Engineering in Chemical and Pharmaceutical Processes. Compressing the powder between two surfaces
|
|
|
- Austin Briggs
- 5 years ago
- Views:
Transcription
1 Engineering in Chemical and Pharmaceutical Processes Particle sizing, Compaction, Extrusion Compaction Dry-granulation Principle Compressing the powder between two surfaces Cohesive forces van der Waals mechanical interlocking solid bridges (instantneous melting of the particles surfaces) 1
 Materials compactability")
2 Compaction Categories of materials compactable compactable with fragmentation non-formable (glass, sand) Materials compactability 2
3 Mechanism of compaction Energy analysis of compaction Analysis of force required per displacement during compression and decompression Energy = force * length Energy = area under curve E P = plastic deformation E E = elastic deformation E F = rearangement /friction 3
4 Mathematical model of compation Heckel equation one of many equations assumes the compaction takes place by reducing porosity as the first order process d dp rel d dp rel 1 ln 1 k k 1 rel rel kp A B solid rel V V B solid solid 1 1 rel VB VB 1 ln A 1 0 ρ 0 = rel. density at low pressure V Types of compaction behavior Compacting different size fractions of the same material 1 ln 1 rel mostly plastic 1 ln 1 rel fragmentation P P 4

5 Compaction equipment Roller compaction Compacting powder between rollers Powder is fed by gravitation or using screw conveyor Powder is pulled into the gap by action of friction force between the roller surface and the powder 5
6 Critical parameters of roller compaction ω angular speed α nip angle γ angle of max pressure p max δ elastic expansion angle e gap size e 1 size of product ribbon Zones between the rollers Entry zone powder is not entrained by the rollers Slip zone powder is pulled into the gap, but moving more slowly than roller surface Nip zone powder is pulled into the gap at the roller surface velocity 6
7 Regions of different material motion α given by pressure, layer height and material properties Parametes affecting roller compaction Geometric roller diameter, gap size Operation Feed pressure, angular velocity Powder internal friction angle, bulk density, compressibility Interface wall friction angle 7
8 Stress state in the slip zone entry/slip zone boundary Feed pressure Geometry-compression relationship B, B, V V 8

9 Geometry-compression relationship 2h R R cos d sin V 2h 0 R R cos R cos dv 0 R Stress in nip zone Empirical relationship K.. compressibility K 9
 Nip zóne stress gradient = function")
 Nip angle Nip angle belongs to")
10 Nip angle Slip zone stress gradient = function (D, S, θ, δ, φ ) Nip zóne stress gradient = function (D, S, K) (for illustration only) (for illustration only) Nip angle Nip angle belongs to both zones 10



11 Application of compaction in pharma processes feed screw designs Compacted products 11
12 Compacted product usage Intermediate product with better flowability Content of hard gelatin capsules sachets effervescent drugs Factors affecting compacts strength Raw material particle size distribution flowability additives (eg. hydroxypropylcellulose) vlhkost Process parameters recycle process speed / time-under-pressure temperature 12
 No drying")
13 Compacted vs. granulated product Specific properties lower porosity smoother surface No binder necessary Dry-processing (no moisture) No drying necessary thermal stability issues Extruding Pushing the paste-like material through orifice melt powder + liquid 13


 /")

14 Extruders Cylinder rolls Radial Piston feed Axial screw Double-screw (Granulation) / Extrudation / Spheronization (Glatt process) 14


15 Spheronization Smooth surface = further improvment of the flowability Low dust, better coating Spheronizing extrudates Uniform particles Good dissolution and dispergation Attractive design 15




16 Powder coating Creating layered structure Controlled Release for powder coating 16


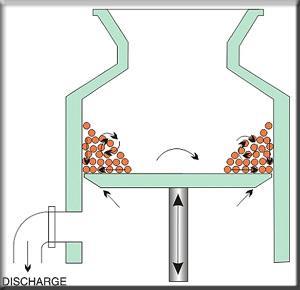
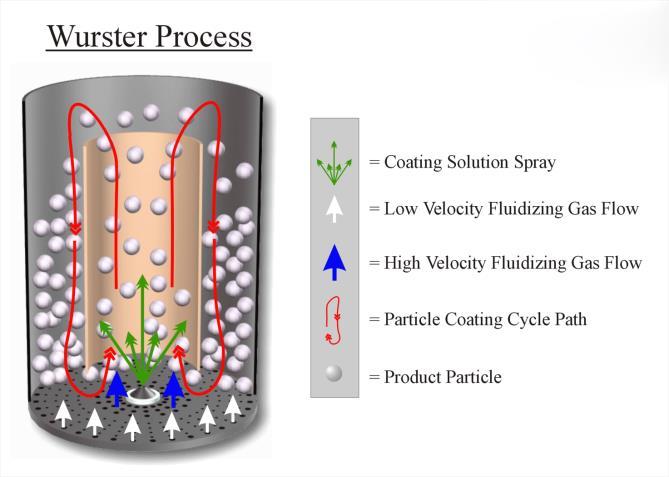
17 Spheronization Spheronization / coating process 17


18 Products powder granulate extrudate spherules/pelets Pharmaceutical extrusion Melt-extrusion process Alternative to tablet compression Advantages no granulation, drying special properties appearance Disadvantages processing temperature special excipients solubility thermoplasticity 18


19 Melt-extrusion excipients Low melting point Polyethylenglykol mp. ~ C drug form thermal stability problems Acceptable metling point Polyvinylpyrrolidon mp. ~ C API thermal stability problems Melt extrusion for improving bioavailability Dispersion of drug in melted water-soluble polymer 19