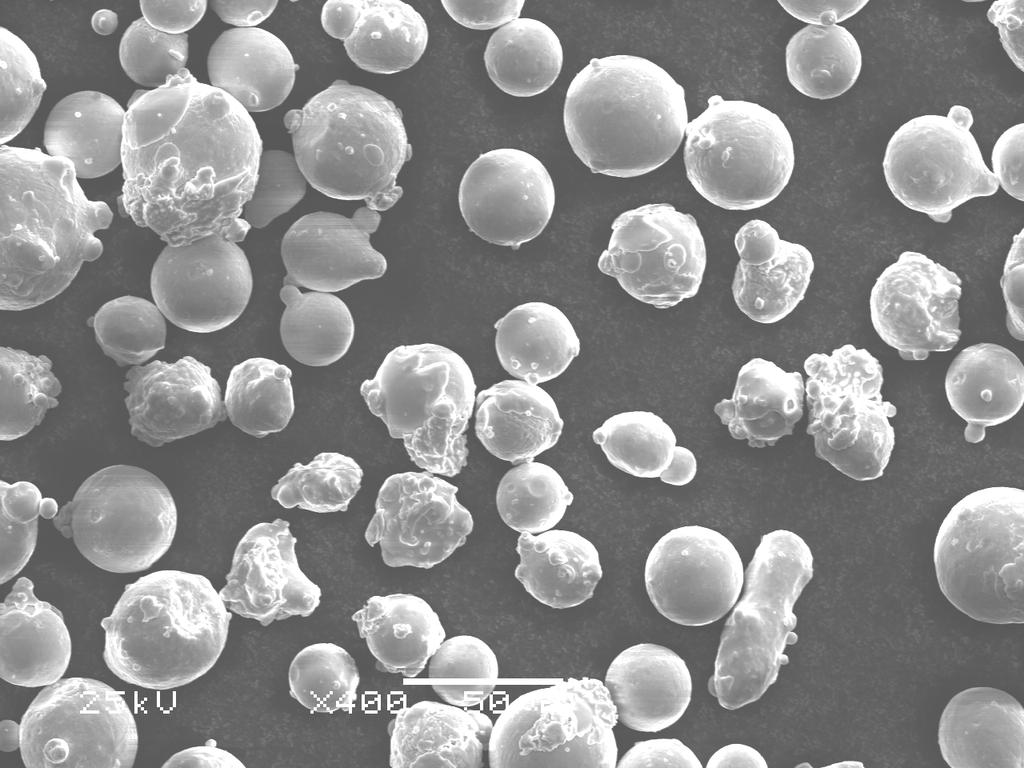
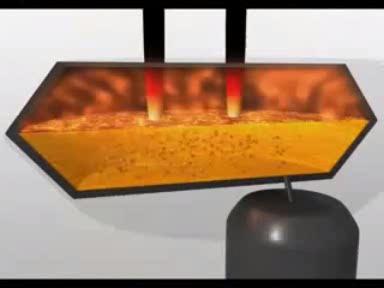
8 Argon Gas Atomised Powder
9 SLM Powder-Bed Fabrication Advantages Limitations Eliminates expensive tooling Ideal for low-volume batch Reduces the Design to component time Promotes Design for functionality rather than Design for manufacture Potential to reduce material waste & material efficiency Produces complex netshape/nearnetshape components High capital investment for equipment (~ 400k). Potentially high component cost, due to the low deposition rates (10 20 mm 3 /hour). Requires research for the qualification of specific alloys. Overhanging sections require support structures Current commercial use limited to steels and Ti
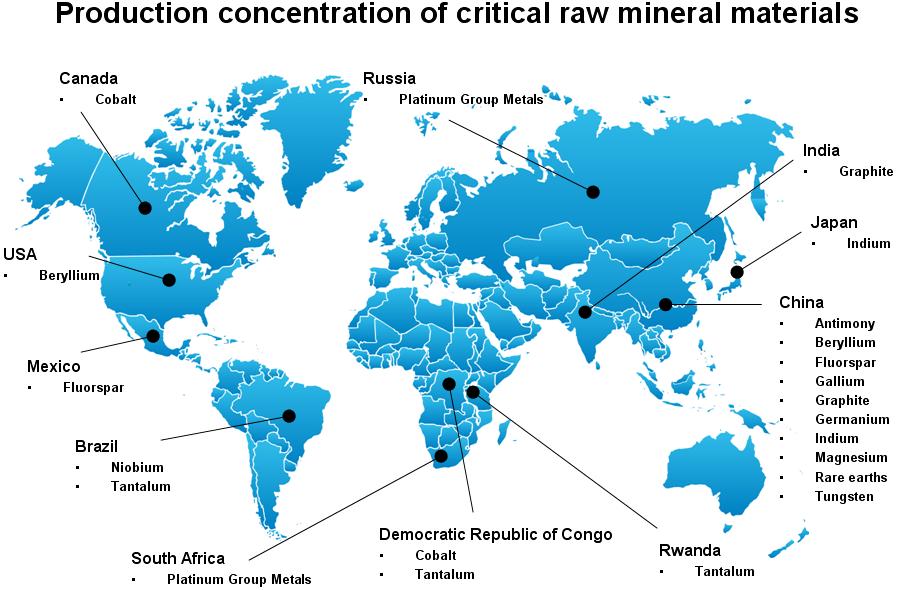
10 Resources Availability

11 Support Structures Overhangs surfaces overhanging more than 45 o generally require supporting Offsetting Typically all components are offset by 5mm of supports from the build plate to allow for poor initial build layers and reduce the build plate heat-sink effect Why are they needed? Heat Transfer Route Building overhangs onto loose powder leaves poor underside surface finish/dimensional accuracy due to large melt pool formation Without Support With Support To Anchor Thin overhang sections may tend to deform during fabrication, supports hold these in place to avoid build failure

12 Support Structures Lattice like structure made up if single laser-scan walls Easily removed as they are attached to the main component by teeth Automatically generated by software, although typically require modification to make them appropriate




13 SLM Projects & Examples Lightweight & Porous Structures Aerospace Biomedical and Dental Leverhulme Project



14 A.M.& P. SLM Aims and Activites Establish a manufacturing route for netshape/near-netshape components via the SLM powder-bed route to producing results comparable to traditional methods. - Dimensional accuracy -Microstructural Characterisation - Mechanical Testing.. And the variation of these with the process parameters...


15 Direct Laser Fabrication (Blown Powder) Similar to 3D printing as material is deposited from a nozzle Metal powder is blown into the focal point of a high power laser The nozzle is positioned so that the powder can be deposited on a substrate or previously built layers The process has very high deposition rates and has the ability to repair damaged components Surface and dimensional accuracy are poor compared with SLM Trumpf DLF system 6.5 axis CNC head 4KW YAG laser Spot Size 0.2 mm 6 mm Glove Box: 1.5mx1mx3m

16 The Future for SLM Faster build times, Larger components, Lower residual stresses through: Larger build platforms (500mm x 500mm) Higher power lasers with variable focus (or multiple lasers) In-situ monitoring and feedback Heated beds to reduce thermal gradients The Future for A.M.& P. Process understanding through: Microstructure study Tomography Synchrotron examination of residual stresses Process Modelling

17 Thank-You for Listening Mr. Luke Carter Doctoral Researcher Tel: