A Risk-based Approach to Development and Manufacture of a New Chemical Entity using PCMM
|
|
|
- Anabel Fletcher
- 5 years ago
- Views:
Transcription

1 A Risk-based Approach to Development and Manufacture of a New Chemical Entity using PCMM Daniel Blackwood, Research Fellow Pfizer, Inc. daniel.o.blackwood@pfizer.com
2 Background PCMM for Development and Manufacture of Solid Oral Drug Product Portable, Continuous, Miniature & Modular Advanced Development and Manufacturing Platform Equipment Innovation Timeline of Activities Equipment arrival to Pfizer, Groton CT March 2015 Certification of Occupancy May 2015 Commissioning and Qualification activities 3-4Q2015 cgmp Manufacture of PBO 1Q2016 cgmp Clinical Manufacture of NCE May 2016 and on-going
3 PCMM OSD: Factory in a POD Drug Product Continuous Processing Platform Skids Equipment Innovation Integrated into a transportable POD re-assembled into a grey space warehouse in Groton, CT

4 PCMM OSD: Factory in a POD Drug Product Continuous Processing Platform Skids Equipment Innovation Integrated into a transportable POD re-assembled into a grey space warehouse in Groton, CT
5 PCMM Direct Compression Line Compact Feeders CMT Mixer Tablet Press



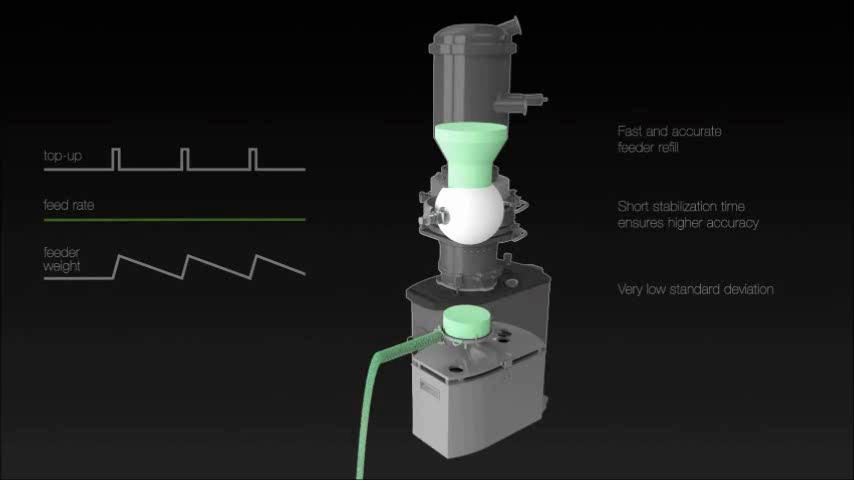
6 Compact Feeders

7 Continuous Mixing Technology (CMT)
 Upper Delumping Screen")
8 Continuous Mixing Technology (CMT) Upper Delumping Screen
 Upper & Lower Mixing")
9 Continuous Mixing Technology (CMT) Upper & Lower Mixing Impeller
 Exit")
10 Continuous Mixing Technology (CMT) Exit Valve
11 Continuous Mixing Technology (CMT) Load Cells

12 Continuous Mixing Technology (CMT) Aspirational Design Goals Continuous Mixing Technology Goals Gravimetric Feeders In-Line Mixer Tablet Press Powder mixing as close to dosage form creation as possible Independent control of Powder Hold Up Mass, Mass Throughput, and Impeller RPM Residence Time Distribution Based on simple CSTR model Consistent RTDs over a wide range of process conditions Integrated powder de-lumping capabilities Integrated PAT sensors Minimal/Zero Waste Start Up & Shutdown 12
13 Risk Based Development using PCMM Compact Feeders 1 Compact Feeders Achieve Minimal Feed variability at target flowrate CMT Mixer Tablet Press CMT Mixer Achieve Ideal Mixing Conditions Achieve desired Mean Residence Time Achieve Mass Throughput (Mass in = Mass Out) Achieve target Extent of Lubrication 6 Tablet Press Achieve target Tablet Physical Properties
14 Risk Based Development using PCMM Compact Feeders 1 Compact Feeders Achieve Minimal Feed variability at target flowrate CMT Mixer Tablet Press CMT Mixer Achieve Ideal Mixing Conditions Achieve desired Mean Residence Time Achieve Mass Throughput (Mass in = Mass Out) Achieve target Extent of Lubrication 6 Tablet Press Achieve target Tablet Physical Properties
15 Slide courtesy of Jeff Moriarty and Alex Bonnassieux Examples of Gravimetric Feeding - Mag Stearate 50 grams/ hour ~4% RSD Upon start, controller rapidly guides feeder to set point: 50 g/hour Feeder turned OFF Then turned ON Four times. Upon restart, controller returns to set point and maintains feeder at target
16 Examples of Gravimetric Feeding - Mag Stearate 50 grams/ hour ~4% RSD 200 grams/ hour ~1% RSD Slide courtesy of Jeff Moriarty and Alex Bonnassieux
 Achieve target Extent of Lubrication 6 Tablet Press Achieve target Tablet Physical")
17 Risk Based Development using PCMM Compact Feeders 1 Compact Feeders Achieve Minimal Feed variability at target flowrate CMT Mixer Tablet Press CMT Mixer Achieve Ideal Mixing Conditions Achieve desired Mean Residence Time Achieve Mass Throughput (Mass in = Mass Out) Achieve target Extent of Lubrication 6 Tablet Press Achieve target Tablet Physical Properties


18 DEM investigate flow pattern 31.1% fill 66.8 g 62.2% fill g 93.3% fill g 200 RPM 1.3 m/s 300 RPM 1.9 m/s 400 RPM 2.5 m/s Slide courtesy Bill Ketterhagen, AICHE 2015
19 DEM Simulations Residence Time Distributions Process conditions Speed = 300 RPM, 400 RPM Mass hold-up = ~125g, ~250 g Mass throughput = 8.1, 16.2 kg/hr Theoretical mean residence time = ~56 s A fixed, CSTR-like RTD observed for multiple holdup/throughput conditions Ability to maintain a fixed RTD for varying hold-up/throughput Slide courtesy Bill Ketterhagen, AICHE 2015
20 Impeller Tip Speed (m/sec) Continuous Mixing Technology Example RTD Studies Mixer Fill Level (%) 31.1% 46.7% 62.2% 77.8% 93.3% 0.6 m/sec 1.3 m/sec 1.9 m/sec 2.5 m/sec 5.1 m/sec 20
21 Mixer Blade Tip Speed (m/sec) Continuous Mixing Technology Example RTD Studies Mixer Fill Level (%) 31.1% 46.7% 62.2% 77.8% 93.3% 0.6 m/sec 1.3 m/sec 1.9 m/sec 2.5 m/sec CSTR with Bypass 5.1 m/sec 21
22 Mixer Blade Tip Speed (m/sec) Continuous Mixing Technology Example RTD Studies Mixer Fill Level (%) 31.1% 46.7% 62.2% 77.8% 93.3% 0.6 m/sec 1.3 m/sec Two CSTRs in Series 1.9 m/sec 2.5 m/sec 5.1 m/sec 22
23 Mixer Blade Tip Speed (m/sec) Continuous Mixing Technology Example RTD Studies Mixer Fill Level (%) 31.1% 46.7% 62.2% 77.8% 93.3% 0.6 m/sec CSTR 1.3 m/sec 1.9 m/sec 2.5 m/sec 5.1 m/sec 23
24 Mixer Blade Tip Speed (m/sec) Continuous Mixing Technology Example RTD Studies Mixer Fill Level (%) 31.1% 46.7% 62.2% 77.8% 93.3% 0.6 m/sec 1.3 m/sec 1.9 m/sec 2.5 m/sec CSTR with Bypass CSTR N CSTR in Series 5.1 m/sec 24
25 Risk Based Development using PCMM Compact Feeders 1 Compact Feeders Achieve Minimal Feed variability at target flowrate CMT Mixer Tablet Press CMT Mixer Achieve Ideal Mixing Conditions Achieve desired Mean Residence Time Achieve Mass Throughput (Mass in = Mass Out) Achieve target Extent of Lubrication 6 Tablet Press Achieve target Tablet Physical Properties
26 Developing and Optimizing a Continuous Mixing Process Gravimetric Feeder Performance Mixer Residence Time Distribution Tablet Quality Attributes API Feeder t 1 t 2 t 3 Excipient Feeder(1) t = Hold Up Mass Mass Throughput 3 1 Hold Up Mass Excipient Feeder(i) 2 Impeller Shear Rate
27 PCMM Direct Compression Line Compact Feeders 1 Compact Feeders Achieve Minimal Feed variability at target flowrate CMT Mixer Tablet Press CMT Mixer Achieve Ideal Mixing Conditions Achieve desired Mean Residence Time Achieve Mass Throughput (Mass in = Mass Out) Achieve target Extent of Lubrication 6 Tablet Press Achieve target Tablet Physical Properties
28 Motivation Powder Lubrication facilitates dosage form creation Tablet ejection force, punch face sticking, etc. Extent of Powder Lubrication influences Blend Attributes Tablet Quality Attributes Increasing Extent of Lubrication, typically Compaction Strength Tablet Hardness at Target Solid Fraction Decreases strength Powder Flow Tablet Weight Tablet Weight Variability Increases Flow Powder Density Tablet Weight Tablet Weight Variability Increases Density Powder Wettability Tablet Dissolution Tablet Disintegration Decreases Wettability Powder Sticking (to compression tooling) Tablet Appearance Powder sticking 28
 120 ml Bottle CMT")

29 Powder Lubrication: Batch vs Continuous Mixing Process Placebo Blend Batch Lubrication Blending Continuous Lubrication Blending Blending process described in Kushner (2012) 120 ml Bottle CMT Mixer Equivalent Extent of Lubrication Turbula Bottle Continuous 10 kg/hour, 450 g 20 g Blend /120 ml Hold Up Mass, % Head Space RPM Continuous 10 kg/hour, 600 g Hold Up Mass, 800 RPM 29
30 Powder Lubrication: Batch vs Continuous Mixing Process Placebo Blend TS > 2.0 MPa K < ~4500 dm Courtesy Jeff Moriarty K Turbula = K CMT + K Feed Frame K Turbula = Volume 1/3 x % headspace x # of Rev K CMT = A x Impeller Tip Speed x MRT K Feed Frame = Paddle Tip Speed x MRT
31 Process Development for Continuous Mixing Extent of Lubrication Acceptable Tablet Strength (e.g. TS >2.0 MPa) Lower Extent of Lubrication Lower Impeller RPM Lower Hold Up Mass Higher Throughput Extent of Lubrication (decimeters) Kushner & Moore, 2010 Higher Extent of Lubrication Higher Impeller RPM Higher Hold Up Mass Lower Throughput

32 Assessment of Powder Sticking to Compression Tooling Increasing Extent Of Lubrication Removable Punch Tip 1 Courtesy Patrick Daugherity 1 Assessing Tablet-Sticking Propensity, Allan Hutchins, Bruce C. MacDonald, Matthew P. Mullarney, Pharm. Tech, Vol 36, Issue 1
33 Process Development for Continuous Mixing Extent of Lubrication Acceptable Tablet Strength (e.g. TS >2.0 MPa) Acceptable Appearance (sticking, picking) (e.g. zero visual defects) Lower Extent of Lubrication Lower Impeller RPM Lower Hold Up Mass Higher Throughput Extent of Lubrication (decimeters) Higher Extent of Lubrication Higher Impeller RPM Higher Hold Up Mass Lower Throughput
34 Process Development for Continuous Mixing Extent of Lubrication Acceptable Tablet Strength (e.g. TS >2.0 MPa) Acceptable Dissolution (eg. Q>80% at 15 min) Acceptable Disintegration (e.g. t < 60 seconds) Acceptable Appearance (sticking, picking) (e.g. zero visual defects) Acceptable powder flow & density (e.g Low tablet weight %RSD) Lower Extent of Lubrication Kmin Kmax Higher Extent of Lubrication Lower Impeller RPM Lower Hold Up Mass Higher Throughput Extent of Lubrication (decimeters) Kushner & Moore, 2010 Higher Impeller RPM Higher Hold Up Mass Lower Throughput
35 Process Development for Continuous Mixing Optimization of Potency/Uniformity and Extent of Lubrication Gravimetric Feeder Potency & CU To achieve CSTR RTD and dampen feeder fluctuations Continuous Mixing Tablet Chemical & Physical Properties Acceptable Tablet Potency Content Uniformity Minimize Feeder Variability at target Flow rates Extent of Lubrication To achieve Min and Max Extent of Lubrication Select Impeller RPM Hold Up Mass Throughput Acceptable Tablets Dissolution Tablet Weight Tablet Weight %RSD Tablet Hardness Tablet Disintegration Tablet Appearance
 Process Quality Attributes INPUTS (x) to the")
36 Case Study: Development DOE on PCMM To develop process understanding for a product manufacturing on PCMM, a risk assessment (following ICH Q9 guidelines) can be undertaken. Goal: Identify experiments and analyses that will provide process understanding and lead to a robust control strategy Process Parameters People INPUTS (x) Process Quality Attributes INPUTS (x) to the process control variability of the Output (y) Equipment Materials y Measurement Environment x 36
37 PCMM DOE Design RFT C&E Output 1. Build Cause & Effect Matrices for manufacture process. Quality Attributes Process Parameters 3. Multivariate DOE Design 2. Parameter Prioritization & Range Definition Parameter Low Mid High Mass Throughput (kg/hr) Low Middle High CMT K-value (dm) Low Middle High API PSD Small Middle Large Hold-up Mass (g) Low Middle High Impeller Speed (RPM) Low Middle High Run Order Throughput (kph) K-value (dm) Hold-up Mass (g) API Lot Impeller Speed (RPM) 1 Low Low High Large PSD Low 2 Low High Low Large PSD Middle 3 Middle Middle Low Large PSD High 4 Middle High High Large PSD Middle 5 High Middle Low Large PSD High 6 High Low Low Large PSD High 7 High Middle High Large PSD High 8 Low Low High Large PSD Low 9 Middle Middle Low Small PSD Middle 10 Middle Low High Small PSD Low 11 High High High Small PSD High 12 High Low High Small PSD High 13 High High Low Small PSD High 14 Low Low Low Small PSD Low 15 Low High High Small PSD Low 16 Low Low Low Small PSD Low 17 High Middle Mid Medium PSD Middle 18 High High High Medium PSD High 19 High Low Low Medium PSD Low
38 PCMM DOE Visualization Large API PSD Small API PSD Medium API PSD
39 PCMM DOE Visualization ICH Scale Midpoint Commercial Scale ICH Midpoint Commercial Scale ICH Scale Commercial Scale 480 minutes (8 Hours) of Operation 120 kg of Blend
40 PCMM DOE Visualization Tablet Results + 3% - 3%
41 PCMM DOE Visualization Analytical Results 210 Total Tablets Average Potency = % Standard deviation = 2.29 % RSD = 2.29% Courtesy: Julia Wood
42 Some Final Thoughts Material-sparing and science of scale tools, engineering models, and material characterization techniques, previously developed for batch processes, can readily be applied to continuous DC processes, and By coupling these tools with integrated data streams (process sensors, PATs, etc), an incredible opportunity is created for transforming data into knowledge...which enables risk-based agile formulation and process development for continuous DC processes. Opportunity to transform the development and manufacturing paradigm for Solid Oral Dosage forms.
43 Acknowledgement PCMM Operations Advisory Board PCMM OSD Prototype Team PCMM Implementation Team GEA colleagues Slides and data references courtesy Joe Kushner Patrick Daugherity Jeff Moriarty Alex Bonnassieux Bill Ketterhagen 43

44 Questions? 44
45 References 1. Phillip R. Nixon, Changing the Pharmaceutical Industry Paradigm: Portable, Continuous, Miniature & Modular Development and Manufacturing, 2015 ISPE/FDA/PQRI Quality Manufacturing Conference, June 1, Daniel Blackwood, Portable, Continuous, Miniature and Modular (PCM&M) Approach to Redefining the Development and Manufacturing Paradigm, AAPS - Arden House Conference, Baltimore, MD, March 17, Phillip Nixon, Broad Implementation of Continuous Manufacturing for Solid Oral Drug Products: What Can the Future Look Like? AAPS - Arden House Conference, Baltimore, MD, 2015 March 17, 4. Bill Ketterhagen, Dan Blackwood, Jeff Moriarty, Alex Bonnassieux, Steve McLellan, Angela Liu, and Steph Dolph, An Investigation of Mixing Performance of a Continuous Powder Mixing Process, AIChE National Meeting, Salt Lake City, Joseph Kushner IV, Francis Moore, Scale-up model describing the impact of lubrication on tablet tensile strength, International Journal of Pharmaceutics, Volume 399, Issues 1 2, 31 October 2010, Pages 19-30, ISSN , 6. Joseph Kushner, Incorporating Turbula mixers into a blending scale-up model for evaluating the effect of magnesium stearate on tablet tensile strength and bulk specific volume. Int J Pharm 2012 Jun 3;429(1-2):1-11. Epub 2012 Mar 7. Joseph Kushner, Holger Schlack, Commercial scale validation of a process scale-up model for lubricant blending of pharmaceutical powders, International Journal of Pharmaceutics, Volume 475, Issues 1 2, 20 November 2014, Pages