AMINE SYSTEM FAILURES IN SOUR SERVICE
|
|
|
- Edmund Cox
- 5 years ago
- Views:
Transcription




1 AMINE SYSTEM FAILURES IN SOUR SERVICE MESPON 2016


2 INTRODUCTION o Amine Treating is widely used in Gas Processing to meet H 2 S & CO 2 specifications o Maximizing amine unit on-stream time and minimizing process upsets is challenging o A large body of industry knowledge exists, BUT knowing how to apply this at a plant can be daunting (60+ potential root causes of failures)
3 SYSTEM FAILURE o 320 incidents of major system failure were analyzed; 225 with >1000ppm H 2 S in their feed o Failure had costs ranging between $100,000 and $250,000,000 and typically required external assistance to solve/diagnose o 246 cases from Amine Experts site consulting and 74 from literature; most incidents post 1999








4 SOUR GAS SYSTEM FAILURES Amine Loss 11 Corrosion 54 Product Quality 77 Flooding 18 Foaming 65
5 MEETING SPECIFICATION Insufficient Contact Incorrect formulation High degradation or HSAS Phase envelope Salt out (BTEX or CO2) Mechanical Damage Insufficient heating/ cooling Undercirculating Overcirculating Understrength High lean loading Recorded Cases
6 ~ 50wt% MDEA Jou et al ACS I&E Chemistry Vol 21, No 4.
7 ~ 50wt% MDEA Jou et al ACS I&E Chemistry Vol 21, No 4. 4ppm H2S in 50 bar gas
8 CASE STUDY - TREATED GAS H 2 S VS. TEMPERATURE (MDEA) Lean Molar 110 F 120 F 130 F Loading 43 C 49 C 55 C M/M 1.7 ppm 2.0 ppm 2.3 ppm M/M 2.5 ppm 3.0 ppm 3.7 ppm M/M 3.4 ppm 4.1 ppm 5.2 ppm M/M 4.3 ppm 5.3 ppm 6.7 ppm

9 MEETING SPECIFICATION
10 FOAMING No regenerator purge Design fault High HSAS Phase envelope Spray flow regime Poor particle filtration Incompatable chemical/material Ineffective flash drum & carbon bed Approach Temperatures Solvent contamination BTEX Feed Contamination Recorded Cases
11 CONTAMINANTS IN GAS STREAMS Liquids Compressor lube oils Hydrocarbon condensates Organic acids Pipeline Chemicals Completion fluids Well brines Solids Iron sulphides Iron oxides Corrosion products Scale Dirt (silica, etc.) Desiccant fines Coker fines Catalyst fines

12 FOAMING PLANT
13 INLET SEPARATION Knock-Out Drum / 3-phase separator Coalescer Tie-Ins for: - Water Washes - Silica Gel Beds - Mechanical Filter
14 PREVENTION OR CURE? o Use of an appropriate anti-foam normally dramatically reduces the foaming in a system. o Continuous anti-foam dosing is normally not good practice and allows contaminants to accumulate to high levels. o Antifoams may degrade with time; antifoam injection equipment should be cleaned annually. o Overdosing of antifoam has been reported to lead to foaming.

15 ANTI-FOAM ADDITION
16 CORROSION Poor design Wrong Metallurgy Pressure drop High rich loading Impaction / vibration Cold spots High temperature bulge Poor CO2 slip High amine strength High reflux NH3/HCN High lean loading Poor operating conditions High degradation products High Bicine High Solids High HSAS (>3%) High CO2:H2S ratio Recorded Cases
17 CORROSION Poor design Wrong Metallurgy Pressure drop High rich loading Impaction / vibration Cold spots High temperature bulge Poor CO2 slip High amine strength High reflux NH3/HCN High lean loading Poor operating conditions High degradation products High Bicine High Solids High HSAS (>3%) High CO2:H2S ratio Design Operation Hygiene Recorded Cases

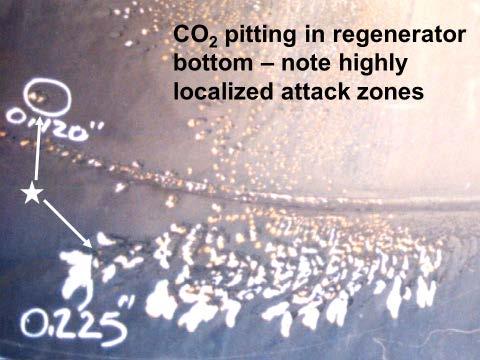
18 CORROSION - LOCATIONS
19 REBOILER & LOWER REGENERATOR CORROSION o o Improper regeneration of the rich amine in the stripping column results in excess CO 2 in hot, wet stagnant reboiler Poorly regenerated solutions are caused by: insufficient steam traffic up the column cold rich amine feed high column back-pressure

20 REBOILER HOUSING CORROSION
21
22 Based on Database AMINE HYGIENE GUIDELINES Heat Stable Amine Salts o o Degradation Products o Corrosion typically occurs above 3 wt% HSAS Exception: In conjunction with other corrosive factors corrosion in the 1.5 to 3 wt% HSAS range has been observed on some MDEA plants Corrosion typically occurs above 5 wt% of degradation products in the Amine Solution
23 LOADINGS & PRESSURE DROP Carbon Steel o Rich Amine Less than mol/mol o Lean Amine less than 0.04 mol/mol o Velocity less than 3 m/s Stainless Steel o Rich Amine loading maximum undetermined. o Velocity less than 6 m/s Based on Industry Guidelines


24 POST WELD HEAT TREATMENT Molecular H2 diffusion into steel can induce cracking Traditionally extremely prevalent in gas treating Carbon steel in amine service MUST be heat treated
25 KEY FOCUS AREAS 1. Low lean loadings 2. Inlet separation 3. Do not under-strip the amine 4. Good Amine System hygiene FOCUS ON THESE AREAS WILL HALVE THE LIKELIHOOD OF A MAJOR SYSTEM FAILURE ON YOUR PLANT!
26 AMINE OPERATORS MOTTO HEAT IN, SEPERATORS ON, SALTS OUT





27 THANK YOU MESPON Philip le Grange, Michael Sheilan, Ben Spooner